
A Study on the Effect of Alumina on the Morphology and Reduction Behavior of Sinter by In Situ Observation



Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Composition
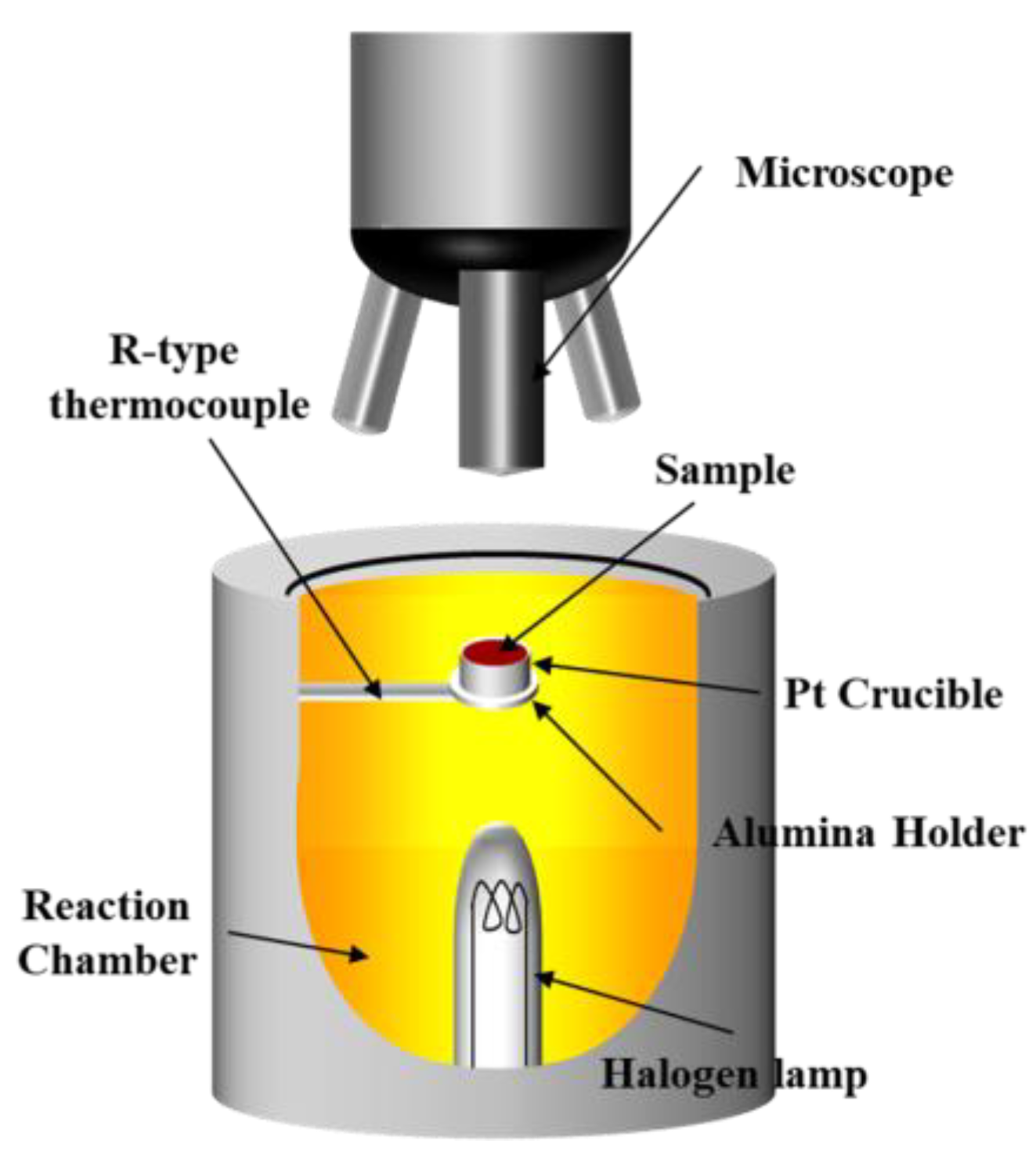
2.2. Characterization Techniques
2.3. Reduction Conditions and Analysis
3. Results and Discussion
3.1. Influence of Al2O3 on the Reduction Behavior of Sinter
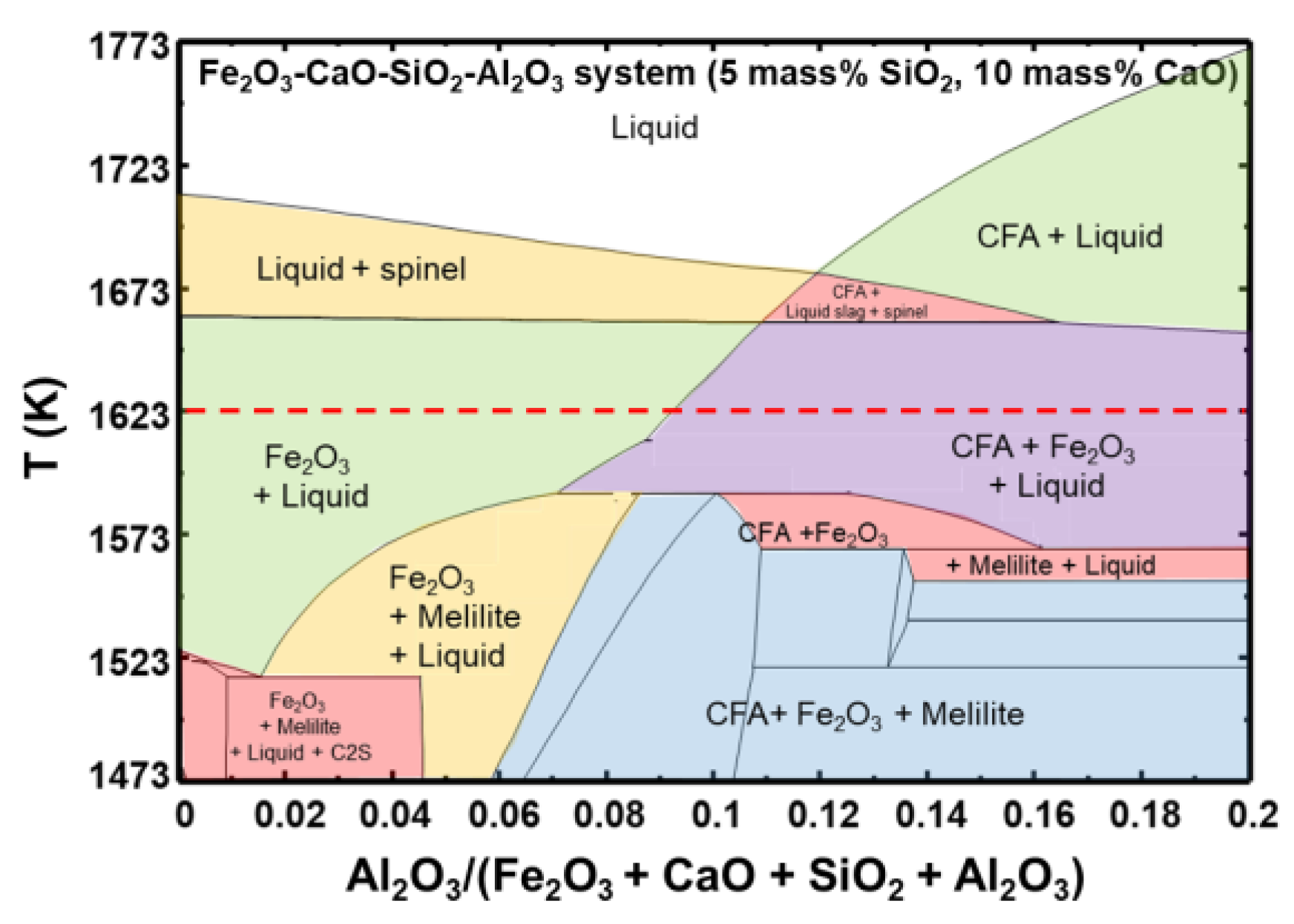
3.2. Influence of Al2O3 on the Equilibrium Sample
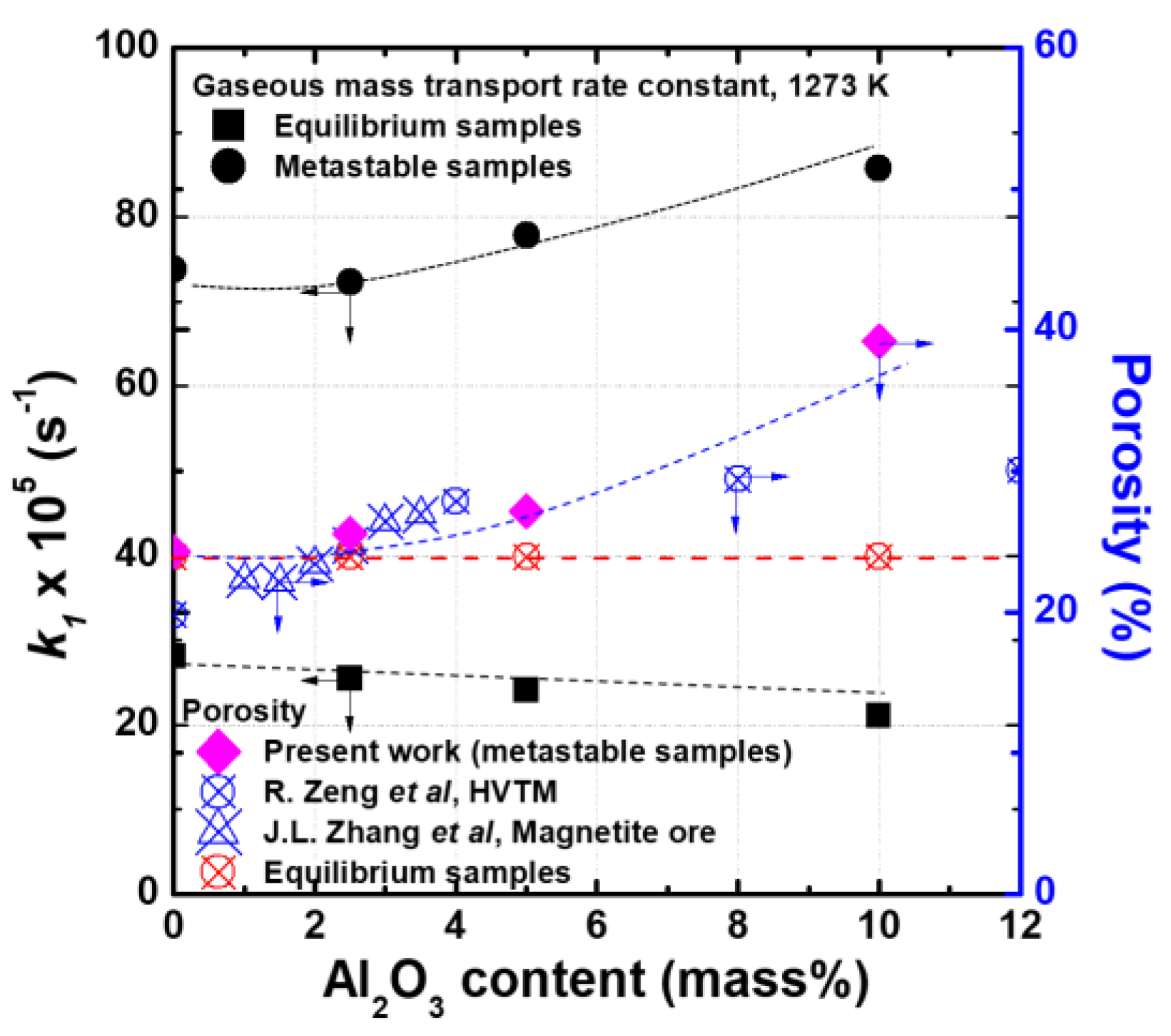
3.3. Influence of Al2O3 on the Metastable Sample
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fernández-González, D.; Ruiz-Bustinza, I.; Mochón, J.; González-Gasca, C.; Verdeja, L.F. Iron ore sintering: Quality indices. Miner. Process. Extra. Metall. Rev. 2017, 38, 254–264. [Google Scholar] [CrossRef]
- Fernández-González, D.; Ruiz-Bustinza, I.; Mochón, J.; González-Gasca, C.; Verdeja, L.F. Iron ore sintering: Raw materials and granulation. Miner. Process. Extra. Metall. Rev. 2017, 38, 36–46. [Google Scholar] [CrossRef]
- Hino, M.; Nagasaka, T.; Katsumata, A.; Higuchi, K.-I.; Yamaguchi, K.; Kon-No, N. Simulation of primary-slag melting behavior in the cohesive zone of a blast furnace, considering the effect of Al2O3, FetO, and basicity in the sinter ore. Metall. Mater. Trans. B 1999, 30, 671–683. [Google Scholar] [CrossRef]
