
Simulation of Primary Particle Development and Their Impact on Microstructural Evolution of Sc-Modified Aluminum Alloys during Additive Manufacturing

Abstract
:1. Introduction
2. Material and Models
2.1. Evolution of L12 Phase
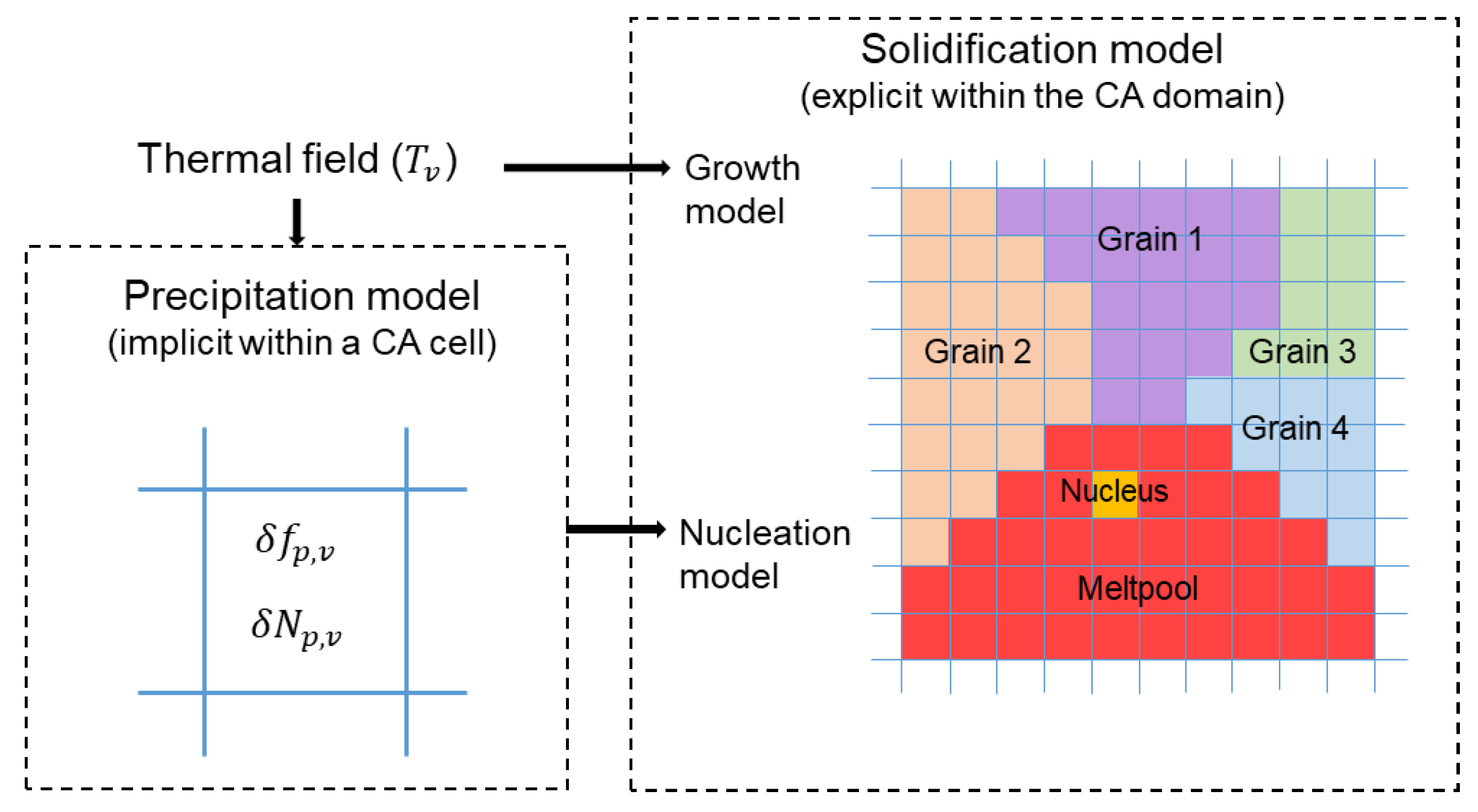
2.2. Integration of Precipitate and Microstructure Evolution into the CA Analysis
2.3. Adaptation and Calibration of Parameters
3. Results and Discussion
4. Conclusions
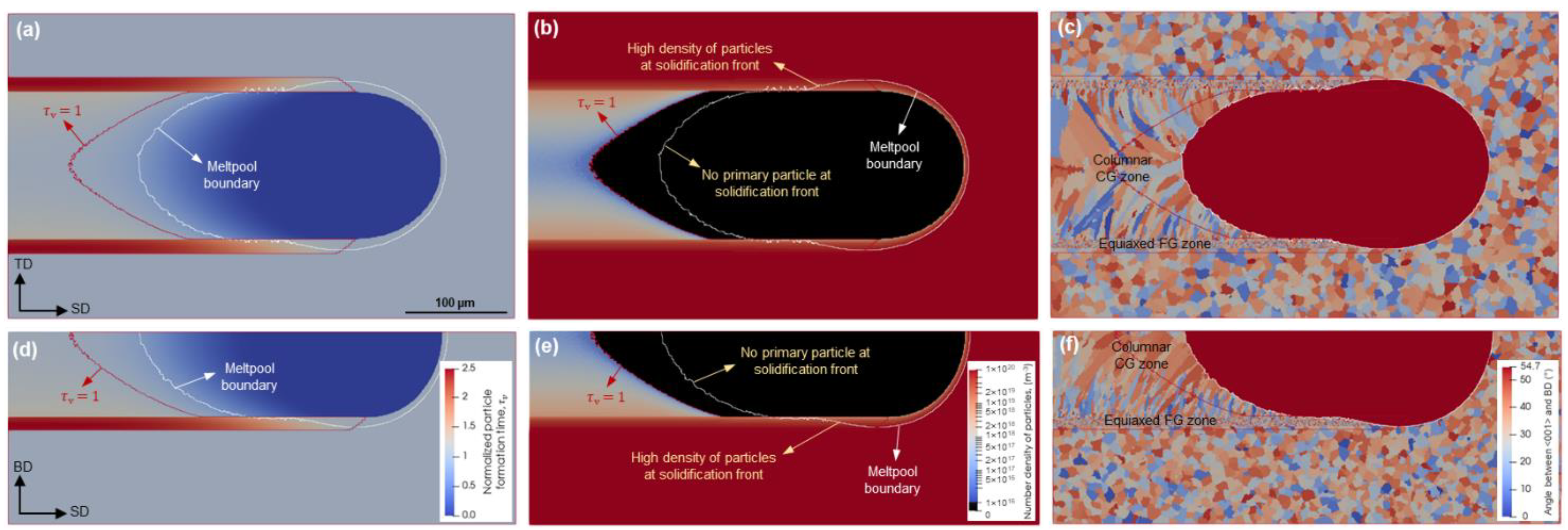
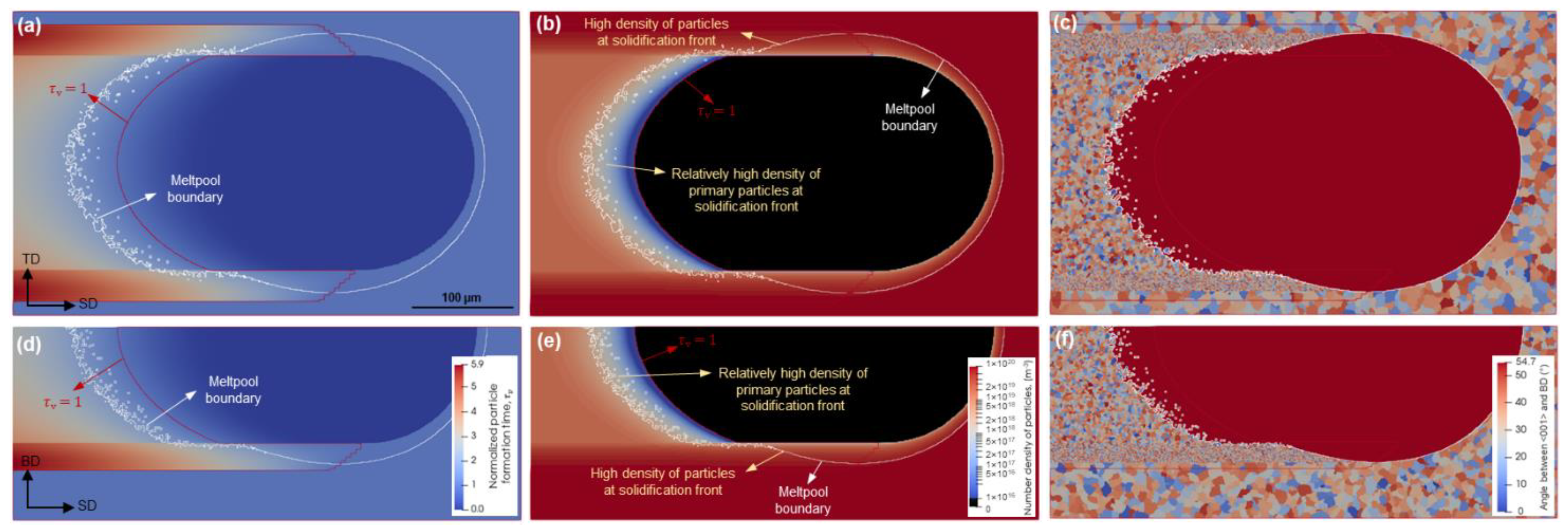
