
Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting

Abstract
:1. Introduction
2. Mathematical Models
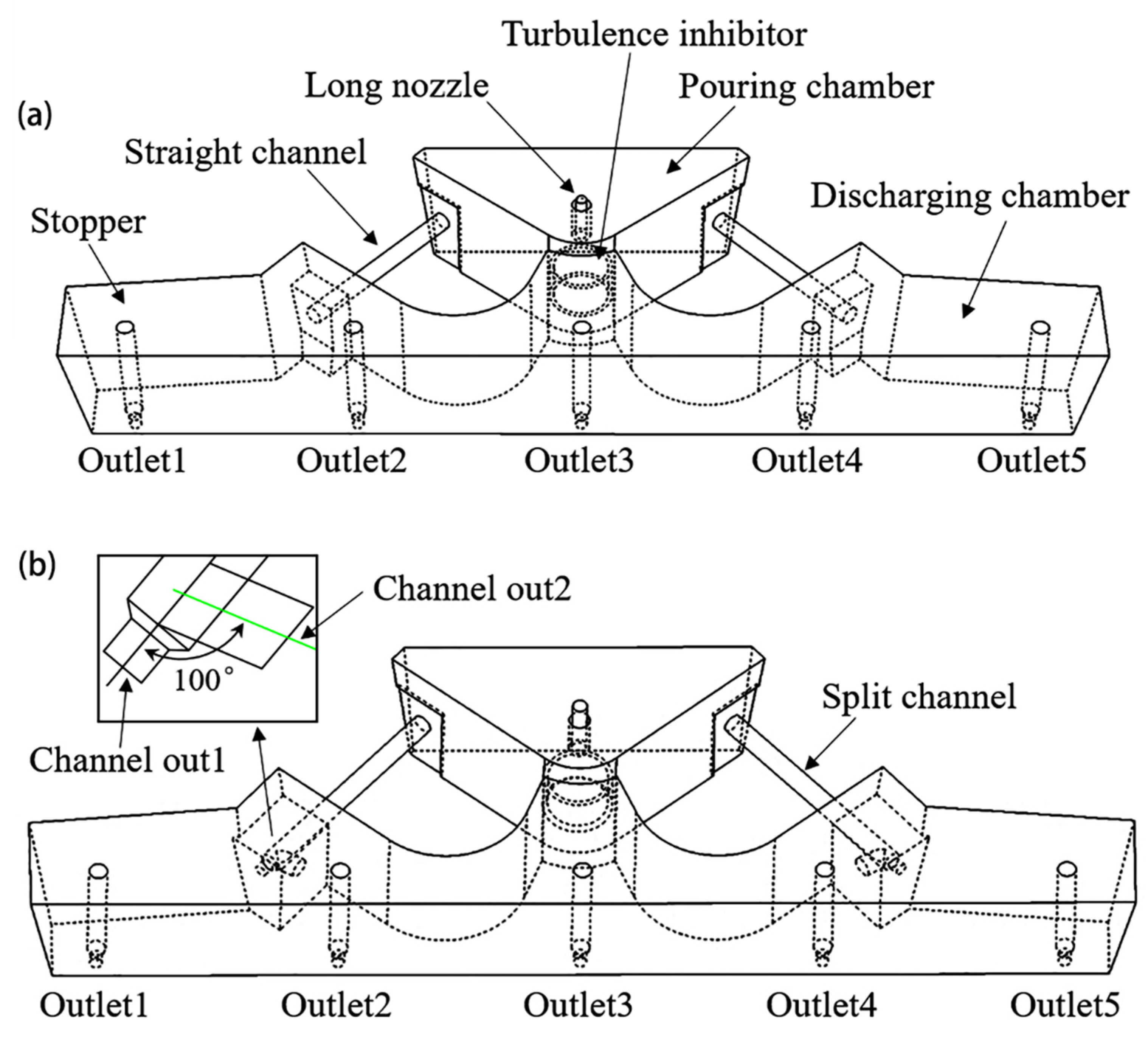
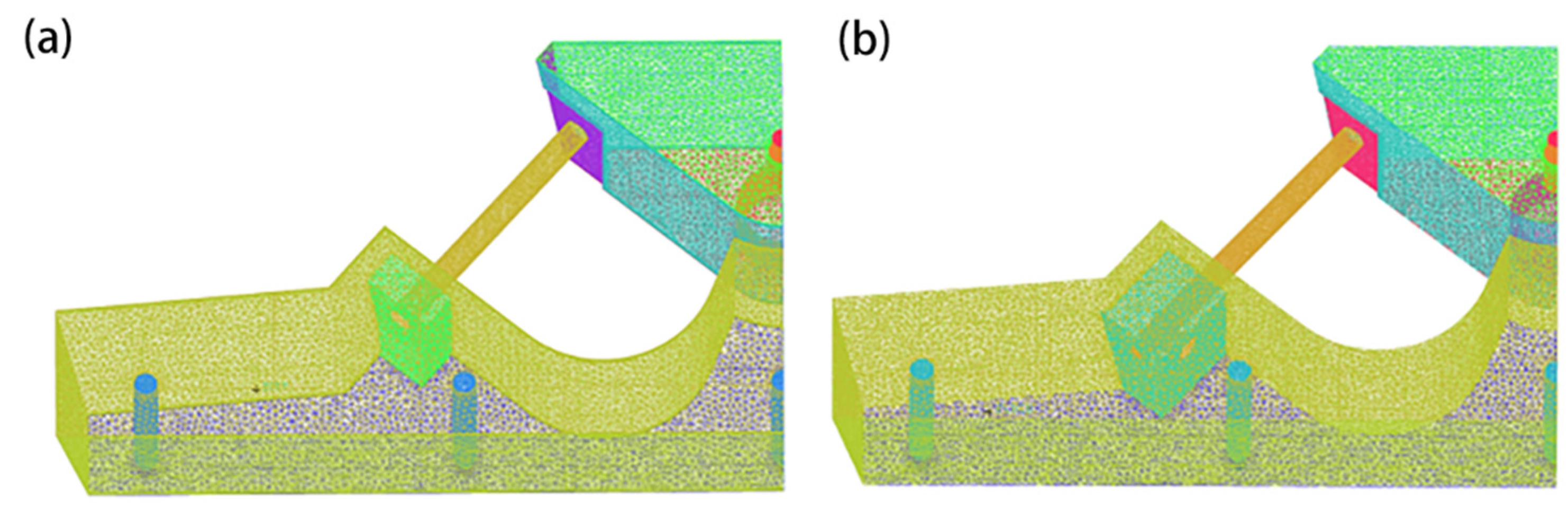
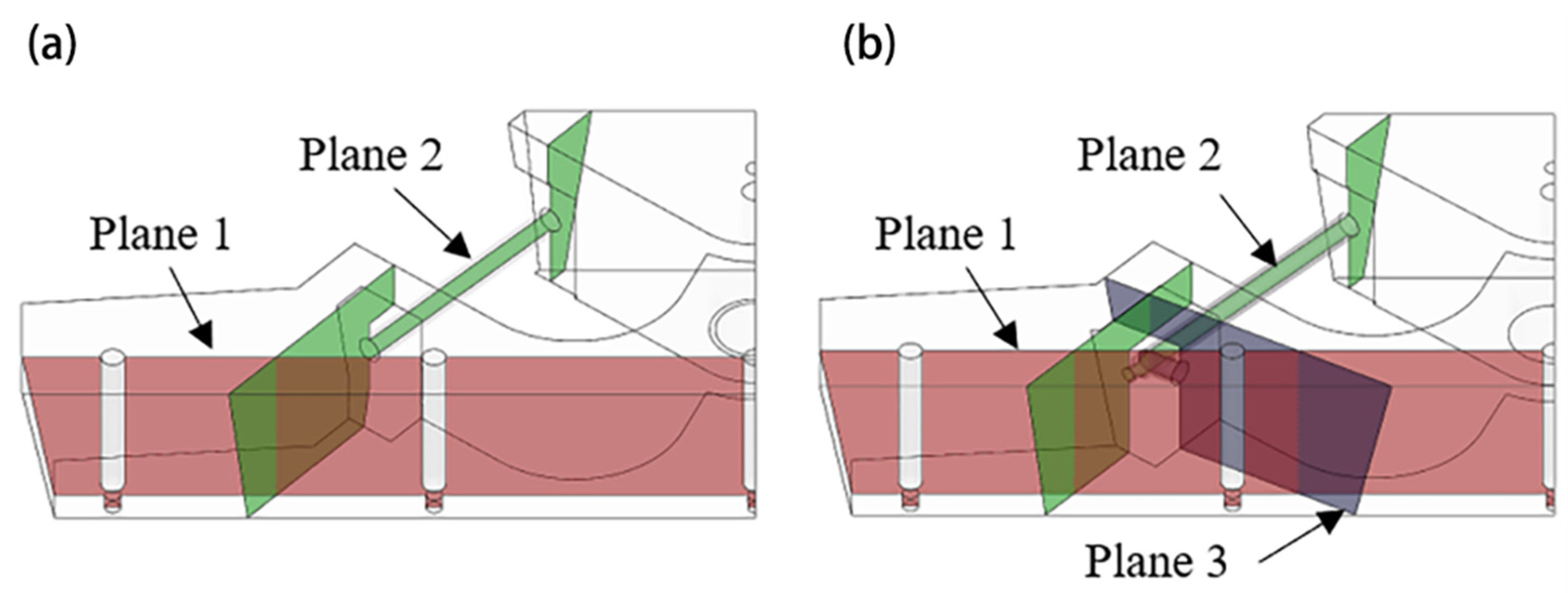
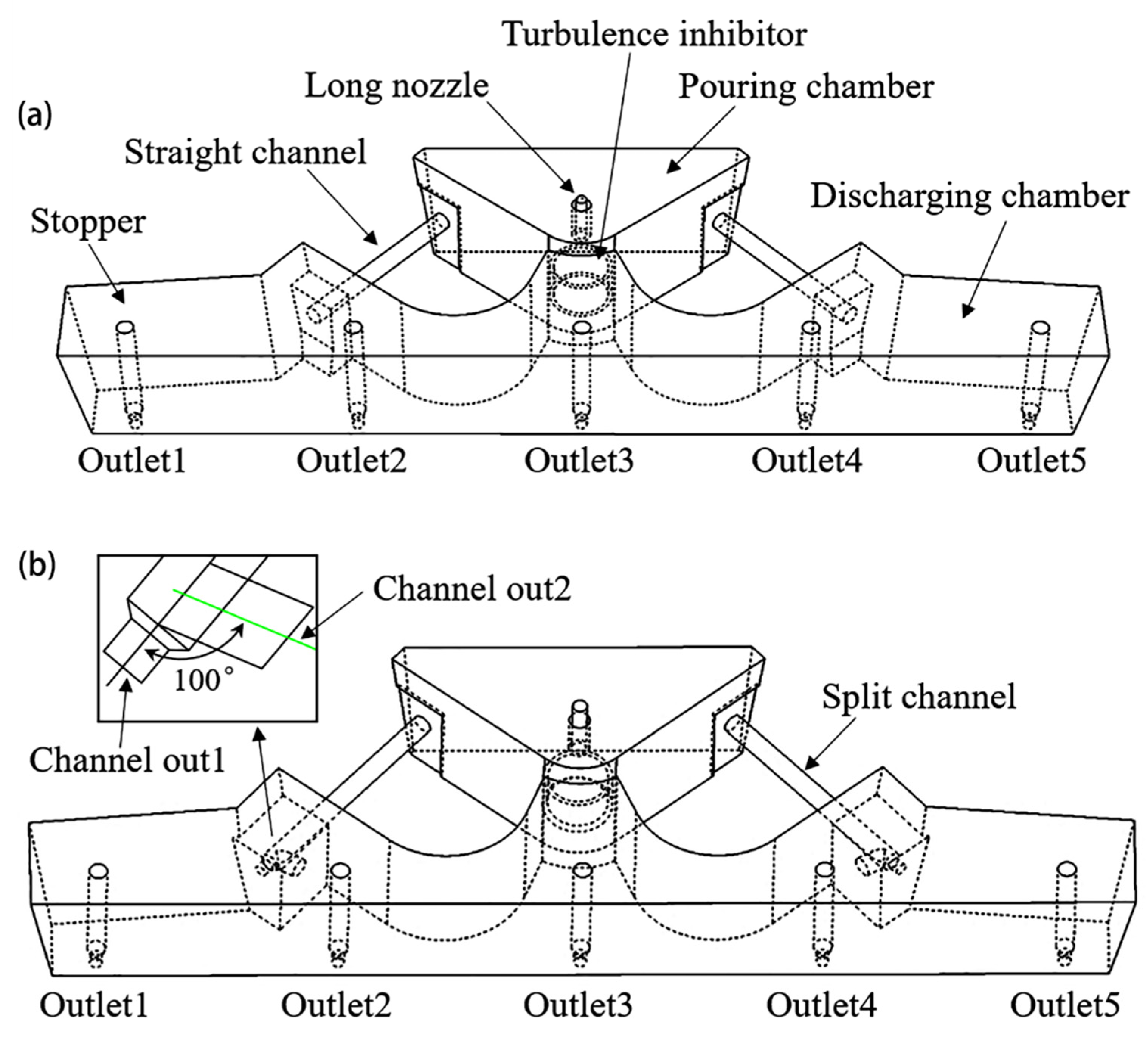
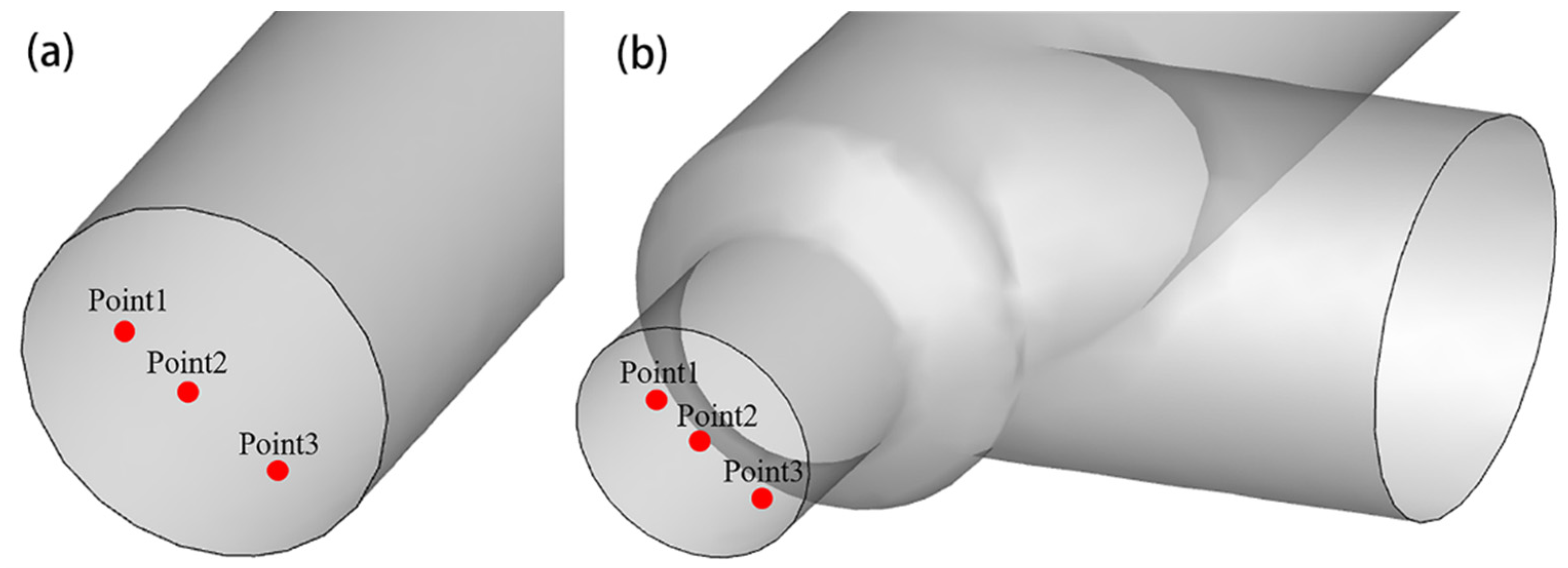
2.1. Geometric Model and Meshing
2.2. Mathematical Modeling Assumptions
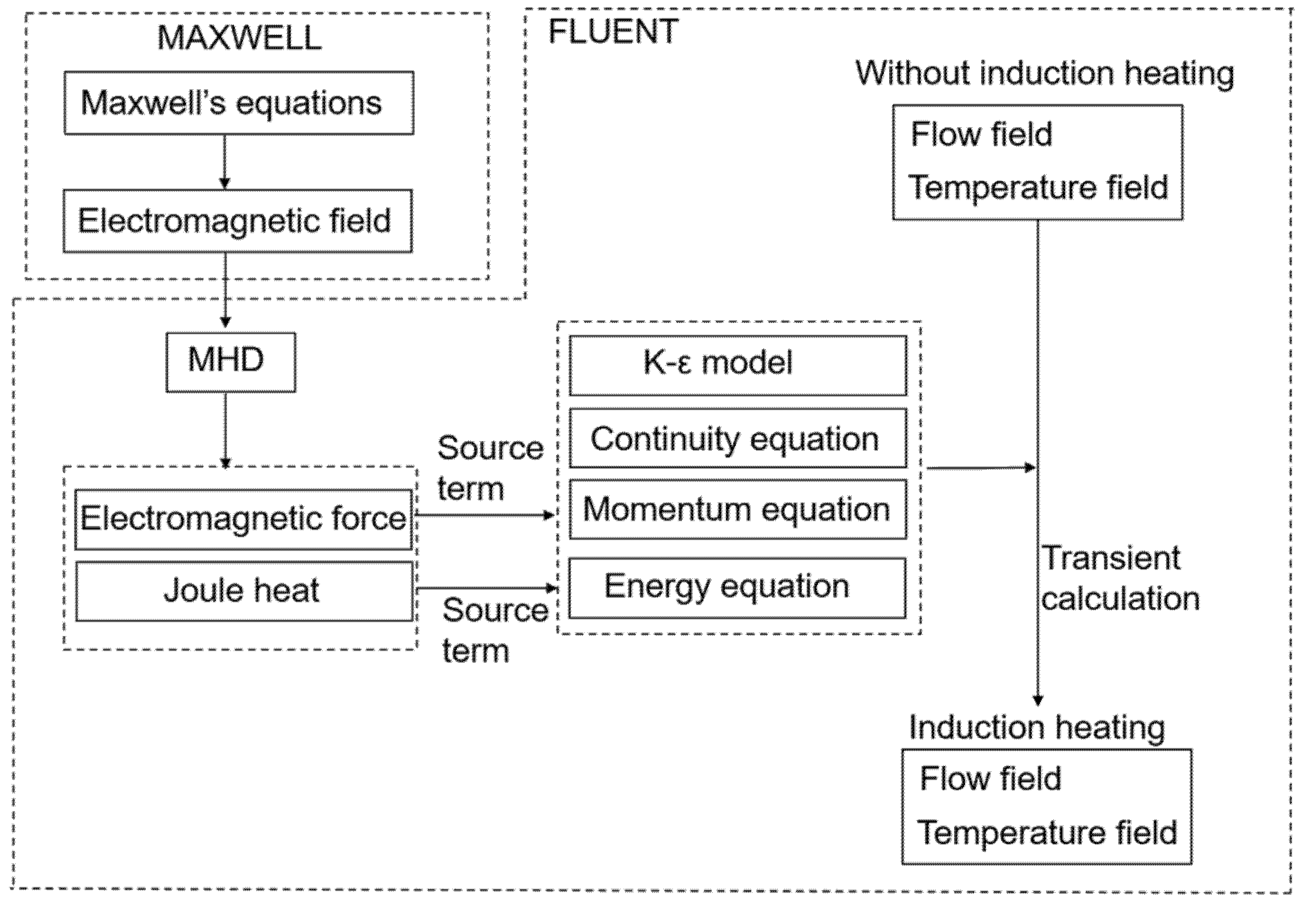