- Wu, S.; Huang, W.; Kou, M.; Liu, X.; Du, K.; Zhang, K. Influence of Al2O3Content on Liquid Phase Proportion and Fluidity of Primary Slag and Final Slag in Blast Furnace. Steel Res. Int. 2015, 86, 550–556. [Google Scholar] [CrossRef]
- Das, S.K.; Das, B.; Sakthivel, R.; Mishra, B.K. Mineralogy, Microstructure, and Chemical Composition of Goethites in Some Iron Ore Deposits of Orissa. India. Miner. Process. Extra. Metall. Rev. 2010, 31, 97–110. [Google Scholar] [CrossRef]
- Wu, S.; Zhai, X. Factors influencing melt fluidity of iron ore. Metall. Res. Technol. 2018, 115, 505. [Google Scholar] [CrossRef]
- Kasai, E.; Sakano, Y.; Nakamura, T. Influence of Iron Ore Properties on the Flow of Melt Formed in the Sintering Process. Tetsu Hagane 2000, 86, 139–145. [Google Scholar] [CrossRef]
- Lu, L.; Holmes, R.J.; Manuel, J.R. Effects of Alumina on Sintering Performance of Hematite Iron Ores. ISIJ Int. 2007, 47, 349–358. [Google Scholar] [CrossRef]
- Zhang, G.-L.; Wu, S.-L.; Su, B.; Que, Z.-G.; Hou, C.-G.; Jiang, Y. Influencing factor of sinter body strength and its effects on iron ore sintering indexes. Int. J. Miner. Metall. Mater. 2015, 22, 553–561. [Google Scholar] [CrossRef]
- Hsieh, L.-H.; Whiteman, J.A. Sintering conditions for simulating the formation of mineral phases in industrial iron ore sinter. ISIJ Int. 1989, 29, 24–32. [Google Scholar] [CrossRef]
