
Effects of Al-Si Coating on Static and Dynamic Strength of Spot-Welded Hot-Stamping Steel Joints




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Specifications
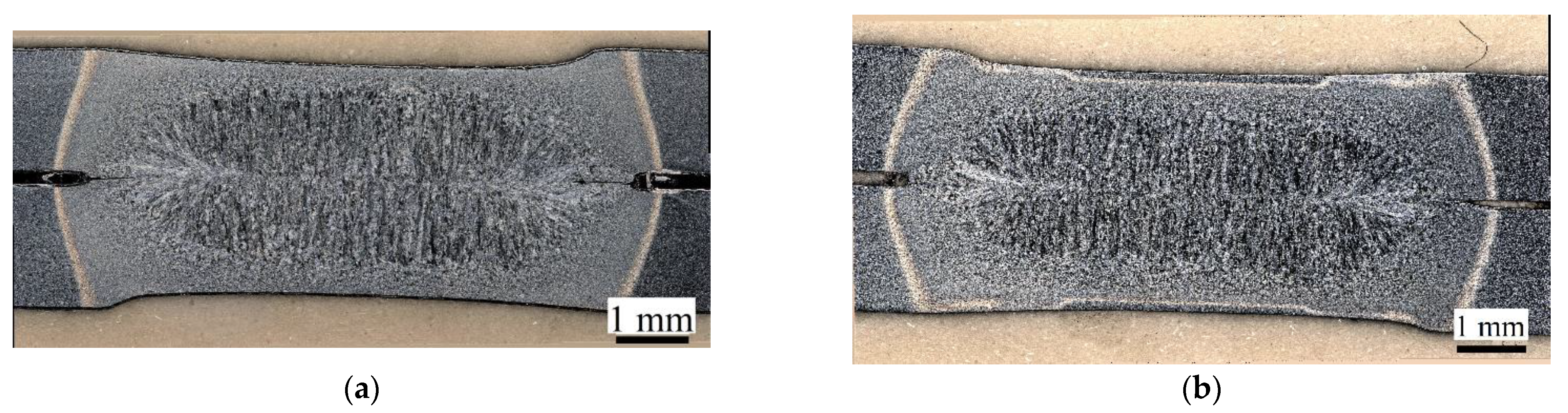
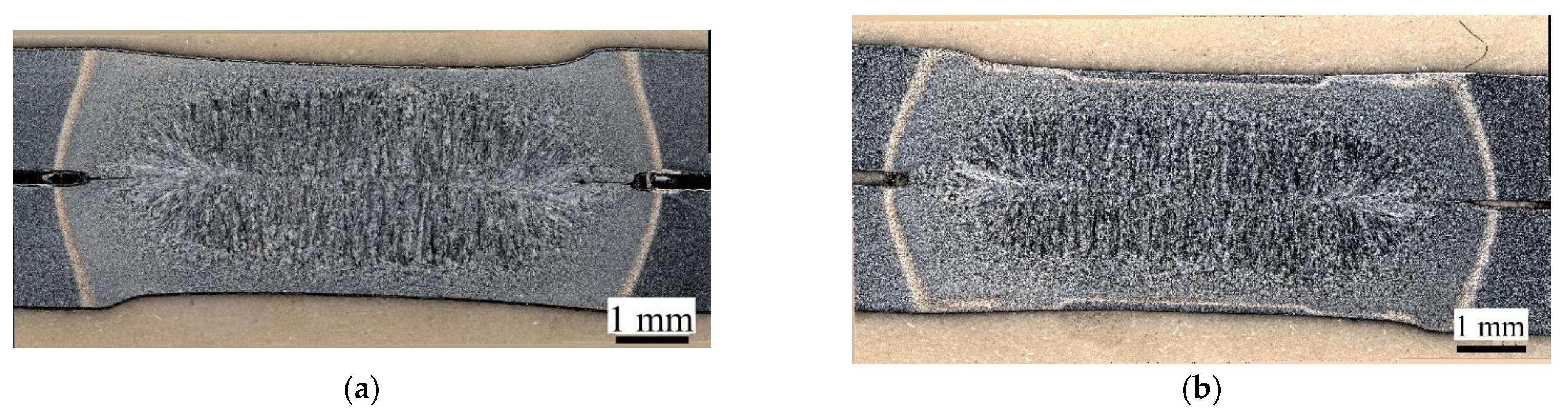
2.2. Microstructure
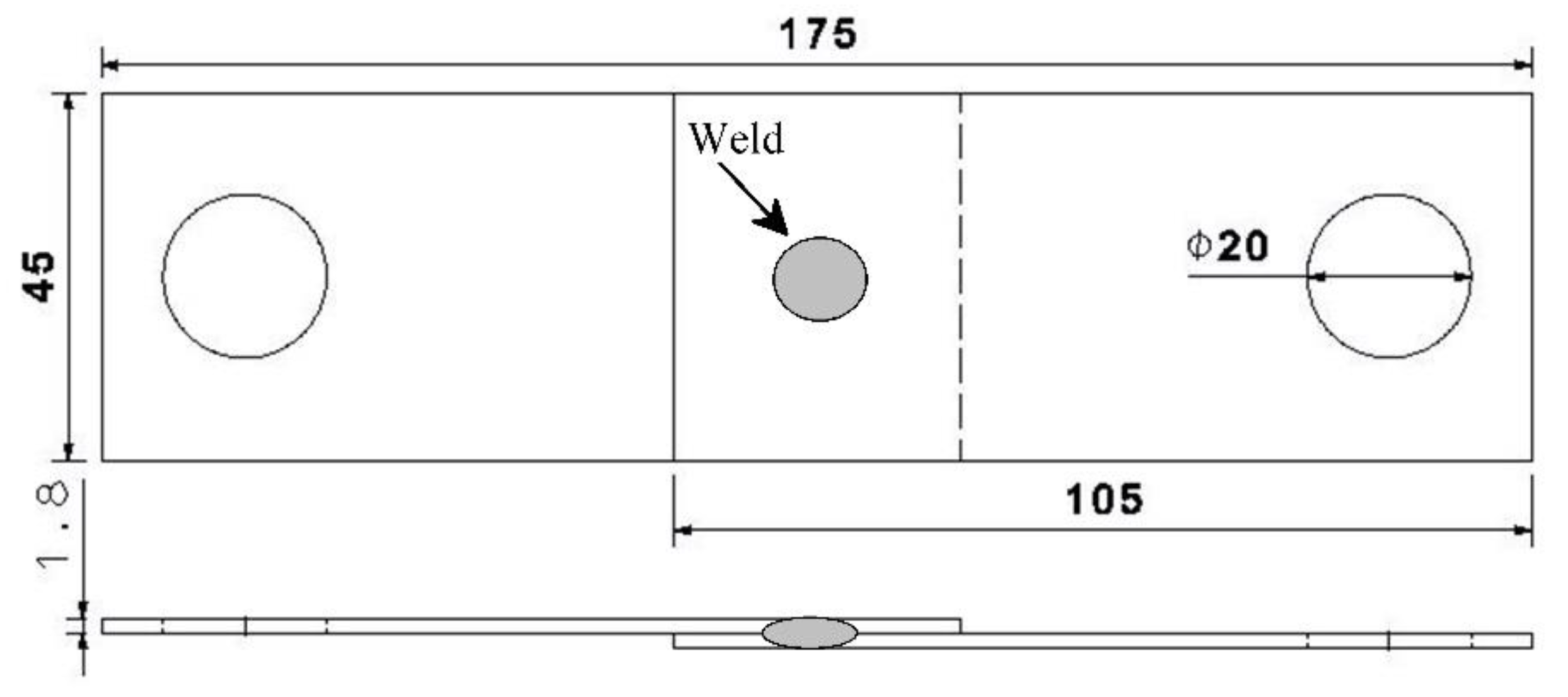
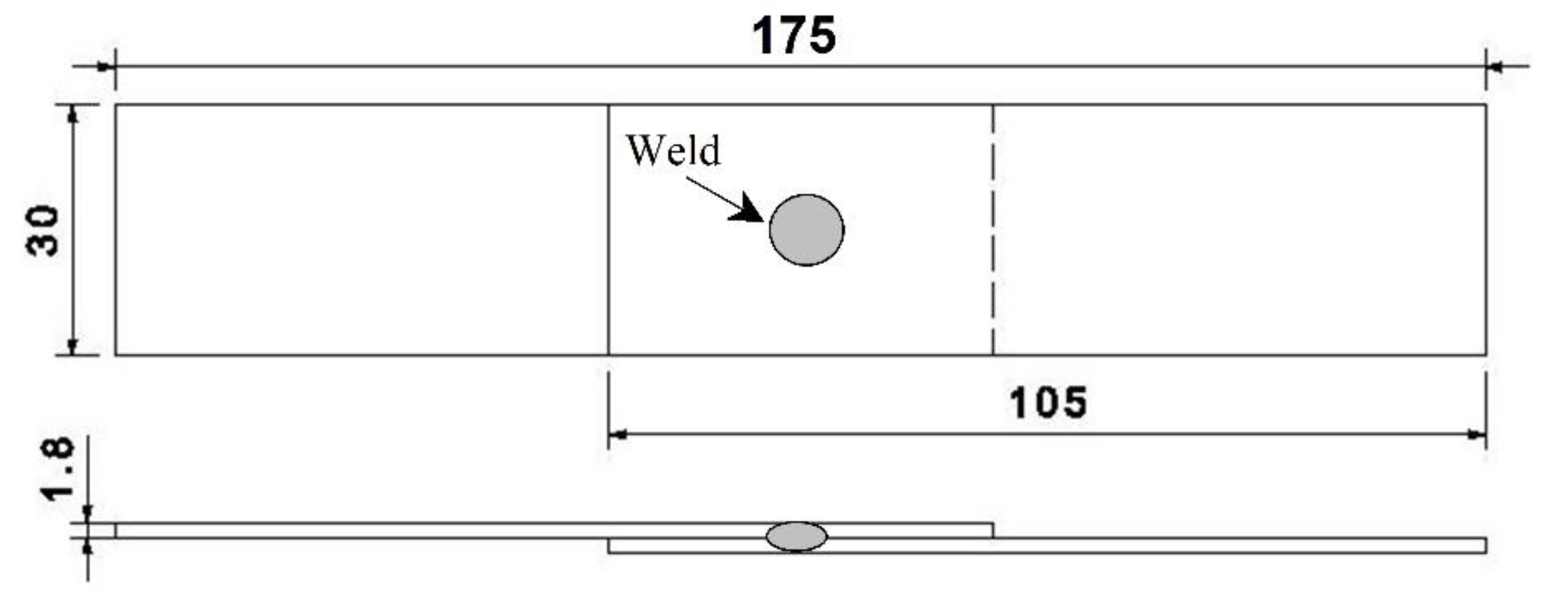
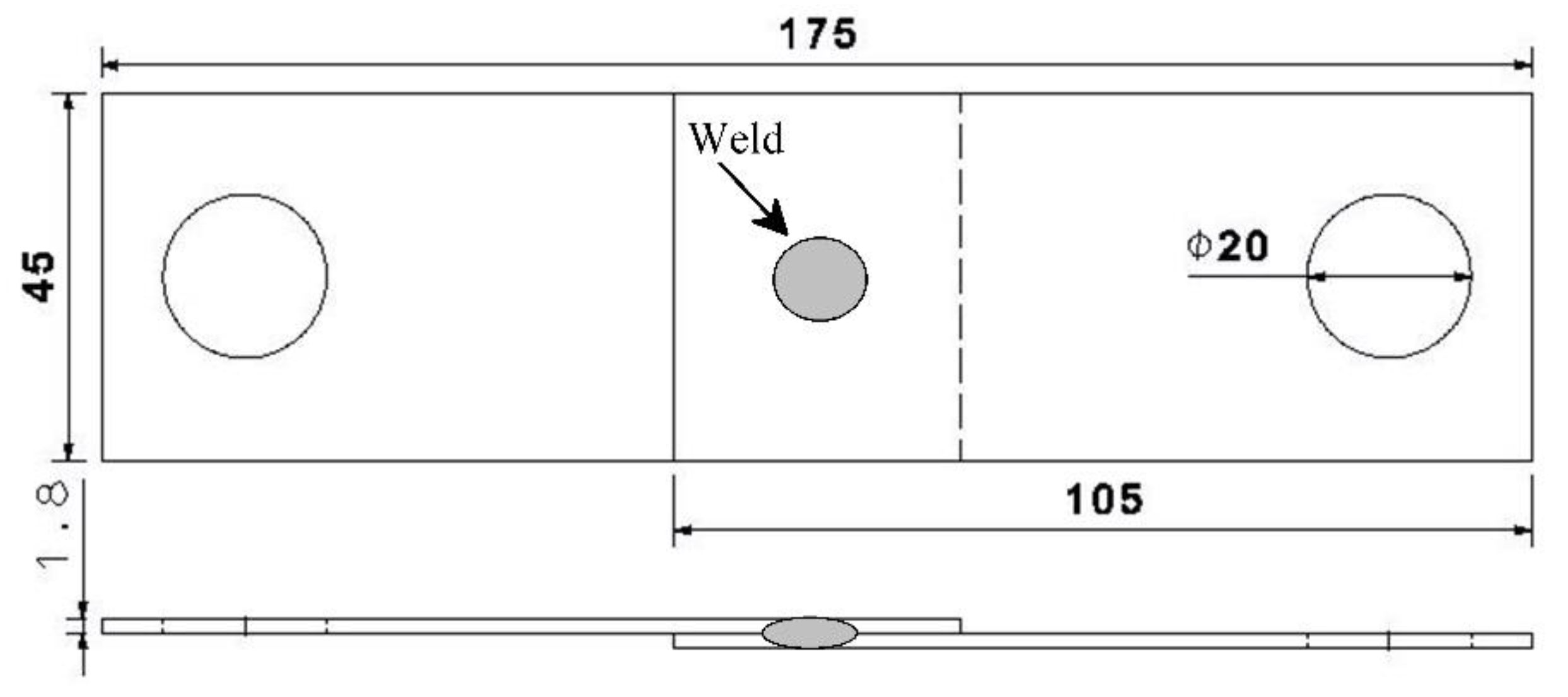
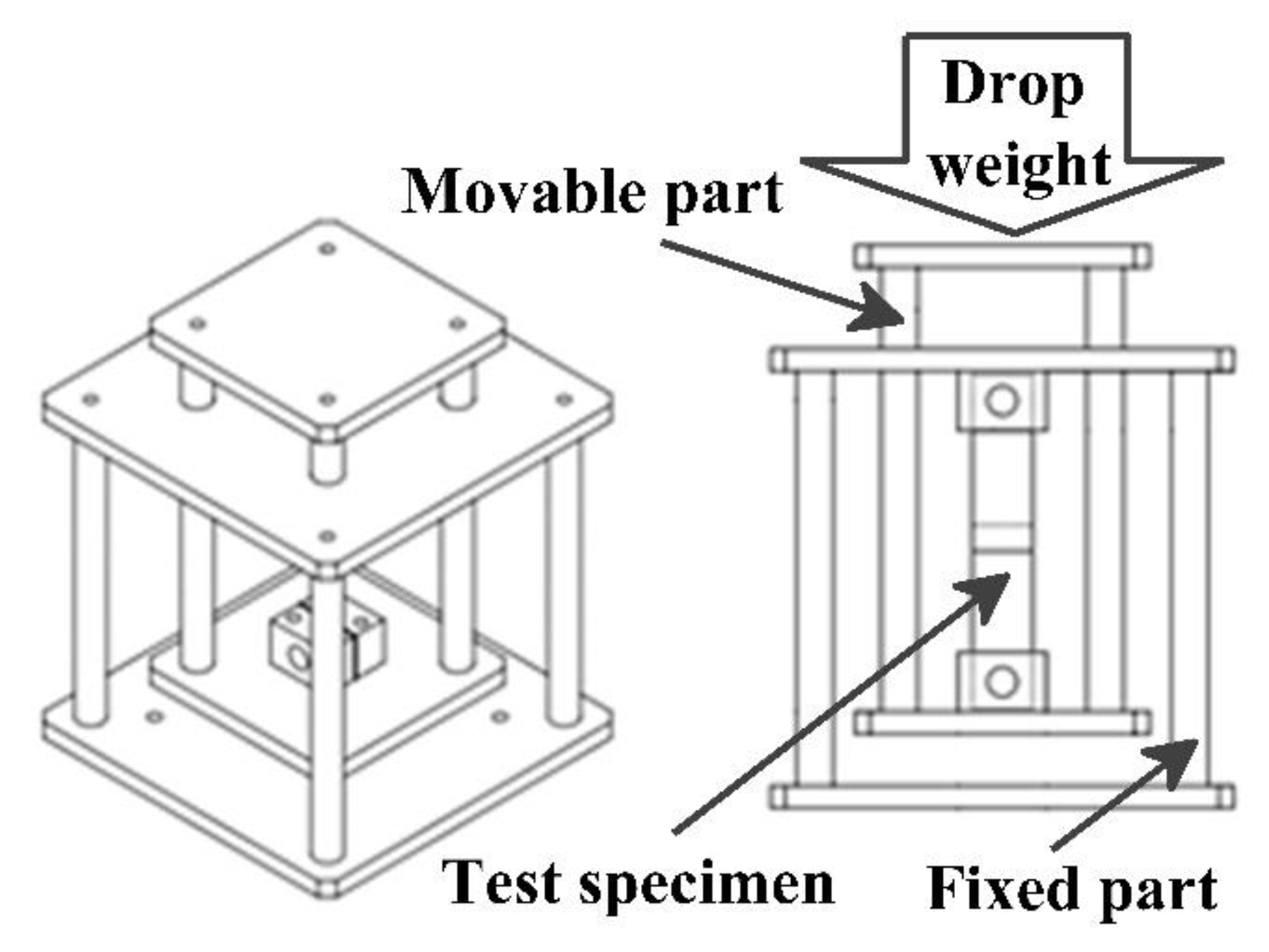
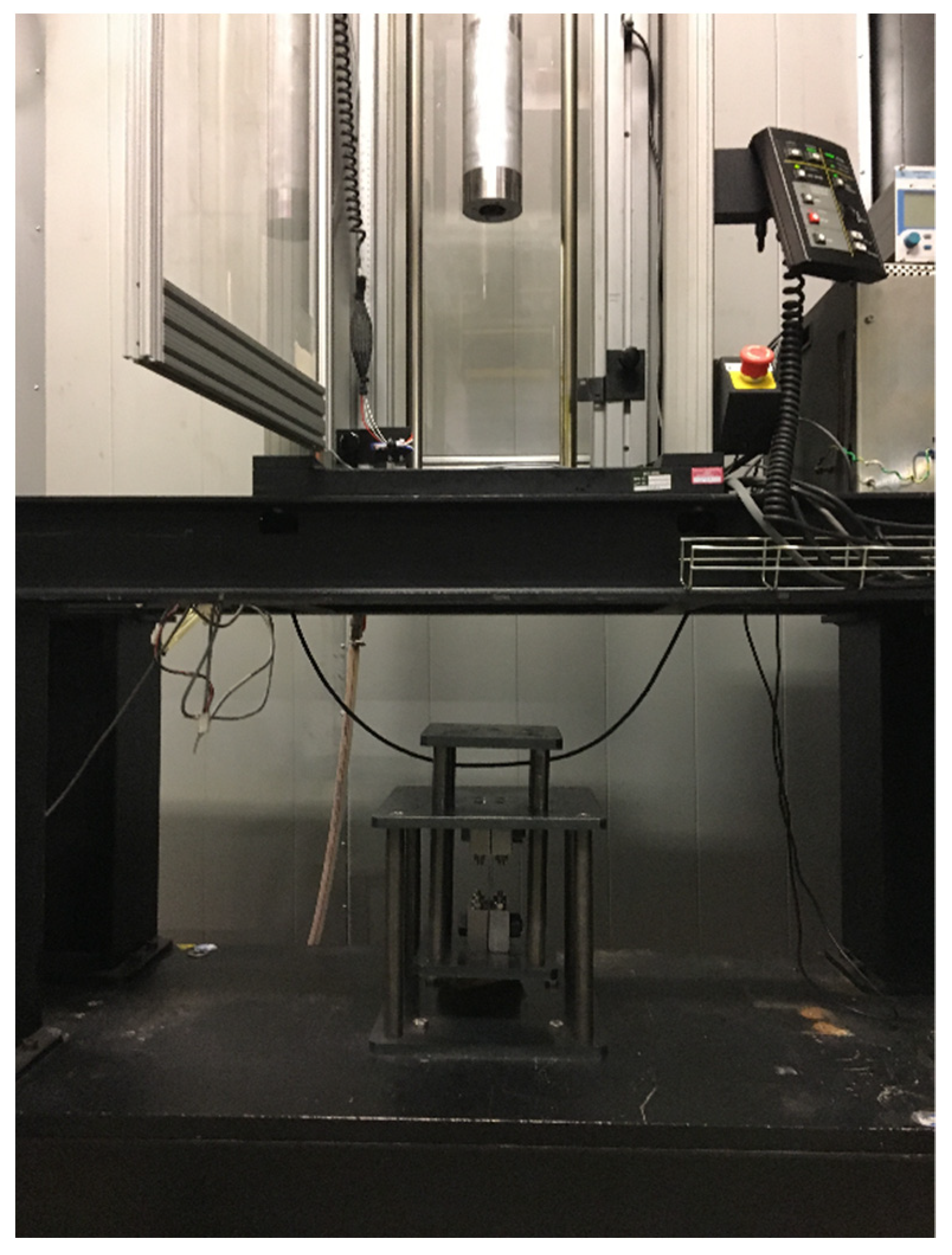
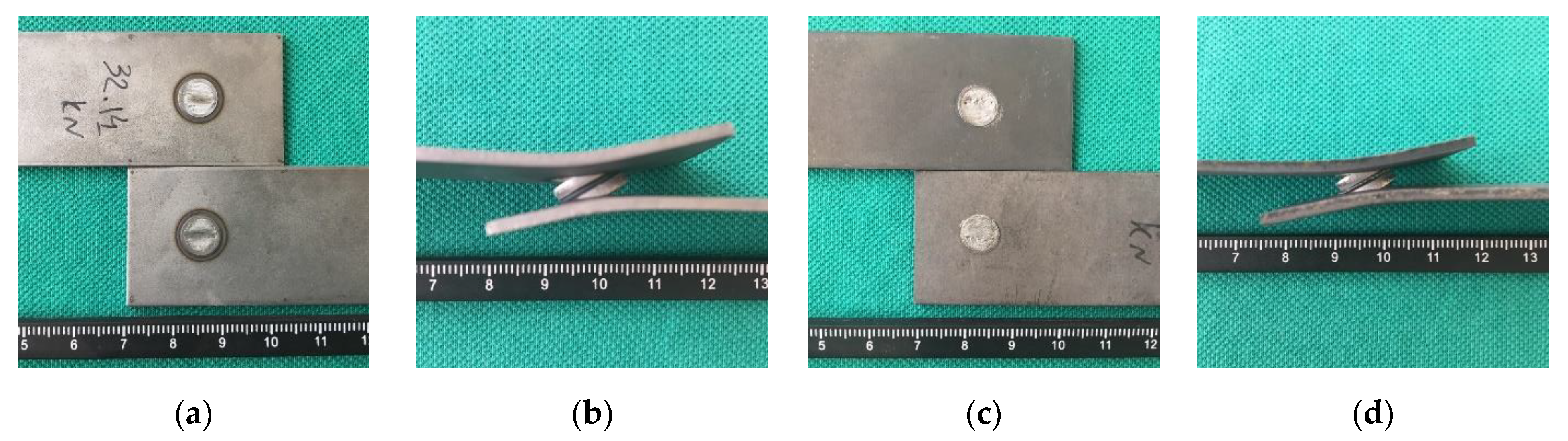
2.3. Mechanical Tests
3. Results and Discussion
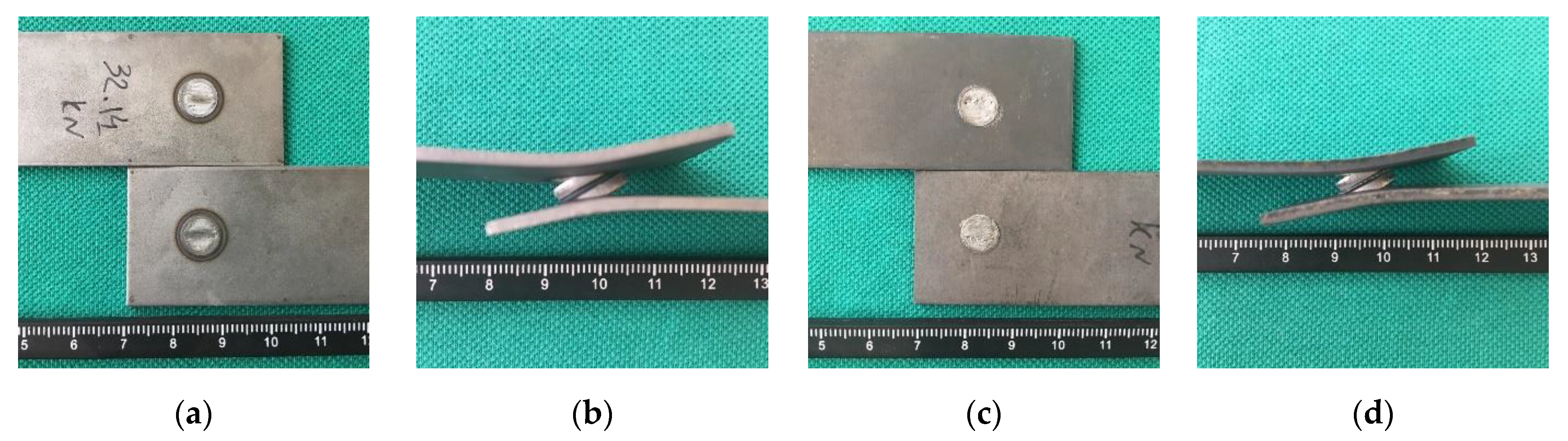
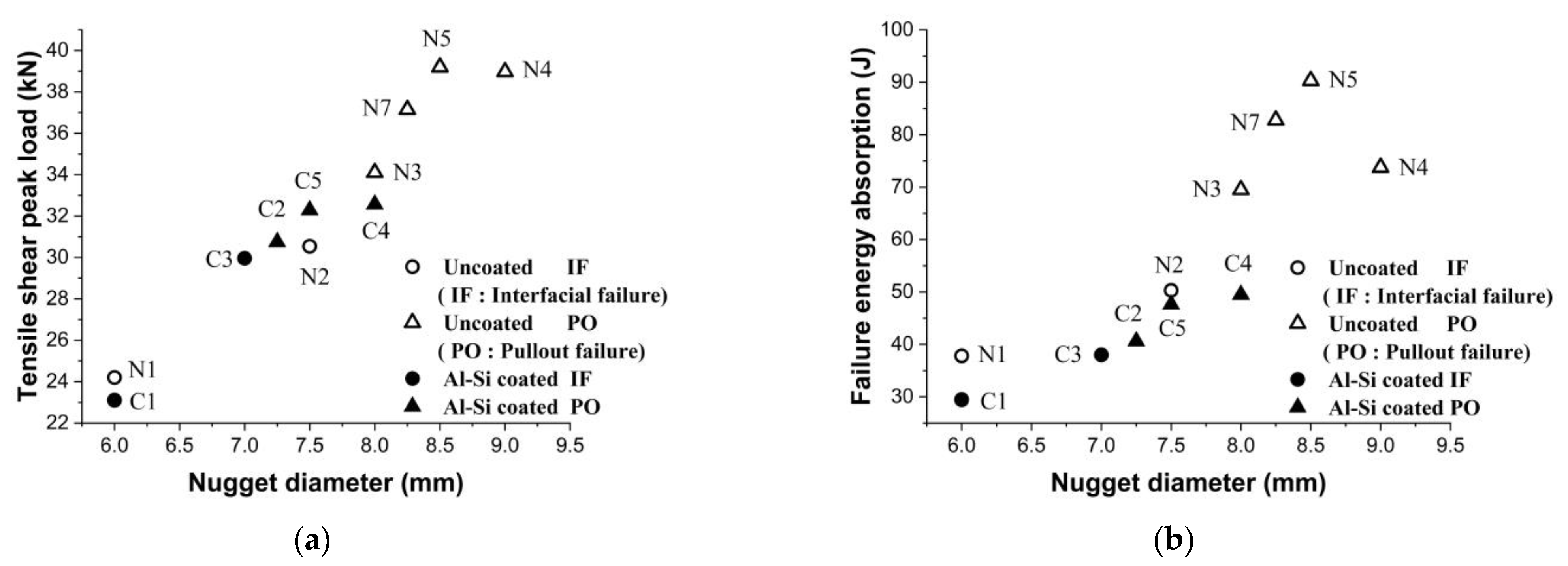
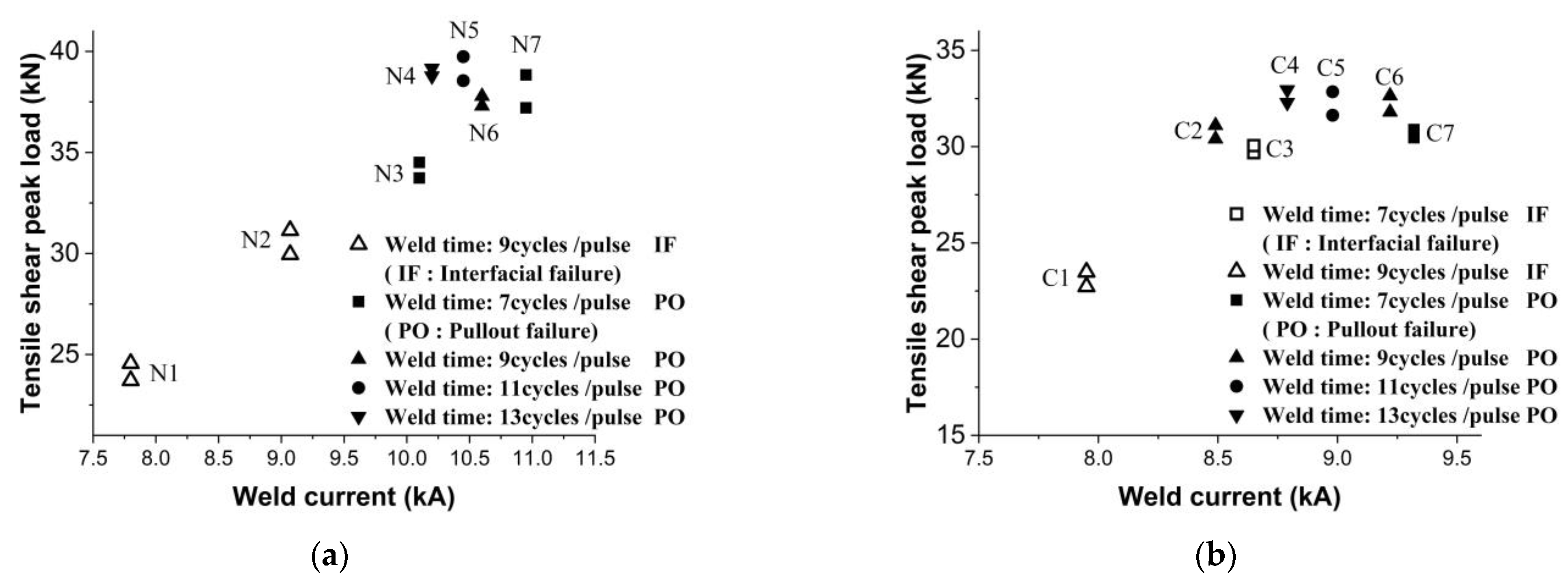
3.1. Tensile Shear Failure Loads
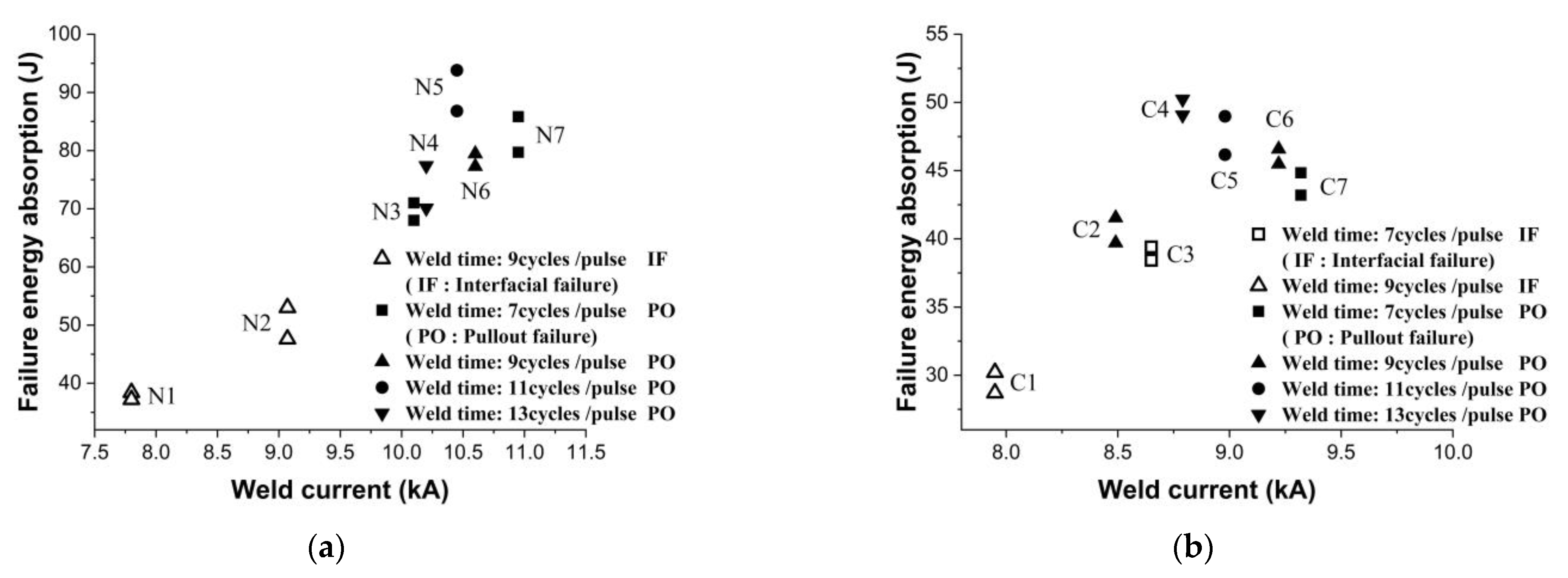
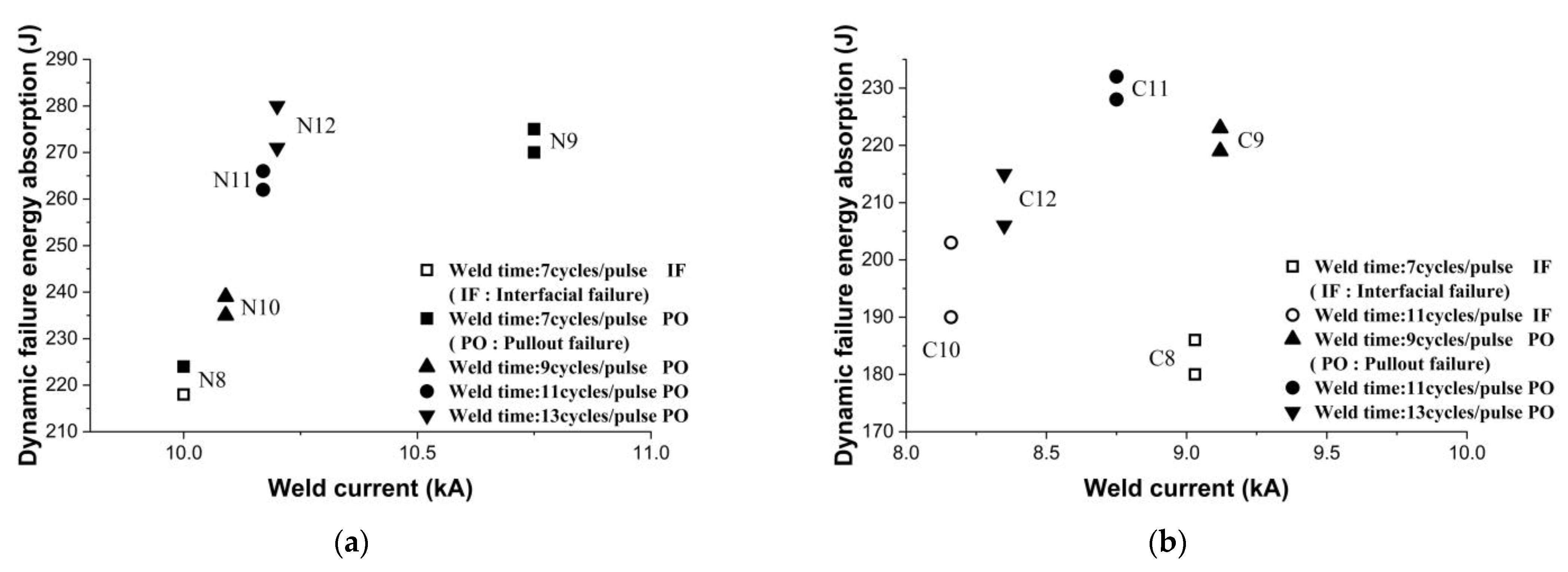
3.2. Failure Energy Absorption
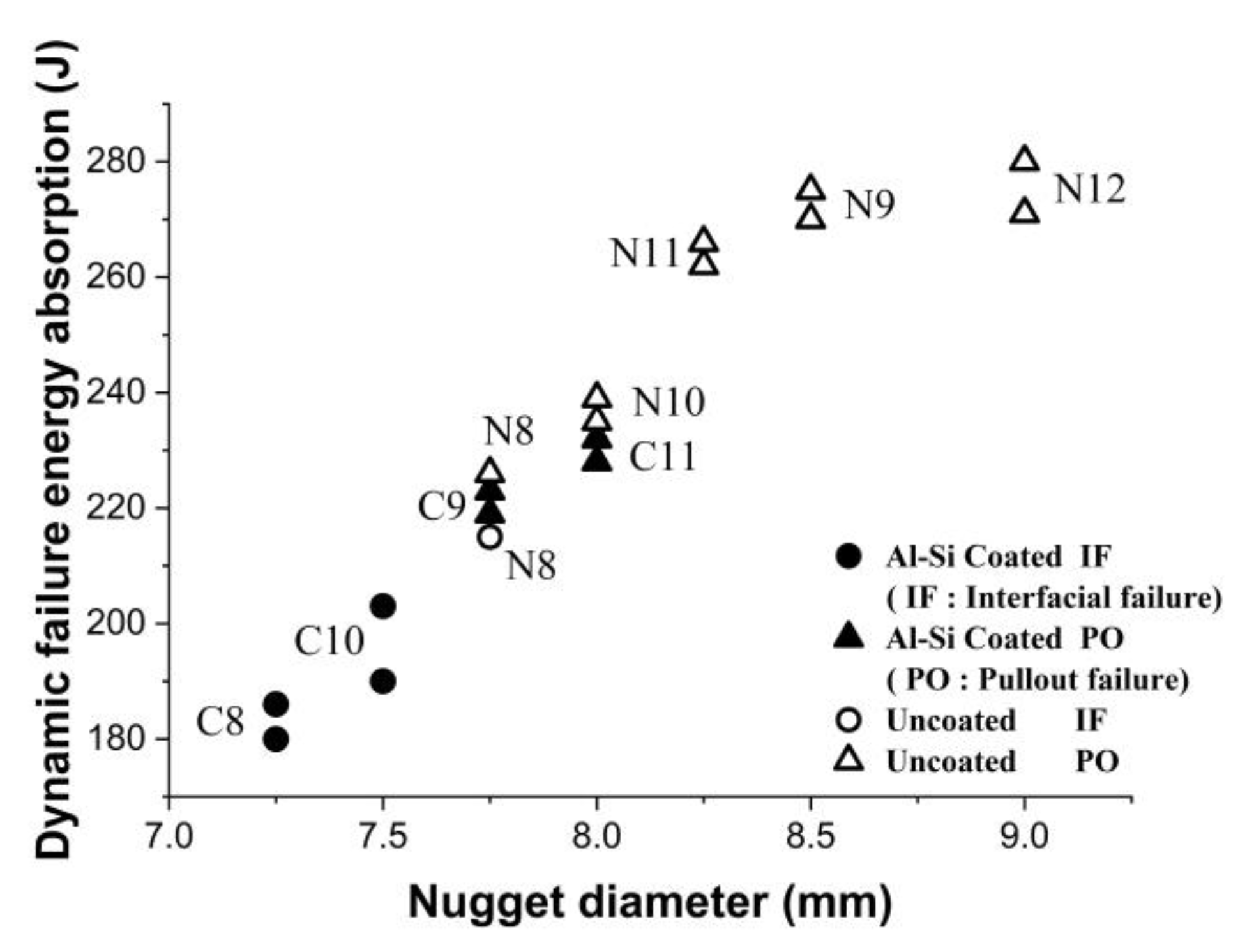
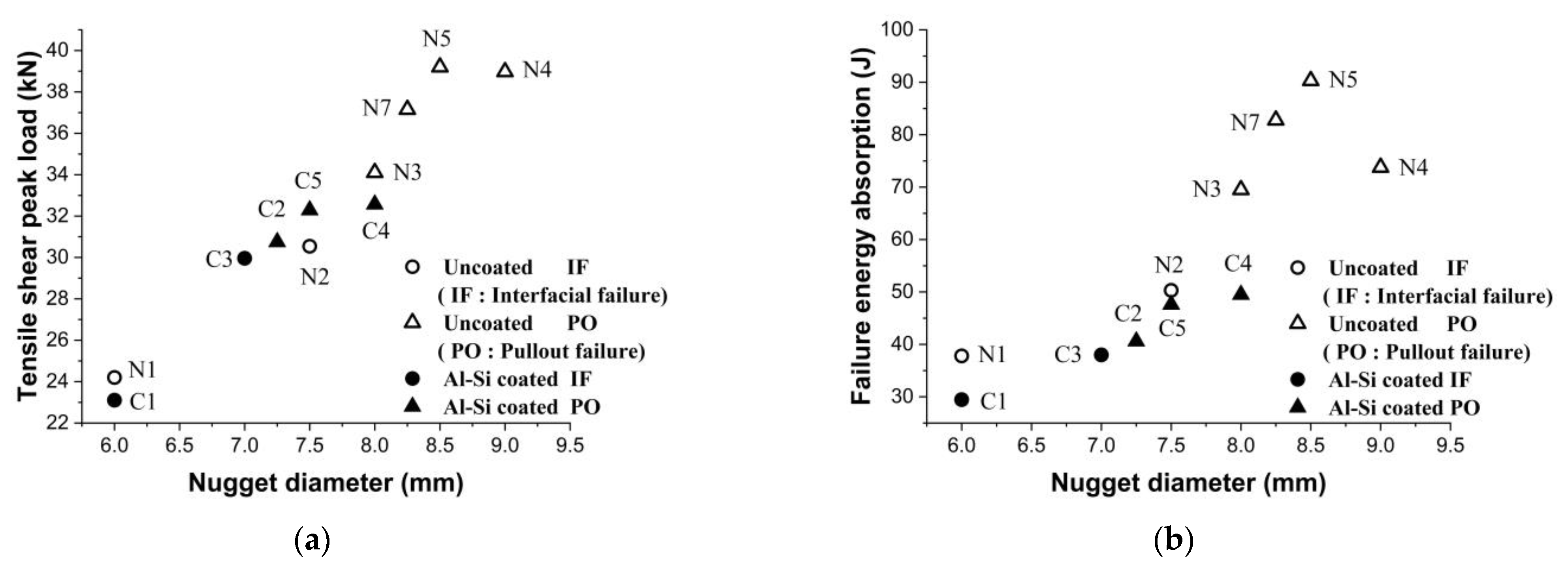
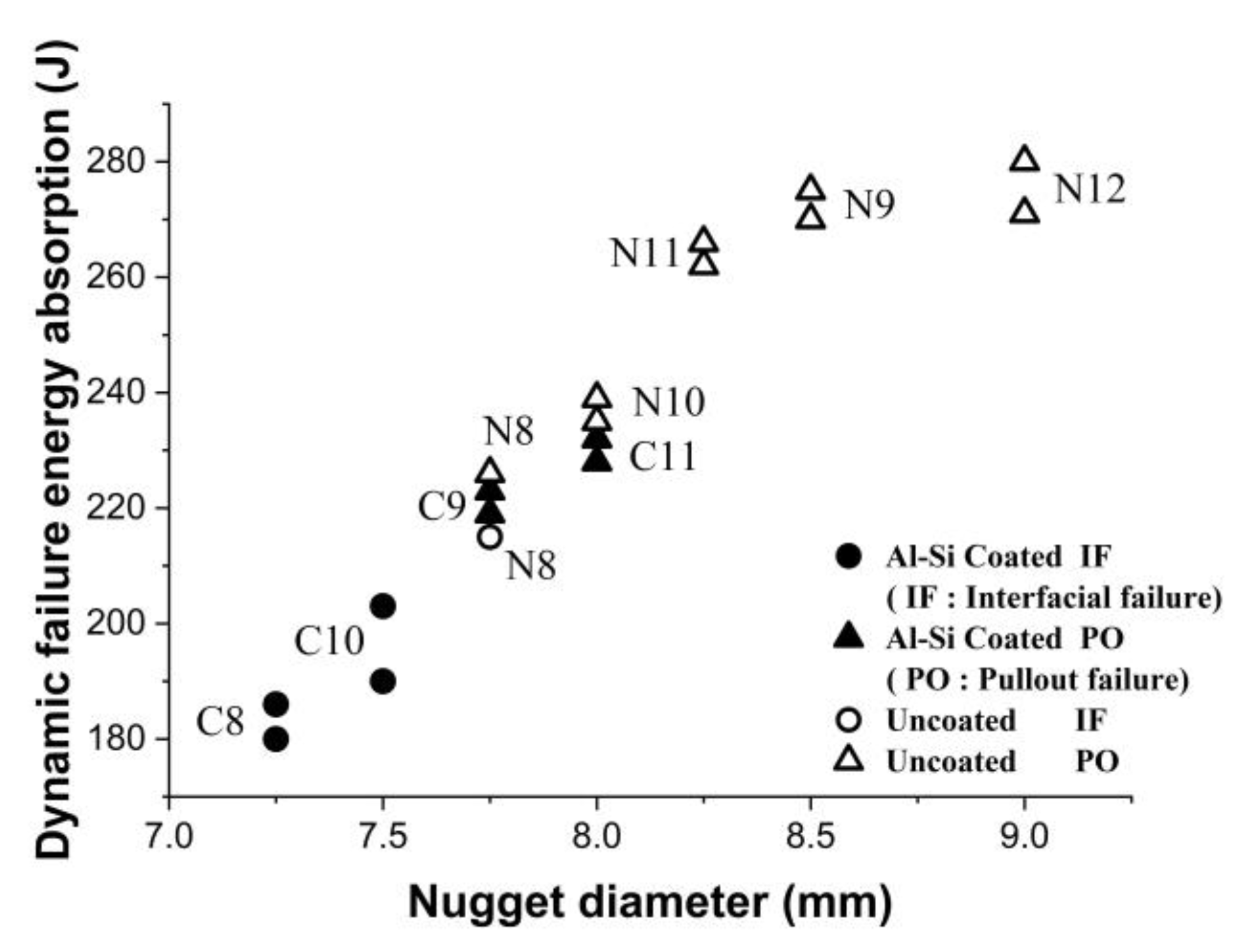
3.3. Correlation of Nugget Diameter on Tensile Failure Load and Failure Energy Absorption
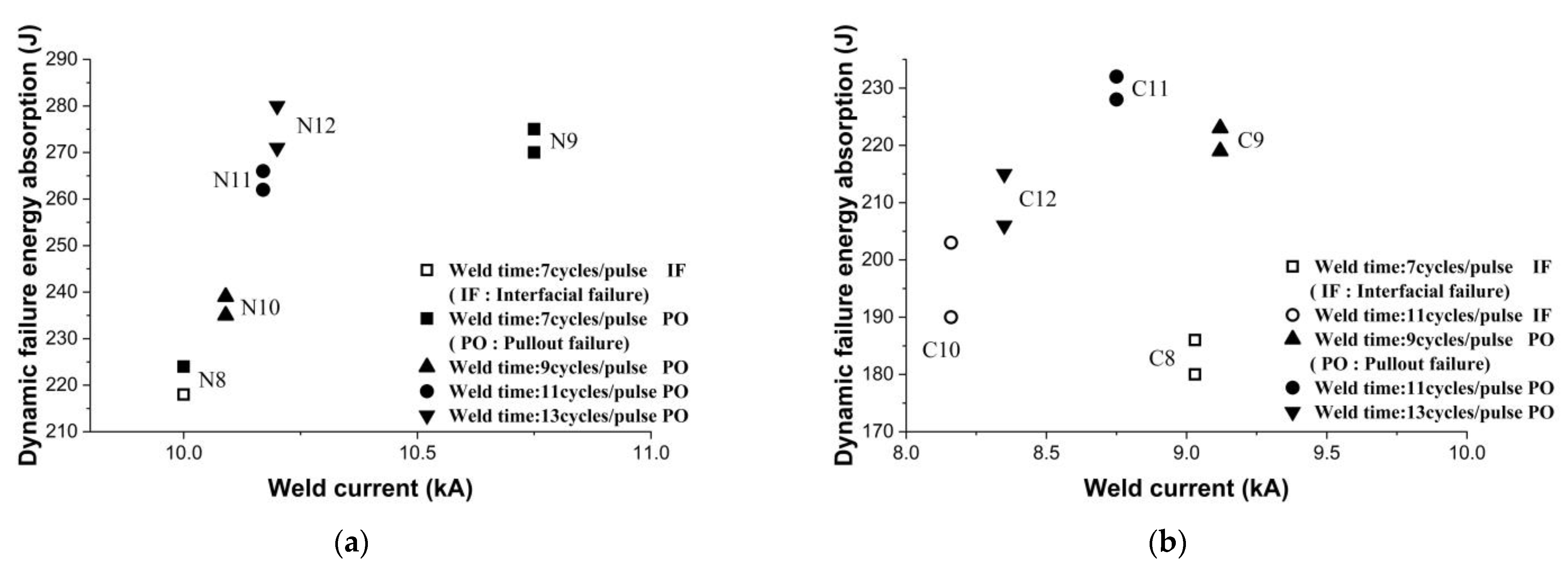
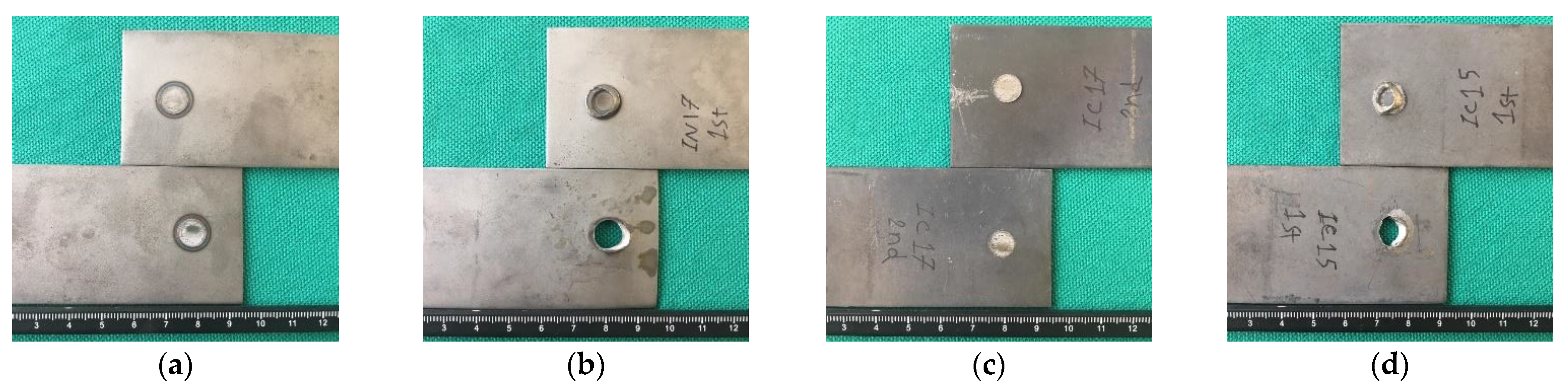
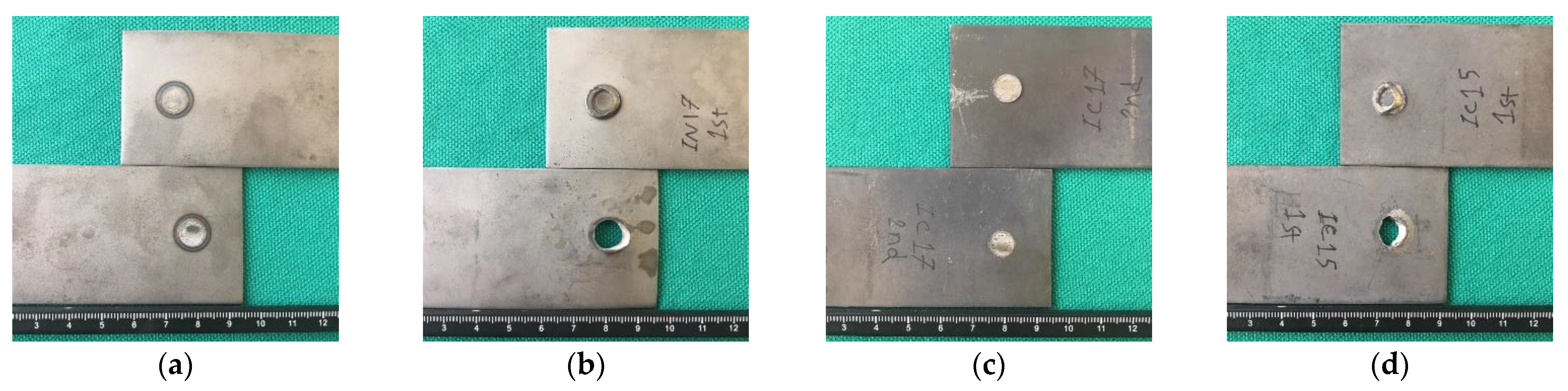
3.4. Impact Test Results
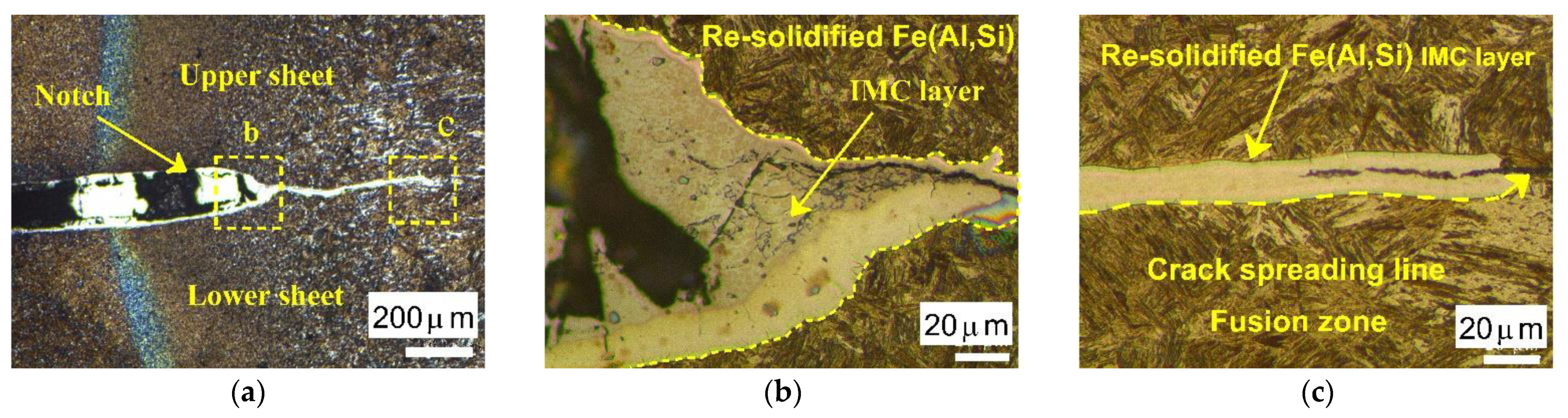
