
Effects of High-Intensity Ultrasound on the Microstructure and Mechanical Properties of 2195 Aluminum Ingots

Abstract
:1. Introduction
2. Experiment
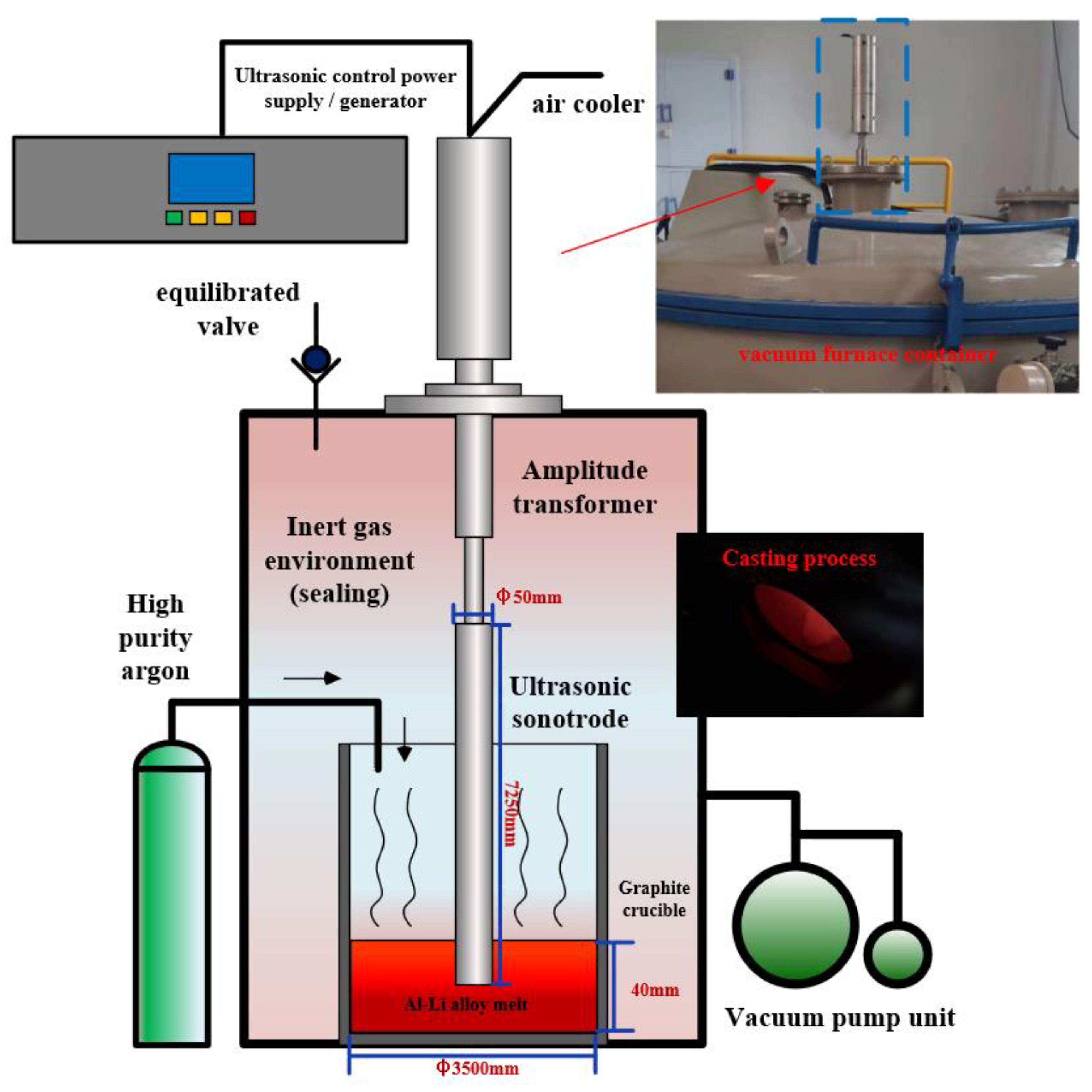
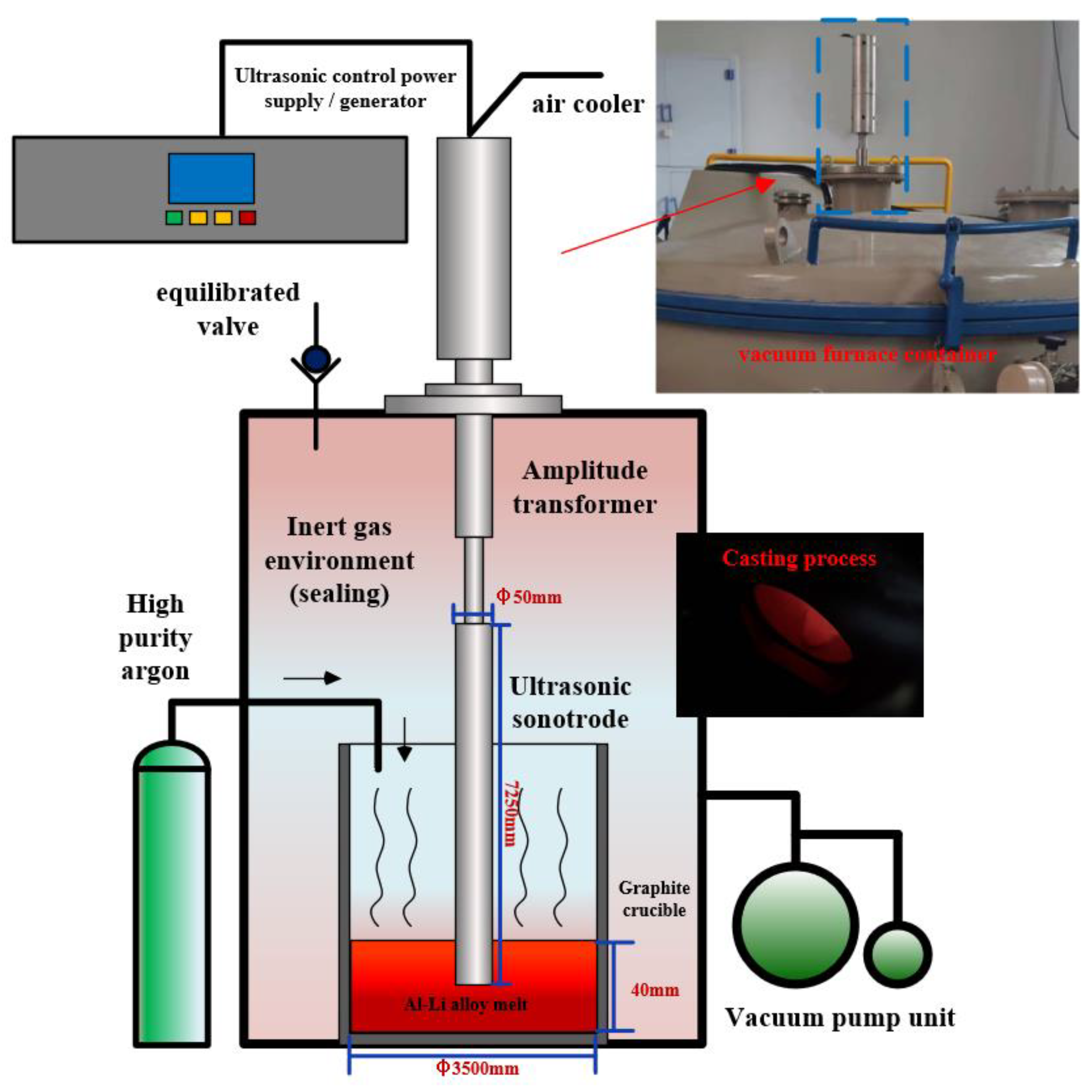
2.1. Experimental Equipment and Scheme
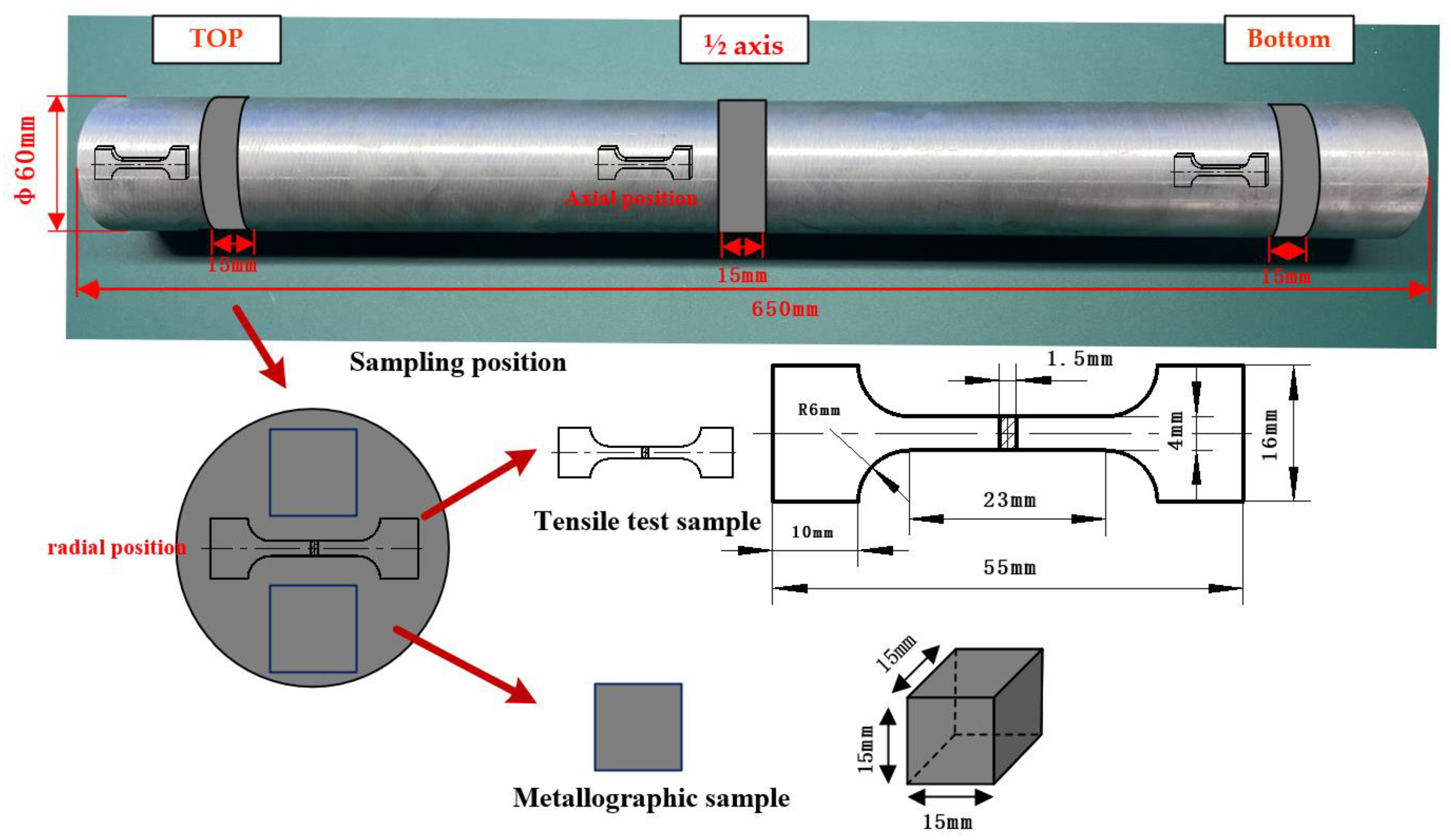
