Abstract
In this work, a Al-Cu-Li alloy plate with outstanding mechanical properties was successfully prepared with electromagnetic twin-roll casting (TRC) technology. The microstructure of Al-Cu-Li alloy manufactured by conventional mold casting, TRC, and electromagnetic TRC was studied in detail. The action mechanism of electromagnetic oscillation field (EOF) in the TRC process was studied by systematic experimental characterization and numerical simulation. The results show that the EOF will enlarge the circumfluence area in the cast-rolling zone, accelerate the mass transfer and heat transfer in the molten pool, and make the solute field and flow field in the liquid cavity tend to be evenly distributed. Further, the introduction of the EOF will produce the electromagnetic body force F with the maximum strength of 14 N/m3. The F acting on the solidification front will eliminate the accumulation and deposition of Cu2+, Li+, Mg2+, Zn2+, Mn2+ at the dendrite tip and inhibit the growth of dendrites. At the same time, the F can refine the microstructure of the TRC plate, promote the formation of equiaxed crystals, improve the supersaturated solid solubility of solute elements in the α(Al) matrix, and avoid the appearance of obvious solute segregation area or the formation of excessive solute enrichment area. Therefore, the macro-segregation in TRC plate was significantly reduced, the solidification structure was dramatically refined, and the comprehensive properties of the alloy were remarkably improved.
1. Introduction
Compared with conventional Al alloys, Al-Li alloys have the advantages of low density, high specific strength, and high specific stiffness, which make them extensively used in the aerospace and military fields [1,2,3,4]. Al-Cu-Li alloys have not only the above excellent properties of Al-Li alloys, but also excellent fracture toughness, weldability, and corrosion resistance [5,6]. Therefore, Al-Cu-Li alloys have become the most potential alloy series in the 3rd generation of Al-Li alloys. Moreover, these alloys have been widely used in industry. For instance, Al-Cu-Li alloy AA2099 extrusion parts, strips, and forge pieces can supersede 7xxx, 6xxx, and 2xxx Al alloys and other traditional Al alloys in the application of dynamic and static loaded fuselage structure and aircraft lower wing truss [7]. Al-Cu-Li alloy AA2195-T83 extrusion replaced 7050-T7451 in the internal fuselage structure of the Airbus A380 [8].
Compared with other metals, the density of Al is very low, only 2.70 g/cm3, hence few metals can bring a further weight reduction. Si (2.33 g/cm3), Be (1.848 g/cm3), Mg (1.738 g/cm3), and Li (0.534 g/cm3) are the only four kinds of metal elementary substance with a lighter density than Al [9]. Among these metals, only Mg and Li can dissolve well in the Al matrix and form a stable solid solution, but the stiffness and anticorrosion of the Al-Mg alloys is poor [10]. However, Al-Li alloys with high stiffness and strength can be formed by adding Li into Al melt, and Li is the lightest metal elementary substance, which provides the best weight reduction effect.
However, the addition of Li brings not only excellent performance, but also many disadvantages. Li has the strongest metal activity, so the molten metal containing Li is extremely easy to absorb gas, which leads to such defects as the gas hole in the metal, and this is also the main reason why the traditional casting process is difficult when preparing qualified Al-Li alloys ingot. In addition, using the traditional casting process to produce the Al-Li alloy plate needs to produce a large volume of flat ingot firstly, then saw it and mill the surface defects of the ingot. This method undoubtedly has the disadvantages of long process flow, complex production line, and high energy consumption. Although twin-roll casting (TRC) technology provides certain rolling force to the melt during solidification, thus reducing the porosities and other defects in the alloy, the central macro-segregation has become an unavoidable defect in the TRC plate due to the unique solidification mode of TRC [11].
The effects of electric and magnetic fields on ferromagnetic and non-ferromagnetic materials during the solidification and subsequent heat treatment have been confirmed [12]. For example, it has achieved good results in refining grains [13,14], reducing the shrinkage porosity defects in ingots and improving ingot quality [15,16], enhancing the cleanliness of microstructure [17], and promoting the distribution of precipitates [18,19]. Moreover, electromagnetic stirring is a non-contact forced stirring method, which avoids the contamination of the molten metal, and offers a new approach for the elimination of macro-segregation in TRC technology.
In the present research work, TRC technology is usually only used to produce 1xxx, 3xxx, 5xxx Al alloys with low alloying degree. It is a new attempt to use TRC to produce 2xxx, 7xxx Al alloys with high alloying degree, especially the high-strength Al-Cu-Li alloys for aerospace. In this work, the Al-Cu-Li alloy plate with better mechanical properties than conventional TRC and traditional casting process has been successfully prepared by introducing electromagnetic oscillation field (the stable static magnetic field and the pulse electric field are introduced and superposed at the same time) in the TRC process. The action mechanism of EOF in the TRC process is studied in detail through systematic experimental characterization and numerical simulation. It offers a new method for short-flow manufacture and near-net shape, green environmental protection, and efficient preparation of high-strength Al-Cu-Li alloys for aerospace.