3.5. Effects of Al-Si Coating on Mechanical Behavior of Welded Joint
4. Conclusions
- The static tensile shear failure load of RSW joints of coated and uncoated steels increases with an increasing welding current and time;
- After RSW of hot-stamped Al-Si coated steels, the coating tends to melt and create Al-Fe intermetallic phases at the welding zone which causes a decrease in the welded joint strength;
- Because of the aggregation of molten Al-Si in the edge of the weld nugget, the static tensile failure load and dynamic failure energy absorption of Al-Si coated steel is lower than uncoated steel, and the risk of changing failure mode from Po to IF increases in dynamic tests;
- The maximum tensile shear failure load of welded joints for uncoated steel is 39.7 kN while it is 33.0 kN for Al-Si coated steel;
- The maximum dynamic failure energy absorption obtained for welded joints of uncoated steel is 280 J, while it is 232 J for Al-Si coated steel;
- Due to a lower tensile shear failure capacity, failure energy absorption, and high probability of IF failure for Al-Si coated, the tensile strength behavior of welded joints is worse for Al-Si coated hot-stamped steel than uncoated steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bayraktar, E.; Kaplan, D.; Buirette, C.; Grumbach, M. Application of impact tensile testing to welded thin sheets. J. Mater. Process. Technol. 