
On the Strength of the CF/Al-Wire Depending on the Fabrication Process Parameters: Melt Temperature, Time, Ultrasonic Power, and Thickness of Carbon Fiber Coating


Abstract
1. Introduction
2. Materials and Methods
2.1. Coating Deposition
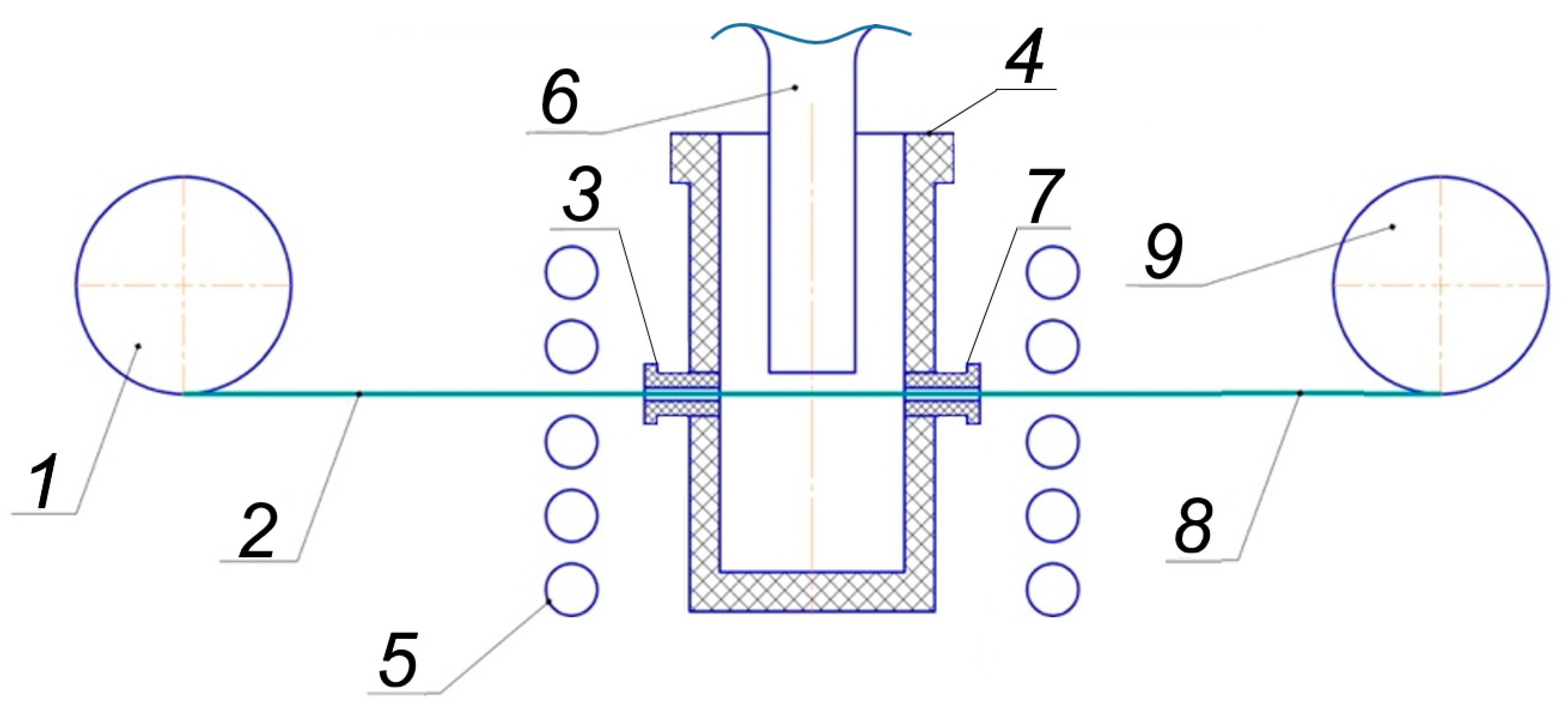
2.2. Production of CF/Al-Wire
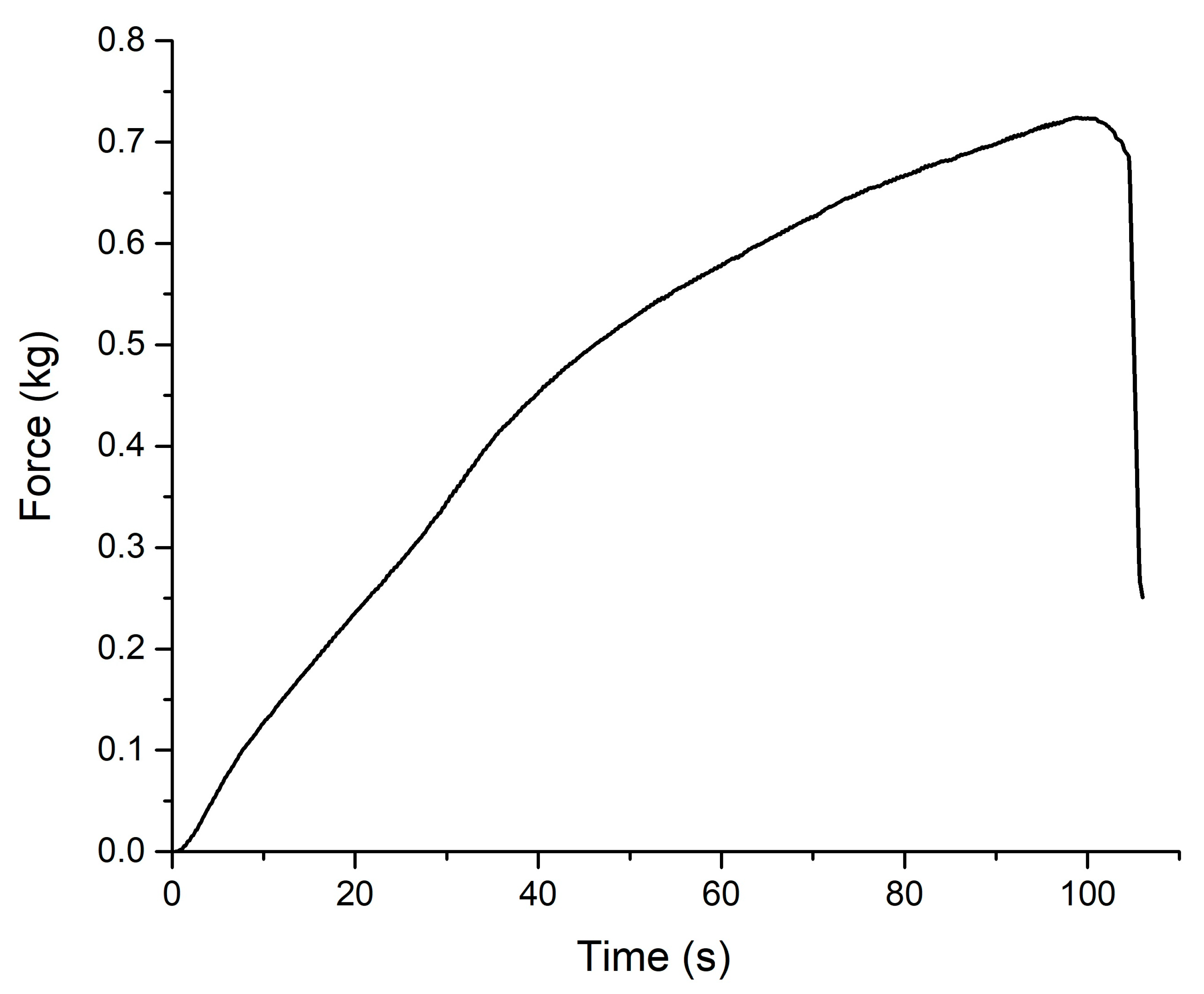
2.3. Strength Tests