- Kim, H.; Park, J.; Cho, Y. Crystal structure of calcium and aluminium silicoferrite in iron ore sinter. Ironmak. Steelmak. 2002, 29, 266–270. [Google Scholar] [CrossRef]
- Patrick, T.R.; Pownceby, M.I. Stability of silico-ferrite of calcium and aluminum (SFCA) in air-solid solution limits between 1240 C and 1390 C and phase relationships within the Fe2 O3-CaO-Al2O3-SiO 2 (FCAS) system. Metall. Mater. Trans. B 2002, 33, 79–89. [Google Scholar] [CrossRef]
- Loo, C.E.; Leung, W. Factors influencing the bonding phase structure of iron ore sinters. ISIJ Int. 2003, 43, 1393–1402. [Google Scholar] [CrossRef]
- Li, L.; Liu, J.; Wu, X.; Ren, X.; Bing, W.; Wu, L. Influence of Al2O3 on equilibrium sinter phase in N2 atmosphere. ISIJ Int. 2010, 50, 327–329. [Google Scholar] [CrossRef][Green Version]
- Heikkinen, E.-P.; Iljana, M.; Fabritius, T. Review on the Phase Equilibria in Iron Ore Sinters. ISIJ Int. 2020, 60, 2633–2648. [Google Scholar] [CrossRef]
- Mazanek, E.; Jasienska, S. Formation of binary ferrites in iron ore sinters. Iron Stell Inst. J. 1966, 204, 344–348. [Google Scholar]
- Liao, F.; Guo, X.-M. Effect of aluminum content on reduction of silico-ferrite of calcium and aluminum (SFCA). Mater. Res. Express 2019, 6, 106501. [Google Scholar] [CrossRef]
- Hessien, M.; Kashiwaya, Y.; Ishii, K.; Nasr, M.; El-Geassy, A. Sintering and heating reduction processes of alumina containing iron ore samples. Ironmak. Steelmak. 2008, 35, 191–204. [Google Scholar] [CrossRef]