2004, 145, 27–39. [Google Scholar] [CrossRef]
- Xing, Z.; Bao, J.; Yang, Y. Numerical simulation of hot stamping of quenchable boron steel. Mater. Sci. Eng. A 2009, 499, 28–31. [Google Scholar] [CrossRef]
- Brauser, S.; Pepke, L.-A.; Weber, G.; Rethmeier, M. Deformation behaviour of spot-welded high strength steels for automotive applications. Mater. Sci. Eng. A 2010, 527, 7099–7108. [Google Scholar] [CrossRef]
- Zhang, H.; Senkara, J. Resistance Welding: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S.; Sgarabotto, F.; Bariani, P. Tribological performances of Zn-based coating in direct hot stamping. Tribol. Int. 2014, 78, 142–151. [Google Scholar] [CrossRef]
- Cha, J. A Study on Resistance Spot Weldability of Aluminum Coated Sheet Steels. Master’s Thesis, Pukyong National University, Busan, Korea, 2002. [Google Scholar]
- Cheon, J.Y.; Vijayan, V.; Murgun, S.; Park, Y.D.; Kim, J.H.; Yu, J.Y.; Ji, C. Optimization of pulsed current in resistance spot welding of Zn-coated hot-stamped boron steels. J. Mech. Sci. Technol. 2019, 33, 1615–1621. [Google Scholar] [CrossRef]