2.3. Governing Equations
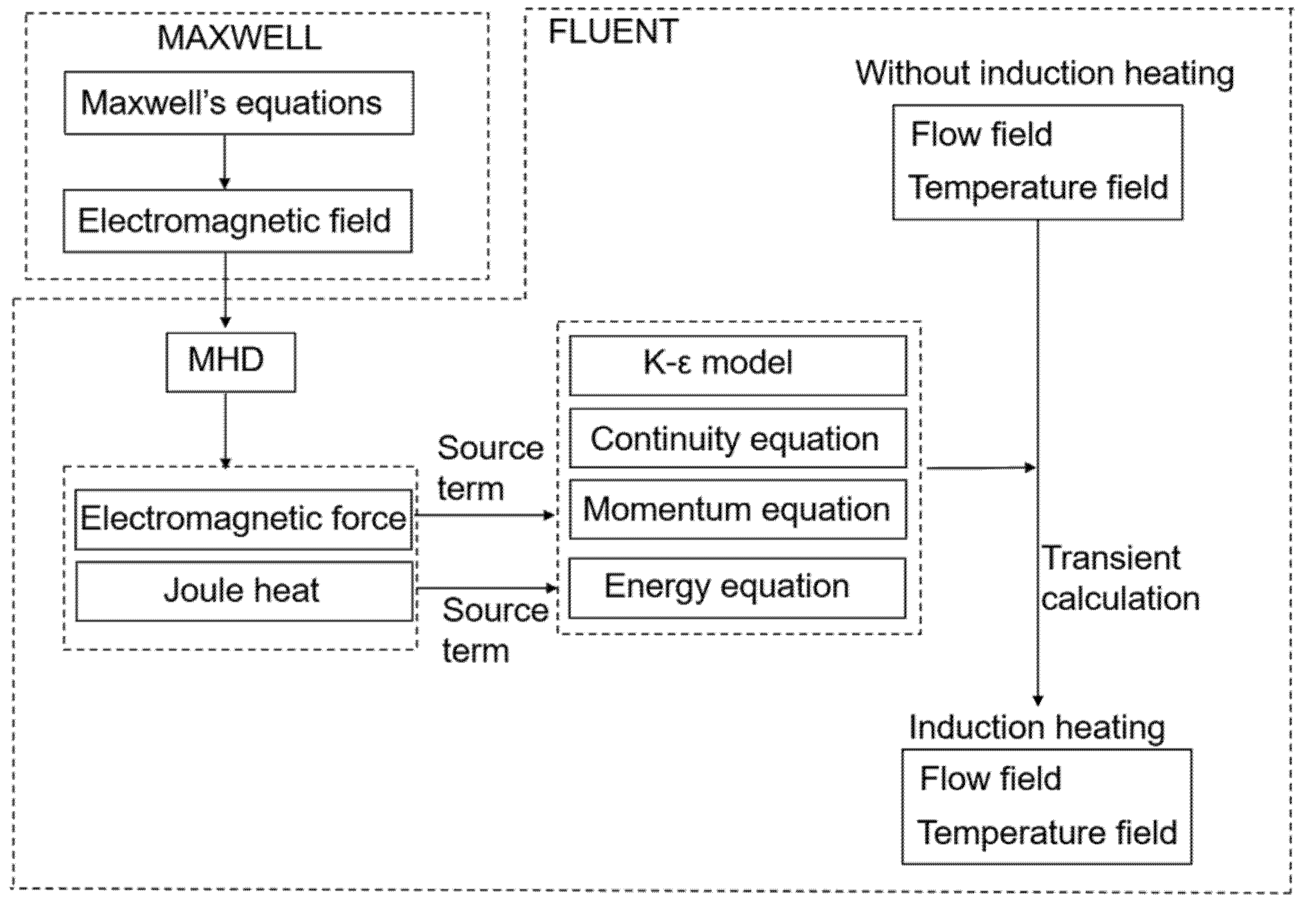
2.3.1. Control Equations of the Electromagnetic Field
2.3.2. Fluid Dynamics and Heat Transfer Equations
2.4. Boundary Condition and Solution Method
3. Results and Discussion
3.1. Grid Independence Test
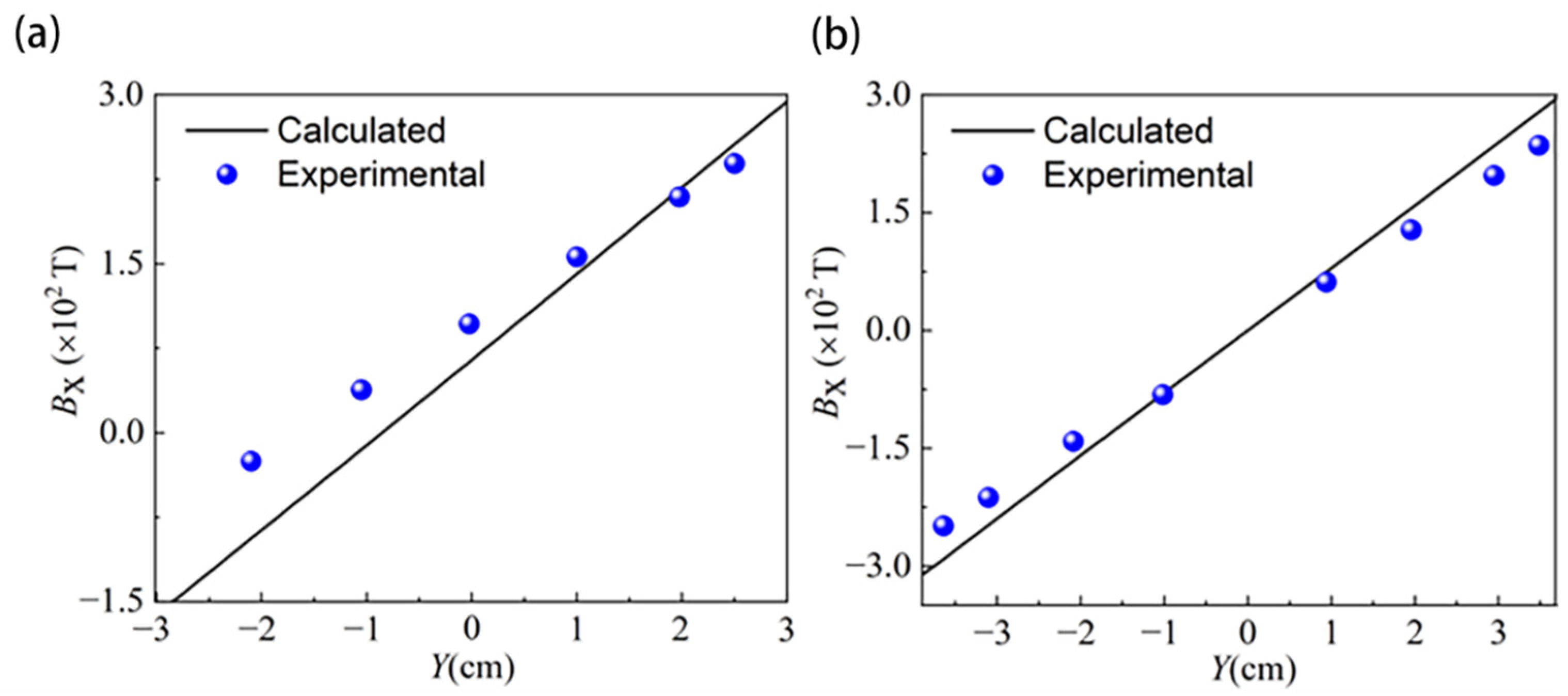
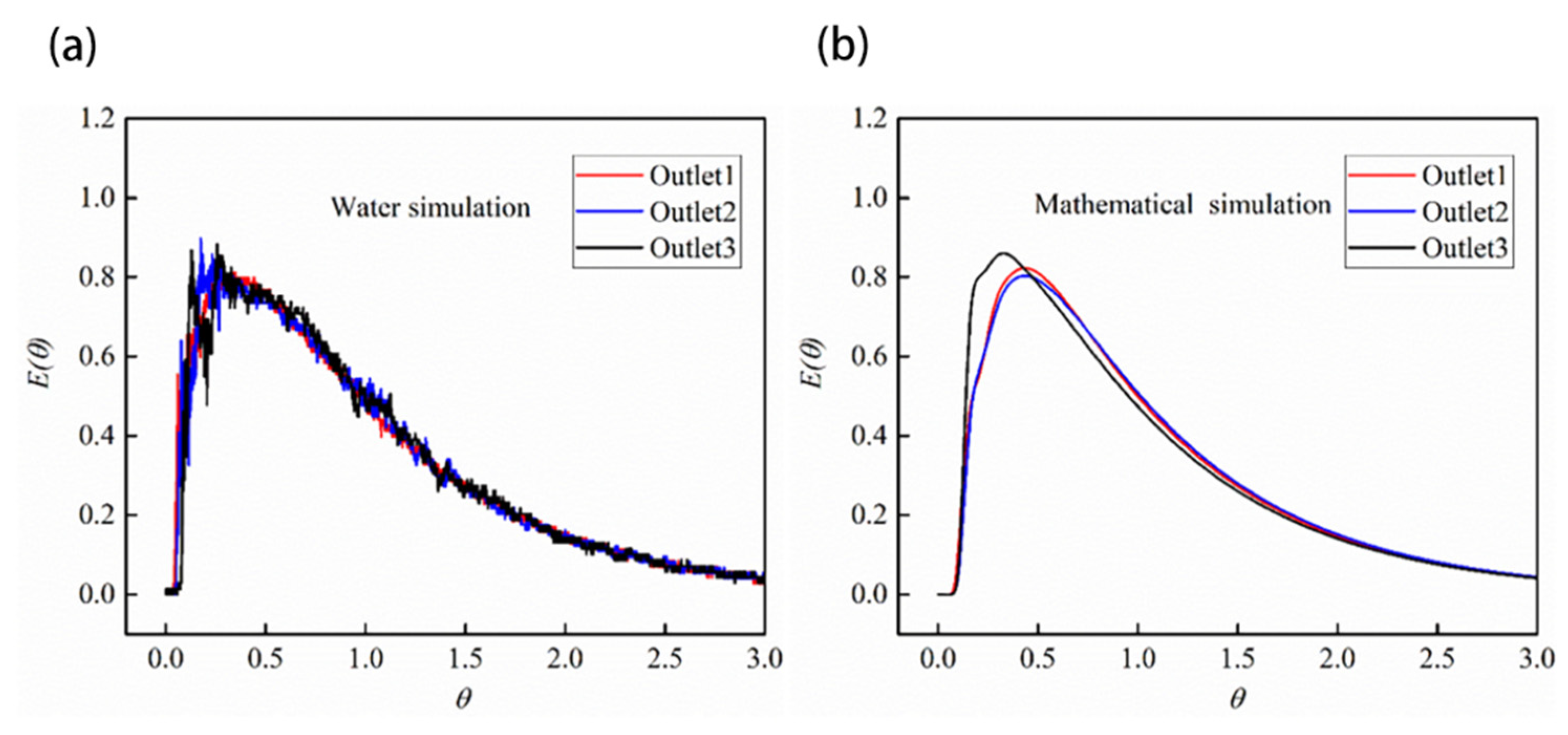
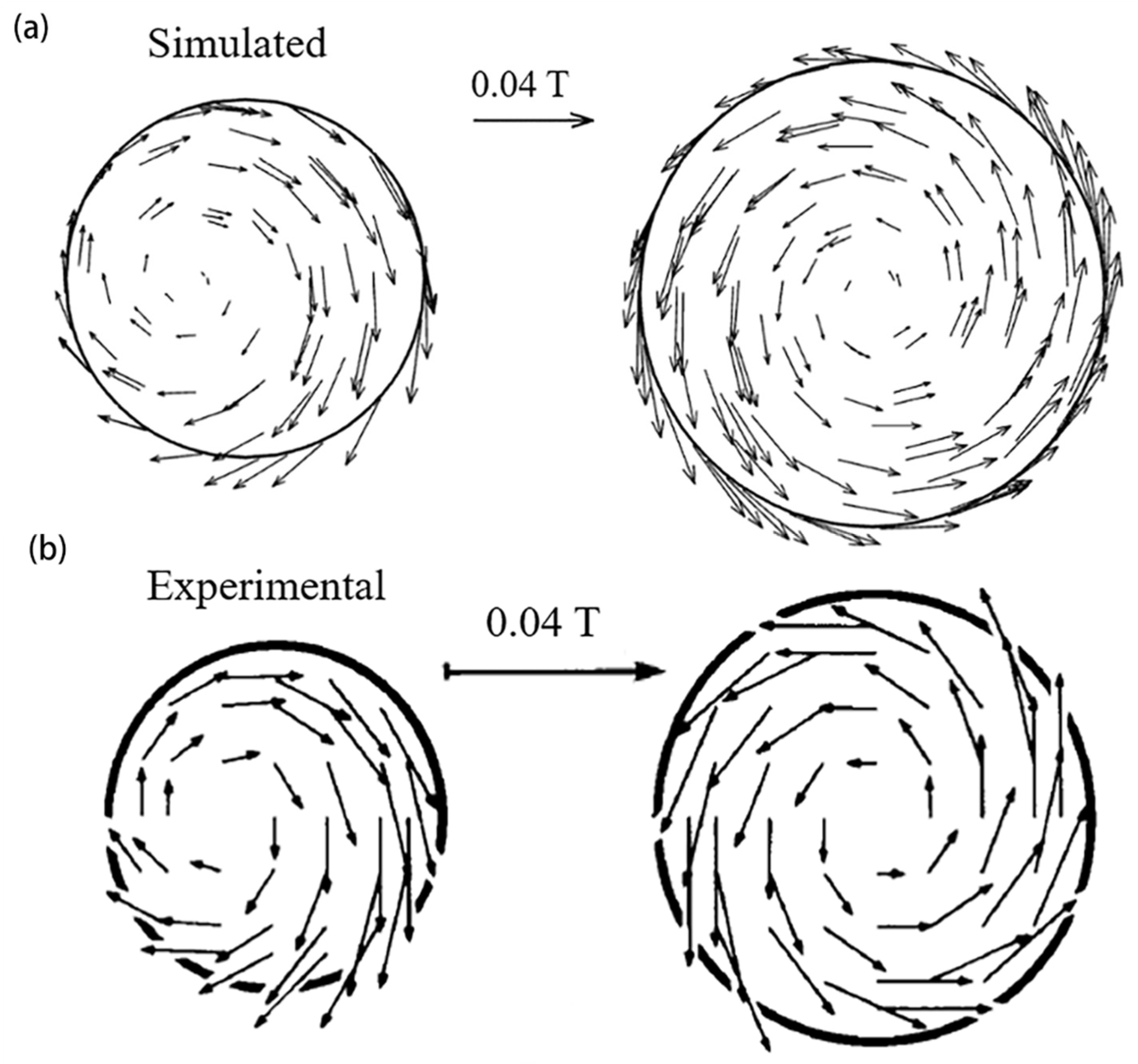
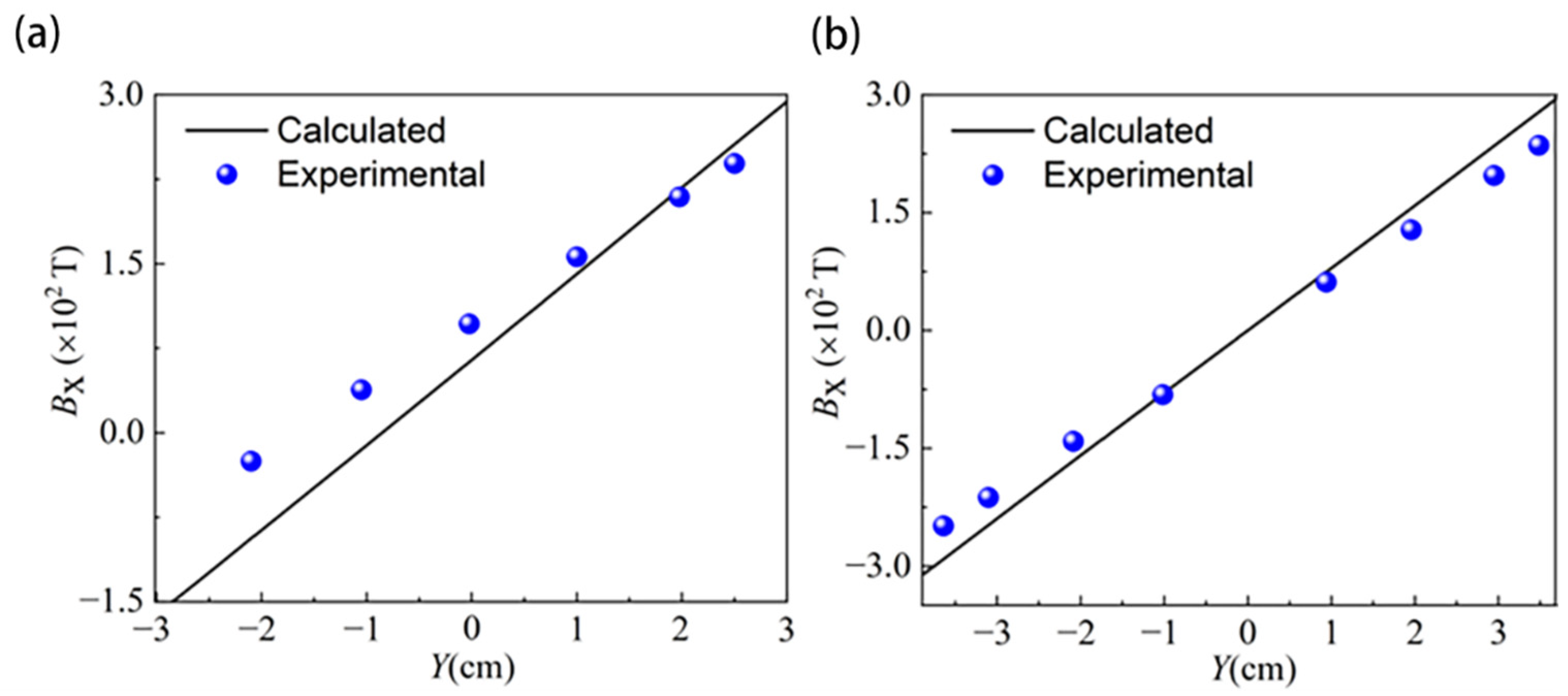