- The suggested criterion based on the incubation time of precipitation allows the model to predict solute trapping and the ensuing absence of primary particles at high cooling rates. Accordingly, the experimentally observed FG and CG zones can be reproduced at the fusion boundary and meltpool center, respectively.
- Aside from the lack of primary particles due to the solute trapping under rapid solidification at the middle of the meltpool, the initially available particles which partially survive in the fusion boundary region below contribute significantly to the fusion boundary nucleation. Therefore, a sharp transition from the FG to CG zone occurs.
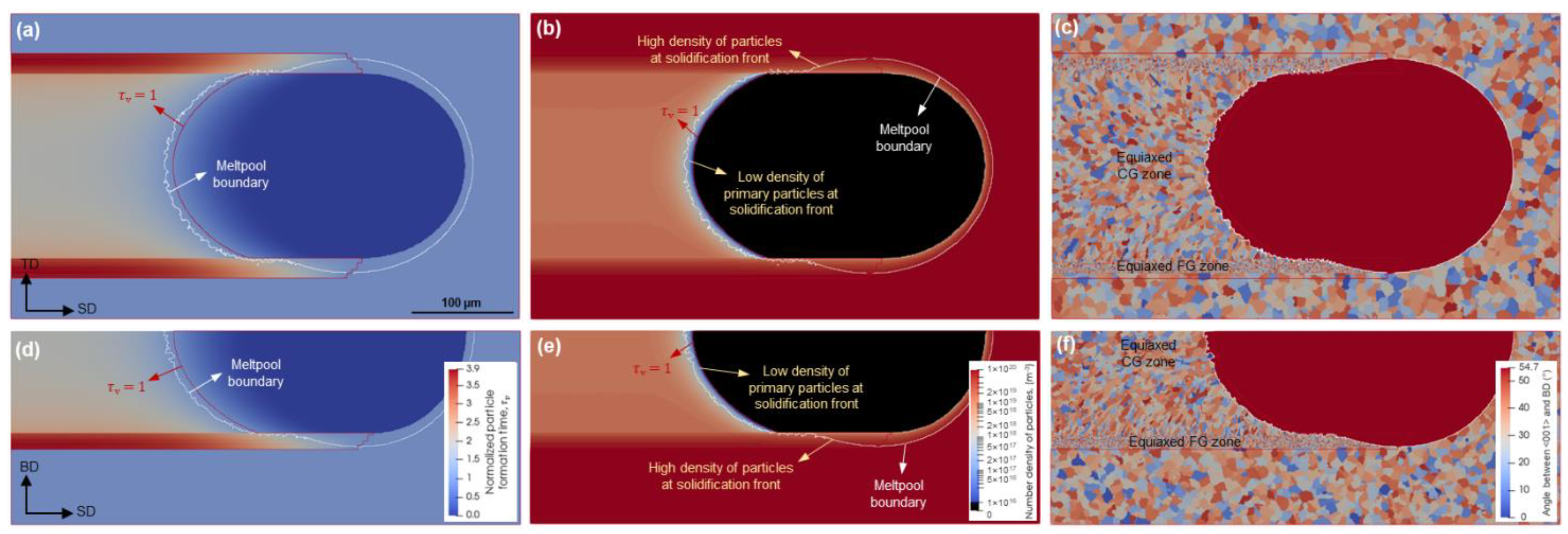
- Reduced scan speed and increased platform temperature result in the = 1 locus being shifted into the meltpool, which allows the formation of primary L12 particles ahead of the solidification front. New equiaxed grains can consequently develop in the CG zone through the nucleation of α-Al on the L12 particles.