- Ji, C.-W.; Jo, I.; Lee, H.; Choi, I.-D.; Kim, Y.D.; Park, Y.-D. Effects of surface coating on weld growth of resistance spot-welded hot-stamped boron steels. J. Mech. Sci. Technol. 2014, 28, 4761–4769. [Google Scholar] [CrossRef]
- Ighodaro, O.; Biro, E.; Zhou, Y. Comparative effects of Al-Si and galvannealed coatings on the properties of resistance spot welded hot stamping steel joints. J. Mater. Process. Technol. 2016, 236, 64–72. [Google Scholar] [CrossRef]
- Sun, X.; Khaleel, M.A. Dynamic strength evaluations for self-piercing rivets and resistance spot welds joining similar and dissimilar metals. Int. J. Impact Eng. 2007, 34, 1668–1682. [Google Scholar] [CrossRef]
- Chao, Y. Failure mode of spot welds: Interfacial versus pullout. Sci. Technol. Weld. Join. 2003, 8, 133–137. [Google Scholar]
- Choi, H.-S.; Park, G.-H.; Lim, W.-S.; Kim, B.-M. Evaluation of weldability for resistance spot welded single-lap joint between GA780DP and hot-stamped 22MnB5 steel sheets. J. Mech. Sci. Technol. 2011, 25, 1543. [Google Scholar] [CrossRef]
- Zhang, H.; Qiu, X.; Xing, F.; Bai, J.; Chen, J. Failure analysis of dissimilar thickness resistance spot welded joints in dual-phase steels during tensile shear test. Mater. Des. 2014, 55, 366–372. [Google Scholar] [CrossRef]