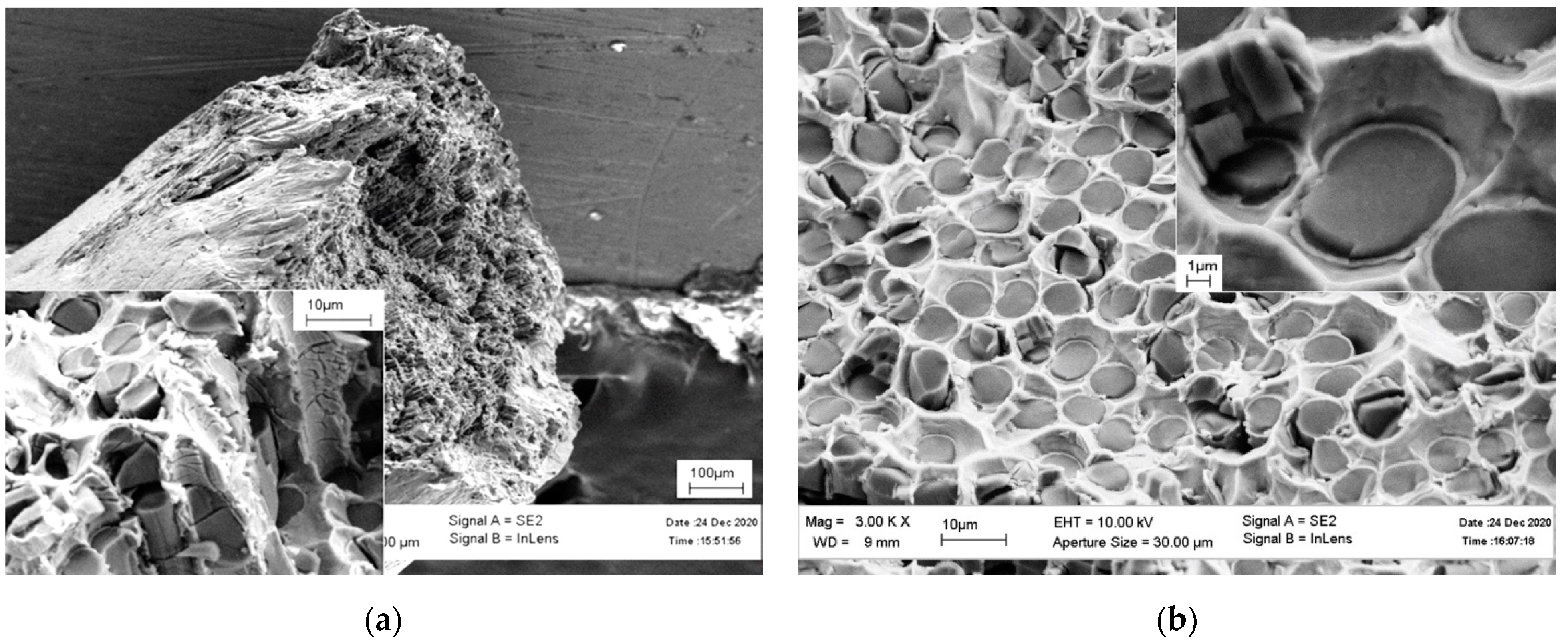
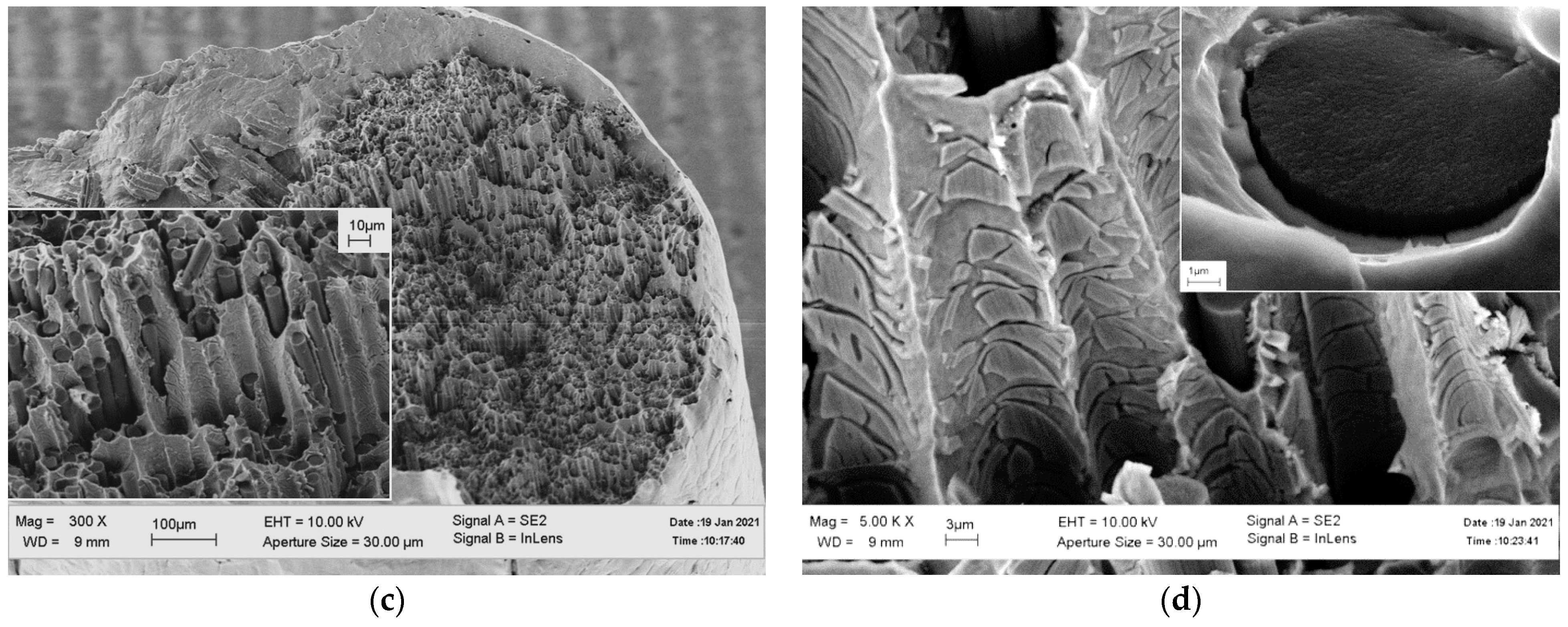
2.4. Scanning Electron Microscopy (SEM)
3. Results
3.1. Coating Effect
3.2. The Effect of Melt Temperature