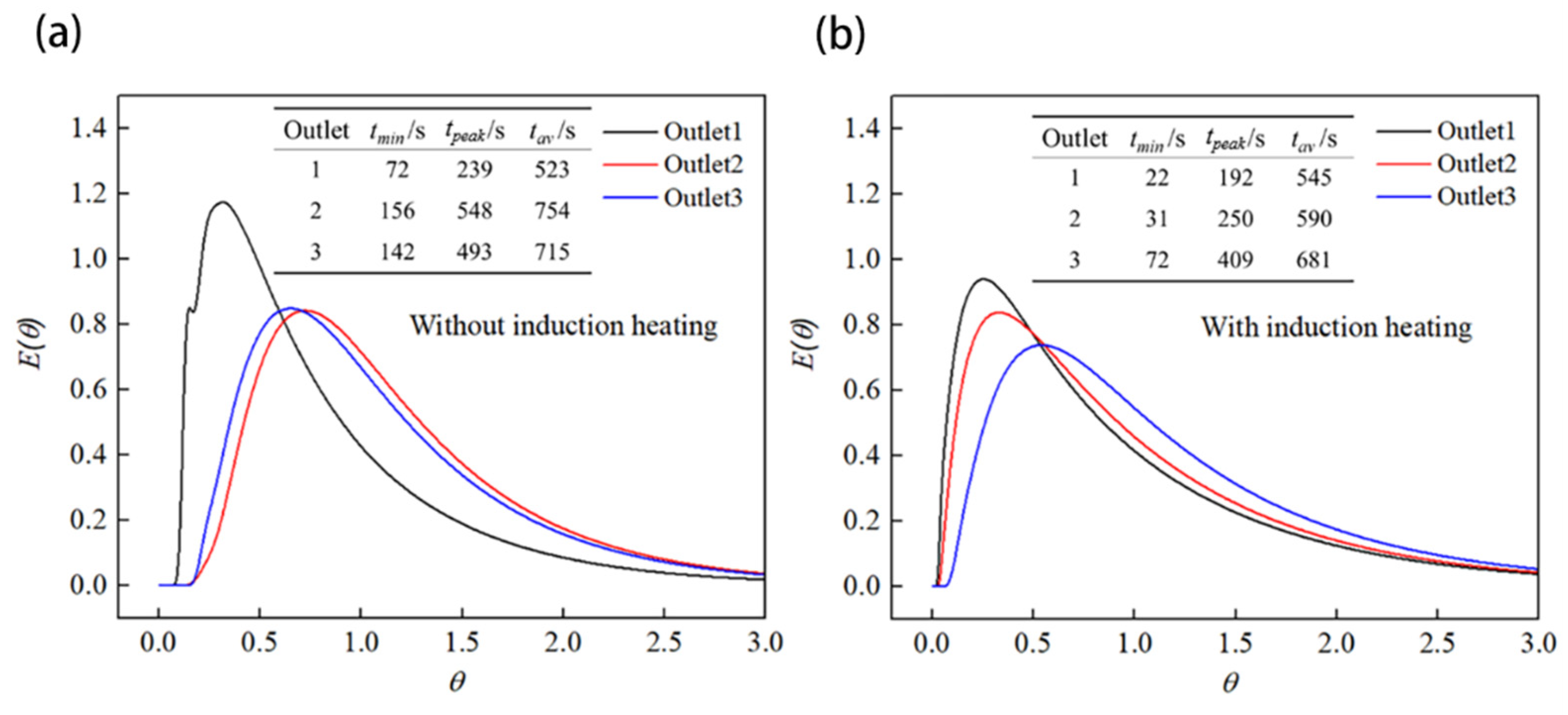
3.2. Model Validation
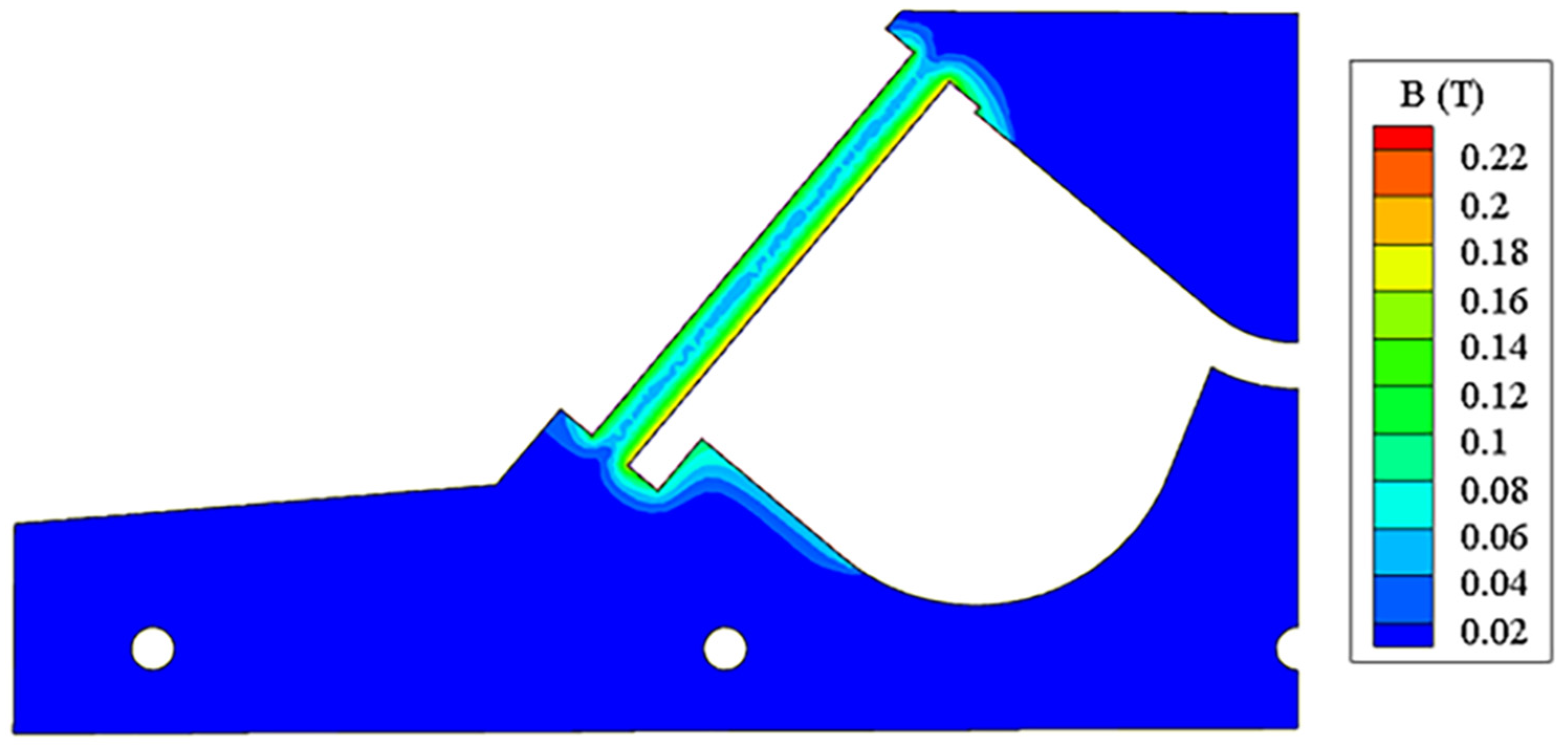
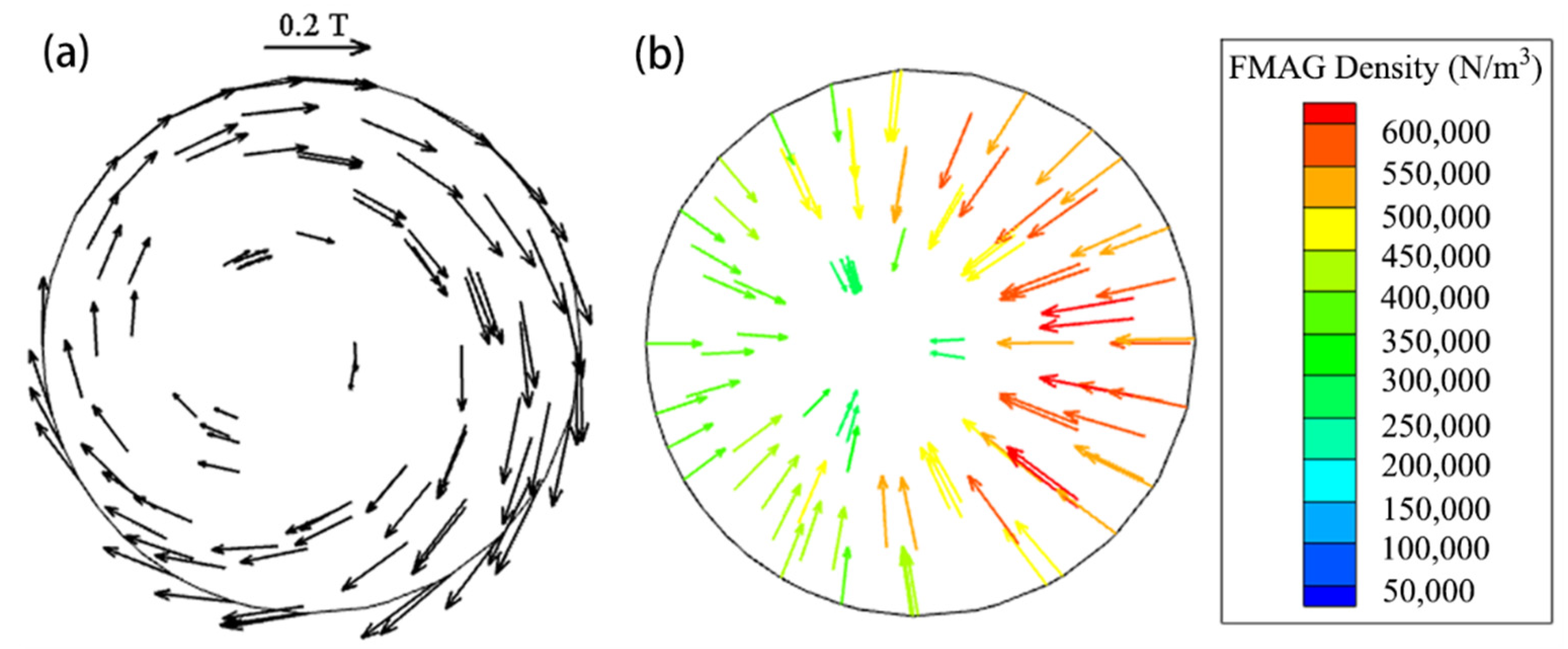
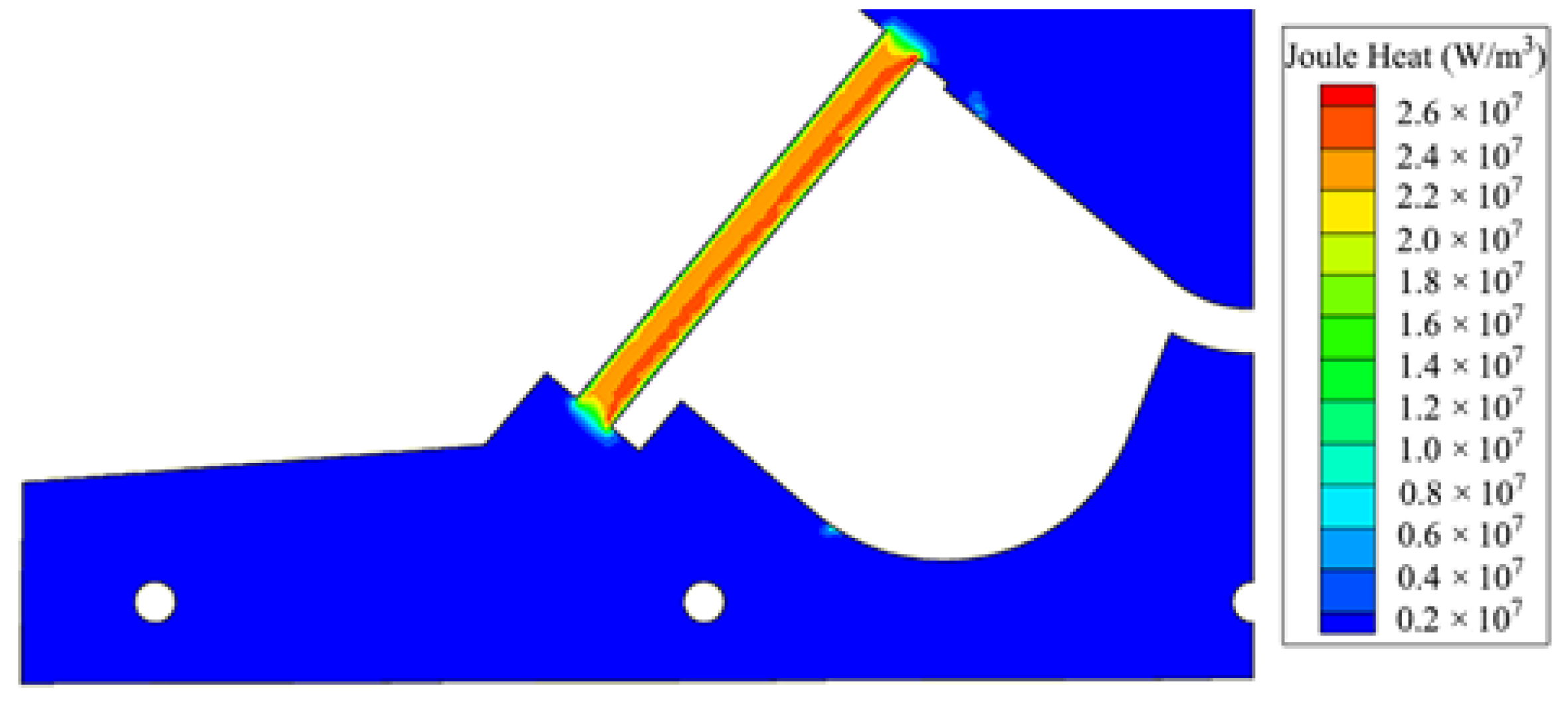
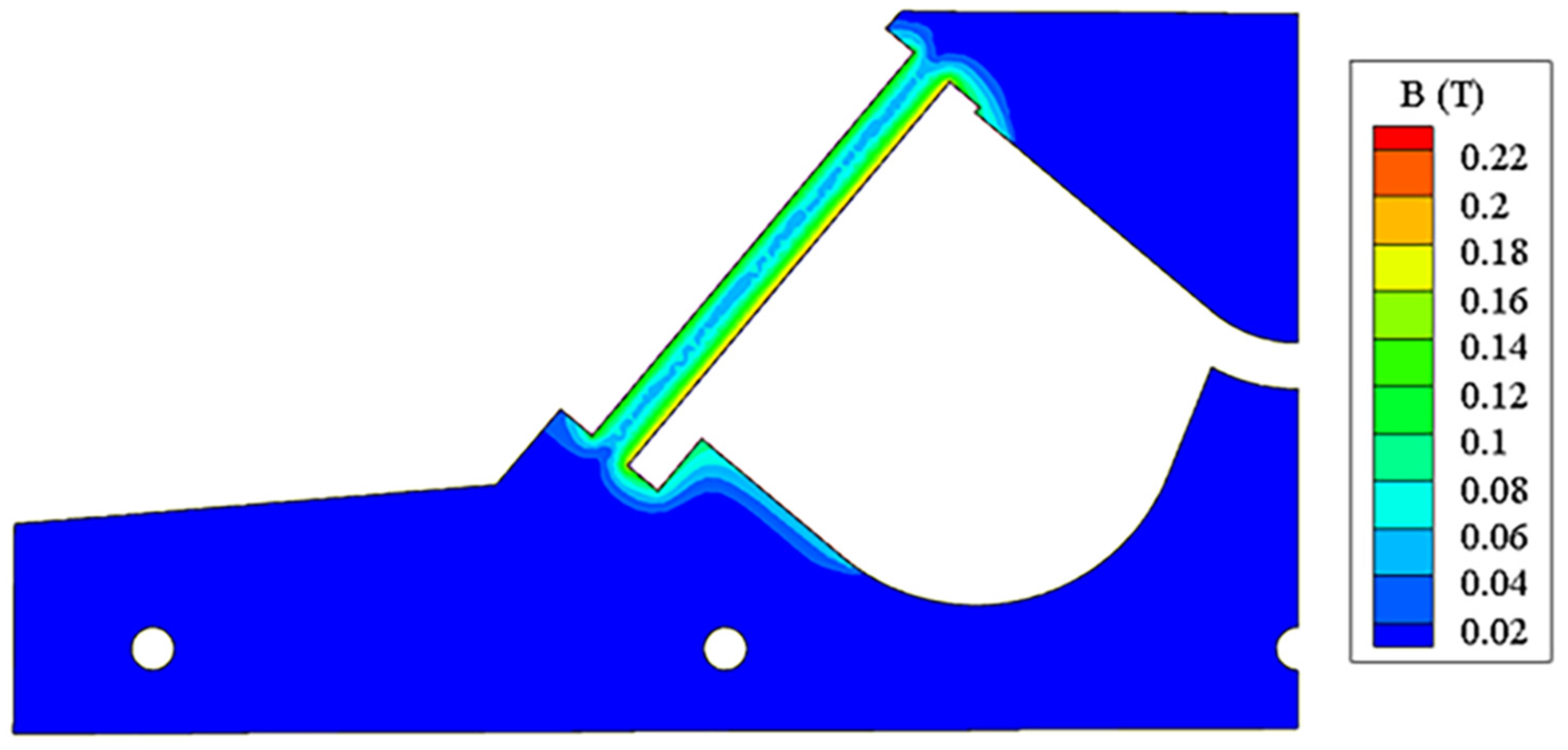
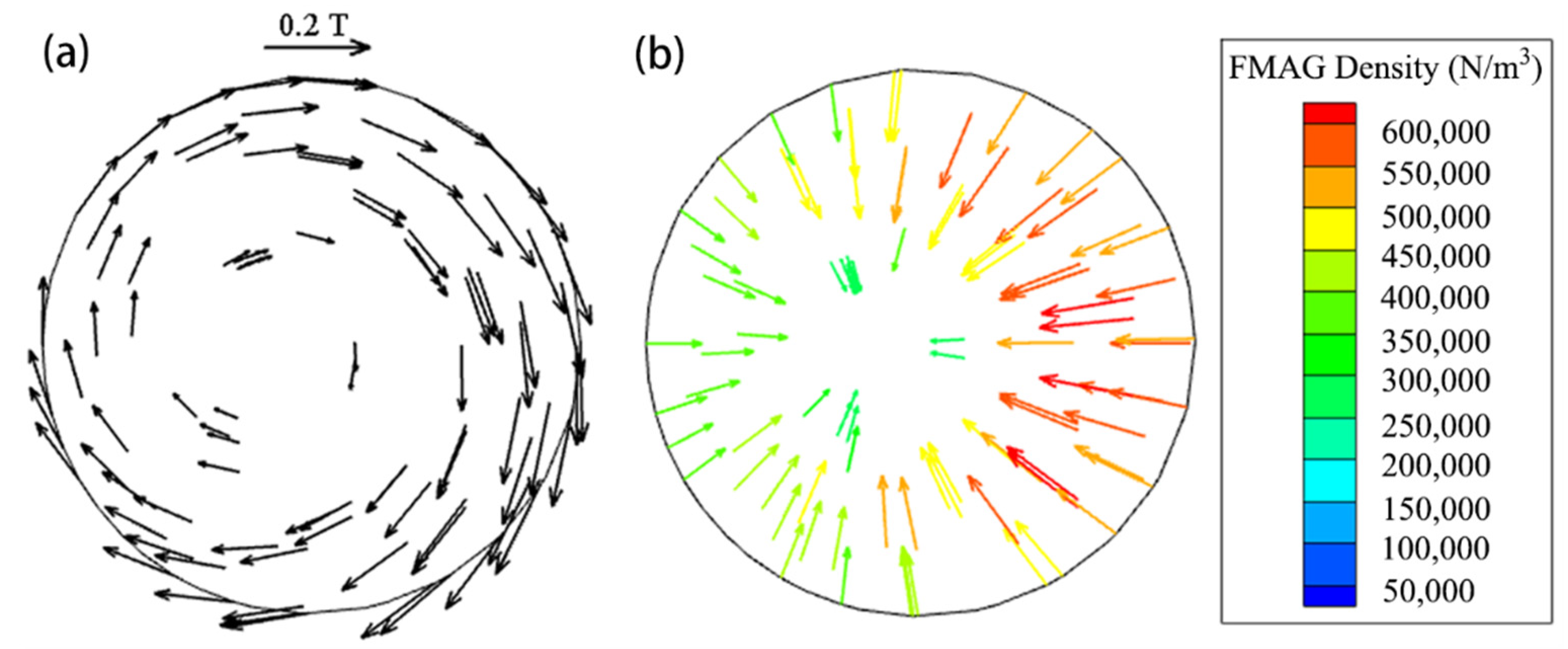
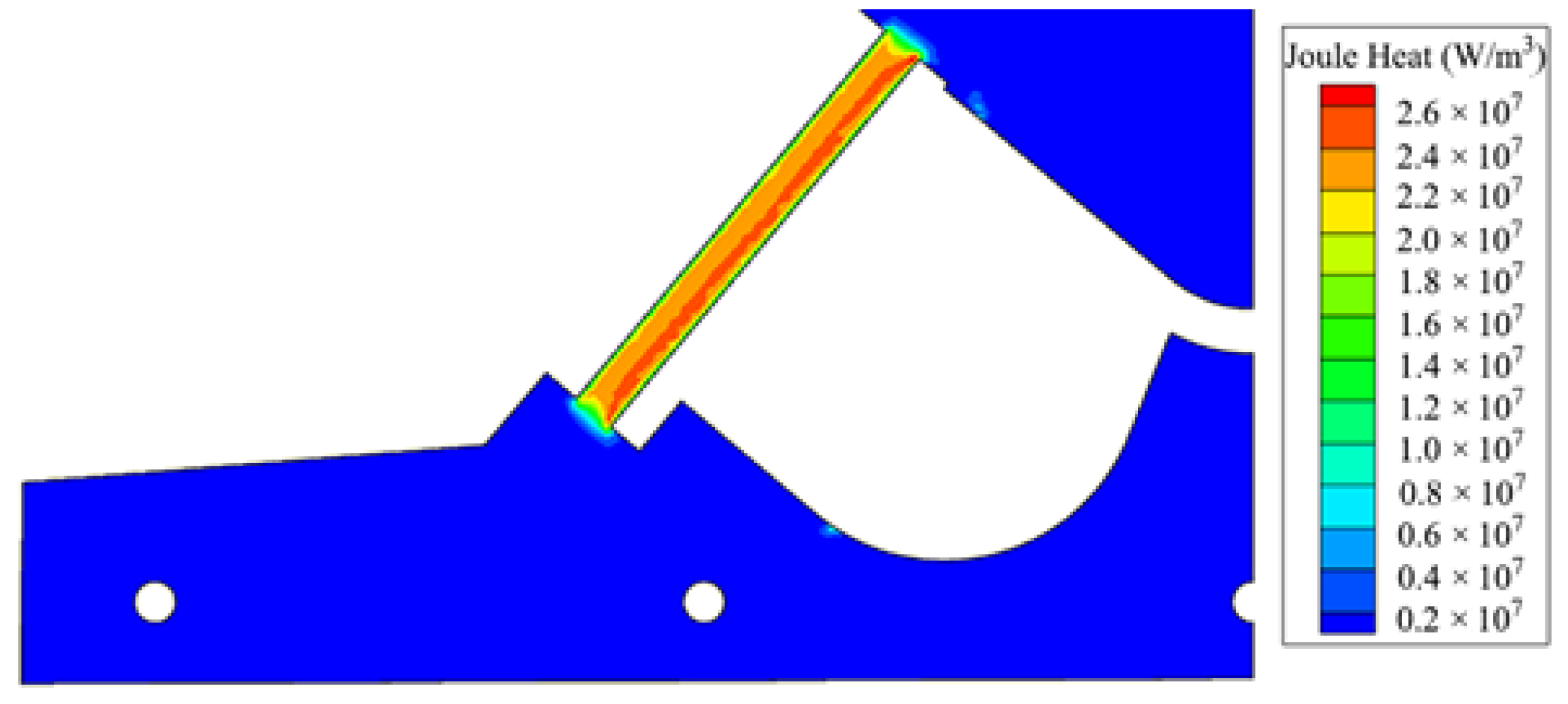
3.3. Electromagnetic Field and Joule Heat Distribution in Case S0 under Heating Power 1000 kW
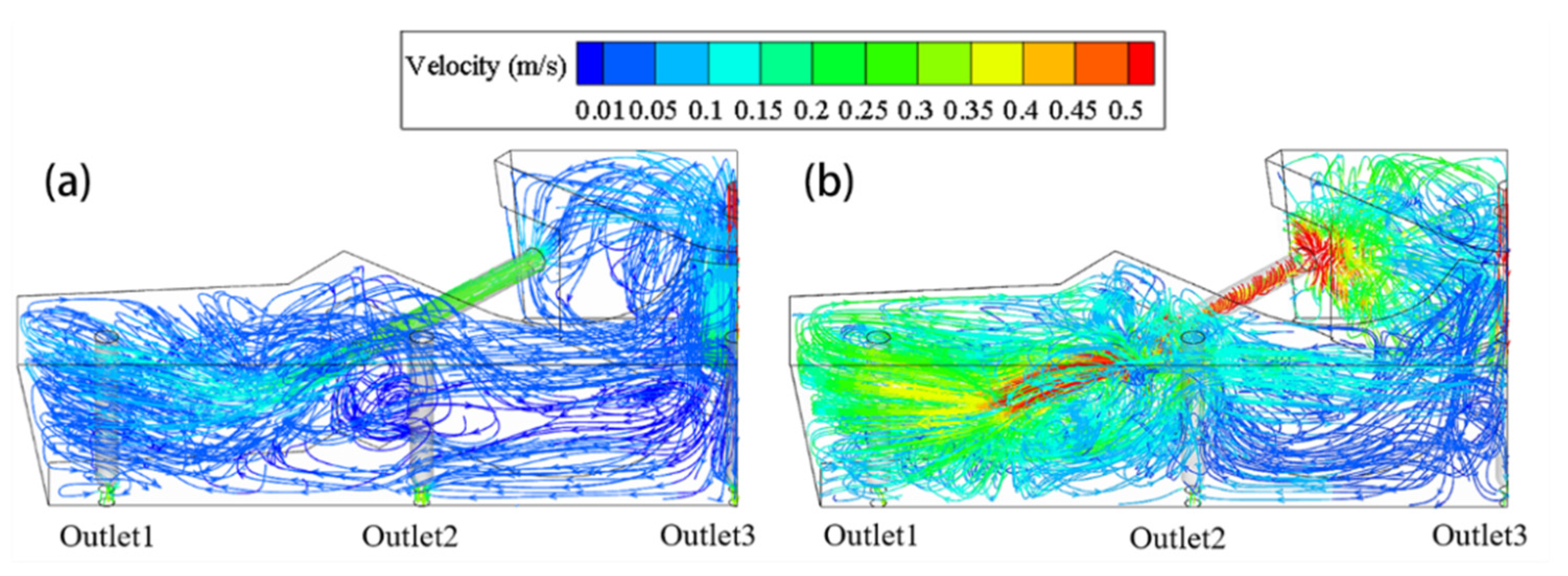