2. Experiments
The alloy ingots were cast in copper mold with length, width, and height of 290, 25, and 170 mm respectively. The Al-Cu-Li alloy TRC plate and electromagnetic TRC plate were prepared in a horizontal TRC mill with roll diameter of 500 mm and rolling force of 1000 kN, and the material of the roller was steel and cooled by water. The instructions were as follows, turn on the TRC machine; then pour the alloy melt into the chute; the alloy melt was directly introduced into the cast-rolling area through the nozzle; the process of casting, cooling, solidification, rolling and billet production was completed in the cast-rolling area; and the cast-rolling speed was 0.018 m/s. The TRC and electromagnetic TRC experimental device is exhibited in Figure 1, in which a carbon rod was connected to the wire, and the carbon rod was in contact with the liquid metal. During the electromagnetic TRC process, the pulse power supply and the magnetic field generating device were turned on simultaneously. The peak current, frequency, and duty ratio of pulse current were 400 A, 20 Hz, and 15%, respectively, the direct current in the electromagnetic coil was 350 A, and the maximum intensity of static magnetic field in the cast-rolling zone was 43 mT. The mass fraction of elements in Al-Cu-Li alloy manufactured by different processes are Al-93.891, Cu-2.657, Li-1.885, Mg-0.259, Mn-0.270, Zn-0.765, Zr-0.085, Fe-0.147, Si-0.041.
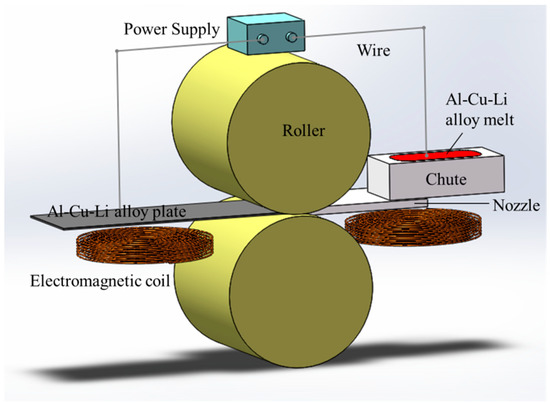
Figure 1.
Sketch map of the electromagnetic TRC technique.
The corresponding boundary conditions of the electromagnetic TRC process were as shown below:
(1) The inlet velocity, temperature, turbulent intensity, and turbulent viscosity ratio in the inlet were 0.018 m/s, 943 K, 5%, and 10, respectively. The peak current, frequency, and duty ratio of pulse current were 400 A, 20 Hz, and 15%, respectively. The direct current in the electromagnetic coil was 350 A, and the maximum intensity of static magnetic field in the cast-rolling zone was 43 mT.
(2) The rotation speed and rotation-axis origin of the moving wall were ±0.668 rpm and (0, ±0.253, 0) m, respectively. The heat transfer mode was convection, the heat transfer coefficient and the free stream temperature were 8000 W/m2⋅K and 300 K, respectively.
(3) The gauge pressure in outlet was 0 Pa, and there was no backflow.
(4) The pull velocity in cast-rolling zone was 0.018 m/s, and the magnetic field intensity at different positions in the cast-rolling zone followed the formula: 1.62999x3–0.024x, and the x was the geometric position of the cast-rolling direction.
The microstructure of the alloys was observed by DMI5000M metallographic microscope and SSX-550 scanning electron microscope (SEM). Keller reagent was used to etch the alloy samples, while SEM alloy samples did not etch. The secondary dendrite arm spacing (SDAS) was calculated by Image-Pro Plus software. After homogenization (510 °C for 36 h), hot rolling (17 to 5 mm) and cold rolling (5 to 1 mm), solid solution at 543 °C for 40 min, and aging at 168 °C for 24 h, the tensile test was carried out. The gage length and width of the tensile specimen was 50 and 12.5 mm, respectively, and the tensile rate was 2 mm/min. The morphology of precipitates after aging was observed by transmission electron microscope (TEM, Tecnai G220, FEI company, Hillsboro, OR, USA). ANSYS software was employed to simulate the flow field and temperature field in the process of TRC and electromagnetic TRC. The solidification latent heat, specific heat, solid phase volume fraction, and thermal conductivity of AA2099 Al-Li alloy were obtained by JMAT-Pro (Sente Software company, Guildford, UK). The actual three-dimensional structure of the TRC process was simplified into a two-dimensional model, the melt was regarded as an incompressible Newtonian fluid, and the mushy area was regarded as a porous medium. The radiation heat transfer from the cast-rolling area and the rollers to the outside was ignored. The average heat transfer coefficient at the interface was set at 6500 W⋅m−2⋅°C−1.
3. Results
3.1. Microstructures of the Al-Cu-Li Alloy
Figure 2shows the microstructure of the longitudinal section and the average secondary dendrite arm spacing (SDAS) of the alloys. It can be seen from Figure 2a that there was a typical as-cast eutectic structure in the ingot alloy. The dendrite of the alloy was relatively coarse, and there were a great amount of non-equilibrium eutectic phases between the dendrites. The average SDAS of the alloy ingot was 32.48 m. However, the average SDAS of the alloy prepared by TRC technology was reduced to 9.04 μ m. The solidification structure of the TRC alloy was significantly refined, but there was a serious macro-segregation zone in the center of the TRC plate as shown in Figure 2b. The macro-segregation band made the comprehensive properties of the alloy plate worse, and it cannot be removed by a subsequent heat treatment process, so it is important and significant to solve macro-segregation at the source area [20,21,22]. After the electromagnetic oscillation field (EOF) was introduced in the TRC process, the macro-segregation zone in the plate was effectively eliminated, and the solidification structure of the alloy was further refined, and the average SDAS was reduced to 6.90 μm.