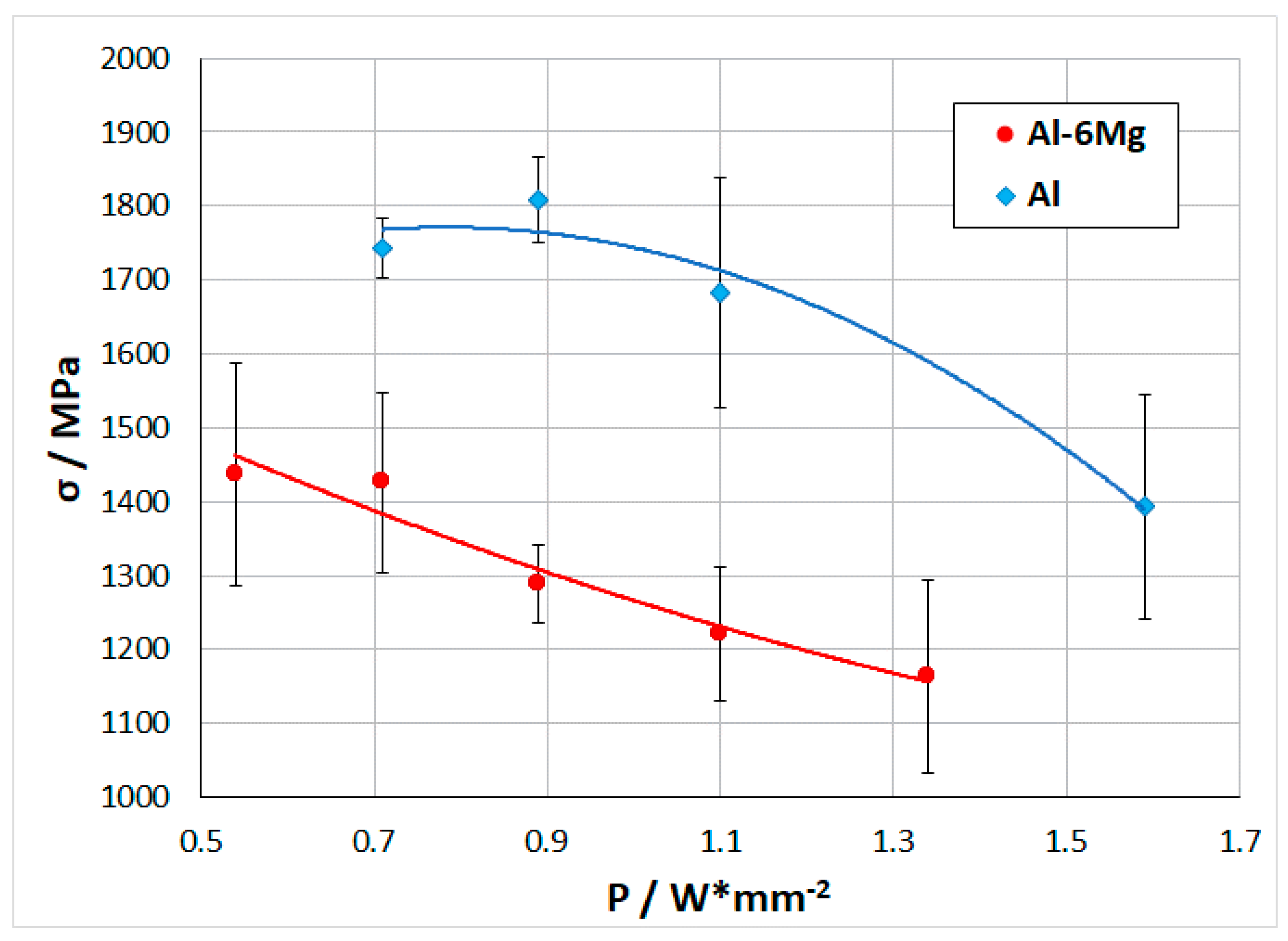
3.3. Ultrasonic Treatment Power
3.4. Optimization of the Production Mode
3.5. Comparison with World Analogs
4. Discussion
4.1. The Effect of Carbon Fiber Coating