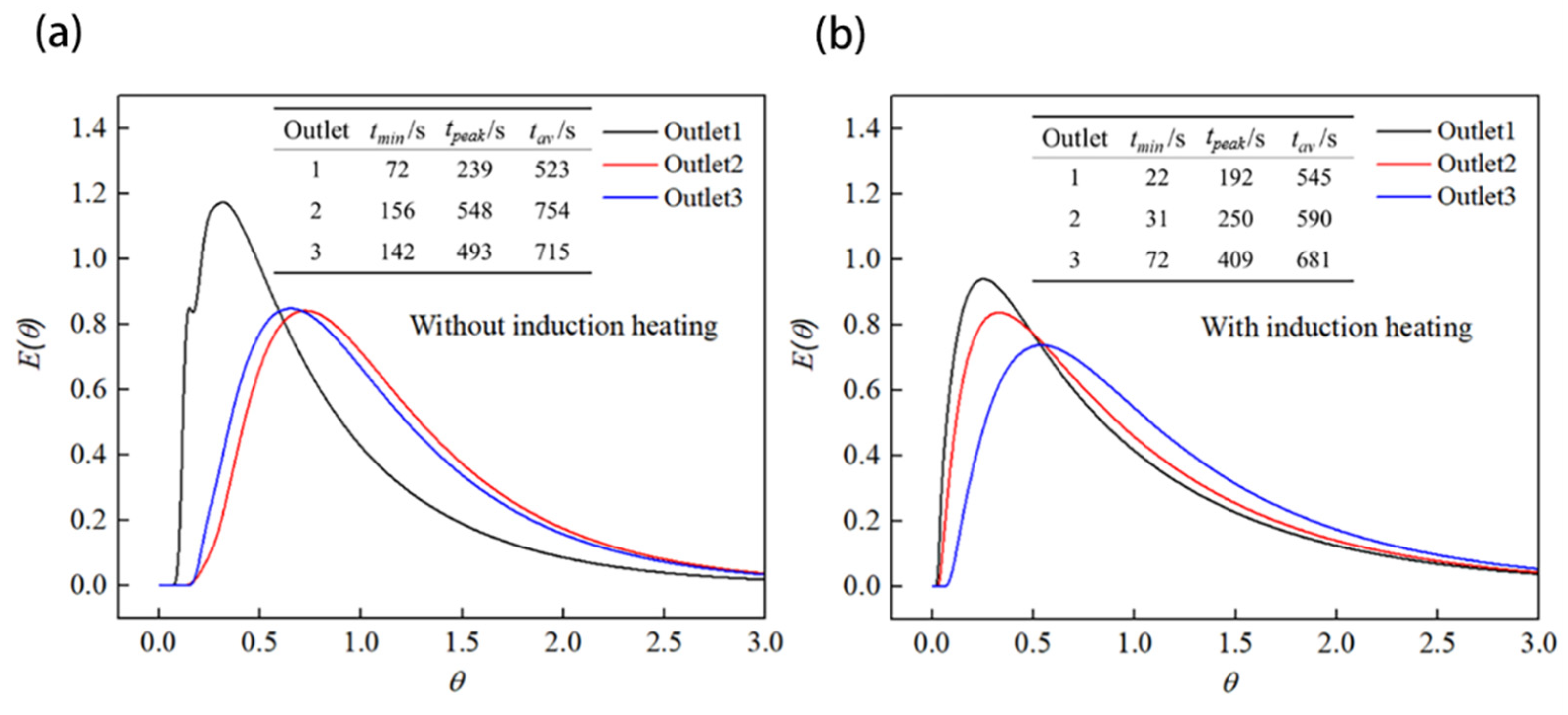
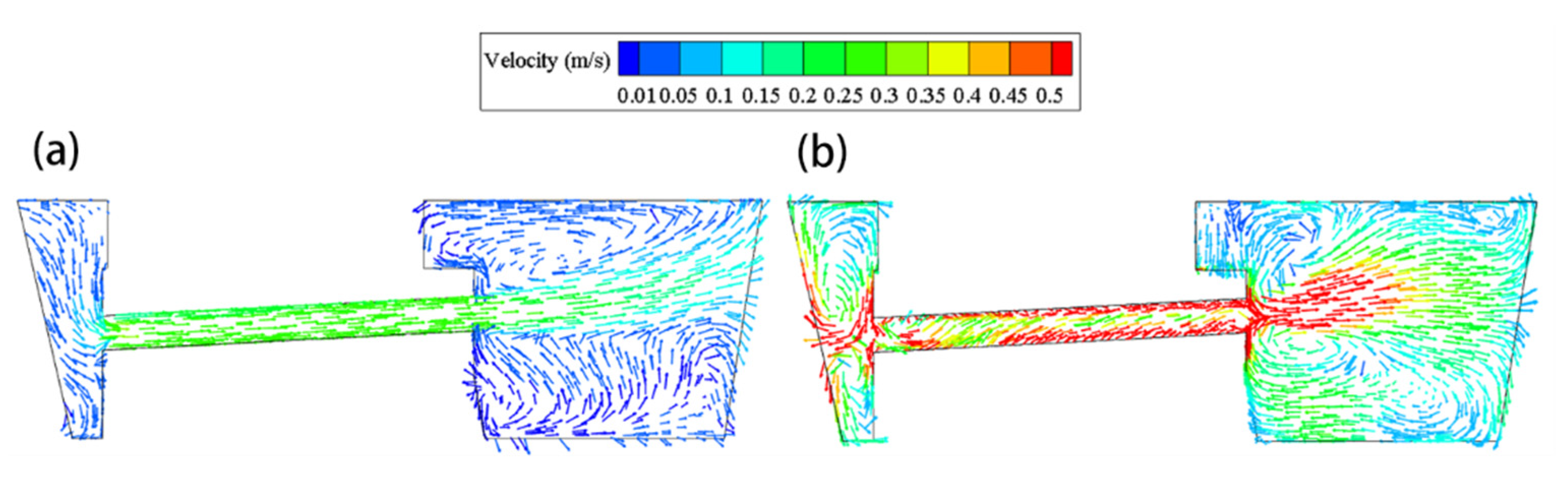
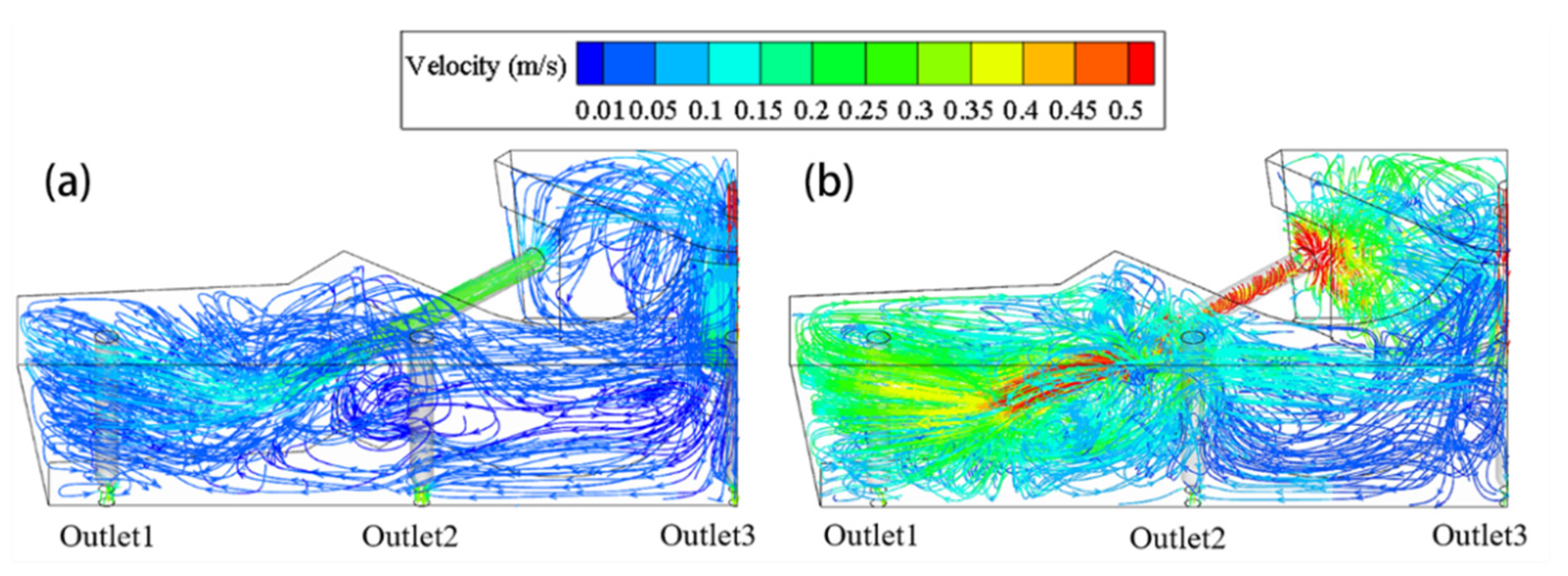
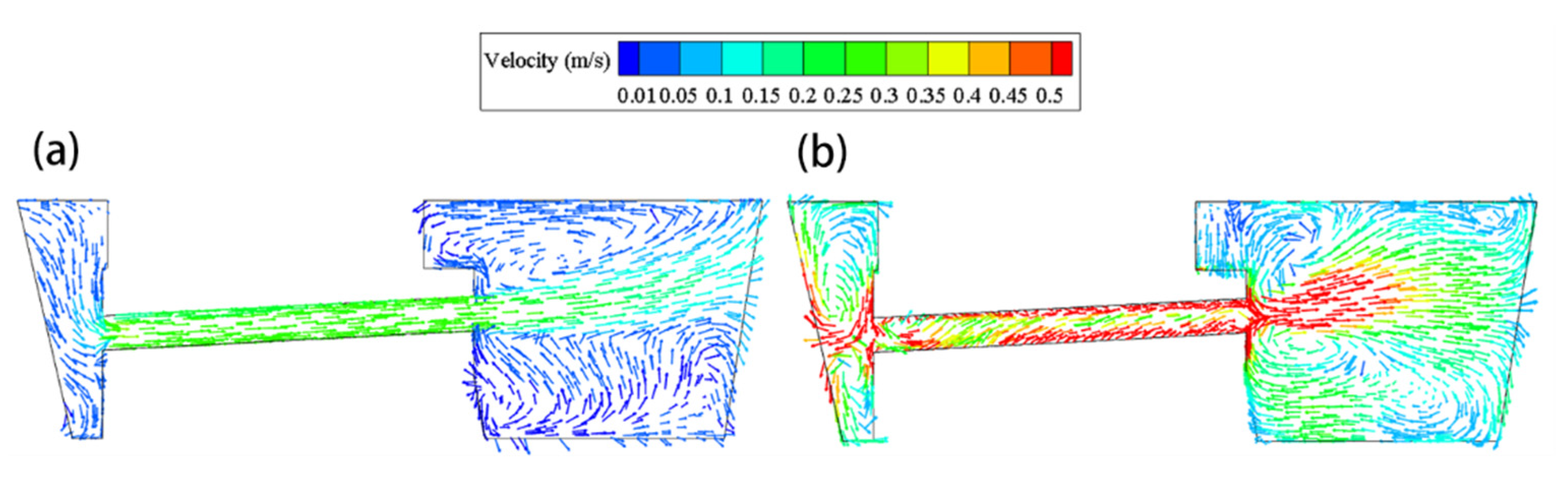
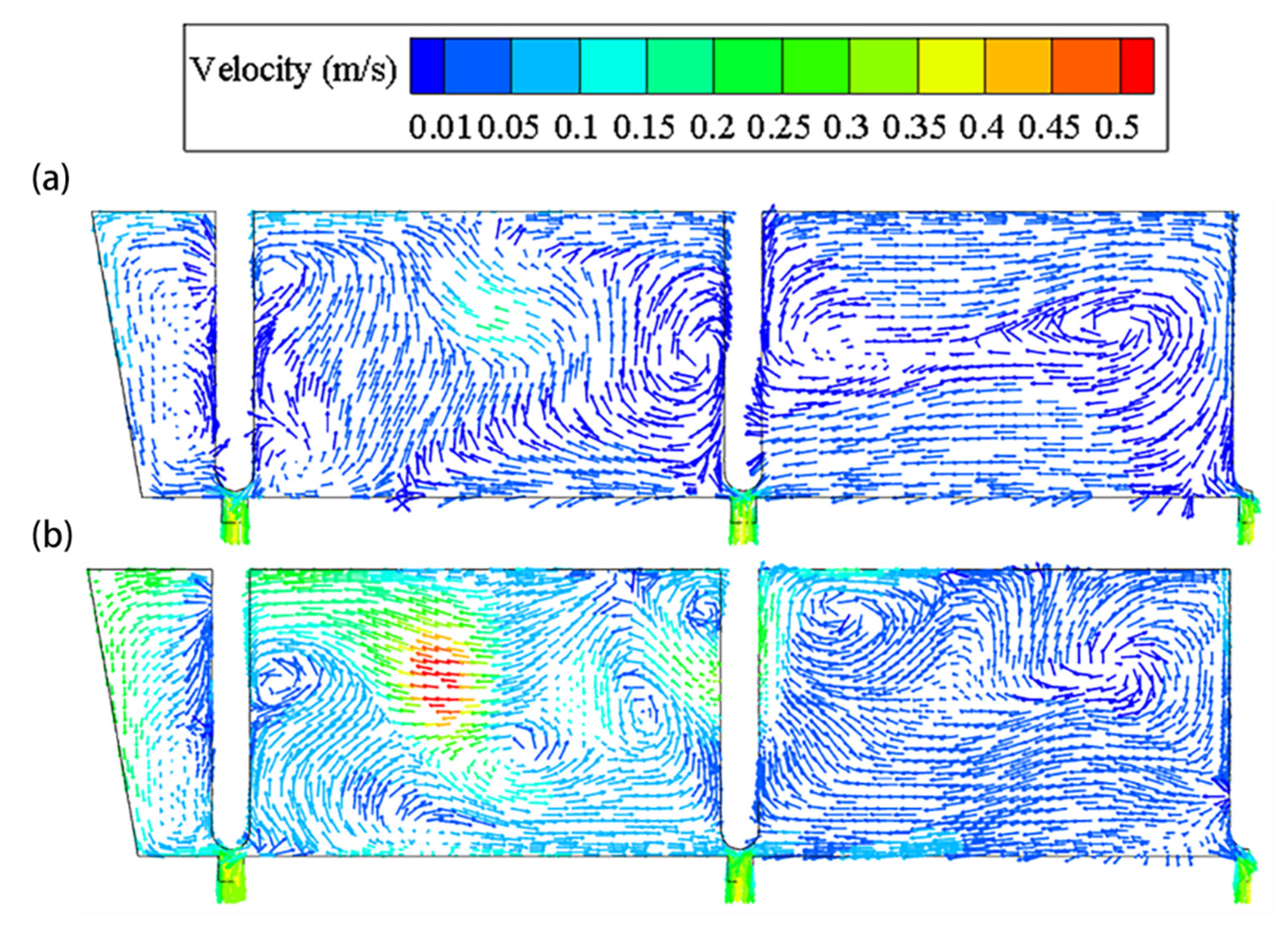
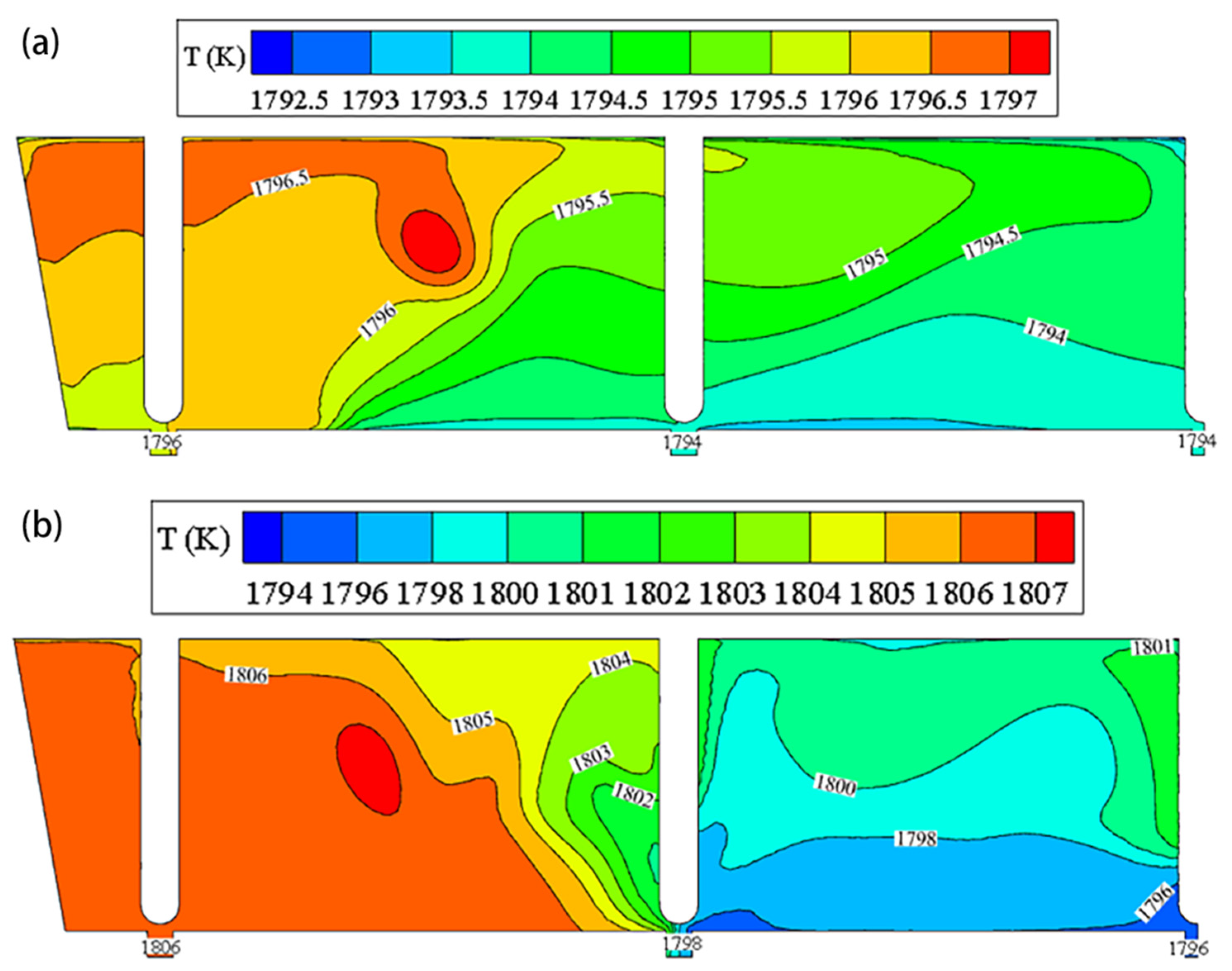
3.4. Comparison of Flow Field and Temperature Field in Tundish for Case S0 with and without Induction Heating
3.5. Flow Field and Temperature Field of Tundish When Using Split Channel