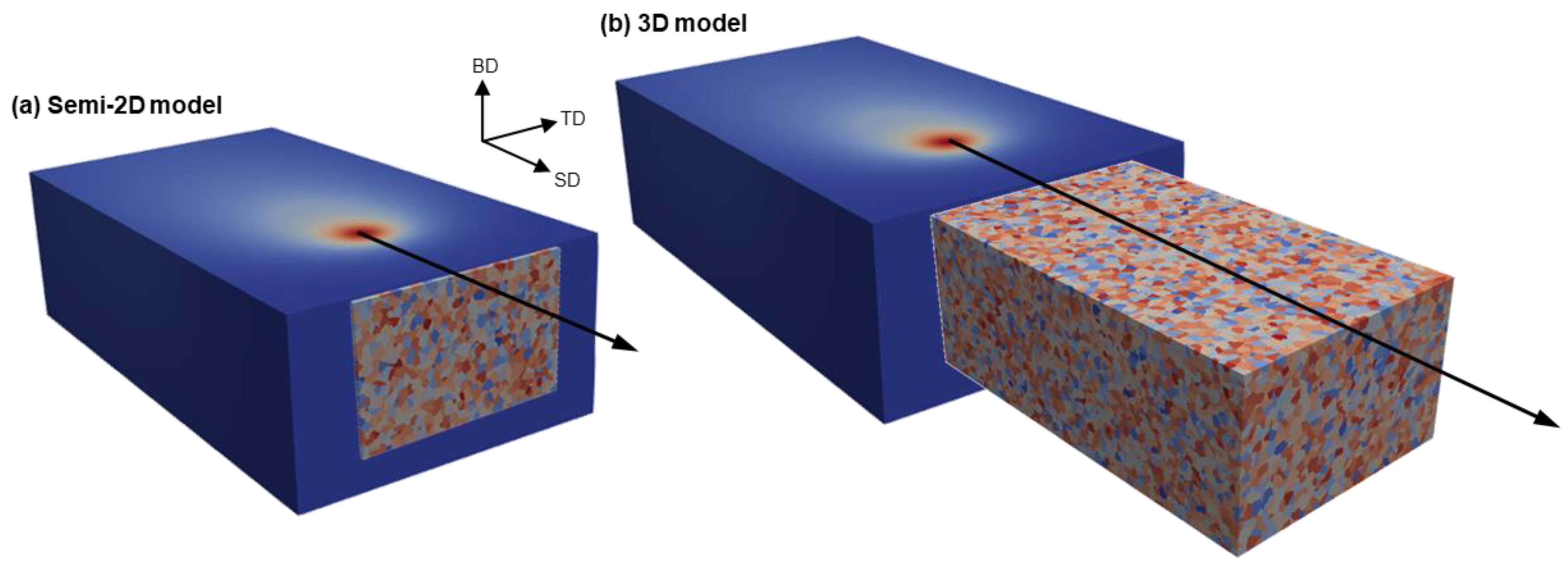
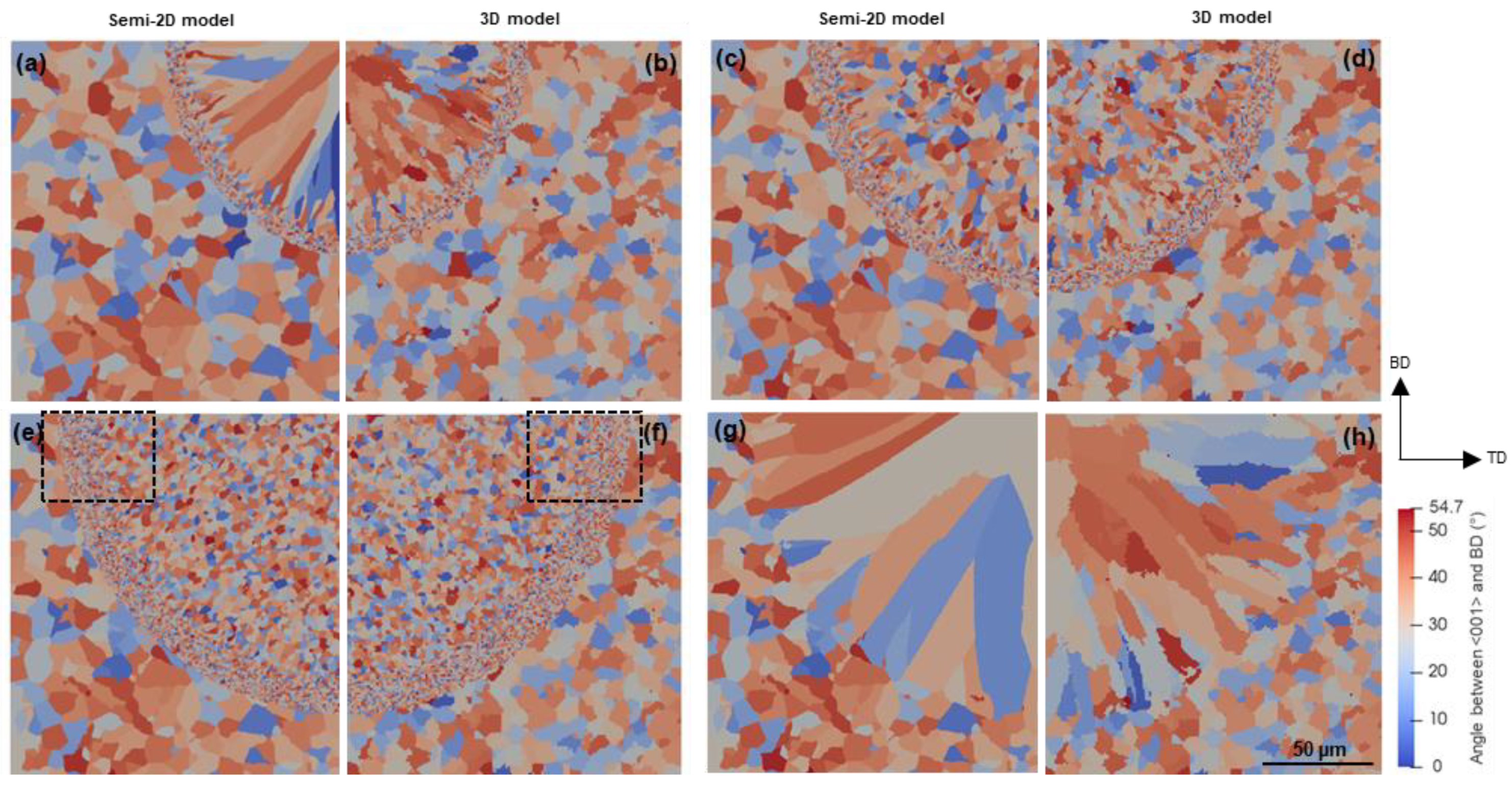
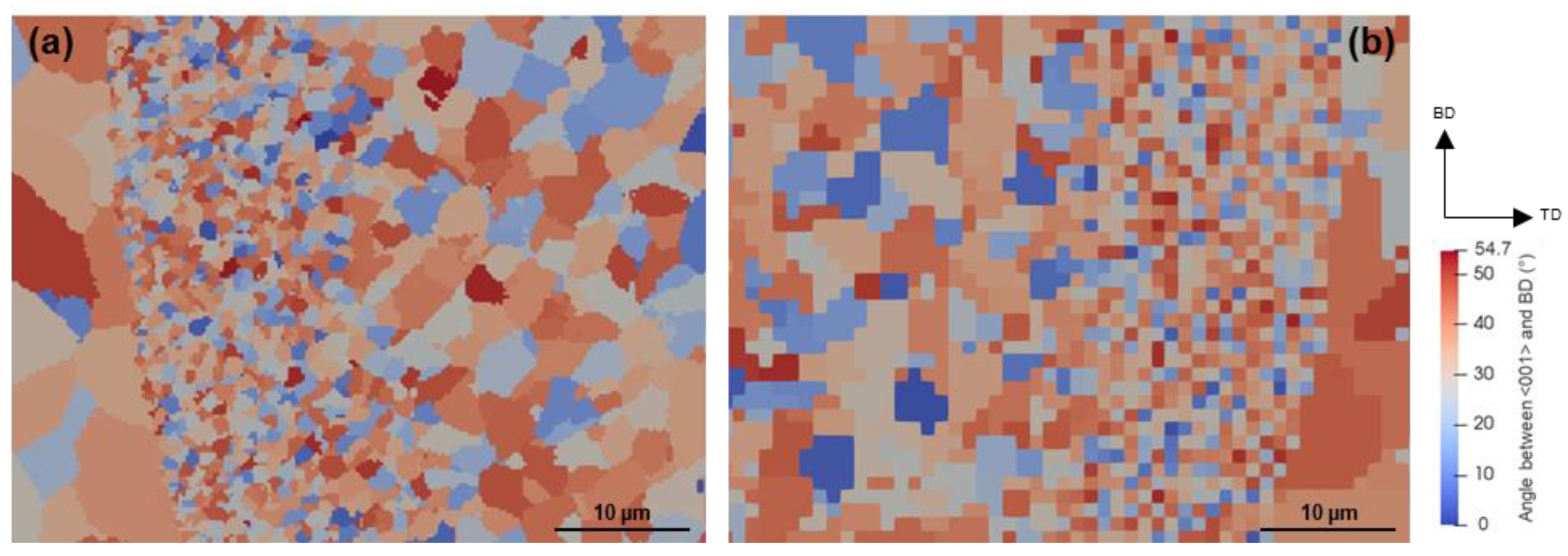
- The extremely fine submicron grains in the FG zone can be simulated through the semi-2D CA simulation with nano-scale cell size. Except for the shape of the columnar grains under complete solute trapping conditions in the meltpool center, the semi-2D simulation findings are generally in good agreement with the 3D analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, X.; Zhao, C.; Zhou, X.; Shen, Z.; Liu, W. Microstructure of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 168, 107677. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Voegtlin, M.; Palm, F.; Uggowitzer, P.J. Microstructure and mechanical properties of as-processed scandium-modified aluminium using selective laser melting. Cirp Ann. 2016, 65, 213–216. [Google Scholar] [CrossRef]
- Croteau, J.R.; Griffiths, S.; Rossell, M.D.; Leinenbach, C.; Kenel, C.; Jansen, V.; Seidman, D.N.; Dunand, D.C.; Vo, N.Q. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting. Acta Mater. 2018, 153, 35–44. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Li, X.P.; Wang, X.J.; Saunders, M.; Suvorova, A.; Zhang, L.C.; Liu, Y.J.; Fang, M.H.; Huang, Z.H.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al–12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Hirsch, J.; Konovalov, S. Investigation of the Intermetallic Compounds Fragmentation Impact on the Formation of Texture during the as Cast Structure Thermomechanical Treatment of Aluminum Alloys. Metals 2021, 11, 507. [Google Scholar] [CrossRef]
- Deev, V.; Ri, E.; Prusov, E.; Ermakov, M.; Slavinskaya, N. Structure formation of cast Al-Mg-Si alloys during the melts irradiation with nanosecond electromagnetic pulses. In IOP Conference Series: Materials Science and Engineering; IOP Publishing Ltd.: Bristol, UK, 2020; Volume 1001, p. 012054. [Google Scholar] [CrossRef]