- Zhang, K.; Wu, L.; Tan, C.; Sun, Y.; Chen, B.; Song, X. Influence of Al-Si coating on resistance spot welding of Mg to 22MnB5 boron steel. J. Mater. Process. Technol. 2019, 271, 23–35. [Google Scholar] [CrossRef]
- Li, Y.; Cui, X.; Luo, Z.; Ao, S. Microstructure and tensile-shear properties of resistance spot welded 22MnMoB hot-stamping annealed steel. J. Mater. Eng. Perform. 2017, 26, 424–430. [Google Scholar] [CrossRef]
- Liang, X.; Yuan, X.; Wang, H.; Li, X.; Li, C.; Pan, X. Microstructure, mechanical properties and failure mechanisms of resistance spot welding joints between ultra high strength steel 22MnB5 and galvanized steel HSLA350. Int. J. Precis. Eng. Manuf. 2016, 17, 1659–1664. [Google Scholar] [CrossRef]
- Paveebunvipak, K.; Uthaisangsuk, V. Characterization of static performance and failure of resistance spot welds of high-strength and press-hardened steels. J. Mater. Eng. Perform. 2019, 28, 2017–2028. [Google Scholar] [CrossRef]
- Tan, N.; Hong, J.; Lei, M.; Jin, X.; Zheng, H.; Luo, Z. Tensile-shear fracture behaviour of resistance spot-welded hot stamping sheet steel with Al–Si coating. Sci. Technol. Weld. Join. 2020, 25, 525–534. [Google Scholar] [CrossRef]