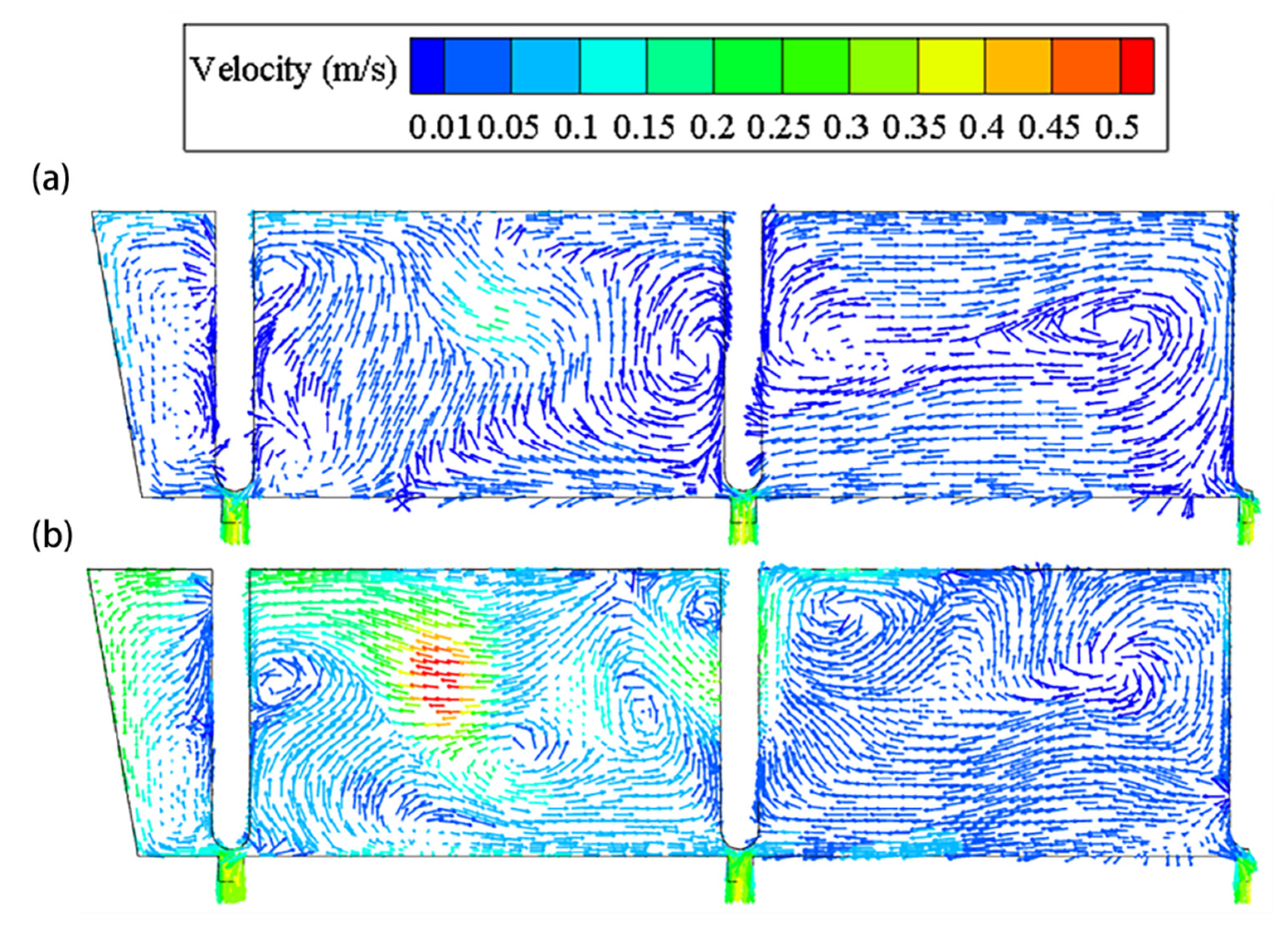
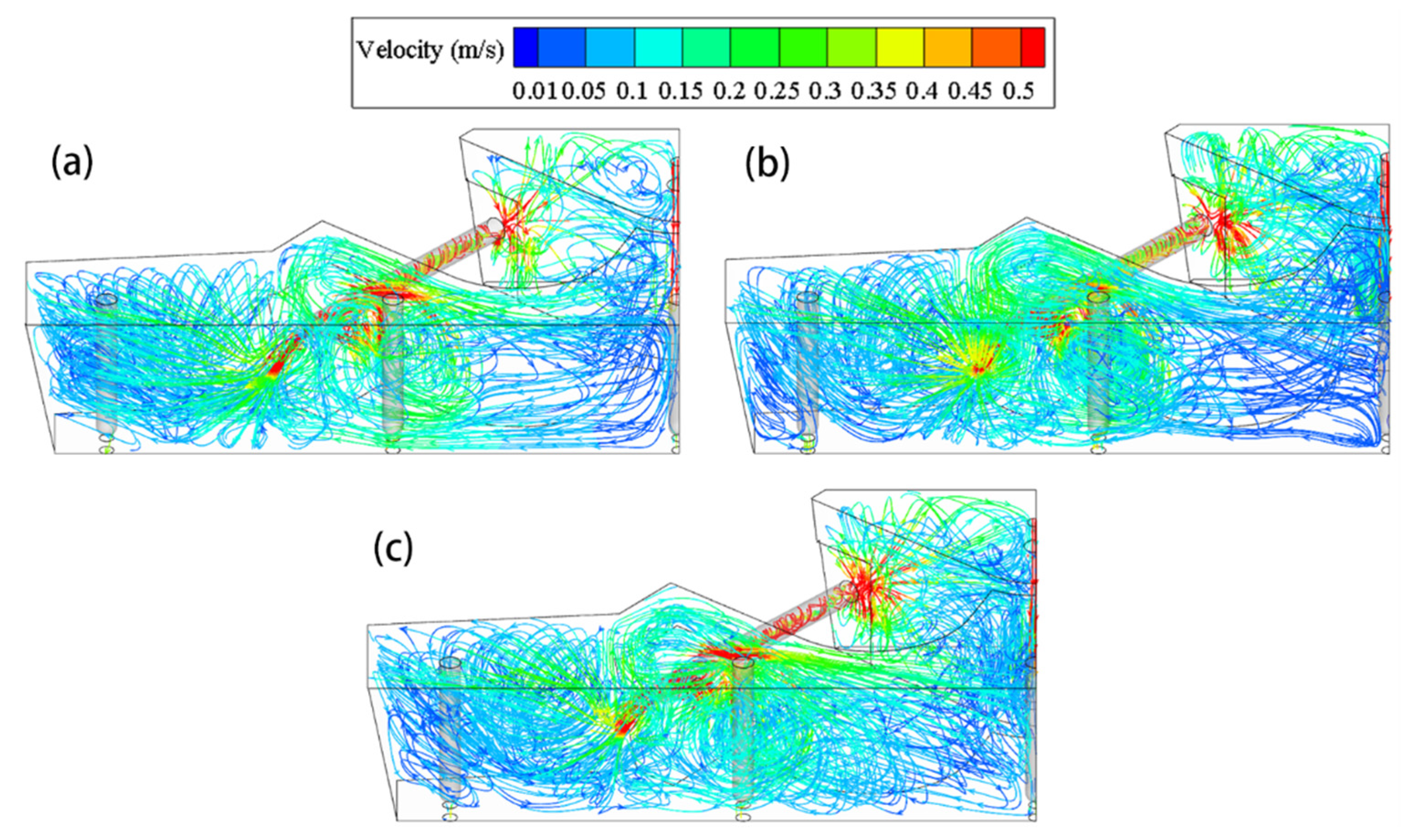
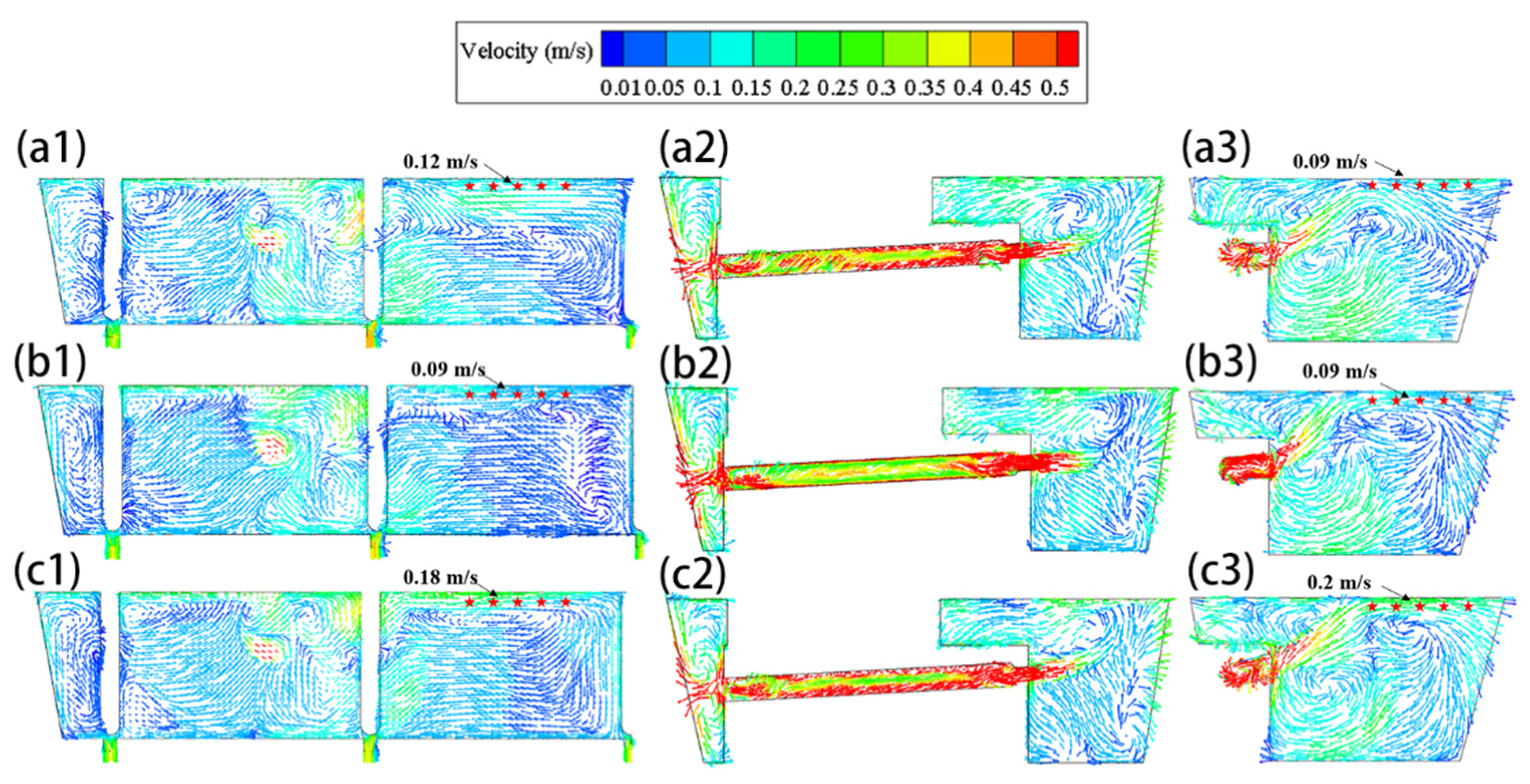
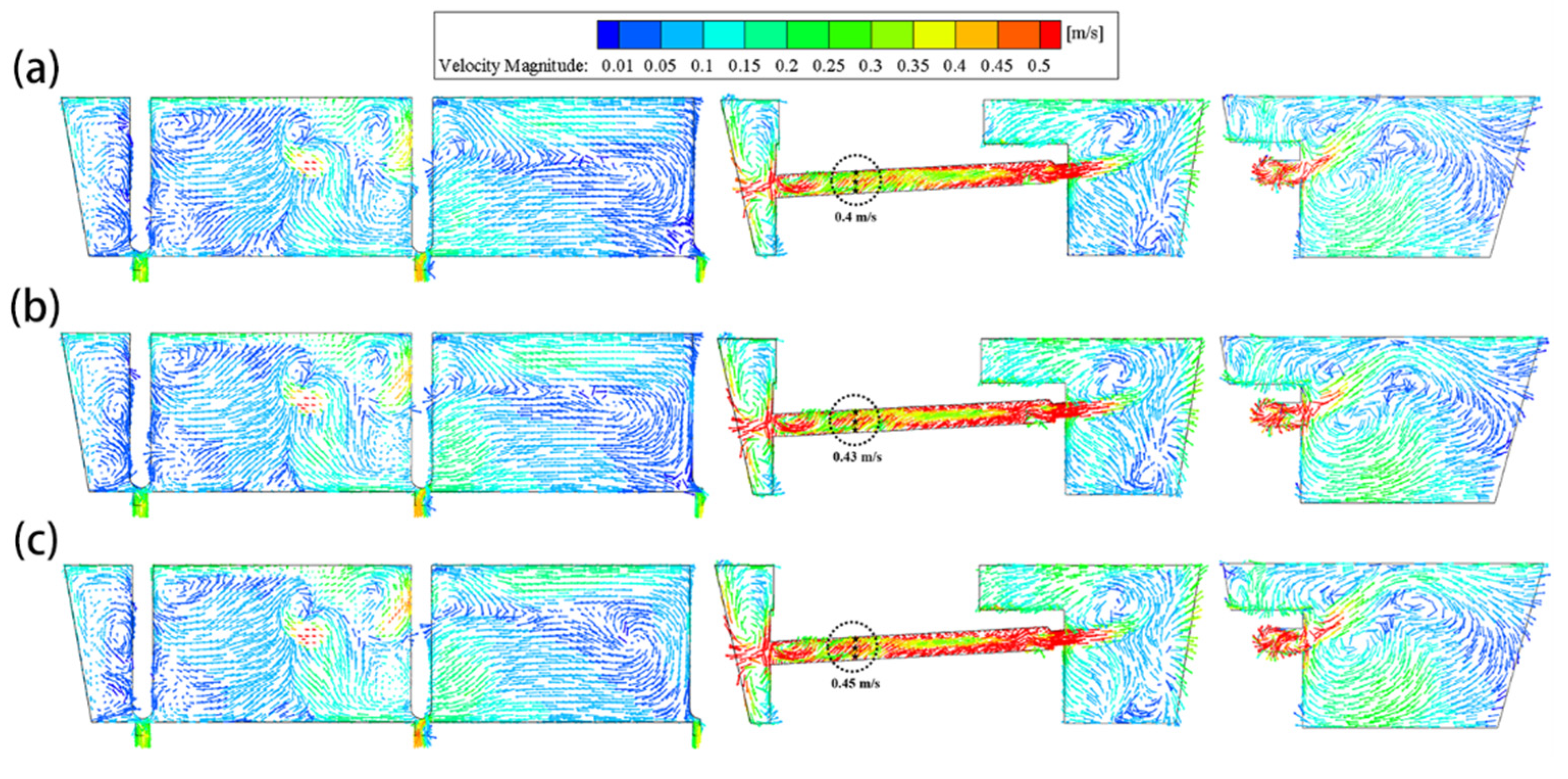
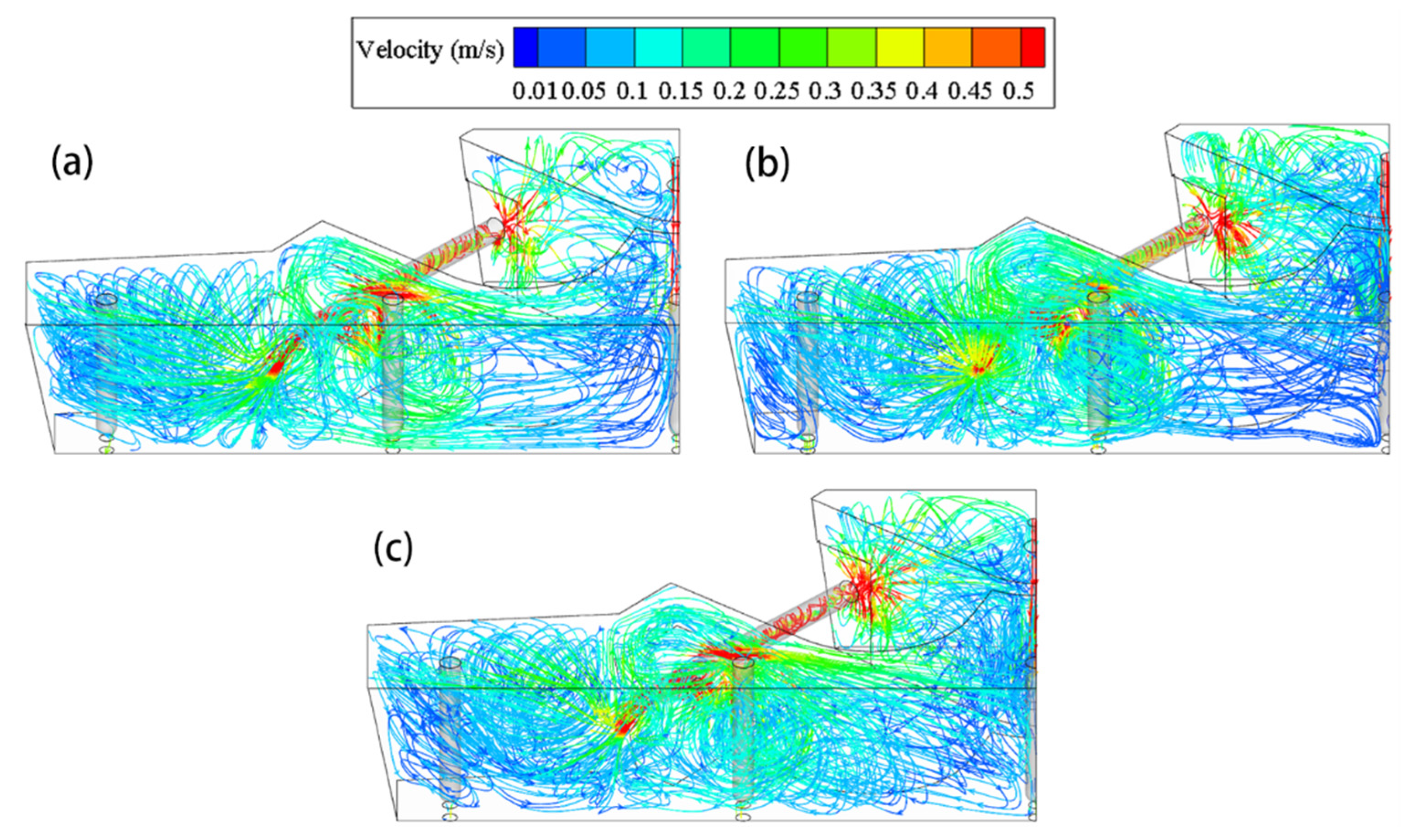
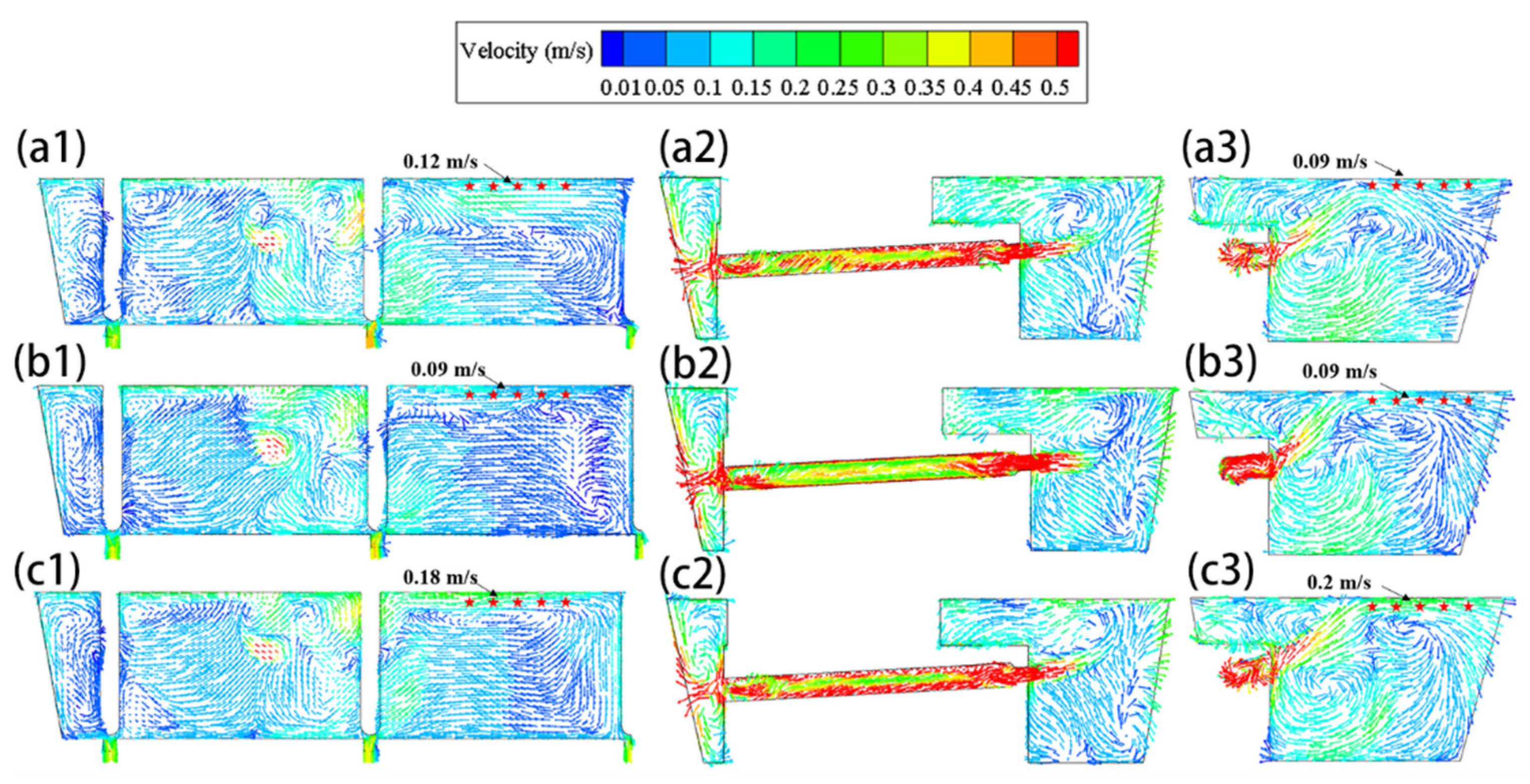
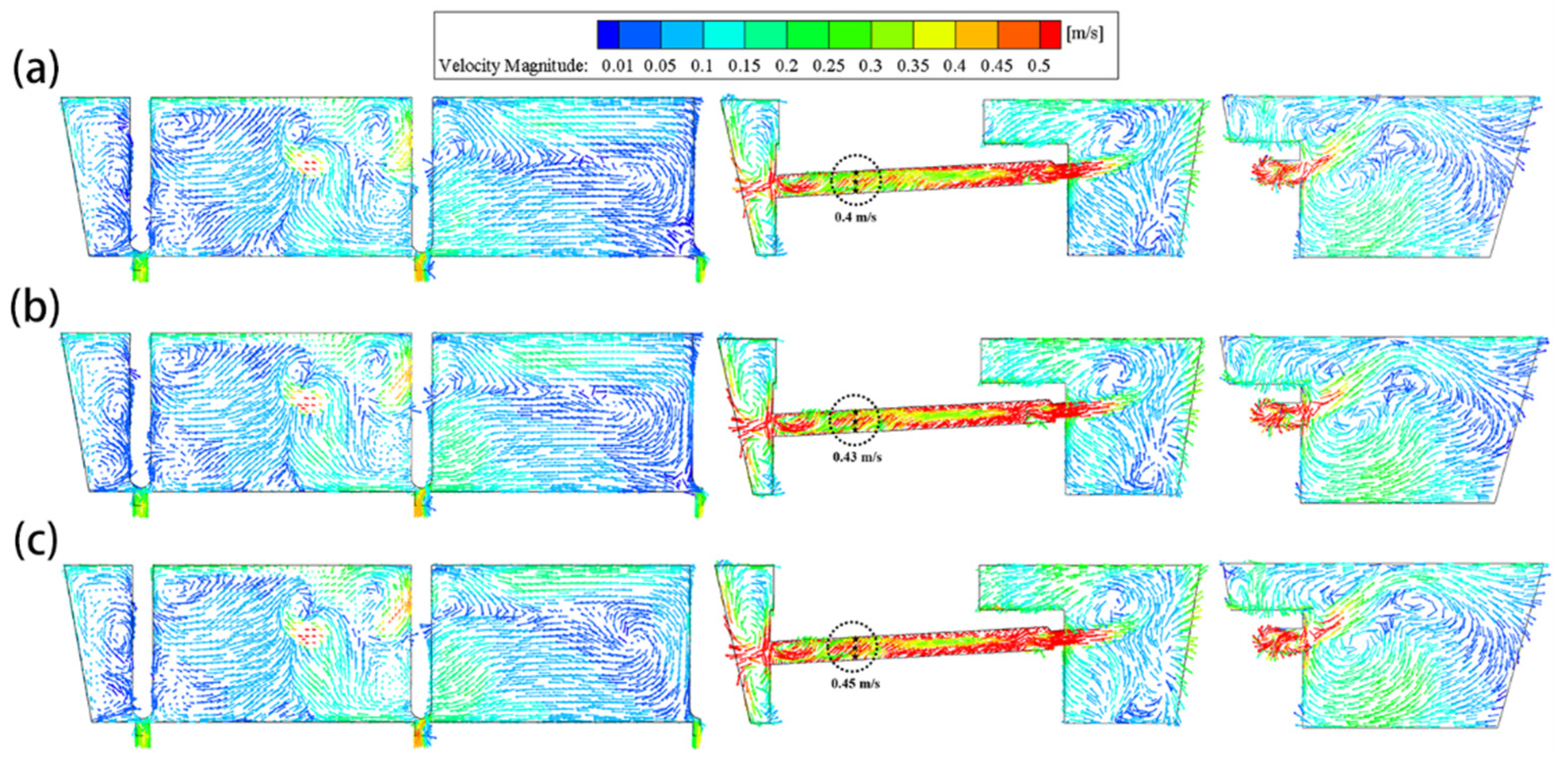
3.5.1. Comparison of Flow Field between Three Split Channel Schemes upon Heating for 200 s at 1000 kW
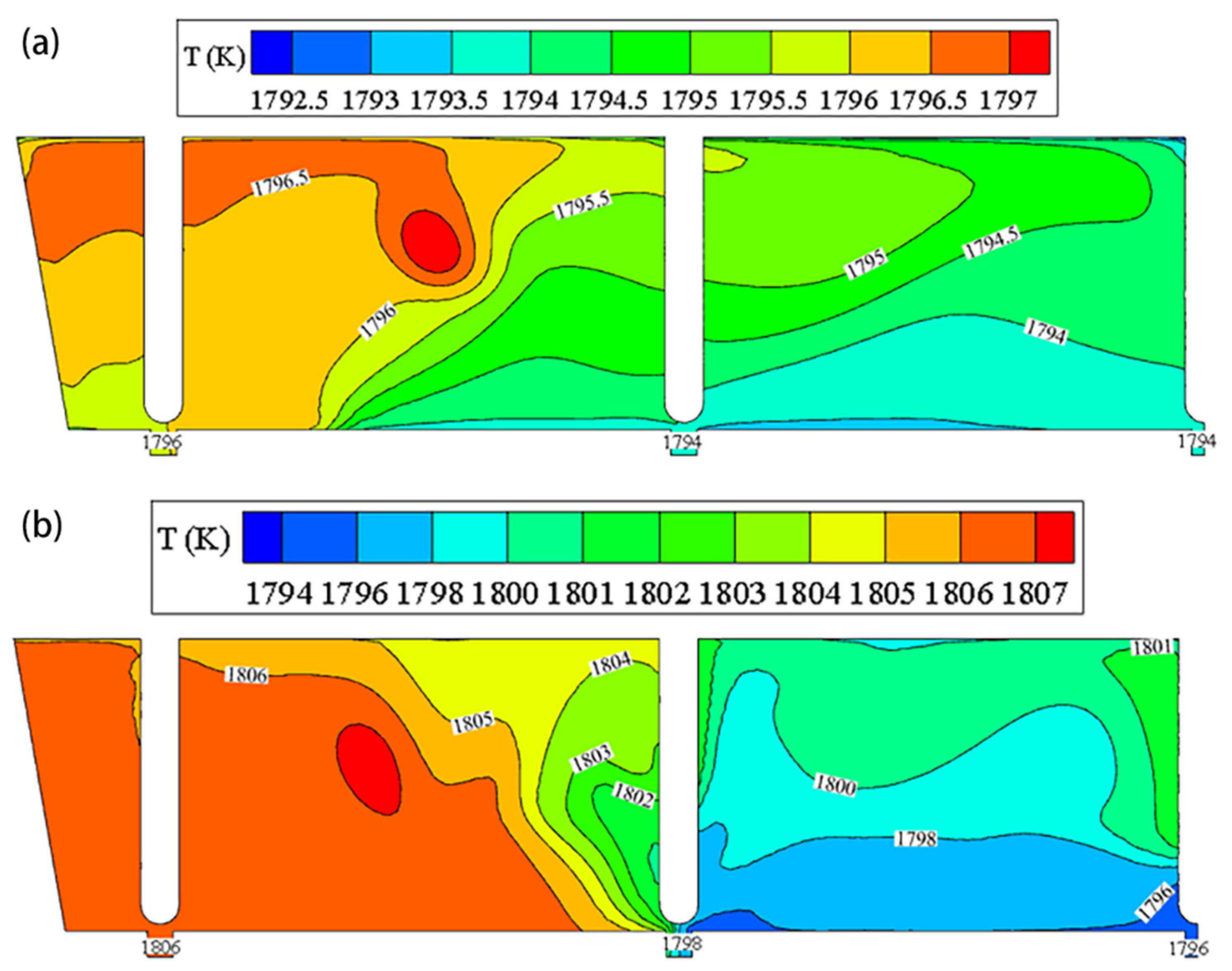