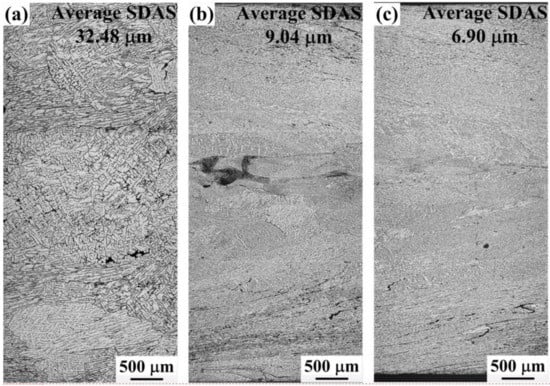
Figure 2.
The micrographs and SDAS of the longitudinal section of Al-Cu-Li alloys: (a) ingot alloy; (b) TRC plate; (c) electromagnetic oscillation field TRC plate.
3.2. Segregation in Al-Cu-Li Alloy
Figure 3 presents the SEM microstructure in the middle of the Al-Cu-Li alloy ingot and the surface scanning image of each alloying elements. As shown in Figure 3, obvious segregation can be seen at the grain boundaries, and the aggregation of Cu was the most serious, followed by Zn. However, the content of other elements in the intragranular and grain boundaries were relatively uniform, and no serious element segregation phenomenon was observed. EDS (Energy Dispersive Spectrometer) results listed in Table 1 display that the main phases at the grain boundaries were Al2Cu and AlCuMgZn [23,24]. The solute element segregation at the grain boundaries belongs to the micro-segregation, which has a slight impact on the properties of the alloy and can be eliminated by a subsequent homogenization annealing treatment.
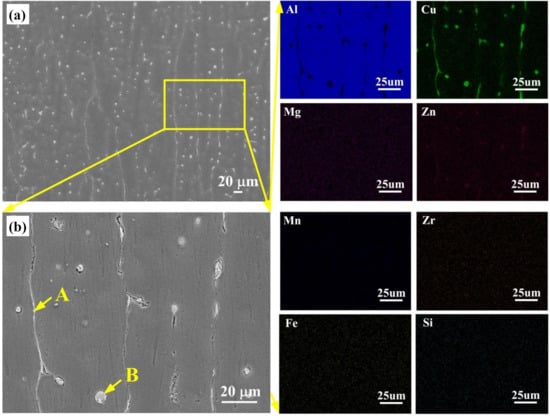
Figure 3.
The SEM image (a,b) and EDS elemental map images of the Al-Cu-Li alloy ingot.

Table 1.
EDS spectrum analysis of the Al-Cu-Li alloy ingot (at. %).
3.3. The Eutectic Phases in Al-Cu-Li Alloy
Figure 4 reveals the microstructure and distribution of the eutectic phases in the Al-Cu-Li alloys. Figure 4a shows the microstructure of Al-Cu-Li alloy ingot. The dot-like (marked as A and B) and needle-like (marked as C, D, and E) phases can be observed in the ingot, and these were both the typical grain boundary (GB) eutectic phases [25,26,27]. The chemical composition of these phases is listed in Table 2, and they all contain a high content of Cu and a small amount of Mg, Mn, Zn, and other alloying elements. Compared with the ingot, the area fraction of eutectic phases in the TRC plate increases obviously, and the eutectic phase segregation region appears. It can be observed that the eutectic segregation areas of block (marked out with F) and worm-shaped (marked out with G) as shown in Figure 4b, and EDS results listed in Table 2 display that the content of alloying elements in these segregation positions was much higher than that in the ingot, especially the content of Mg and Zn. Compared with the ingot and TRC alloy, the GB eutectic phases in the electromagnetic TRC alloy were much smaller and scarcer, as seen in Figure 4c. Therefore, it is obvious that the introduction of EOF can effectively reduce the number of the GB eutectic phases in the TRC plate.
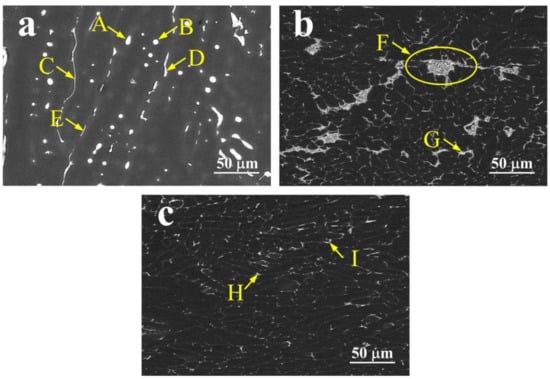
Figure 4.
Microstructures of eutectic phases in Al-Cu-Li alloys: (a) ingot; (b) TRC plate; (c) electromagnetic TRC plate.
Table 2.
EDS spectrum analysis of the eutectic phases in Al-Cu-Li alloys.
3.4. Mechanical Properties of the Al-Cu-Li Alloy
Figure 5 displays the mechanical properties of Al-Cu-Li alloys fabricated under different preparation conditions after thermo-mechanical processes. According to Figure 5, the ultimate tensile strength (UTS), yield strength (YS), and elongation of the ingot alloy was 507 MPa, 480 MPa, and 6.67%, respectively. The UTS, YS, and elongation of TRC alloy was 463 MPa, 370 MPa, and 4.19%, respectively. Compared with the traditional casting process, the UTS, YS, and elongation of the TRC alloy was reduced by 44 MPa, 110 MPa, and 2.48%, respectively, and the mechanical properties of the Al-Cu-Li alloys were significantly deteriorated. However, the mechanical properties of the alloy were improved significantly after the EOF was introduced in the TRC process. The UTS, YS, and elongation of the electromagnetic TRC alloy was 527 MPa, 509 MPa, and 5.73%, respectively.