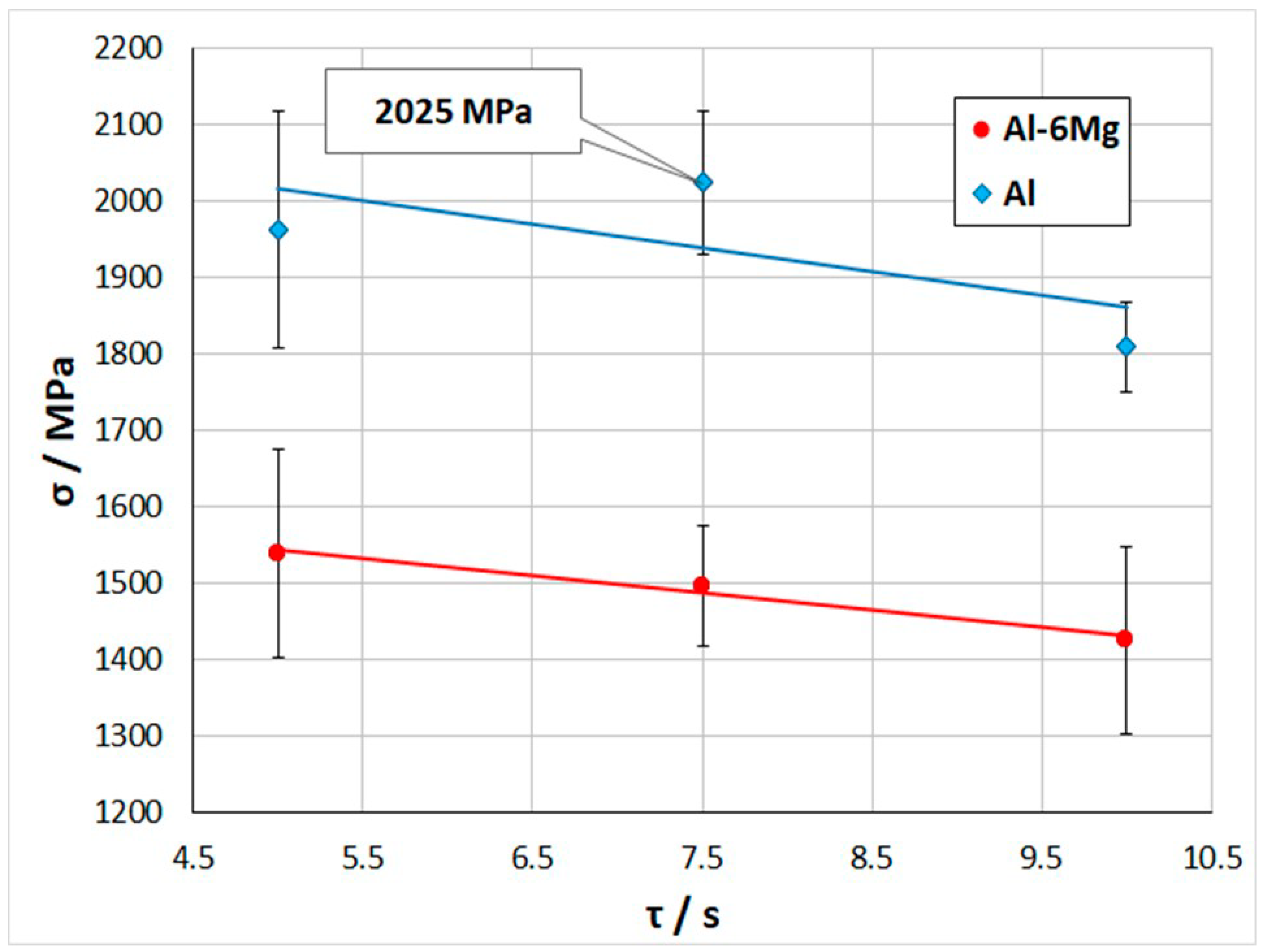
4.2. The Effect of Melt Temperature and Ultrasonic Treatment Power
5. Conclusions
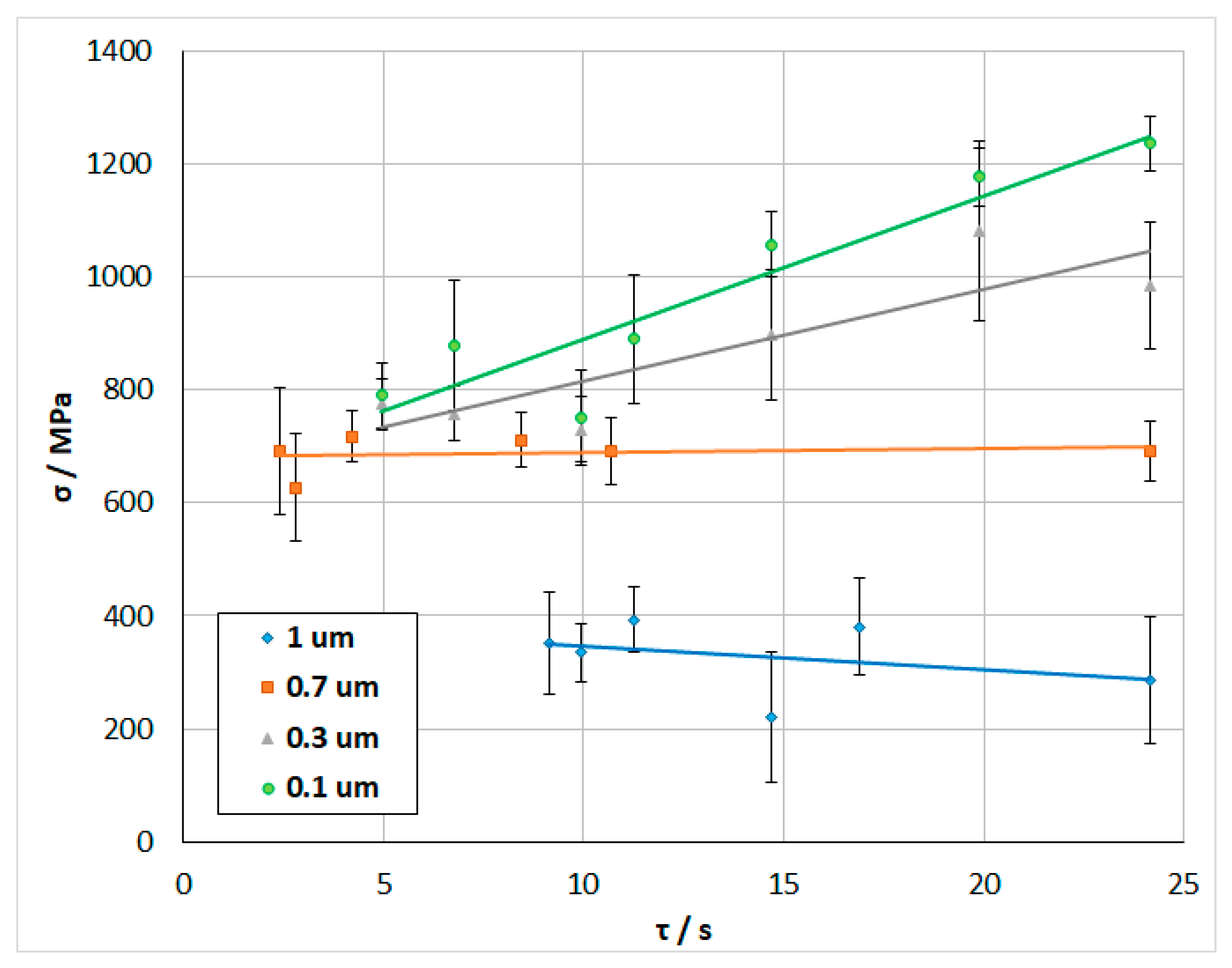
- The strength of the CF/Al-wire increases with a decreasing coating thickness and an increasing contact time; this indicates good barrier properties of the coating. The failure of the wire reinforced with coated fiber is not brittle.