2.2. Experiment Characterization Methods
2.3. Materials
3. Results and Discussion
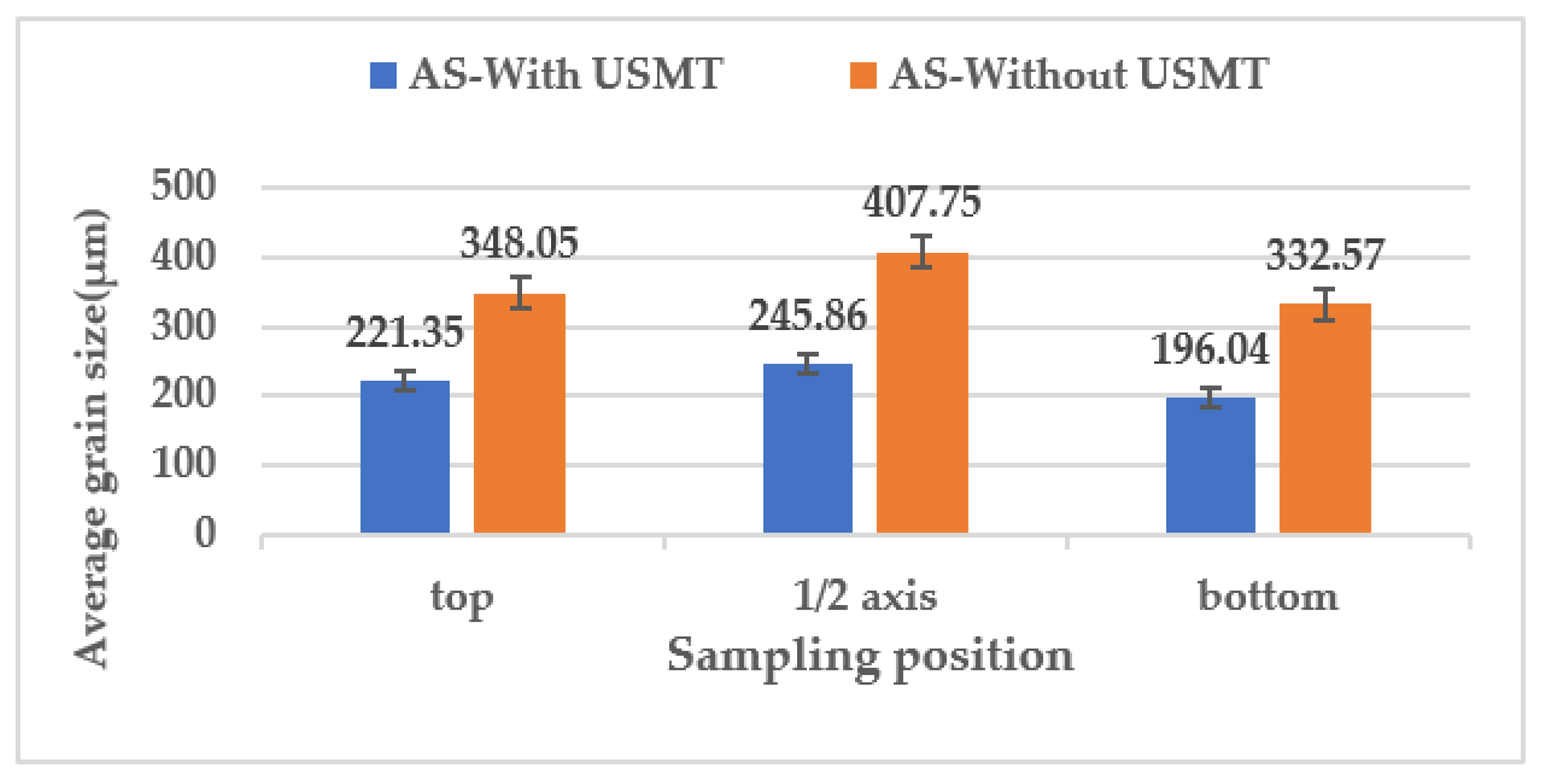
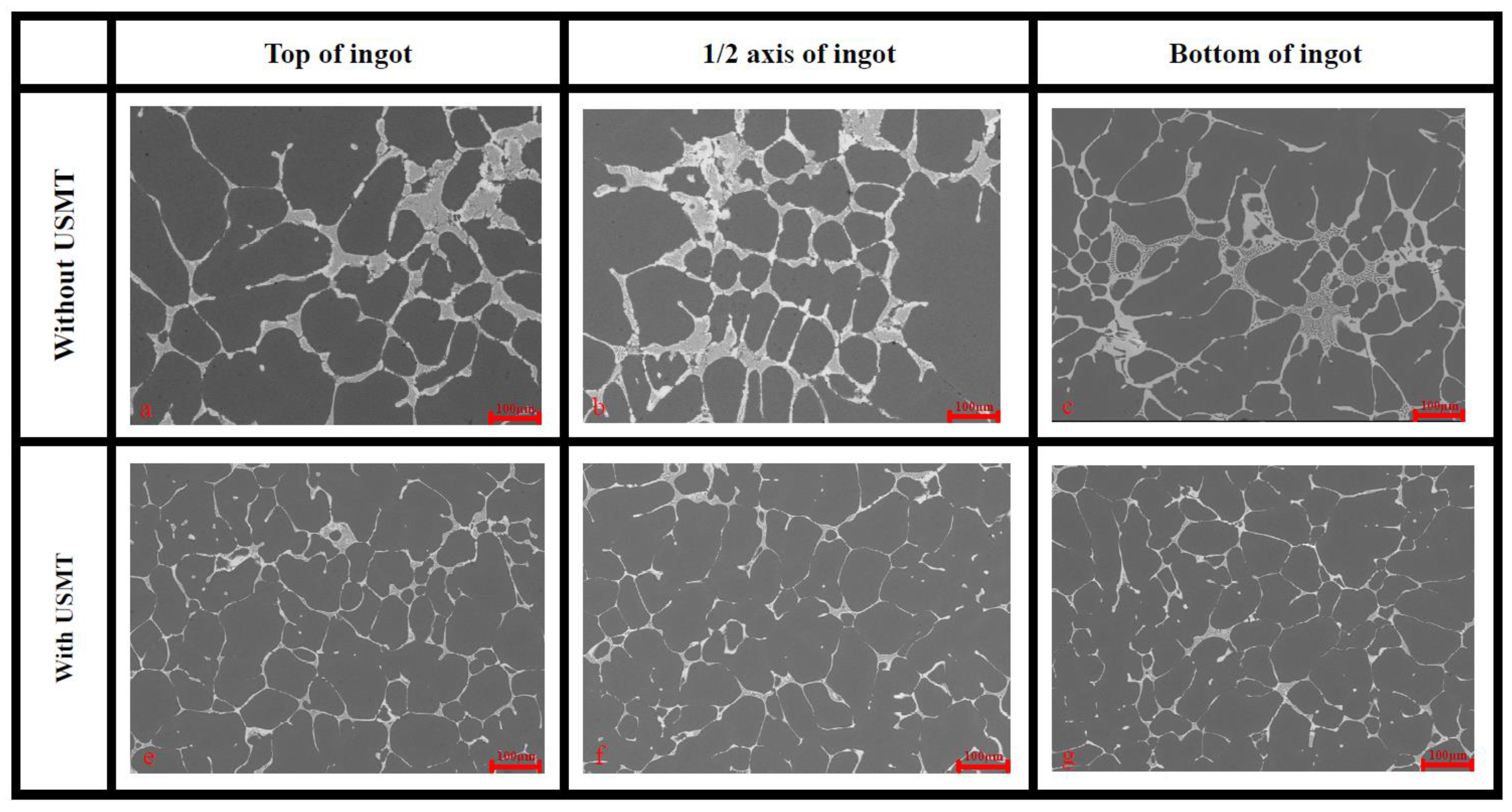
3.1. Microstructure of α-Al Phase
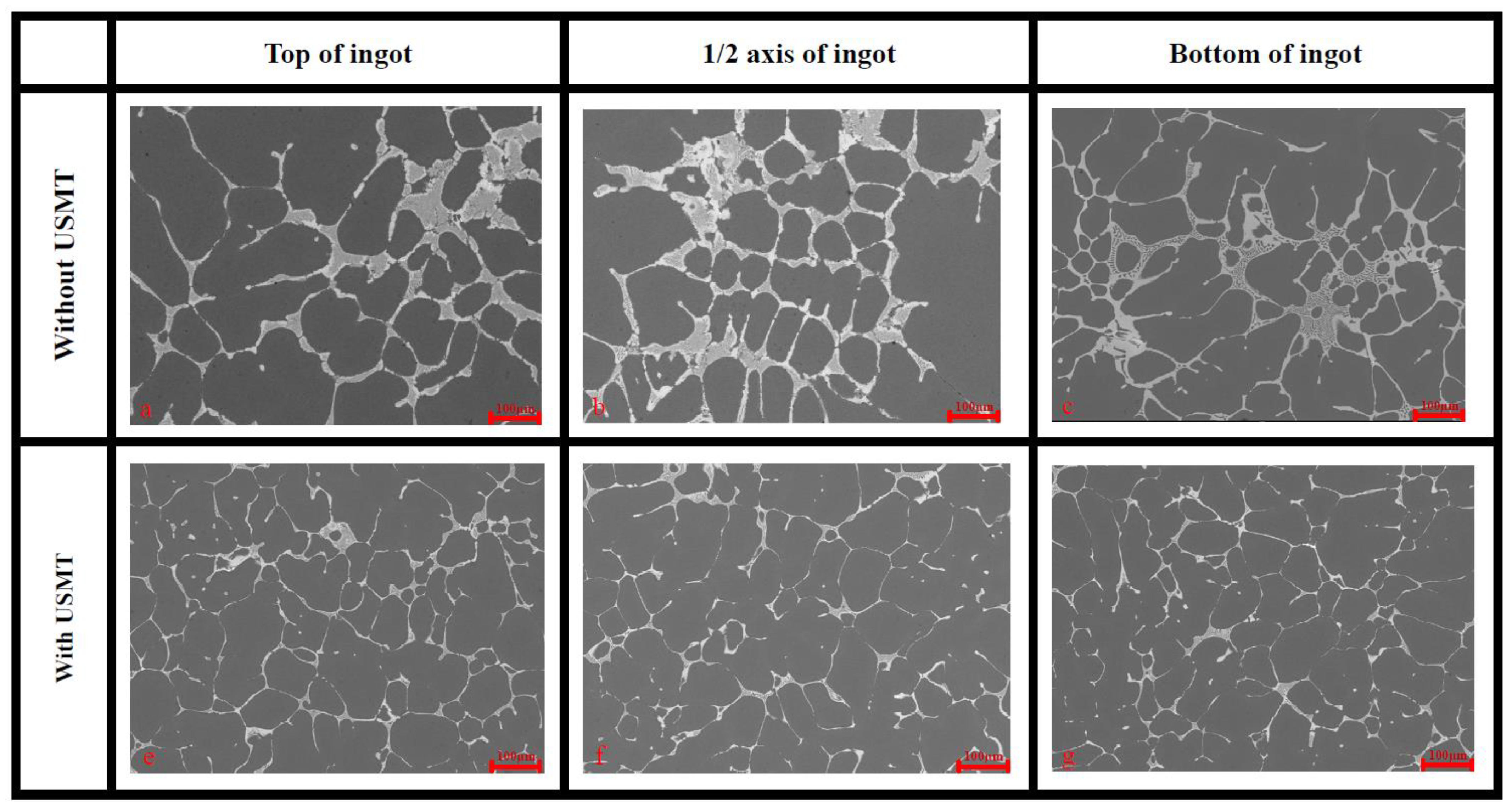
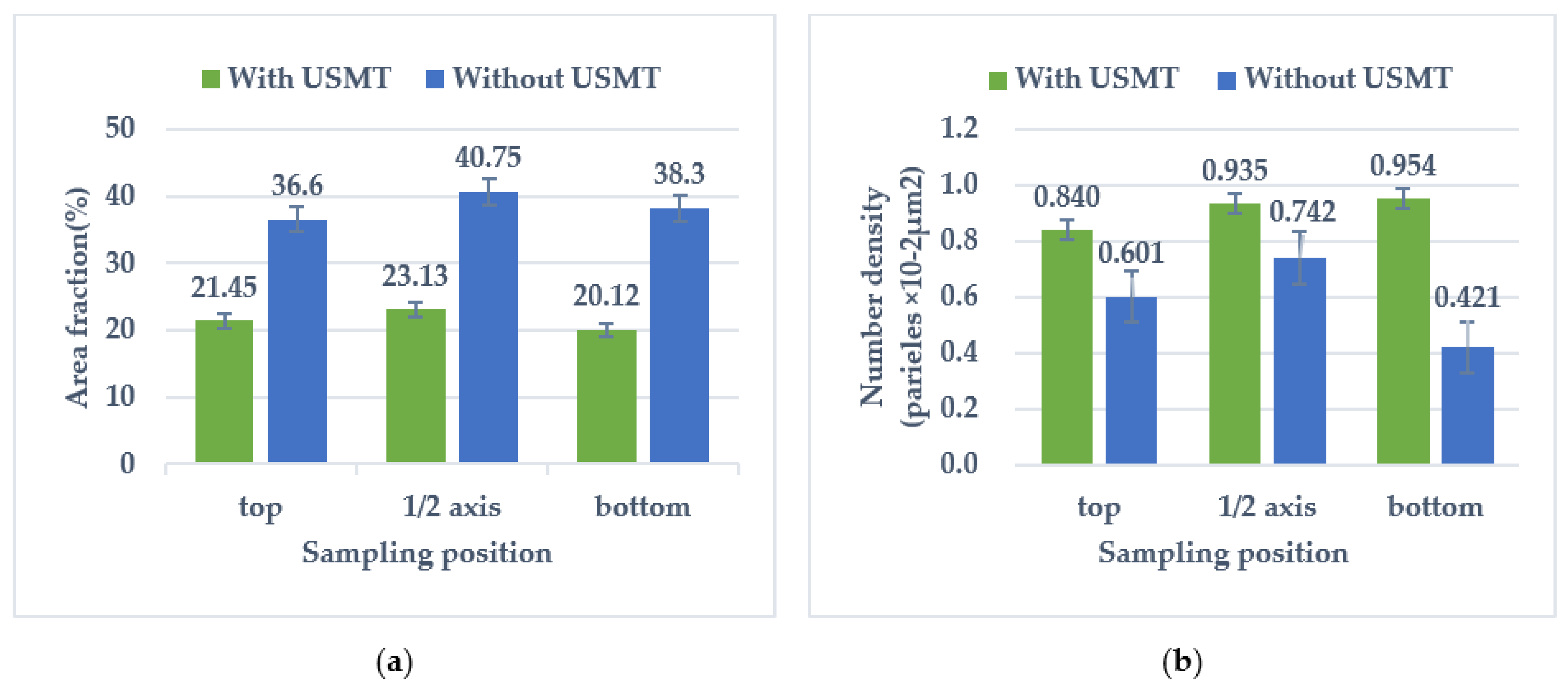