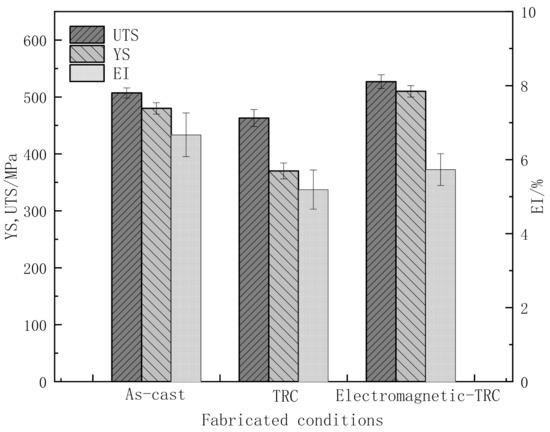
Figure 5.
Effects of different preparation processes on mechanical properties of Al-Cu-Li alloys.
Figure 6 shows the TEM images of Al-Cu-Li alloy manufactured by traditional casting, TRC, and electromagnetic TRC after artificial aging treatment at 168 °C for 24 h. As shown in Figure 6a, the length diameter ratio of T1 (Al2CuLi) phase was larger. Compared with the ingot, the number of T1 phase in the aged plate increased at the high cooling rate of TRC. Nevertheless, some defects such as macro-segregation of the original solidification structure was inherited in the aged plate, so the mechanical properties of the TRC plate were still poor. However, after aging treatment, the size of T1 phase was much smaller and the number of T1 phase was also significantly increased in the electromagnetic TRC plate. Under the action of electromagnetic oscillation field, less alloying elements participate in the formation of macro-segregation and non-equilibrium eutectic phase as shown in Figure 2c and Figure 4c, respectively. Therefore, more alloying elements were dissolved in the matrix in the electromagnetic TRC plate, and more T1 phase precipitates after the same heat treatment. The density of T1 phase in ingot, TRC alloy, and electromagnetic TRC alloy was 157, 251, 307 N/μm2, respectively.
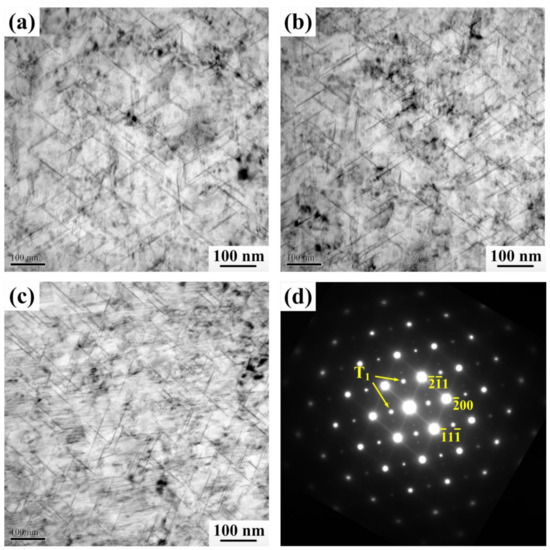
Figure 6.
TEM images of Al-Cu-Li alloys manufactured by different processes after aging: (a) casting; (b) TRC; (c) electromagnetic TRC; (d) electron diffraction spot.
3.5. Fracture Morphologies of the Al-Cu-Li Alloy
Figure 7 reveals the tensile fracture morphology of the tested alloys manufactured by different methods after thermo-mechanical processes. As seen in Figure 7, no obvious ductility fracture characters such as dimples were observed in all alloys, which was the reason for the low ductility of the experimental alloys. Tearing edges as demonstrated in Figure 7a,b can be observed in ingot alloy, while typical brittle intergranular fracture features were mainly observed in TRC alloy due to the macro-segregation as observed in Figure 2b and the grain boundaries segregation as presented in Figure 4b in the TRC alloy. There were a lot of brittle precipitates with discontinuous distribution on the grain boundaries in the center of the TRC alloy, and these brittle precipitates will produce microporous polymerized intergranular fracture during the stretch process, which will reduce the ductility of the alloy. However, the macro-segregation was eliminated after the EOF was applied in the TRC process as shown in Figure 2c, and the grain boundaries segregation was also significantly reduced, and the brittle precipitate phase at the grain boundaries of the alloy was greatly reduced as presented in Figure 4c, so the brittle intergranular fracture characteristics in the tensile fracture of the alloy were somewhat weakened compared with the TRC alloy and the ductility of the electromagnetic TRC alloy, which was improved to some extent.