- Aversa, A.; Marchese, G.; Saboori, A.; Bassini, E.; Manfredi, D.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. New Aluminum Alloys Specifically Designed for Laser Powder Bed Fusion: A Review. Materials 2019, 12, 1007. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Spierings, A.B.; Dawson, K.; Kern, K.; Palm, F.; Wegener, K. SLM-processed Sc- and Zr- modified Al-Mg alloy: Mechanical properties and microstructural effects of heat treatment. Mater. Sci. Eng. A 2017, 701, 264–273. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Kürnsteiner, P.; Bajaj, P.; Gupta, A.; Wilms, M.B.; Weisheit, A.; Li, X.; Leinenbach, C.; Gault, B.; Jägle, E.A.; Raabe, D. Control of thermally stable core-shell nano-precipitates in additively manufactured Al-Sc-Zr alloys. Addit. Manuf. 2020, 32, 100910. [Google Scholar] [CrossRef]
- Knipling, K.E.; Dunand, D.C.; Seidman, D.N. Criteria for developing castable, creep-resistant aluminum-based alloys—A review. Z. Met. 2006, 97, 246–265. [Google Scholar] [CrossRef] [Green Version]
- Yang, K.V.; Shi, Y.; Palm, F.; Wu, X.; Rometsch, P. Columnar to equiaxed transition in Al-Mg(-Sc)-Zr alloys produced by selective laser melting. Scr. Mater. 2018, 145, 113–117. [Google Scholar] [CrossRef]
- Griffiths, S.; Rossell, M.D.; Croteau, J.; Vo, N.Q.; Dunand, D.C.; Leinenbach, C. Effect of laser rescanning on the grain microstructure of a selective laser melted Al-Mg-Zr alloy. Mater. Charact. 2018, 143, 34–42. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Uggowitzer, P.J.; Wegener, K. Influence of SLM scan-speed on microstructure, precipitation of Al3Sc particles and mechanical properties in Sc- and Zr-modified Al-Mg alloys. Mater. Des. 2018, 140, 134–143. [Google Scholar] [CrossRef]
- Mohebbi, M.S.; Ploshikhin, V. Implementation of nucleation in cellular automaton simulation of microstructural evolution during additive manufacturing of Al alloys. Addit. Manuf. 2020, 36, 101726. [Google Scholar] [CrossRef]