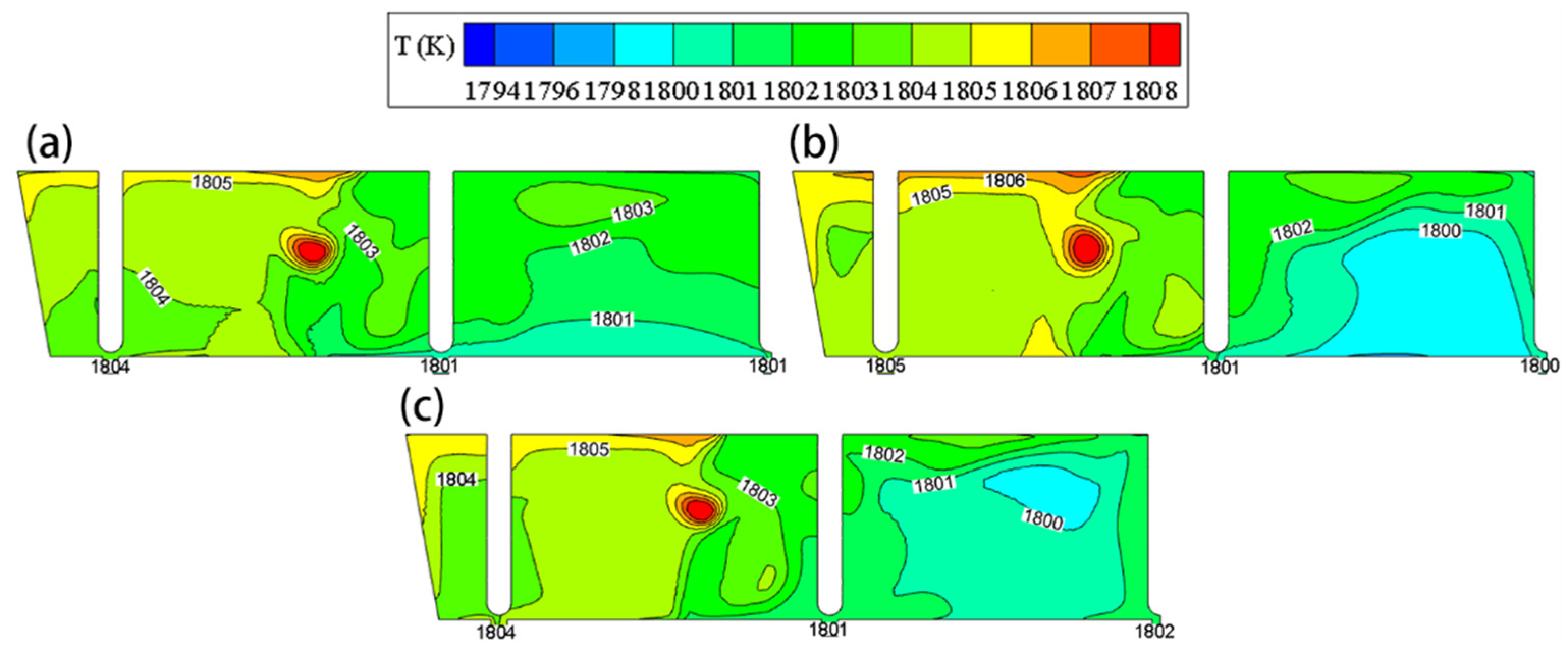
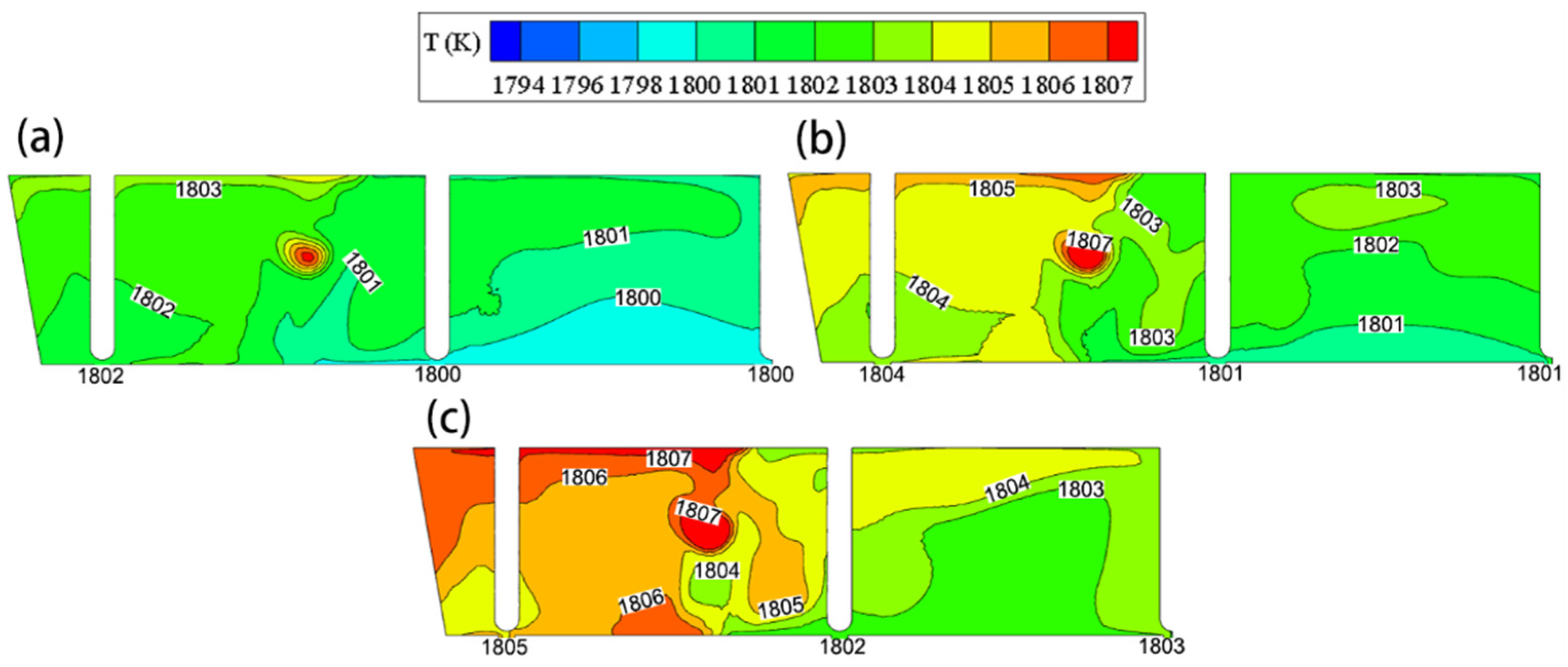
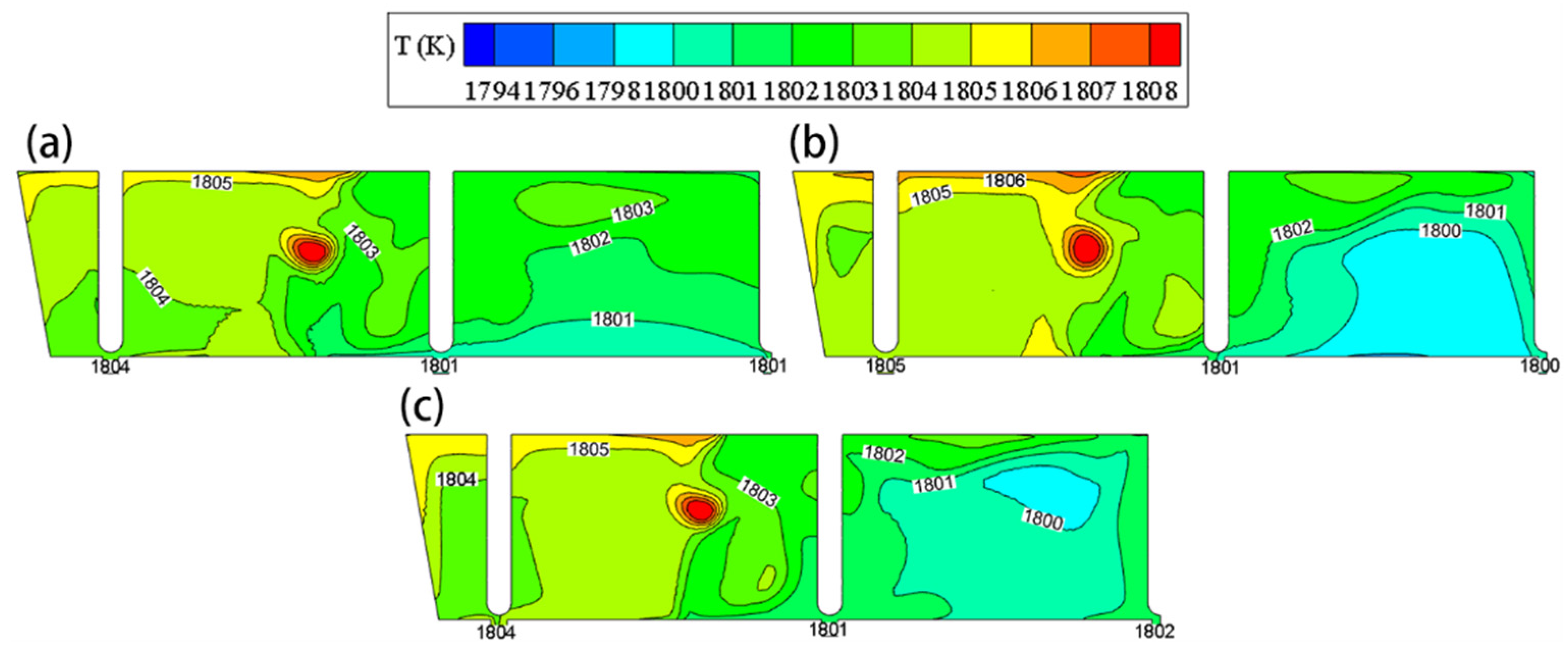
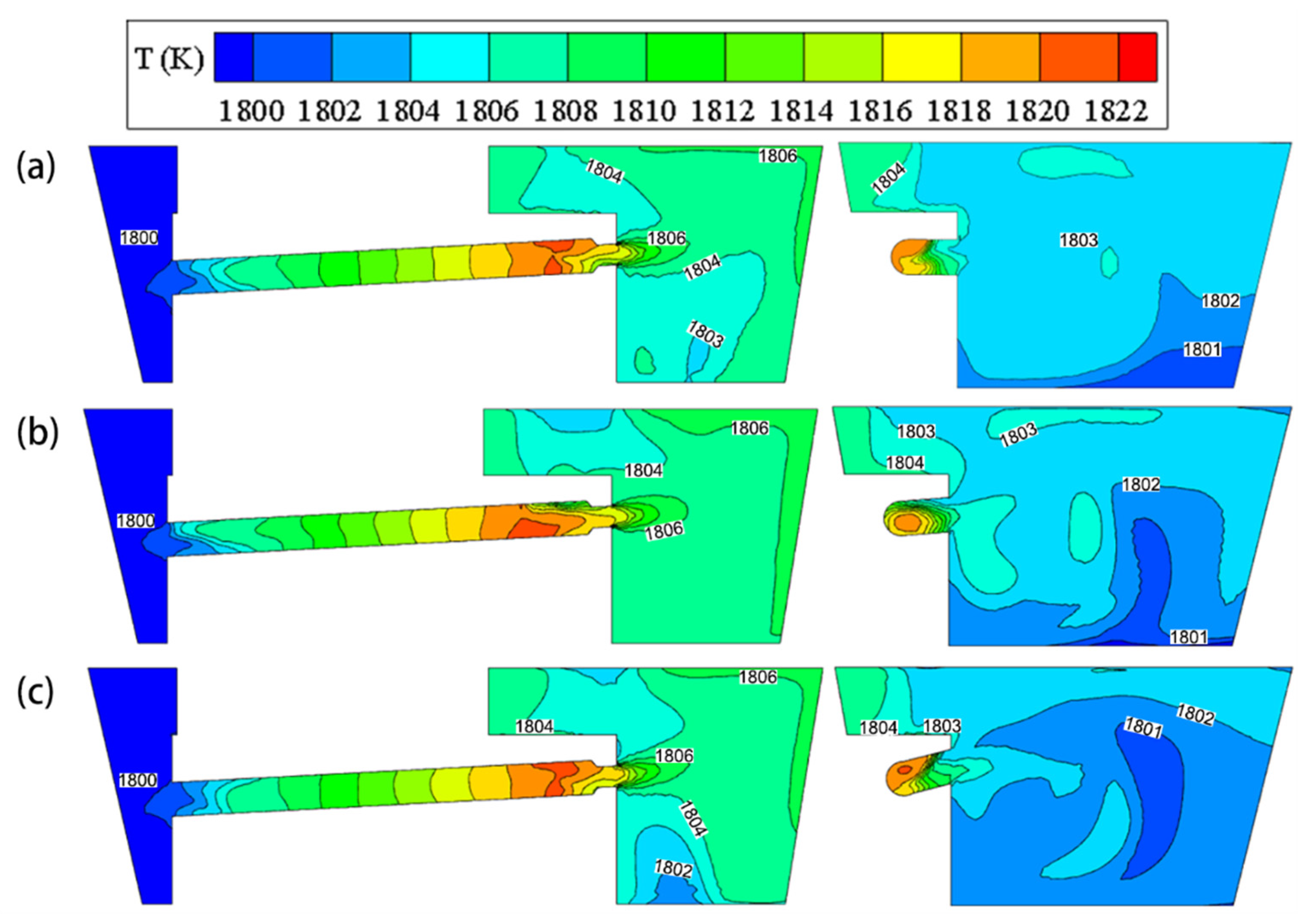
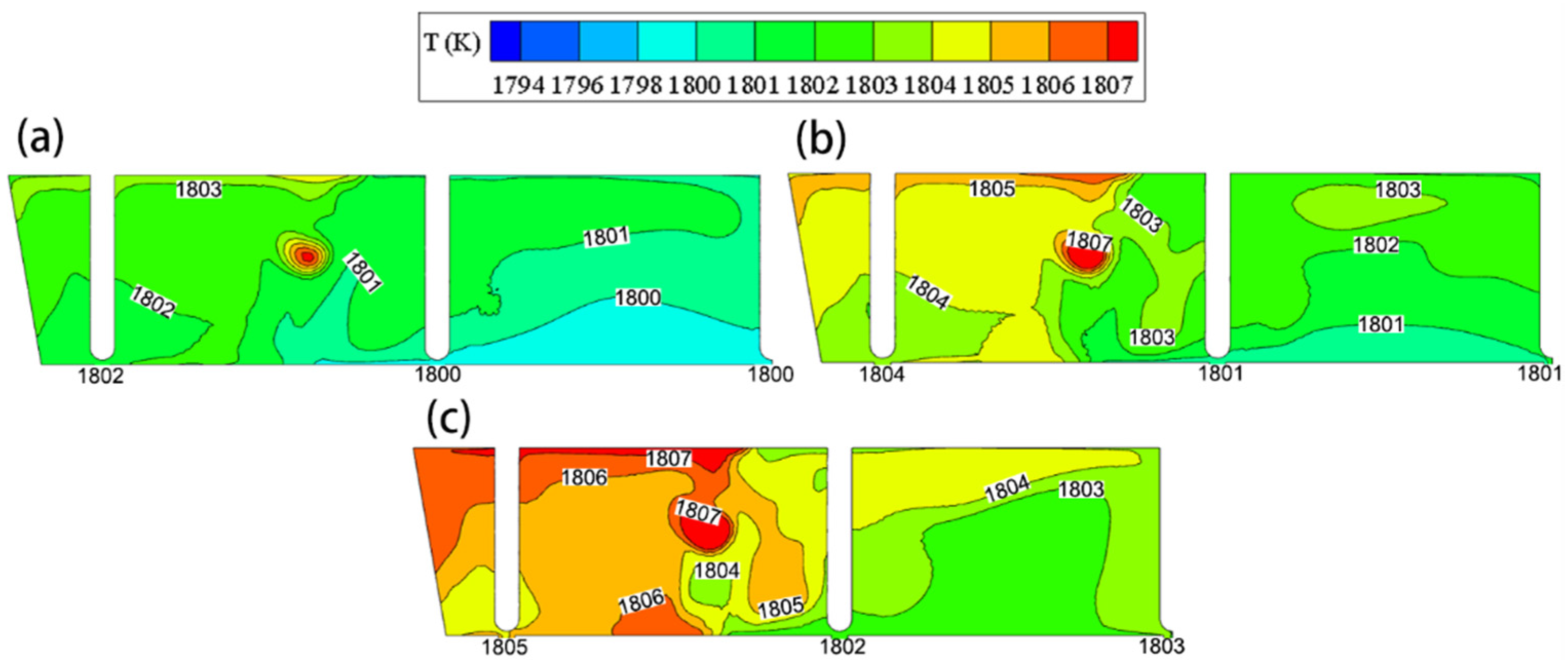
3.5.2. Comparison of Temperature Field in Split Channel Schemes upon Heating for 200 s
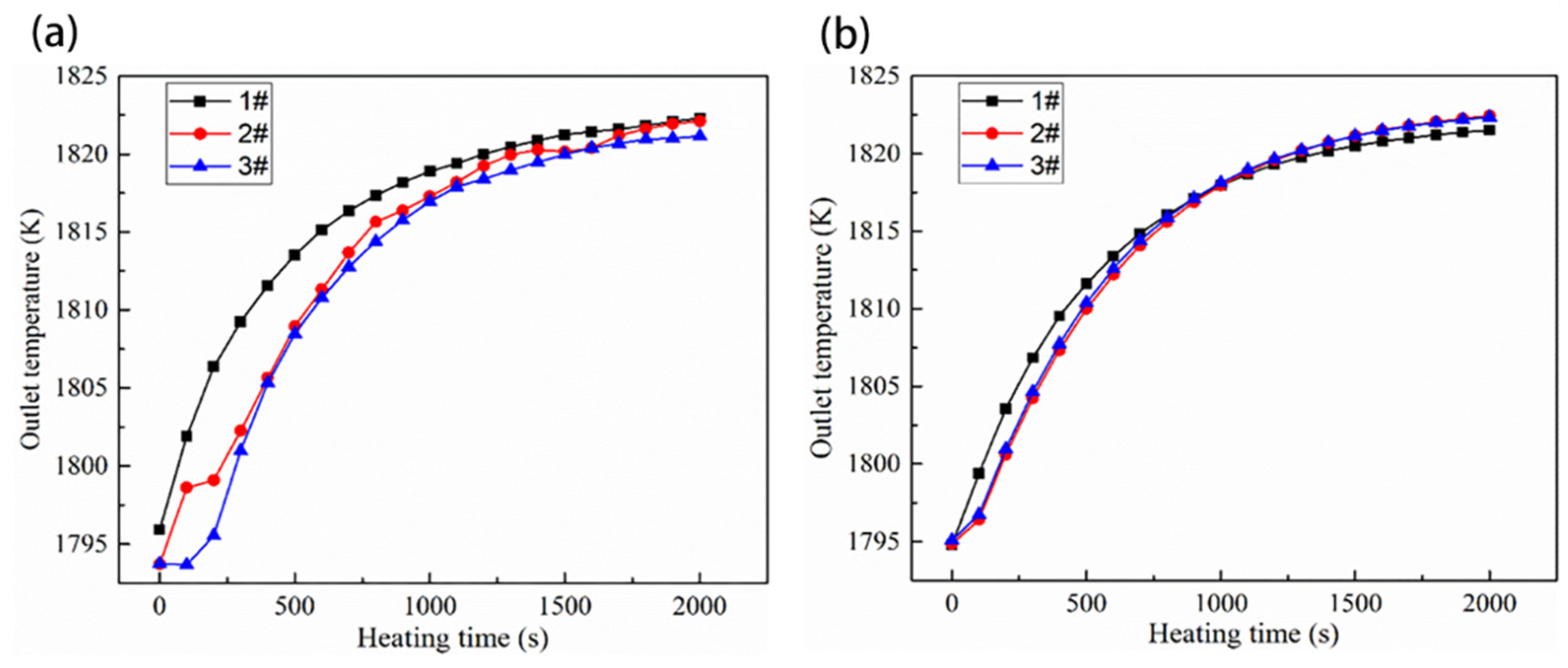
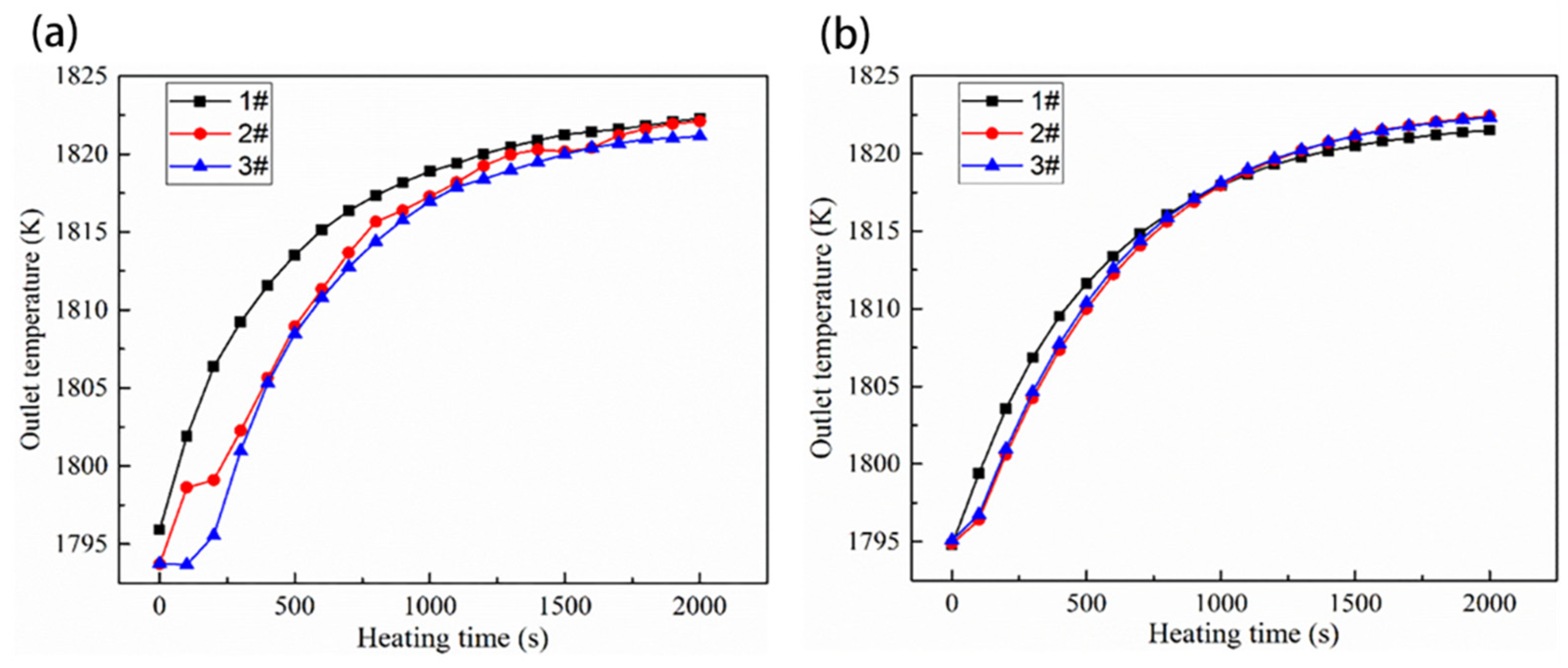
3.6. Comparison of Heating Process between Cases FK-A0 and S0 at 1000 kW