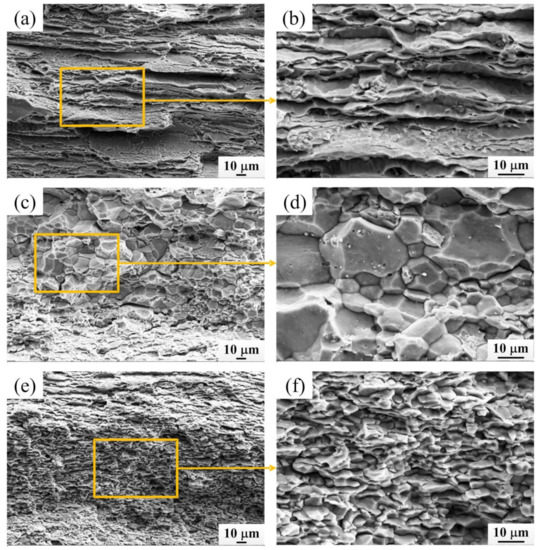
Figure 7.
Fracture morphologies of the Al-Cu-Li alloy after aging: ingot (a,b); TRC alloy (c,d); electromagnetic TRC alloy (e,f).
4. Discussion
4.1. Generation Mechanism of the Macro-Segregation in Al-Cu-Li Alloy TRC Plate
The solute partition coefficient in solidification process of molten metal can be expressed as follows [28]:
where Cs and CL is the solute concentration in solid phase and liquid phase, respectively; K is the solute partition coefficient. Beyond Zr, the other alloying elements (for example Cu, Li, Zn, Mg, Mn) added in smelting process are less than one. Therefore, according to Formula (1), the solute concentration in the liquid phase of later crystallization is always higher than that in the solid phase of pre-crystallization during the process of metal solidification. Moreover, the rate of solute atoms migrated from solid phase to liquid phase is faster than that from liquid phase to solid phase. Therefore, solute elements are continuously enriched in the liquid phase of later crystallization during the solidification process, hence the solute elements content in the later solidified phase will be higher, which results in the phenomenon that solute elements in TRC alloy are inhomogeneous on the macro-scale.
The generation mechanism diagram of the macro-segregation belt during the process of TRC is shown in Figure 8. The cooling mode of TRC is also quite different from that of traditional casting. When the metal melt meets the chilled surface of the roller, extremely fine dendrites and metallic shells are formed immediately, and then these dendrites grow rapidly in the form of columnar crystals along the direction opposite to the heat dissipation of the metal melt [29]. The columnar crystals on both sides of the roller constantly push the solute atoms and the compounds with lower smelting points to the core of the cast-rolling area. When the metallic shells on both sides of the upper and lower rollers pass through the “kiss point” and are “welded” together, the central macro-segregation belt is finally formed as shown in Figure 2b.
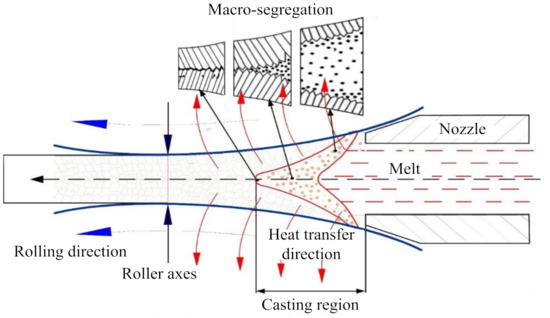
Figure 8.
Generation mechanism of the central macro-segregation in TRC process.
4.2. Mechanism of EOF in TRC Process
When external environment is involved the effective partition coefficient of solute should be mathematically expressed by [30]:
where Ke is the effective partition coefficient of solute, K0 is the partition coefficient of solute under the equilibrium condition. R is the moving speed of the solidification interface; δ is the thickness of the boundary layer in the melt, and D is the diffusion coefficient. When there is no outfield, is 0, and the value of A is 1. The solidification speed increases under the action of external field [31], so the moving speed of the solidification interface increases, hence the value of the e-Rδ/D decreases. According to Equation (2), the effective partition coefficient Ke of solute will increase, hence the concentration of alloying elements in the solid phase increased.
At the same time, the liquidus and solidus temperature of Al-Cu-Li alloy increases under the action of EOF, but the rise of solidus temperature is relatively larger, so the temperature range of the two-phase region becomes smaller, which is equivalent to shortening the overall solidification time of the alloy and reducing the retention time of the solute in the mushy region [32]. Hence, the amount of massive intermetallics and the non-equilibrium eutectic phase in the grain boundaries is reduced as presented in Figure 4c. At the same time, with the shortening of the liquid-solid two-phase region, the macro-segregation zone in the Al-Cu-Li TRC plate will be reduced correspondingly.
After the EOF is exerted in the TRC process, there is not only the electromigration and Joule heat effect brought by the pulse current field, but also the braking effect of the static magnetic field. Therefore, the liquid cavity in the cast-rolling area will deepen slightly as shown in Figure 9, but the overall change of the temperature field is not great. However, the EOF will make the circumfluence area in the cast-rolling area become larger as shown in Figure 10, and the area affected by the EOF will also be larger, thus the introduction of EOF accelerates the mass transfer and heat transfer in the cast-rolling area [33], which makes the distribution of solute field and flow field in the liquid cavity tend to be uniform.
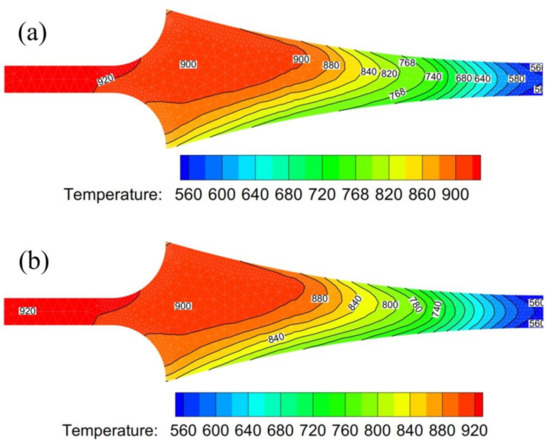
Figure 9.