- Norman, A.F.; Prangnell, P.B.; McEwen, R.S. The solidification behaviour of dilute aluminium–scandium alloys. Acta Mater. 1998, 46, 5715–5732. [Google Scholar] [CrossRef]
- Saunders, N.; Tsakiropoulos, P. Preferential nucleation in undercooled liquid aluminium alloys. Mater. Sci. Technol. 1988, 4, 157–160. [Google Scholar] [CrossRef]
- Shao, G.; Tsakiropoulos, P.; Miodownik, A.P. Role of nucleation in phase competition in binary Ti-Al alloys. Mater. Sci. Technol. 1997, 13, 797–805. [Google Scholar] [CrossRef]
- Shao, G.; Tsakiropoulos, P. Prediction of phase selection in rapid solidification using time dependent nucleation theory. Acta Metall. Mater. 1994, 42, 2937–2942. [Google Scholar] [CrossRef]
- Cahill, J.A.; Grosse, A.V. Viscosity and Self-Diffusion of Liquid Thallium from Its Melting Point to About 1300°K. J. Phys. Chem. 1965, 69, 518–521. [Google Scholar] [CrossRef]
- Hyde, K.B.; Norman, A.F.; Prangnell, P.B. The effect of cooling rate on the morphology of primary Al3Sc intermetallic particles in Al-Sc alloys. Acta Mater. 2001, 49, 1327–1337. [Google Scholar] [CrossRef]
- Li, J.H.; Oberdorfer, B.; Wurster, S.; Schumacher, P. Impurity effects on the nucleation and growth of primary Al3(Sc,Zr) phase in Al alloys. J. Mater. Sci. 2014, 49, 5961–5977. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 1998; ISBN 978-3-0357-3239-9. [Google Scholar]
- Avrami, M. Kinetics of Phase Change. I General Theory. J. Chem. Phys. 1939, 7, 1103–1112. [Google Scholar] [CrossRef]
- Avrami, M. Kinetics of Phase Change. II Transformation-Time Relations for Random Distribution of Nuclei. J. Chem. Phys. 1940, 8, 212–224. [Google Scholar] [CrossRef]
- Avrami, M. Granulation, Phase Change, and Microstructure Kinetics of Phase Change. III. J. Chem. Phys. 1941, 9, 177–184. [Google Scholar] [CrossRef]