- Zeng, R.; Li, W.; Wang, N.; Fu, G.; Chu, M.; Zhu, M. Effect of Al2O3 on the gas-based direct reduction behavior of Hongge vanadium titanomagnetite pellet under simulated shaft furnace atmosphere. Powder Technol. 2020, 376, 342–350. [Google Scholar] [CrossRef]
- Szekely, J.; Evans, J.; Sohn, H. Gas-Solid Reactions; Academic Press: New York, NY, USA, 1976; pp. 128–131. [Google Scholar]
- Guo, H.; Guo, X.M. Effect of alumina on liquid phase formation in sintering process of iron ore fines. Steel Res. Inter. 2019, 90, 1900138. [Google Scholar] [CrossRef]
- Bai, K.; Shen, J.; Zhu, Z.; Zuo, H.; Pan, Y.; Wang, J.; Xue, Q. Effect of Al2O3 on the Formation of Calcium Ferrite in the Solid State. Metals 2019, 9, 681. [Google Scholar] [CrossRef]
- Zhang, J.-L.; Wang, Z.-T.; Xing, X.-D.; Liu, Z.-J. Effect of aluminum oxide on the compressive strength of pellets. Int. J. Min. Met. Mater. 2014, 21, 339–344. [Google Scholar] [CrossRef]
- Kato, K.; Konishi, H.; Ono, H.; Fujimoto, S.; Koizumi, Y. Influence of CaO/SiO2 on the Reduction Behavior of Sintered Fe2O3–CaO–SiO2–Al2O3 Tablets at the Softening and Melting Temperatures. ISIJ Int. 2020, 60, 1479–1786. [Google Scholar] [CrossRef]