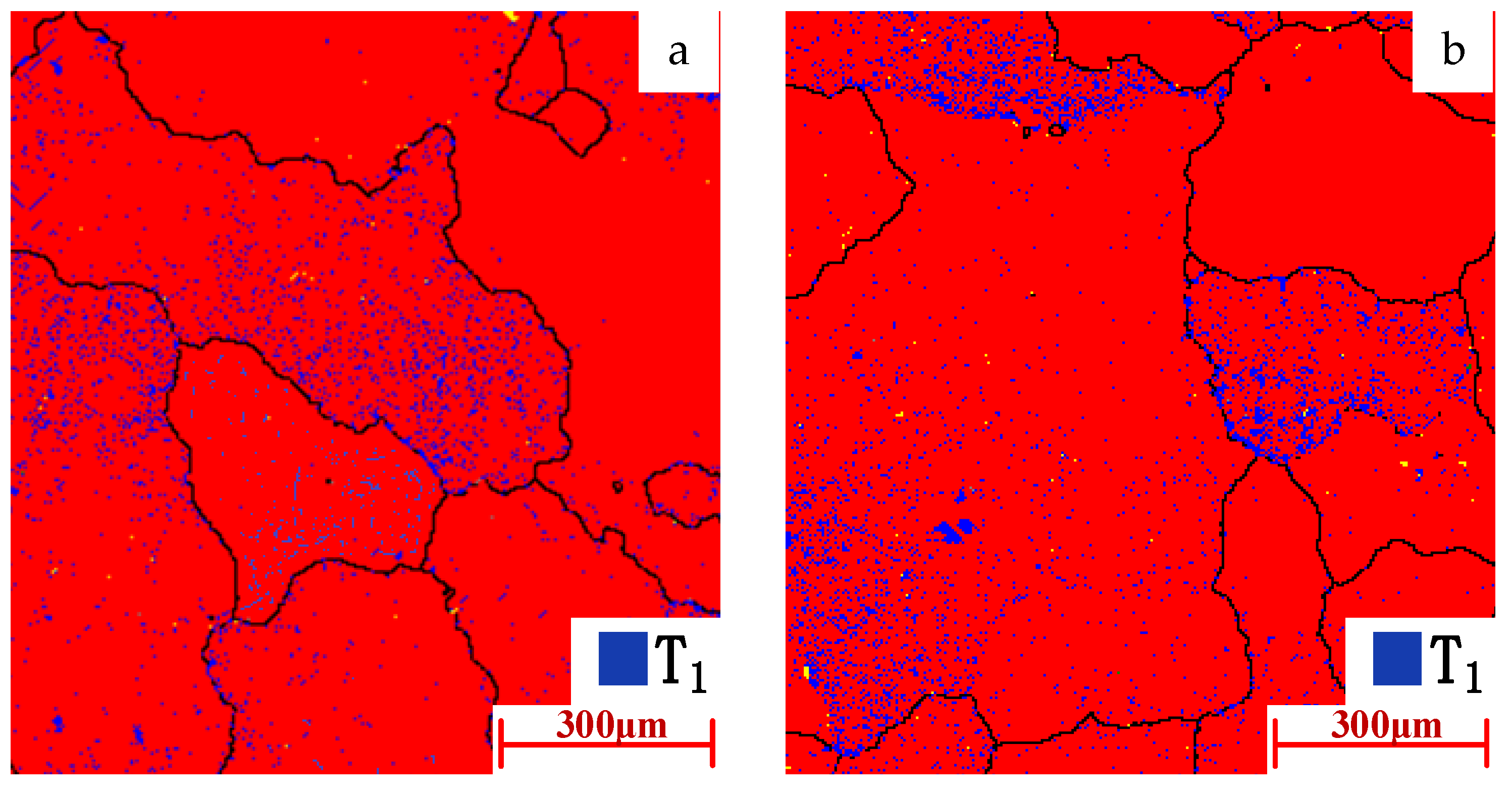
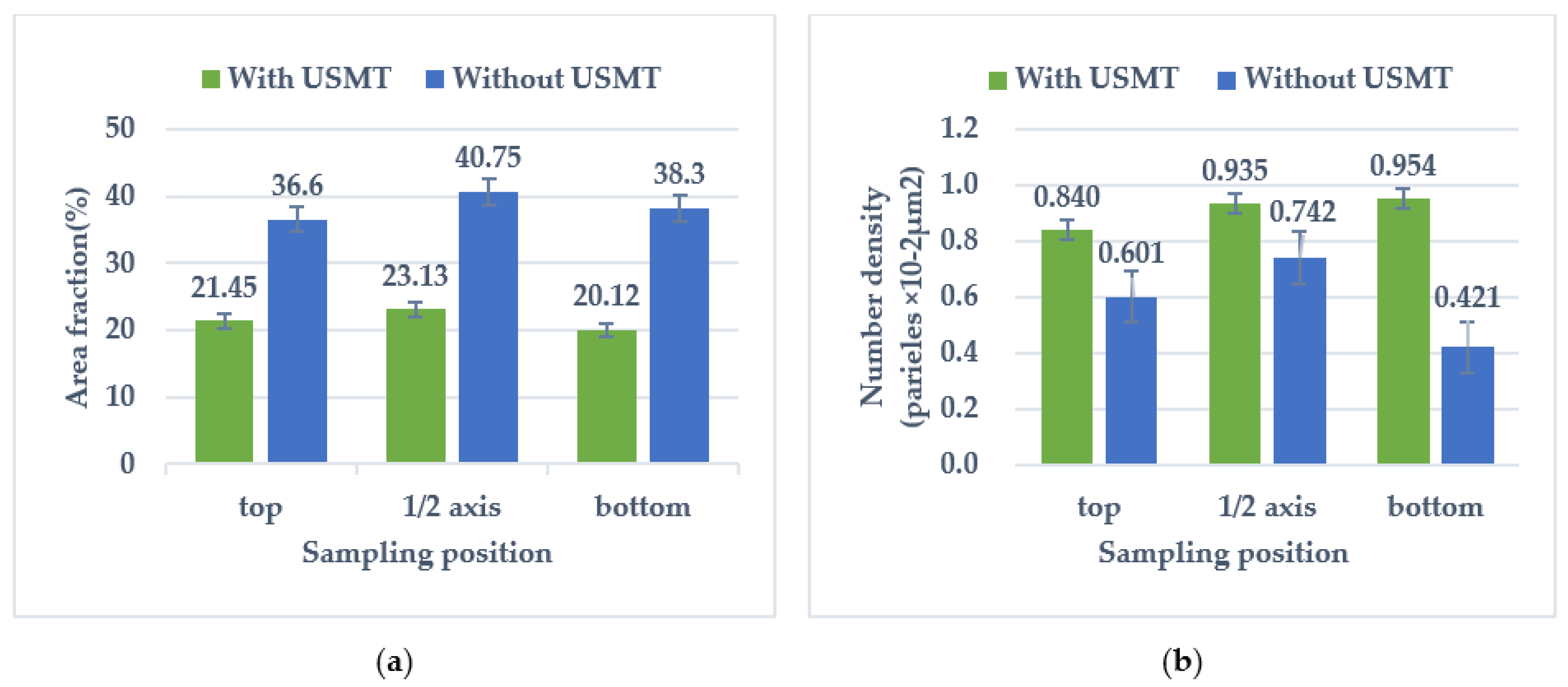
3.2. Distribution Characteristic of Secondary Phase
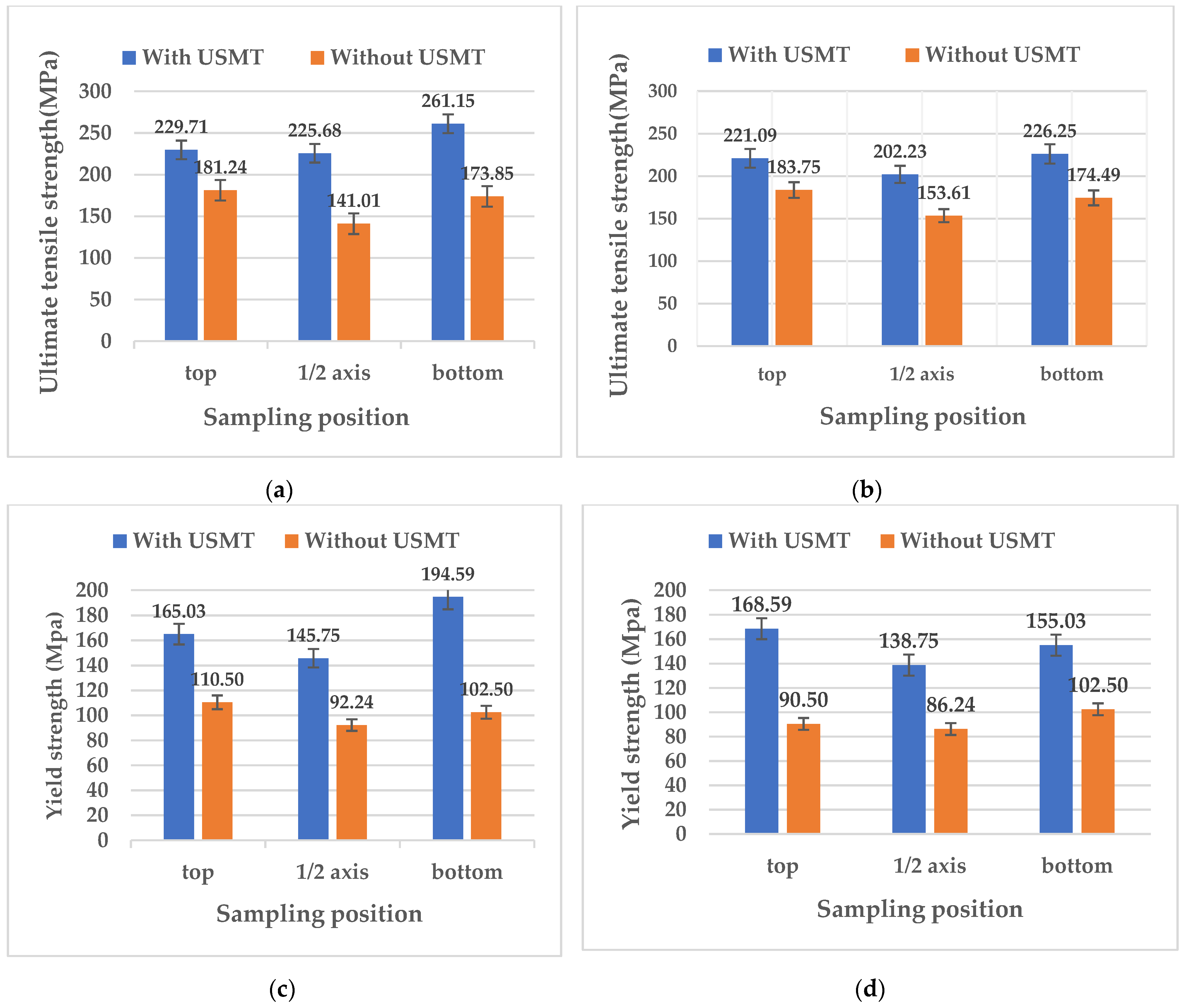
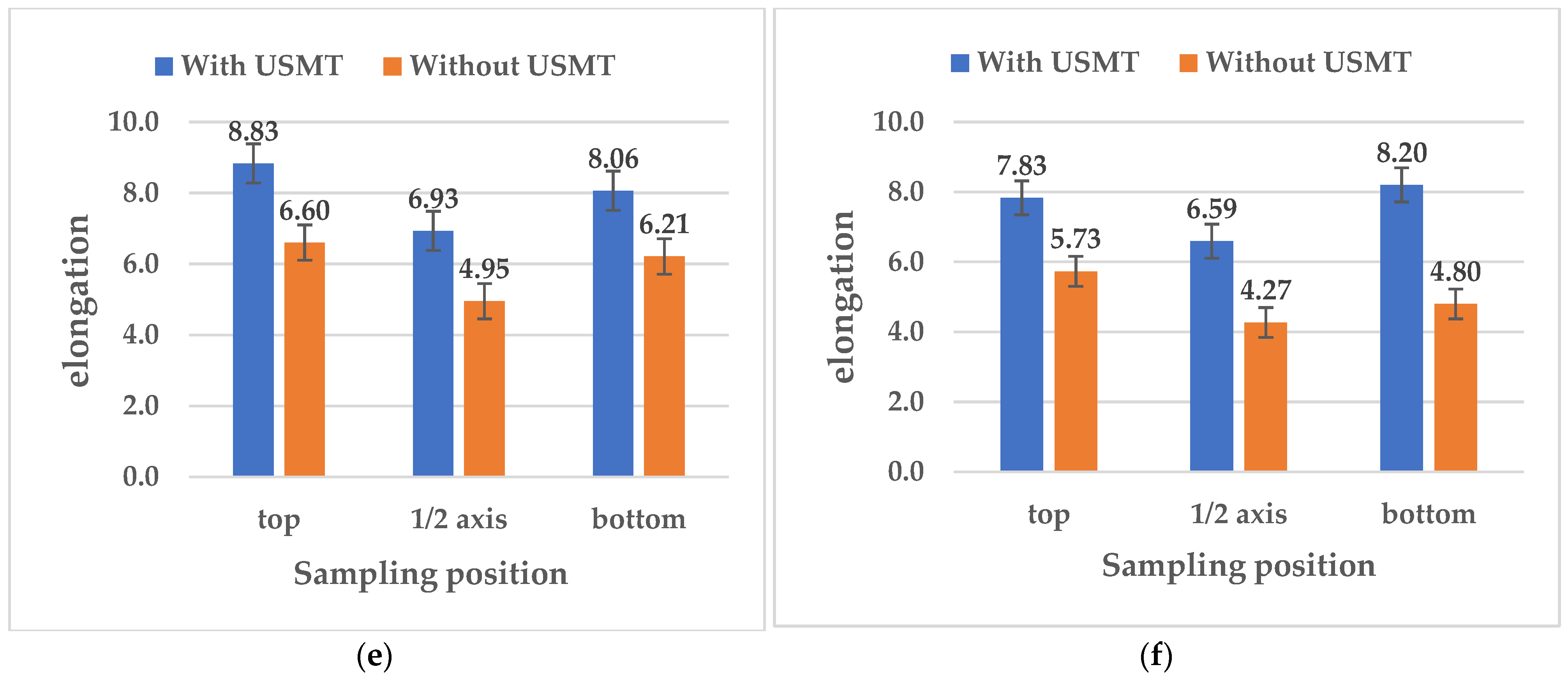
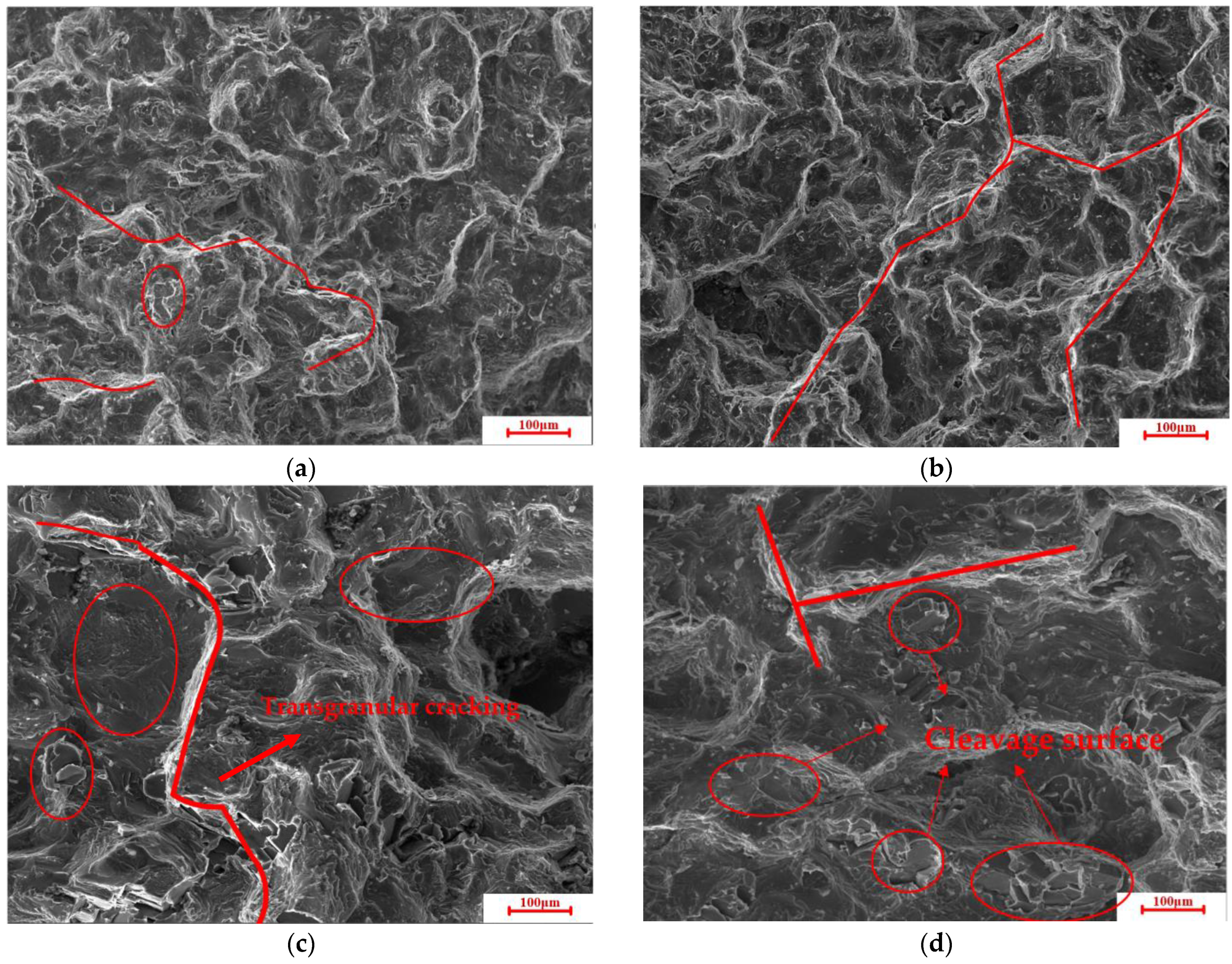
3.3. Mechanical Properties
4. Conclusions
- Compared with conventional ingots, the size of primary α-Al grains was refined under ultrasonic treatment. As the coarse α-Al grains are transformed into fine dendrites and a few equiaxed grains, the maximum refining efficiency of the primary α-Al grains reached 41.1%.
- Under the action of strong convection generated by the ultrasound current, the solid solution copper and lithium elements were evenly distributed in each part of the whole ingot. This was the main reason for reducing the coarsening secondary phase network and increasing the density of fine θ-Al2Cu and T1 particles. In addition, the refined α-Al grains reduce the degree of bridging, while the uniform distribution of solutes also limits the formation of the coarse secondary phase network. At the half axial position, the area fraction reduction rate of the coarsening secondary phase reached 43.2%.