- Chen, R.; Zhang, C.; Lou, M.; Li, Y.; Carlson, B.E. Effect of Al-Si coating on weldability of press-hardened steels. J. Mater. Eng. Perform. 2020, 29, 626–636. [Google Scholar] [CrossRef]
- Fuan, H.; Mingtu, M.; Jianping, L.; Guodong, W. State of the art of impact testers for spot welds. Sci. Eng. 2014, 1, 59–66. [Google Scholar]
- Ding, Y.; Shen, Z.; Gerlich, A. Refill friction stir spot welding of dissimilar aluminum alloy and AlSi coated steel. J. Manuf. Process. 2017, 30, 353–360. [Google Scholar] [CrossRef]
- Cao, X.; Yi, Z.; Xu, C.; Luo, Z.; Duan, J.A. Study on laser/DP-MIG hybrid welding-brazing of aluminum to Al-Si coated boron steel. J. Manuf. Process. 2021, 64, 333–340. [Google Scholar] [CrossRef]
- Institurion, B.S. BS EN ISO 14273: 2001 Specimen Dimensions and Procedure for Shear Testing Resistance Spot, Seam and Embossed Projection Welds; ISO: Geneva, Switzerland, 2001. [Google Scholar]
- Chao, Y.J.; Wang, K.; Miller, K.; Zhu, X.-K. Dynamic separation of resistance spot welded joints: Part I—Experiments. Exp. Mech. 2010, 50, 889–900. [Google Scholar] [CrossRef]
- Welding, R.S. Projection Welds-Destructive Testing of Welds-Specimen Dimensions and Procedure for Impact Shear Test and Cross-Tension Testing; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- American Welding Society. Test Methods for Evaluating the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials; American Welding Society: Miami, FL, USA, 2012. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Chemical Composition (wt%) | |||||
|---|---|---|---|---|---|---|
| Fe | C | Mn | Si | Cr | B | |
| Uncoated Usibor1500 | 98 | 0.25 | 1.14 | 0.27 | 0.19 | 0.003 |
| Al-Si Coated Usibor1500 | 98 | 0.23 | 1.14 | 0.27 | 0.18 | 0.003 |
| Sample Number | Coating | Force (kN) | Current (kA) | Pulses | Weld Time (Cycles) | Cooling Time (Cycles) |
|---|---|---|---|---|---|---|
| C1 | Y | 5.7 | 7.95 | 3 | 9 | 2 |
| C2 | Y | 5.7 | 8.49 | 3 | 9 | 2 |
| C3 | Y | 5.7 | 8.65 | 3 | 7 | 2 |
| C4 | Y | 5.7 | 8.79 | 3 | 13 | 2 |
| C5 | Y | 5.7 | 8.98 | 3 | 11 | 2 |
| C6 | Y | 5.7 | 9.22 | 3 | 9 | 2 |
| C7 | Y | 5.7 | 9.32 | 3 | 7 | 2 |
| N1 | N | 5.7 | 7.8 | 3 | 9 | 2 |
| N2 | N | 5.7 | 9.07 | 3 | 9 | 2 |
| N3 | N | 5.7 | 10.1 | 3 | 7 | 2 |
| N4 | N | 5.7 | 10.2 | 3 | 13 | 2 |
| N5 | N | 5.7 | 10.45 | 3 | 11 | 2 |
| N6 | N | 5.7 | 10.6 | 3 | 9 | 2 |
| N7 | N | 5.7 | 10.95 | 3 | 7 | 2 |
| Sample Number | Coating | Force (kN) | Current (kA) | Pulses | Weld Time (Cycles) | Cooling Time (Cycles) |
|---|---|---|---|---|---|---|