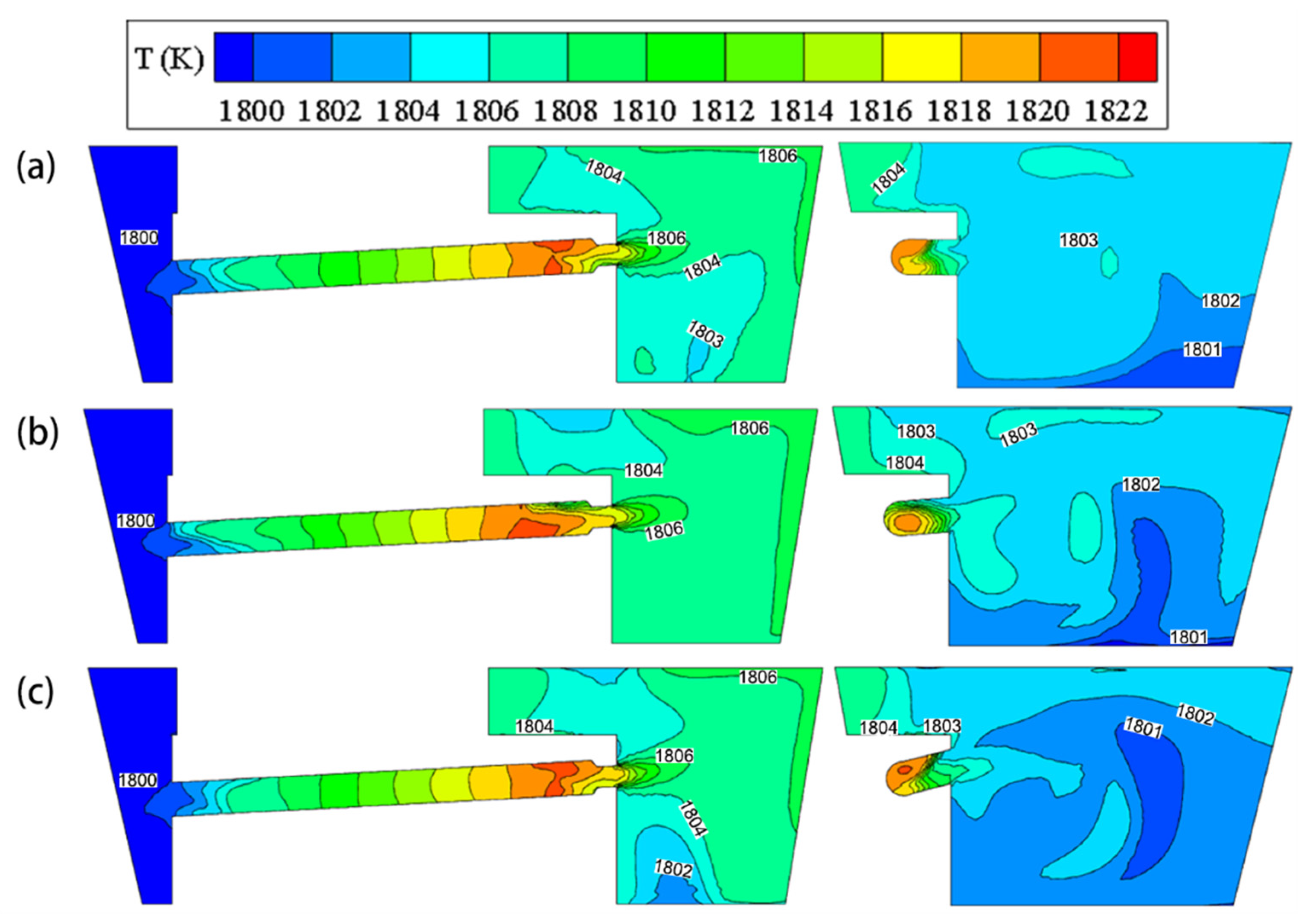
3.7. Effect of Heating Power on Flow and Temperature Distribution for Case FK-A0
4. Industrial Experiments
5. Conclusions
- (1)
- Induction heating can increase the temperature of molten steel and flow velocity in the tundish. However, the maximum temperature difference between the outlets is as large as 10 K when with a conventional simply straight channel structure.