- The coarsening of the secondary phase network has a great influence on the mechanical properties of 2195 aluminum alloy ingots. Compared with conventional ingots, the area fraction of the secondary phase was higher, due to its coarsening. With the addition of ultrasound to the ingot, the coarse secondary phase network of the whole ingot was reduced and the mechanical properties were correspondingly improved, and the elongation was significantly increased. This shows that reducing the brittleness and coarsening of the secondary phase can improve the ductility of large ingots. The results also showed that USMT has a certain degassing effect on the melt, which has an influence on the mechanical properties of the ingot; further research is needed in future research to assess this effect.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Blankenship, C.P.; Kaisand, L.R. Elevated temperature fatigue crack propagation behavior of an Al-Li-Cu-Mg-Ag-Zr alloy. Scr. Mater. 1996, 34, 1455–1460. [Google Scholar] [CrossRef]
- Jata, K.V.; Hopkins, A.K.; Rioja, R.J. The anisotropy and texture of Al-Li alloys. Mater. Sci. Forum 1996, 217, 647–652. [Google Scholar] [CrossRef]
- Zhang, L.; Eskin, D.G.; Katgerman, L. Influence of ultrasonic melt treatment on the formation of primary intermetallics and related grain refinement in aluminum alloys. J. Mater. Sci. 2011, 46, 5252–5259. [Google Scholar] [CrossRef] [Green Version]
- Abramov, O.V. High-Intensity Ultrasonics: Theory and Industrial Applications, 1st ed.; CRC: Boca Raton, FL, USA, 1999; pp. 200–217. [Google Scholar]
- Eskin, D.G.; Tzanakis, I.; Wang, F.; Lebon, G.; Mi, J. Fundamental studies of ultrasonic melt processing. Ultrason. Sonochem. 2019, 52, 455–467. [Google Scholar] [CrossRef] [PubMed]
- El-Aziz, A.M.; El-Hady, M.A.; Khlifa, W. Light Metals; Williams, E., Ed.; Springer: New York, NY, USA, 2016; pp. 721–874. [Google Scholar]
- Subroto, T.; Lebon, G.S.; Eskin, D.G.; Skalicky, I.; Roberts, D.; Tzanakis, I.; Pericleous, K. Numerical modelling and experimental validation of the effect of ultrasonic melt treatment in a direct-chill cast AA6008 alloy billet. J. Mater. Res. Technol. 2021, 12, 1582–1596. [Google Scholar] [CrossRef]
- Lebon, G.; Salloum-Abou-Jaoude, G.; Eskin, D.; Tzanakis, I.; Pericleous, K.; Jarry, P. Numerical modelling of acoustic streaming during the ultrasonic melt treatment of direct-chill (DC) casting. Ultrason. Sonochem. 2021, 54, 171–182. [Google Scholar] [CrossRef]
- Subroto, T.; Eskin, D.G.; Beckwith, C.; Skalicky, I.; Dan, R.; Tzanakis, I.; Pericleous, K. Structure Refinement Upon Ultrasonic Melt Treatment in a DC Casting Launder. JOM 2020, 72, 4071–4081. [Google Scholar] [CrossRef]
- Eskin, G.I.; Pimenov, Y.P.; Makarov, G.S. Effect of cavitation melt treatment on the structure refinement and property improvement in cast and deformed hypereutectic Al–Si alloys. Mater. Sci. Forum 1997, 242, 65–70. [Google Scholar] [CrossRef]
- Eskin, G.I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys. Ultrason. Sonochem. 2001, 8, 319–325. [Google Scholar] [CrossRef]
- Eskin, G.I.; Eskin, D.G. Ultrasonic Treatment of Light Alloy. Melts; CRC Press: Boca Raton, FL, USA, 1998; pp. 154–196. [Google Scholar]
- Eskin, D.G.; Tzanakis, I. High.-Frequency Vibration and Ultrasonic Processing; Springer International Publishing: Berlin/Heidelberg, Germany, 2018; pp. 841–846. [Google Scholar]
- Eskin, D.G.; Mi, J. Solidification Processing of Metallic Alloys under External Fields; Springer: Berlin/Heidelberg, Germany, 2018; Volume 273, p. 574. [Google Scholar]
- Huang, H.J.; Xu, Y.F.; Shu, D.; Han, Y.F.; Wang, J.; Sun, B.D. Effect of ultrasonic melt treatment on structure refinement of solidified high purity aluminum. Trans. Nonferrous Met. Soc. China 2014, 24, 2414–2419. [Google Scholar] [CrossRef]
- Li, X.Q.; Li, R.Q.; Dong, F.; Chen, P.H.; Jiang, R.P. Simulation and experimental study of cavitation region caused by longitudinal and transverse vibration of casting ultrasonic radiator. IOP Conf. Ser. Mater. Sci. Eng. 2015, 72, 052052. [Google Scholar] [CrossRef] [Green Version]
- Tzanakis, I.; Lebon, G.; Eskin, D.G.; Pericleous, K. Investigation of the factors influencing cavitation intensity during the ultrasonic treatment of molten aluminium. Mater. Des. 2016, 90, 979–983. [Google Scholar] [CrossRef]
- Ita, B.; Gsbl, C.; Dgea, D.; Kap, C. Characterization of the ultrasonic acoustic spectrum and pressure field in aluminium melt with an advanced cavitometer. J. Mater. Process. Technol. 2016, 229, 582–586. [Google Scholar]
- Lebon, G.; Tzanakis, I.; Djambazov, G.; Pericleous, K.; Eskin, D.G. Numerical modelling of ultrasonic waves in a bubbly Newtonian liquid using a high-order acoustic cavitation model. Ultrason. Sonochem. 2017, 37, 660–668. [Google Scholar] [CrossRef] [PubMed]
- Bruno Lebon, G.S.; Tzanakis, I.; Pericleous, K.A.; Eskin, D.G. Experimental and numerical investigation of acoustic pressures in different liquids. Ultrason. Sonochem. 2018, 42, 411–421. [Google Scholar] [CrossRef] [PubMed]
- Bruno Lebon, G.S.; Tzanakis, I.; Pericleous, K.; Eskin, D.; Grant, P.S. Ultrasonic liquid metal processing: The essential role of cavitation bubbles in controlling acoustic streaming. Ultrason. Sonochem. 2019, 55, 243–255. [Google Scholar] [CrossRef] [PubMed]
- Prasad, N.E.; Gokhale, A.A.; Wamhill, R.J.H. Aluminum-Lithium Alloys: Processing, Properties, and Applications; Butterworth-Heinemann: Oxford, UK, 2014; Volume 45, pp. 78–85. [Google Scholar]
- Dinsdale, K.; Harris, S.J.; Noble, B. Relationship between Microstructure and Mechanical Properties of Aluminium-Lithium Magnesium Alloys; Sanders, T.H., Starke, E.A., Eds.; Metallurgical Society of AIME: Warrendale, PA, USA, 1981; Volume 27, pp. 96–104. [Google Scholar]
- Warrendale, P.A. Aluminium-Lithium Alloys, Proceedings of the First International Aluminium-Lithium Conference. Metall. Soc. AIME 2008, 56, 101–118. [Google Scholar]
- Li, R.; Liu, Z.; Chen, P.; Zhong, Z.; Li, X. Investigation on the manufacture of a largescale Aluminum alloy ingot: Microstructure and macrosegregation. Adv. Eng. Mater. 2017, 19, 455–468. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.; Jiang, R.; Li, R.; Zhang, L. Effect of Ultrasonic Treatment on Grain Structure, Eutectic Phase and Mechanical Properties of an Al–6.2 wt% Cu Alloy. Met. Mater. Int. 2019, 19, 1–14. [Google Scholar] [CrossRef]
- Zhang, L.; Li, R.; Jiang, R.; Zhang, L.; Li, X. A comparative study on the effect of four-source ultrasonic power on the microstructure and mechanical properties of large-scale 2219 aluminum ingots. JOM 2019, 10, 43–52. [Google Scholar] [CrossRef]