| C8 | Y | 5.7 | 9.03 | 3 | 7 | 2 |
| C9 | Y | 5.7 | 9.12 | 3 | 9 | 2 |
| C10 | Y | 5.7 | 8.16 | 3 | 11 | 2 |
| C11 | Y | 5.7 | 8.75 | 3 | 11 | 2 |
| C12 | Y | 5.7 | 8.35 | 3 | 13 | 2 |
| N8 | N | 5.7 | 10 | 3 | 7 | 2 |
| N9 | N | 5.7 | 10.75 | 3 | 7 | 2 |
| N10 | N | 5.7 | 10.09 | 3 | 9 | 2 |
| N11 | N | 5.7 | 10.17 | 3 | 11 | 2 |
| N12 | N | 5.7 | 10.2 | 3 | 13 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Afzal, A.; Hamedi, M.; Nielsen, C.V. Effects of Al-Si Coating on Static and Dynamic Strength of Spot-Welded Hot-Stamping Steel Joints. Metals 2021, 11, 976. https://doi.org/10.3390/met11060976
Afzal A, Hamedi M, Nielsen CV. Effects of Al-Si Coating on Static and Dynamic Strength of Spot-Welded Hot-Stamping Steel Joints. Metals. 2021; 11(6):976. https://doi.org/10.3390/met11060976
Chicago/Turabian StyleAfzal, Ali, Mohsen Hamedi, and Chris Valentin Nielsen. 2021. "Effects of Al-Si Coating on Static and Dynamic Strength of Spot-Welded Hot-Stamping Steel Joints" Metals 11, no. 6: 976. https://doi.org/10.3390/met11060976
APA StyleAfzal, A., Hamedi, M., & Nielsen, C. V. (2021). Effects of Al-Si Coating on Static and Dynamic Strength of Spot-Welded Hot-Stamping Steel Joints. Metals, 11(6), 976. https://doi.org/10.3390/met11060976