The temperature field in the TRC and electromagnetic TRC process: (a) TRC; (b) electromagnetic TRC.
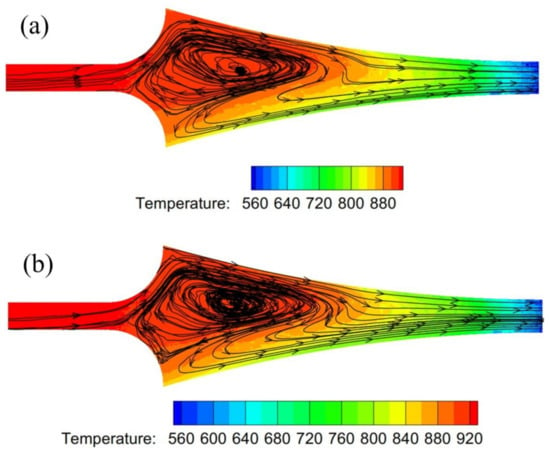
Figure 10.
The flow field in the TRC and electromagnetic TRC process: (a) TRC; (b) electromagnetic TRC.
As can be seen from Figure 11, when the stable static magnetic field and pulse current is introduced in the TRC process simultaneously, the electromagnetic body force F will be generated in the cast-rolling region. The direction of the pulse current is along the length direction of TRC plate, while the direction of the magnetic induction line is vertical to the plate surface. On the basis of the Fleming’s rule, the F is along the width direction of the roller and possesses the same frequency as the pulse current [30]. However, the growth direction of the crystal during TRC is perpendicular to the roller surface, as observed in Figure 12. Consequently, it can be inferred that the F is perpendicular to the direction of dendrite growth. It is noteworthy that the maximum strength of the F can reach 14 N/m3.
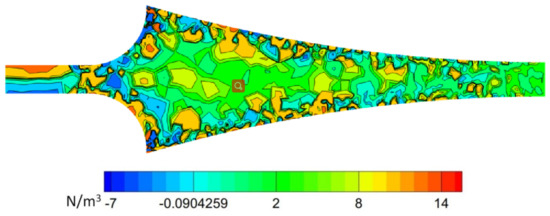
Figure 11.
Distribution of electromagnetic body force when EOF is introduced in TRC process.
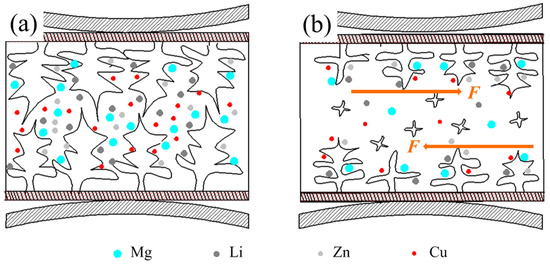
Figure 12.
The action model of electromagnetic body force in the cast-rolling zone: (a) TRC; (b) electromagnetic TRC.
When the F acts on the solidification front, the accumulation and deposition of Cu2+, Li+, Mg2+, Zn2+, Mn2+ at the dendrite tip will be eliminated, and the dendrites at the solidifying forefront will be disrupted under the shearing action of F [34]. On the one hand, it avoids the uneven distribution of solute elements due to the closed region formed by the contact between dendrites arms. On the other hand, the refinement of dendrites hinders the long range flow of the melt with high solute content, so the macro-segregation degree of the TRC sheet can be greatly reduced. Besides, under the continuous action of the F, the disrupted fine dendrites will disperse to the uncrystallized melt in the cast-rolling zone, and become the heterogeneous nucleation point as shown in Figure 12, which improves the nucleation rate and further refines the solidification structure. The refinement of solidification structure improves the supersaturated solid solubility of solute atoms in the α(Al) matrix and increases the strength of the alloy. Moreover, the fine solidification structure adds the quantities of grain boundaries, and the extra solute elements and non-equilibrium eutectic phases will be assigned to the more extensive grain boundaries. Therefore, it avoids the appearance of obvious solute segregation area or the formation of excessive solute enrichment area, and the distribution of solute element is more uniform on both the macro scale and the micro scale, and the corresponding results are revealed in Figure 2 and Figure 4, respectively.
In addition, the F makes the whole mushy zone tend to solidify at the same time, which is beneficial to the generation of equiaxed structure with uniform size and nearly spherical shape and reduces the number of mixed crystals. Compared with mixed crystals, the composition of equiaxed grains is more similar. The existence of a great quantity of equiaxed crystals and fine solidification structure makes the mechanical properties of the alloys more excellent. Therefore, the segregation degree of the TRC plate treated by EOF is greatly reduced; the microstructure is finer; the alloy composition is more uniform and dispersive; the tendency of cracks is reduced, and the properties of the alloy treated by thermo-mechanical processing are significantly improved.
5. Conclusion
In view of the serious macro segregation, the abundant non-equilibrium eutectic phases and poor physical properties of the Al-Cu-Li alloy manufactured by TRC technology, the electromagnetic TRC technology was developed to solve the above defects of TRC technology, and the Al-Cu-Li alloy plate with better comprehensive mechanics than the traditional mold casting technology was prepared. In addition, the action mechanism of EOF in the TRC process was deeply studied by experiment and numerical simulation. The following conclusions can be summarized.