- (2)
- With a novel bifurcated split channel, the induction heating tundish can effectively improve the overall flow and temperature distribution for multi-strand casting. During heating operation, the temperature difference between each outlet of the tundish is obviously dropped as compared with the situation while using conventional straight channel. The maximum temperature difference between each strand outlet in its FK-A0, FK-A5 and FK-A15 cases is 2 K, 4 K and 3 K, respectively. The case FK-A0 with its diameters of “Channel out2” at 130 mm without inclination angle upwards is advantageous over the other two cases in the flow and temperature distribution of molten steel.
- (3)
- The comparisons of temperature and fluid flow at different heating powers for the case FK-A0 suggest that the temperature increases with the increasing heating power under little changed flow field. However, an excessive heating power will lead to a relatively poor temperature uniformity in the tundish and probably a dropping flow rate in the channel due to the appearance of a large electromagnetic pinch effect. In actual production, the heating power can be chosen according to the temperature of molten steel and superheat requirement.
- (4)
- The industrial tests show that using the split case FK-A0 can decrease the average and maximum temperature differences of molten steel between strands in tundish by 4.25 and 8 °C, respectively, as compared with the conventional straight channel. The study provides a novel design idea and application case for the upgrading metallurgical effect with channel-type induction heating tundish.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karr, U.; Sandaiji, Y.; Tanegashima, R.; Murakami, S.; Schönbauer, B.; Fitzka, M.; Mayer, H. Inclusion initiated fracture in spring steel under axial and torsion very high cycle fatigue loading at different load ratios. Int. J. Fatigue 2020, 134, 105525. [Google Scholar] [CrossRef]
- Xu, K.D. Certain basic subjects on clean steel. Acta Metall. Sin. 2009, 45, 257–269. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, C.; Jahazi, M.; Tremblay, R. Tremblay. Simulation and experimental validation of the effect of superheat on macrosegregation in large-size steel ingots. Int. J. Adv. Manuf. Technol. 2020, 107, 167–175. [Google Scholar] [CrossRef]
- Zhu, C.Y.; Wang, W.L.; Zeng, J.; Lu, C.; Zhou, L.J.; Chang, J. Interactive relationship between the superheat, interfacial heat transfer, deposited film and microstructure in strip casting of duplex stainless steel. ISIJ Int. 2019, 59, 880–888. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Hou, Z.B.; Chang, Y.; Cao, J.H. Effect of superheat on quality of central equiaxed grain zone of continuously cast bearing steel billet based on two-dimensional segregation ratio. J. Iron Steel Res. Int. 2018, 25, 9–18. [Google Scholar] [CrossRef]
- Jiang, D.Q.; Wang, R.; Zhang, Q.; Zhang, Z.Q.; Wang, B.J.; Ren, Z.M. Experimental investigation on solidification of GCr15 bearing steel by the simulated continuous casting. Ironmak. Steelmak. 2019, 46, 801–808. [Google Scholar] [CrossRef]
- Sahai, Y. Tundish Technology for Casting Clean Steel: A Review. Metall. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Ai, X.G.; Han, D.; Li, S.L.; Zeng, H.B.; Li, H.Y. Optimization of flow uniformity control device for six stream continuous casting tundish. J. Iron Steel Res. Int. 2020, 27, 1035–1044. [Google Scholar] [CrossRef]
- Yao, C.; Wang, M.; Pan, M.X.; Bao, Y.P. Optimization of large capacity six-strand tundish with flow channel for adapting situation of fewer strands casting. J. Iron Steel Res. Int. 2021. [Google Scholar] [CrossRef]
- Xiao, Z.M.; Cao, W. Technical progress in the No. 2 steelmaking plant of WISCO. Steelmaking 1996, 6, 51–55. (In Chinese) [Google Scholar]
- Filippov, G.A.; Tyuftyaev, A.S.; Gadzhiev, M.K.; Yusupov, D.I.; Sargsyan, M.A. Effect of stabilizing steel temperature in a continuous-caster tundish by the plasma method on the uniformity of the mechanical properties of plates after rolling. Metallurgist 2016, 60, 267–273. [Google Scholar] [CrossRef]
- Pan, X.L.; Wang, Y.H.; Liang, H.Z.; Feng, S.C. Independent innovative continuous casting technology of Nippon Steel in Japan. World Iron Steel 2010, 10, 31–35. (In Chinese) [Google Scholar]
- Jiang, J.; Lu, H.B.; Li, Q.Y.; Wang, B.; Li, Y.K. Application of tundish plasma heater. Contin. Cast. 2018, 43, 7–11. (In Chinese) [Google Scholar] [CrossRef]
- Mao, B.; Li, A.W.; Ma, Z.M.; Yao, H.Y.; Yi, B.; Yao, S.B. The research & development and application of tundish splayed channel induction heating and refining technology for continuous casting. Steelmaking 2015, 31, 1–6. (In Chinese) [Google Scholar]
- Zuo, X.J.; Yan, J.W.; Luo, L.H.; Han, Z.W. Application of plasma tundish heating technology in continuous casting process. Iron Steel Technol. 2016, 1, 10–18. (In Chinese) [Google Scholar]
- Ilegbusi, O.J.; Szekely, J. Effect of magnetic field on flow, temperature and inclusion removal in shallow tundishes. ISIJ Int. 1989, 29, 1031–1039. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Jin, S.T. Mathermatical simulation of flow field in channel-tundish by induction heating. J. North China Univ. Technol. 1998, 10, 36–42. (In Chinese) [Google Scholar]
- Mao, B.; Tao, J.M.; Jiang, T.X. Tundish channel type induction heating technology for continuous casting. Contin. Cast. 2008, 5, 4–8. (In Chinese) [Google Scholar] [CrossRef]
- Ueda, T.; Ohara, A.; Sakurai, M.; Yoshii, Y. A Tundish Provided with a Heating Device for Molten Steel. European Patent EP0119853, 16 March 1984. [Google Scholar]
- Xing, F.; Zheng, S.G.; Zhu, M.Y. Motion and removal of inclusions in new induction heating tundish. Steel Res. Int. 2018, 89, 1700542. [Google Scholar] [CrossRef]
- Yue, Q.; Pei, X.; Zhang, C.; Wang, X. Magnetohydrodynamic calculation on double-loop channel induction tundish. Arch. Metall. Mater. 2018, 63, 329–336. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Bi, Q.; Jiang, J.M.; Zhang, H.W.; Zhao, Y.; Zhou, J.A. Electromagnetic conditions in a tundish with channel type induction heating. Steel Res. Int. 2018, 89, 1800145. [Google Scholar] [CrossRef]
- Wang, Q.; Qi, F.S.; Li, B.K.; Tsukihashi, F. Behavior of non-metallic inclusions in a continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 2796–2805. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Deng, A.Y.; Wang, E.G. Simulating the magnetic field/transfer phenomenon of the tundish with channel type inducting heating. IOP Conf. Ser. Mater. Sci. Eng. 2018, 424, 012060. [Google Scholar] [CrossRef] [Green Version]
- Xing, F.; Zheng, S.G.; Zhu, M.Y. Numerical simulation of effect of channel tilt angle on induction heating tundish. Steelmaking 2019, 35, 27–33. (In Chinese) [Google Scholar]
- Delgado, O.S.; Torres-Alonso, E.; Ramos, J.A.; Arreola, S.A.; Hernández, C.A.; Téllez, J.S. Thermal and fluid-dynamic optimization of a five strand asymmetric delta shaped billet caster tundish. Steel Res. Int. 2018, 89, 1700428. [Google Scholar] [CrossRef]
- Morales, R.D.; López-Ramirez, S.; Palafox-Ramos, J.; Zacharia, D. Numerical and modeling analysis of fluid flow and heat transfer of liquid steel in a tundish with different flow control devices. ISIJ Int. 1999, 39, 455–462. [Google Scholar] [CrossRef] [Green Version]
- Wu, G.H.; Tang, H.Y.; Xiao, H.; Yao, H.Y.; Zhang, J.Q. Physical simulation on a 7-strand continuous casting tundish with channel type induction heating. Iron Steel 2017, 52, 20–26. (In Chinese) [Google Scholar] [CrossRef]
- Tang, H.Y.; Li, X.S.; Zhang, S.; Zhang, J.Q. Fluid flow and heat transfer in a tundish with channel induction heating for sequence casting with a constant superheat control. Acta. Metall. Sin. 2020, 56, 1629–1642. (In Chinese) [Google Scholar] [CrossRef]
- Dou, W.X.; Yao, H.Y.; Chang, L.S.; Xie, L. Physical simulation of flow field for channel induction heating tundish. Contin. Cast. 2019, 44, 29–33. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, S.; Tang, H.Y.; Liu, J.W.; Xiao, H.; Yao, H.Y.; Zhang, J.Q. Structural optimization of a six-strand H-type channel induction heating tundish. J. Iron Steel Res. Int. 2019, 31, 787–794. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Bi, Q.; Jiang, J.M.; Zhang, H.W.; Zhao, Y.; Zhou, J.A. Fluid flow and heat transfer in a tundish with channel type induction heating. Steel Res. Int. 2018, 89, 1800173. [Google Scholar] [CrossRef]
- Ma, Y.L.; Liu, J.F.; Xing, S.Q.; Chen, C.Y.; Sun, B.B.; Wang, T. Numerical simulation of continuous casting tundish channel type electromagnetic induction heating. Contin. Cast. 2016, 41, 50–53. (In Chinese) [Google Scholar] [CrossRef]
- Yue, Q.; Zhang, C.B.; Pei, X.H. Magnetohydrodynamic flows and heat transfer in a twin-channel induction heating tundish. Ironmak. Steelmak. 2017, 44, 227–236. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Methods Appl. Mech. Eng. 1974, 3, 269–289. [Google Scholar] [CrossRef]
- Vives, C.; Ricou, R. Magnetohydrodynamic flows in a channel-induction furnace. Metall. Mater. Trans. B 1991, 22, 193–209. [Google Scholar] [CrossRef]
- Tang, H.Y.; Guo, L.Z.; Wu, G.H.; Xiao, H.; Yao, H.Y.; Zhang, J.Q. Hydrodynamic modeling and mathematical simulation on flow field and inclusion removal in a seven-strand continuous casting tundish with channel type induction heating. Metals 2018, 8, 374. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Tundish capacity (t) | 40 |
| Molten steel depth (mm) | 900 |
| Inner diameter, submerged depth of long nozzle (mm) | 95,300 |
| Inner diameter of submerged entry nozzle (mm) | 80 |
| Induction channel diameter of S0 case (mm) | 130 |
| Induction channel length of S0 case (mm) | 1400 |
| Main channel length of FK cases (mm) | 1700 |
| Channel out1, out2 diameters (mm) | 80,130 |
| Height from channel center to tundish bottom (mm) | 472 |
| Case | Inclination Angle Upwards of Channel out2 | Flow Field and Temperature Field without Induction Heating | Flow Field and Temperature Field with Induction Heating at 1000 kW for 200 s | Flow Field and Temperature Field with Different Heating Power |
|---|---|---|---|---|
| S0 | \ | √ | √ | × |
| FK-A0 | 0° | × | √ | √ |
| FK-A5 | 5° | × | √ | × |
| FK-A15 | 15° | × | √ | × |
| Parameter | Value |
|---|---|
| Current frequency (Hz) | 50 |
| Relative permeability of iron core | 1000 |
| Induction coil conductivity (S·m−1) | 3.18 × 107 |
| Relative permeability of induction coil | 1 |
| Relative permeability of air domain | 1 |
| Conductivity of molten steel (S·m−1) | 7.14 × 105 |
| Relative permeability of molten steel | 1 |
| Inlet molten steel temperature (K) | 1800 |
| Density of molten steel (kg·m−3) | 8523−0.8358 T |
| Dynamic viscosity of molten steel (Pa·s) | 0.0061 |
| Thermal conductivity of molten steel (W·m−1·K−1) | 41 |
| Specific heat capacity of molten steel (J·kg−1·K−1) | 750 |
| Surface heat flux (W·m−2) | 15,000 |
| Bottom heat flux (W·m−2) | 1800 |
| Long wall heat flux (W·m−2) | 4600 |
| Short wall heat flux (W·m−2) | 4000 |
| Channel heat flux (W·m−2) | 1200 |
| Case | Grids Number | T1/K | T2/K | T3/K |
|---|---|---|---|---|
| S0 | 606,244 | 1800.47 | 1799.51 | 1797.18 |
| 779,156 | 1801.12 | 1799.15 | 1796.81 | |
| 3,718,389 | 1801.25 | 1797.78 | 1796.01 | |
| FK-A0 | 487,767 | 1800.84 | 1800.62 | 1799.55 |
| 808,426 | 1801.02 | 1800.73 | 1799.91 | |
| 3,096,045 | 1801.17 | 1800.75 | 1799.49 |
| Measuring Times (n) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | (°C) | |
|---|---|---|---|---|---|---|---|---|---|---|
| (°C) | ||||||||||
| Straight channel | 6 | 1 | 6 | 3 | 8 | 9 | 14 | 9 | 7.0 | |
| Split channel | 2 | 3 | 3 | 0 | 6 | 2 | 0 | 6 | 2.75 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, H.; Wang, K.; Li, X.; Liu, J.; Zhang, J. Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting. Metals 2021, 11, 1075. https://doi.org/10.3390/met11071075
Tang H, Wang K, Li X, Liu J, Zhang J. Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting. Metals. 2021; 11(7):1075. https://doi.org/10.3390/met11071075
Chicago/Turabian StyleTang, Haiyan, Kaimin Wang, Xiaosong Li, Jinwen Liu, and Jiaquan Zhang. 2021. "Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting" Metals 11, no. 7: 1075. https://doi.org/10.3390/met11071075
APA StyleTang, H., Wang, K., Li, X., Liu, J., & Zhang, J. (2021). Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting. Metals, 11(7), 1075. https://doi.org/10.3390/met11071075