- Vázquez, J.; López-Alemany, P.L.; Villares, P.; Jiménez-Garay, R. Generalization of the Avrami equation for the analysis of non-isothermal transformation kinetics. Application to the crystallization of the Cu0.20As0.30Se0.50 alloy. J. Phys. Chem. Solids 2000, 61, 493–500. [Google Scholar] [CrossRef]
- Li, H.; Gai, K.; He, L.; Zhang, C.; Cui, H.; Li, M. Non-isothermal phase-transformation kinetics model for evaluating the austenization of 55CrMo steel based on Johnson-Mehl-Avrami equation. Mater. Des. 2016, 92, 731–741. [Google Scholar] [CrossRef]
- Cahn, J.W. Transformation kinetics during continuous cooling. Acta Metall. 1956, 4, 572–575. [Google Scholar] [CrossRef]
- Recktenwald, G.W. Finite-Difference Approximations to the Heat Equation. Mech. Eng. 2004, 10, 1–27. [Google Scholar]
- Lampa, C.; Kaplan, A.F.H.; Powell, J.; Magnusson, C. An analytical thermodynamic model of laser welding. J. Phys. D Appl. Phys. 1997, 30, 1293. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.-A. Probabilistic modelling of microstructure formation in solidification processes. Acta Metall. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Gandin, C.-A.; Rappaz, M.; Tintillier, R. Three-dimensional probabilistic simulation of solidification grain structures: Application to superalloy precision castings. Metall. Trans. A 1993, 24, 467–479. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metall. 1986, 34, 823–830. [Google Scholar] [CrossRef]
- Zinovieva, O.; Zinoviev, A.; Ploshikhin, V.; Romanova, V.; Balokhonov, R. Strategy of computational predictions for mechanical behaviour of additively manufactured materials. Mater. Sci. Technol. 2018, 34, 1591–1605. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Heeling, T.; Uggowitzer, P.J.; Schäublin, R.; Palm, F.; Wegener, K. Microstructural features of Sc- and Zr-modified Al-Mg alloys processed by selective laser melting. Mater. Des. 2017, 115, 52–63. [Google Scholar] [CrossRef]