(1) The columnar crystals growing symmetrically on both sides of the roller constantly push the solute atoms and the compounds with lower smelting points into the core of the cast-rolling area, which eventually leads to the generation of macro segregation.
(2) The EOF enlarges the circumfluence area in the cast-rolling area, accelerates the mass transfer and heat transfer in the molten pool, and makes the distribution of solute field and flow field in the liquid cavity tend to be uniform.
(3) The introduction of EOF will produce an electromagnetic body force F with the maximum strength of 14 N/m3 during TRC process. When the F acts on the solidification front, the accumulation and deposition of Cu2+, Li+, Mg2+, Zn2+, Mn2+ at the dendrite tip will be eliminated, the dendrite will be broken, and the nucleation rate will be increased. Under the action of F, the solidification structure will be refined, and avoid the appearance of obvious solute segregation area or the formation of excessive solute enrichment area.
(4) The UTS, YS, and elongation of the Al-Cu-Li alloy plate manufactured by electromagnetic TRC is 527 MPa, 509 MPa, and 5.73%, respectively. The mechanical properties of the alloy are much higher than those of the alloy prepared by TRC and traditional mold casting method. It offers a new method for short-flow manufacture and near-net shape, green environmental protection, and efficiently preparation of high-strength Al-Cu-Li alloys for aerospace.
Author Contributions
Data curation, B.W.; formal analysis, C.H.; funding acquisition, Z.W.; methodology, G.X.; project administration, S.L.; software, W.Y.; writing—original draft, Y.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China, grant number 51790485.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Acknowledgments
This research was supported by the National Natural Science Foundation of China (Grant No. 51790485).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Duan, S.Y.; Wu, C.L.; Gao, Z.; Cha, L.M.; Fan, T.W.; Chen, J.H. Interfacial structure evolution of the growing composite precipitates in Al-Cu-Li alloys. Acta Mater. 2017, 129, 352–360. [Google Scholar] [CrossRef]
- Gumbmann, E.; Lefebvre, W.; De Geuser, F.; Sigli, C.; Deschamps, A. The effect of minor solute additions on the precipitation path of an Al Cu Li alloy. Acta Mater. 2016, 115, 104–114. [Google Scholar] [CrossRef]
- Gumbmann, E.; De Geuser, F.; Sigli, C.; Deschamps, A. Influence of Mg, Ag and Zn minor solute additions on the precipitation kinetics and strengthening of an Al-Cu-Li alloy. Acta Mater. 2017, 133, 172–185. [Google Scholar] [CrossRef]
- Rodgers, B.I.; Prangnell, P.B. Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the Al–Cu–Li alloy AA2195. Acta Mater. 2016, 108, 55–67. [Google Scholar] [CrossRef]
- De, P.S.; Mishar, R.S.; Baumann, J.A. Characterization of high cycle fatigue behavior of a new generation aluminum lithium alloy. Acta Mater. 2011, 59, 5946–5960. [Google Scholar] [CrossRef]
- Rioja, R.J.; Liu, J. The Evolution of Al-Li Base Products for Aerospace and Space Applications. Metall. Mater. Trans. A 2012, 43, 3325–3337. [Google Scholar] [CrossRef]
- Ma, Y.; Zhou, X.; Thompson, G.; Hashimoto, T.; Thomson, P.; Fowles, M. Distribution of intermetallics in an AA 2099-T8 aluminium alloy extrusion. Mater. Chem. Phys. 2011, 126, 46–53. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Guo, X.Z.; Zhang, S.H.; Ma, Y.; Chen, D.Y. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Migklis, E.; Stylianos, A.; Myriounis, D.P. Fatigue behavior of the aeronautical Al–Li (2198) aluminum alloy under constant amplitude loading. Int. J. Fatigue 2013, 56, 95–105. [Google Scholar] [CrossRef]
- Birol, Y. Analysis of macro segregation in twin-roll cast aluminium strips via solidification curves. J. Alloys Compd. 2009, 486, 168–172. [Google Scholar] [CrossRef]
- Jia, P.F.; Cao, Y.H.; Geng, Y.D.; He, L.Z.; Xiao, N.; Cui, J.Z. Effects of dc current on the phase transformation in 7050 alloy during homogenization. Mater. Char. 2014, 96, 21–27. [Google Scholar] [CrossRef]
- Feng, G.H.; Zhou, S.X.; Yang, G.; Lu, Z.C. Effect of stable magnetic field on grain refinement of low carbon Mn-Nb steel. J. Iron Steel Res. 2000, 12, 27–30. [Google Scholar] [CrossRef]
- Li, C.S.; Hu, S.D.; Ren, Z.M.; Fautrelle, Y.; Li, X. Effect of the simultaneous application of a high static magnetic field and a low alternating current on grain structure and grain boundary of pure aluminum. J. Mater. Sci. Technol. 2018, 34, 2431–2438. [Google Scholar] [CrossRef]