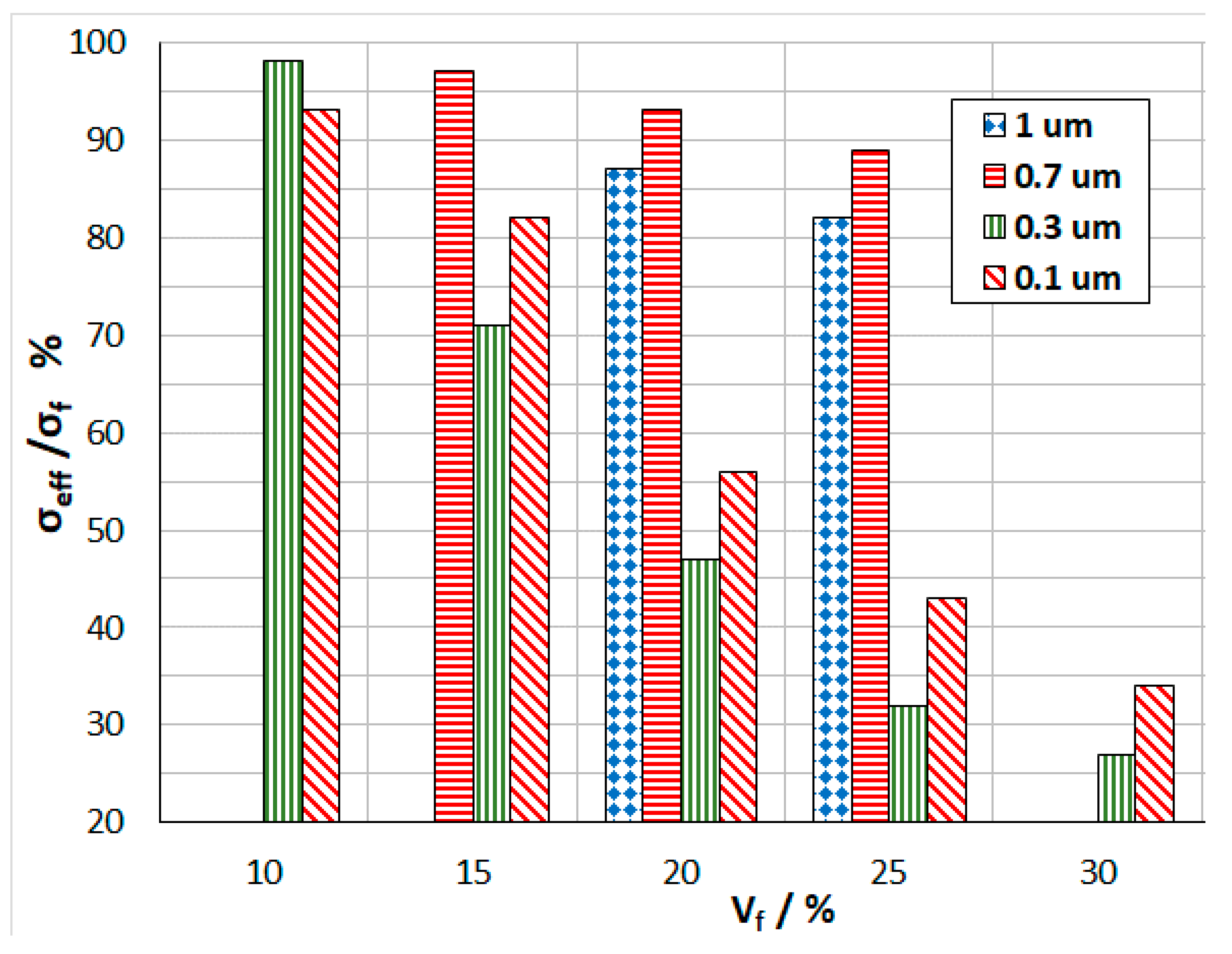
- An increase in the volume fraction of coated fiber leads to a decrease in its effective strength; this is in good agreement with the concept of composites with a metal matrix. At a coating thickness of 0.7 and 1 μm, a decrease in the effective fiber strength occurs quite slowly; this gives reason to expect greater strength of the composite with a higher content of fiber with such coatings.
- The investigation of the effect of the melt temperature and ultrasonic treatment power in the production of the CF/Al-wire reinforced with uncoated fiber showed that the greatest strength can be obtained with the shortest contact time, a melt temperature close to the liquidus temperature, and the lowest ultrasonic treatment power sufficient for fiber impregnation.