- Khanna, Y.P.; Taylor, T.J. Comments and recommendations on the use of the Avrami equation for physico-chemical kinetics. Polym. Eng. Sci. 1988, 28, 1042–1045. [Google Scholar] [CrossRef]
- Grong, Ø.; Dahle, A.K.; OnsØien, M.I.; Arnberg, L. Analytical modelling of equiaxed solidification. Acta Mater. 1998, 46, 5045–5052. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Keshavarz, M.; Hejazi, M.M. Effect of strontium on the kinetics of formation and segregation of intermetallic compounds in A380 aluminum alloy. J. Alloys Compd. 2009, 477, 892–899. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| (°) | 60 |
| (m) | 5 × 10−10 |
| (m) | 2.54 × 10−10 |
| 0.016 | |
| (K) | 1000 |
| (J/mol.K) | 19 |
| (J/k) | 1.38065 × 10−23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohebbi, M.S.; Ploshikhin, V. Simulation of Primary Particle Development and Their Impact on Microstructural Evolution of Sc-Modified Aluminum Alloys during Additive Manufacturing. Metals 2021, 11, 1056. https://doi.org/10.3390/met11071056
Mohebbi MS, Ploshikhin V. Simulation of Primary Particle Development and Their Impact on Microstructural Evolution of Sc-Modified Aluminum Alloys during Additive Manufacturing. Metals. 2021; 11(7):1056. https://doi.org/10.3390/met11071056
Chicago/Turabian StyleMohebbi, Mohammad Sadegh, and Vasily Ploshikhin. 2021. "Simulation of Primary Particle Development and Their Impact on Microstructural Evolution of Sc-Modified Aluminum Alloys during Additive Manufacturing" Metals 11, no. 7: 1056. https://doi.org/10.3390/met11071056
APA StyleMohebbi, M. S., & Ploshikhin, V. (2021). Simulation of Primary Particle Development and Their Impact on Microstructural Evolution of Sc-Modified Aluminum Alloys during Additive Manufacturing. Metals, 11(7), 1056. https://doi.org/10.3390/met11071056