- Priyadarshi, A.; Khavari, M.; Subroto, T.; Conte, M.; Tzanakis, I. On the governing fragmentation mechanism of primary intermetallics by induced cavitation. Ultrason. Sonochem. 2021, 70, 105260. [Google Scholar] [CrossRef]
- Wang, F.; Tzanakis, I.; Eskin, D.; Mi, J.; Connolley, T. In situ observation of ultrasonic cavitation-induced fragmentation of the primary crystals formed in Al alloys. Ultrason. Sonochem. 2017, 39, 66–76. [Google Scholar] [CrossRef]
- Tzanakis, I.; Xu, W.W.; Eskin, D.G.; Lee, P.D.; Kotsovinos, N. In situ observation and analysis of ultrasonic capillary effect in molten aluminium. Ultrason. Sonochem. 2015, 27, 72–80. [Google Scholar] [CrossRef]
- Wang, G.; Dargusch, M.S.; Qian, M.; Eskin, D.G.; StJohn, D.H. The role of ultrasonic treatment in refining the as-cast grain structure during the solidification of an Al-2Cu alloy. J. Cryst. Growth 2014, 408, 119–124. [Google Scholar] [CrossRef] [Green Version]
- Li, R.Q.; Liu, Z.L.; Dong, F.; Li, X.Q.; Chen, P.H. Grain refinement of a large-scale Al alloy casting by introducing the multiple ultrasonic generators during solidification. Metall. Mater. Trans. 2016, 47, 3790–3796. [Google Scholar] [CrossRef]
- Sharma, V.M.J.; Kumar, K.S.; Rao, B.N.; Pathak, S.D. Effect of microstructure and strength on the fracture behavior of AA2219 alloy. Mater. Sci. Eng. 2009, 52, 45–53. [Google Scholar] [CrossRef]
- Kudryashova, O.; Vorozhtsov, S. Mechanism of Ultrasonic Introduction of Particles into a Poorly Wetting Liquid. JOM 2016, 68, 1–10. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Qian, M.; Eskin, D.G.; Das, A. On the microstructural refinement in commercial purity Al and Al-10 wt% Cu alloy under ultrasonication during solidification. Mater. Des. 2017, 33, 1556–1562. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Eskin, D.G.; Katgerman, L. On the mechanism of the formation of primary intermetallics under ultrasonic melt treatment in an Al-Zr-Ti alloy. J. Mater. Sci. 2011, 46, 330–338. [Google Scholar] [CrossRef] [Green Version]
- Tzanakis, I.; Eskin, D.G.; Georgoulas, A.; Fytanidis, D.K. Incubation pit analysis and calculation of the hydrodynamic impact pressure from the implosion of an acoustic cavitation bubble. Ultrason. Sonochem. 2014, 21, 866–878. [Google Scholar] [CrossRef]
- Khavari, M.; Priyadarshi, A.; Hurrell, A.; Pericleous, K.; Tzanakis, I. Characterization of shock waves in power ultrasound. J. Fluid Mech. 2021, 915. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Z.L.; Qiu, D.; Taylor, J.A.; Zhang, M.X. Revisiting the role of peritectics in grain refinement of Al alloys. Acta Mater. 2013, 61, 23–35. [Google Scholar] [CrossRef]
- John, T. An approach to the mechanism of killing of cells in suspension by ultrasound. Biochim. Biophys. Acta 1973, 2, 240–248. [Google Scholar]
- Kim, S.B.; Cho, Y.H.; Lee, J.M.; Jung, J.G.; Lee, Y.K. Combined effects of ultrasonic melt treatment and Cu/Mg solute on the microstructure and mechanical properties of a hypoeutectic Al-7Si alloy. Metall. Mater. Trans. A 2018, 50, 1376–1385. [Google Scholar] [CrossRef]
- Aghayani, M.K.; Niroumand, B. Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy. J. Alloy. Compd. 2011, 509, 114–122. [Google Scholar] [CrossRef]
- Ruvalcaba, D.; Mathiesen, R.H.; Eskin, D.G.; Arnberg, L.; Katgerman, L. In situ observations of dendritic fragmentation due to local solute-enrichment during directional solidification of an aluminum alloy. Acta Mater. 2007, 55, 4287–4292. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Puga, H.; Carneiro, V.H. Light-alloy melt ultrasonication: Shorter T6 with higher precipitation strengthening. Metals Mater. Int. 2020, 20, 03–798. [Google Scholar] [CrossRef]
- Kim, S.B.; Cho, Y.H.; Jung, J.G.; Yoon, W.H.; Lee, Y.K.; Lee, J.M. Microstructure-strengthening interrelationship of an ultrasonically treated hypereutectic Al–Si (A390) alloy. Met. Mater. Int. 2018, 24, 1376–1385. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Zhang, Y. Effects of deformation temperature on second phase particles and mechanical properties of 2219 Al-Cu alloy. Mater. Sci. Eng. 2018, 71, 414–423. [Google Scholar] [CrossRef]
- Al-Helal, K.; Chang, I.; Patel, J.B.; Fan, Z. Thermomechanical treatment of high-shear melt-conditioned twin-roll cast strip of recycled AA5754 alloy. JOM 2018, 44, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Puga, H.; Costa, S.; Barbosa, J.; Ribeiro, S.; Prokic, M. Influence of ultrasonic melt treatment on microstructure and mechanical properties of AlSi9Cu3 alloy. J. Mater. Process. Technol. 2011, 21, 1729–1735. [Google Scholar] [CrossRef] [Green Version]
- Puga, H.; Barbosa, J.; Costa, S.; Ribeiro, S.; Pinto, A.; Prokic, M. Influence of indirect ultrasonic vibration on the microstructure and mechanical behavior of Al-Si-Cu alloy. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2013, 560, 589–595. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Li | Cu | Mg | Ag | Zr | Mn | Ti | Al | |
|---|---|---|---|---|---|---|---|---|
| AS with USMT | 1.038 | 4.083 | 0.410 | 0.392 | 0.131 | 0.241 | 0.0012 | - |
| AS without USMT | 1.051 | 4.076 | 0.397 | 0.404 | 0.128 | 0.221 | 0.0008 | - |
| AA2195 [22] | 0.8–1.2 | 3.7–4.3 | 0.25–0.8 | 0.25–0.6 | 0.08–0.16 | <0.25 | - | Bal. |
| Top | Half Axis | Bottom | |
|---|---|---|---|
| AS with USMT(μm) | 221.35 | 245.86 | 196.04 |
| AS without USMT (μm) | 348.05 | 407.75 | 332.57 |
| RE (%) | 36.4 | 39.7 | 41.1 |
| Top | Half Axis | Bottom | |
|---|---|---|---|
| AS with USMT (μm) | 21.45 | 23.13 | 20.12 |
| AS without USMT (μm) | 36.60 | 40.75 | 38.30 |
| η (%) | 41.4 | 43.2 | 47.5 |
| Top | Half Axis | Bottom | ||
|---|---|---|---|---|
| Cu | AS with USMT (μm) | −0.035 | 0.030 | 0.025 |
| AS without USMT (μm) | −0.057 | 0.075 | −0.015 | |
| Li | AS with USMT (μm) | −0.025 | 0.020 | 0.110 |
| AS without USMT (μm) | −0.315 | 0.260 | 0.150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Jiang, R.; Li, X.; Li, A.; Xie, Z. Effects of High-Intensity Ultrasound on the Microstructure and Mechanical Properties of 2195 Aluminum Ingots. Metals 2021, 11, 1050. https://doi.org/10.3390/met11071050
Hu Y, Jiang R, Li X, Li A, Xie Z. Effects of High-Intensity Ultrasound on the Microstructure and Mechanical Properties of 2195 Aluminum Ingots. Metals. 2021; 11(7):1050. https://doi.org/10.3390/met11071050
Chicago/Turabian StyleHu, Yuqi, Ripeng Jiang, Xiaoqian Li, Anqing Li, and Ziming Xie. 2021. "Effects of High-Intensity Ultrasound on the Microstructure and Mechanical Properties of 2195 Aluminum Ingots" Metals 11, no. 7: 1050. https://doi.org/10.3390/met11071050
APA StyleHu, Y., Jiang, R., Li, X., Li, A., & Xie, Z. (2021). Effects of High-Intensity Ultrasound on the Microstructure and Mechanical Properties of 2195 Aluminum Ingots. Metals, 11(7), 1050. https://doi.org/10.3390/met11071050