- Optimization of the production mode permitted achieving a CF/Al-wire strength of more than 2000 MPa at three-point bending.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matsunaga, T.; Ogata, K.; Hatayama, T.; Shinozaki, K.; Yoshida, M. Infiltration mechanism of molten aluminum alloys into bundle of carbon fibers using ultrasonic infiltration method. Keikinzoku J. Jpn. Inst. Light Met. 2006, 56, 226–232. [Google Scholar] [CrossRef][Green Version]
- Matsunaga, T.; Matsuda, K.; Hatayama, T.; Shinozaki, K.; Yoshida, M. Fabrication of continuous carbon fiber-reinforced aluminum–magnesium alloy composite wires using ultrasonic infiltration method. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1902–1911. [Google Scholar] [CrossRef]
- Matsunaga, T.; Matsuda, K.; Hatayama, T.; Shinozaki, K.; Amanuma, S.; Yoshida, M. Effect of magnesium content on tensile strength of carbon-fiber-reinforced aluminum-magnesium alloy composite wires fabricated by ultrasonic infiltration method. Keikinzoku J. Jpn. Inst. Light Met. 2006, 56, 105–111. [Google Scholar] [CrossRef][Green Version]
- Galyshev, S.; Gomzin, A.; Gallyamova, R.; Khodos, I.; Musin, F. On the liquid-phase technology of carbon fiber/aluminum matrix composites. Int. J. Miner. Metall. Mater. 2019, 26, 1578–1584. [Google Scholar] [CrossRef]
- Vidal-Sétif, M.; Lancin, M.; Marhic, C.; Valle, R.; Raviart, J.-L.; Daux, J.-C.; Rabinovitch, M. On the role of brittle interfacial phases on the mechanical properties of carbon fibre reinforced Al-based matrix composites. Mater. Sci. Eng. A 1999, 272, 321–333. [Google Scholar] [CrossRef]
- Yu, J.K.; Li, H.L.; Shang, B.L. A functionally gradient coating on carbon fibre for C/Al composites. J. Mater. Sci. 1994, 29, 2641–2647. [Google Scholar] [CrossRef]
- Gomzin, A.I.; Gallyamova, R.F.; Galyshev, S.N.; Paramonov, R.M.; Zaripov, N.G.; Musin, F.F. The effect of titanium dioxide coated carbon fibers on the aluminum alloy matrix composite strength. IOP Conf. Ser. Mater. Sci. Eng. 2019, 537, 022057. [Google Scholar] [CrossRef]
- Zhu, C.; Su, Y.; Zhang, D.; Ouyang, Q. Effect of Al2O3 coating thickness on microstructural characterization and mechanical properties of continuous carbon fiber reinforced aluminum matrix composites. Mater. Sci. Eng. A 2020, 793, 139839. [Google Scholar] [CrossRef]
- Galyshev, S.; Postnova, E. Electrochemical Deposition of SiO2-Coatings on a Carbon Fiber. Fibers 2021, 9, 33. [Google Scholar] [CrossRef]
- Lee, M.; Choi, Y.; Sugio, K.; Matsugi, K.; Sasaki, G. Effect of aluminum carbide on thermal conductivity of the unidirectional CF/Al composites fabricated by low pressure infiltration process. Compos. Sci. Technol. 2014, 97, 1–5. [Google Scholar] [CrossRef]
- Evans, A.G. The mechanical properties of reinforced ceramic, metal and intermetallic matrix composites. Mater. Sci. Eng. A 1991, 143, 63–76. [Google Scholar] [CrossRef]
- Mileiko, S.T. Metal and Ceramic Based Composites; Elsevier: Amsterdam, The Netherlands, 1997; ISBN 9780444828149. [Google Scholar]
- 3M. Available online: https://multimedia.3m.com/mws/media/480556O/3mtm-accr-technical-summary-metric-units.pdf (accessed on 28 May 2021).
- Rea, S.N. Czochralski silicon pull rate limits. J. Cryst. Growth 1981, 54, 267–274. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CIPA, % vol. | MR | Csalt, g/L | pH | J, mA/cm2 | τ, min |
|---|---|---|---|---|---|
| 67 | 62 | 20 | 2.23 | 5.3 | 0.1–1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galyshev, S. On the Strength of the CF/Al-Wire Depending on the Fabrication Process Parameters: Melt Temperature, Time, Ultrasonic Power, and Thickness of Carbon Fiber Coating. Metals 2021, 11, 1006. https://doi.org/10.3390/met11071006
Galyshev S. On the Strength of the CF/Al-Wire Depending on the Fabrication Process Parameters: Melt Temperature, Time, Ultrasonic Power, and Thickness of Carbon Fiber Coating. Metals. 2021; 11(7):1006. https://doi.org/10.3390/met11071006
Chicago/Turabian StyleGalyshev, Sergei. 2021. "On the Strength of the CF/Al-Wire Depending on the Fabrication Process Parameters: Melt Temperature, Time, Ultrasonic Power, and Thickness of Carbon Fiber Coating" Metals 11, no. 7: 1006. https://doi.org/10.3390/met11071006
APA StyleGalyshev, S. (2021). On the Strength of the CF/Al-Wire Depending on the Fabrication Process Parameters: Melt Temperature, Time, Ultrasonic Power, and Thickness of Carbon Fiber Coating. Metals, 11(7), 1006. https://doi.org/10.3390/met11071006