- Harvey, H.; Pownceby, M.I.; Chen, J.; Webster, N.A.S.; Nguyen, T.B.T.; Matthews, L.; O’dea, D.; Honeyands, T. Effect of Temperature, Time, and Cooling Rate on the Mineralogy, Morphology, and Reducibility of Iron Ore Sinter Analogues. JOM 2021, 73, 345–355. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Chemical Composition (mass%) | ||||
|---|---|---|---|---|---|
| Fe2O3 | CaO | SiO2 | Al2O3 | Total | |
| 0 mass% Al2O3 | 85.0 | 10.0 | 5.0 | 0 | 100 |
| 2.5 mass% Al2O3 | 82.5 | 10.0 | 5.0 | 2.5 | 100 |
| 5 mass% Al2O3 | 80.0 | 10.0 | 5.0 | 5.0 | 100 |
| 10 mass% Al2O3 | 75.0 | 10.0 | 5.0 | 10 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, S.G.; Kim, W.H.; Min, D.J. A Study on the Effect of Alumina on the Morphology and Reduction Behavior of Sinter by In Situ Observation. Metals 2021, 11, 740. https://doi.org/10.3390/met11050740
Shin SG, Kim WH, Min DJ. A Study on the Effect of Alumina on the Morphology and Reduction Behavior of Sinter by In Situ Observation. Metals. 2021; 11(5):740. https://doi.org/10.3390/met11050740
Chicago/Turabian StyleShin, Sang Gyun, Wan Ho Kim, and Dong Joon Min. 2021. "A Study on the Effect of Alumina on the Morphology and Reduction Behavior of Sinter by In Situ Observation" Metals 11, no. 5: 740. https://doi.org/10.3390/met11050740
APA StyleShin, S. G., Kim, W. H., & Min, D. J. (2021). A Study on the Effect of Alumina on the Morphology and Reduction Behavior of Sinter by In Situ Observation. Metals, 11(5), 740. https://doi.org/10.3390/met11050740