- Shao, Z.W.; Le, Q.C.; Zhang, Z.Q.; Cui, J.Z. A new method of semi-continuous casting of AZ80 Mg alloy billets by a combination of electromagnetic and ultrasonic fields. Mater. Des. 2011, 32, 4216–4224. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Miao, X.C.; Shen, Z.Y.; Han, Q.Y.; Song, C.J.; Zhai, Q.J. Macro segregation formation mechanism of the primary silicon phase in directionally solidified Al–Si hypereutectic alloys under the impact of electric currents. Acta Mater. 2015, 97, 357–366. [Google Scholar] [CrossRef]
- Edry, I.; Frage, N.; Hayun, S. The effect of pulse magneto-oscillation treatment on the structure of aluminum solidified under controlled convection. Mater. Lett. 2016, 182, 118–120. [Google Scholar] [CrossRef]
- Liu, W.; Cui, J.Z. A study on the ageing treatment of 2091 Al–Li alloy with an electric field. J. Mater. Sci. Lett. 1997, 16, 1410–1411. [Google Scholar] [CrossRef]
- Wang, X.L.; Dai, W.B.; Wang, R.; Tian, X.Z.; Zhao, X. Enhanced phase transformation and variant selection by electric current pulses in a Cu–Zn alloy. J. Mater. Res. 2014, 29, 975–980. [Google Scholar] [CrossRef]
- Barekar, N.S.; Dhindaw, B.K. Twin-Roll Casting of Aluminum Alloys–An Overview. Adv. Manuf. Process 2014, 29, 651–661. [Google Scholar] [CrossRef]
- Li, H.Y.; Huang, D.S.; Kang, W.; Liu, J.J.; OuYang, X.; Li, D.W. Effect of different aging processes on the microstructure and mechanical properties of a novel Al-Cu-Li alloy. J. Mater. Sci. Technol. 2016, 32, 1049–1053. [Google Scholar] [CrossRef]
- Yoshimura, R.; Konnom, T.J.; Abe, E.; Hiraga, K. Transmission electron microscopy study of the evolution of precipitates in aged Al-Li-Cu alloys: The θ’ and T1 phases. Acta Mater. 2003, 51, 4251–4266. [Google Scholar] [CrossRef]
- Hekmat-Ardakan, A.; Elgallad, E.M.; Ajersch, F.; Chen, X.G. Microstructural evolution and mechanical properties of as-cast and T6-treated AA2195 DC cast alloy. Mater. Sci. Eng. A 2012, 558, 76–81. [Google Scholar] [CrossRef]
- Mahathaninwong, N.; Plookphol, T.; Wannasin, J.; Wisutmethangoon, S. T6 heat treatment of rheocasting 7075 Al alloy. Mater. Sci. Eng. A 2012, 532, 91–99. [Google Scholar] [CrossRef]
- Stiller, K.; Warren, P.J.; Hansen, V.; Angenete, J.; Gjønnes, J. Investigation of precipitation in an Al-Zn-Mg alloy after two-step ageing treatment at 100 °C and 150 °C. Mater. Sci. Eng. A 2019, 270, 55–63. [Google Scholar] [CrossRef]
- Chen, X.X.; Zhao, G.Q.; Liu, G.L.; Sun, L.; Chen, L.; Zhang, C.S. Microstructure evolution and mechanical properties of 2196 Al-Li alloy in hot extrusion process. J. Mater. Process. Technol. 2019, 275, 116348. [Google Scholar] [CrossRef]
- Xie, Y.K.; Deng, Y.L.; Wang, Y.; Guo, X.B. Effect of asymmetric rolling and subsequent ageing on the microstructure, texture and mechanical properties of the Al-Cu-Li alloy. J. Alloy Comp. 2020, 836, 155445. [Google Scholar] [CrossRef]
- Ronco, N.R.; Menestrina, F.; Romero, L.M.; Castells, C.B. Determination of gas–liquid partition coefficients of several organic solutes in trihexyl (tetradecyl) phosphonium bromide using capillary gas chromatography columns. J. Chromatogr. A 2019, 1584, 179–186. [Google Scholar] [CrossRef]
- Gäumann, M.; Trivedi, R.; Kurz, W. Nucleation ahead of the advancing interface in directional solidification. Mater. Sci. Eng. A 1997, 226-228, 763–769. [Google Scholar] [CrossRef]
- Chen, G.; Li, J.T.; Yin, Z.K.; Xu, G.M. Improvement of microstructure and properties in twin-roll casting 7075 sheet by lower casting speed and compound field. Mater. Char. 2017, 127, 325–332. [Google Scholar] [CrossRef]
- Jian, X.; Xu, H.; Meek, T.; Han, Q. Effect of power ultrasound on solidification of aluminum A356 alloy. Mater. Lett. 2005, 59, 190–193. [Google Scholar] [CrossRef]
- Chen, D.D.; Zhang, H.T.; Jiang, H.X.; Cui, J.Z. Experimental investigation of microsegregation in low frequency electromagnetic casting 7075 aluminum alloy. Mater. Sci. Eng. Technol. 2011, 42, 500–505. [Google Scholar] [CrossRef]
- Su, X.; Wang, S.J.; Ouyang, X.; Song, P.; Xu, G.M.; Jiang, D.H. Physical and mechanical properties of 7075 sheets produced by EP electro- and electromagnetic cast rolling. Mater. Sci. Eng. A 2014, 607, 10–16. [Google Scholar] [CrossRef]
- Sun, K.M.; Li, L.; Chen, S.D. A new approach to control centerline macrosegregation in Al-Mg-Si alloys during twin roll continuous casting. Mater. Lett. 2017, 190, 205–208. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).