
Recent Developments in Laser Welding of Aluminum Alloys to Steel

 ,
,  ,
, 

 ,
,
Abstract
1. Introduction
2. Challenges in Laser Joining of Aluminum to Steel
3. Approaches to Laser Joining Aluminum to Steel
3.1. Lap Joints
3.2. Butt Joints
4. Microstructural Features of IMCs within Dissimilar Aluminum–Steel Joints
Effect of Aluminum Alloy Composition
5. Discussion, Conclusions and Future Prospects
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rissman, J.; Bataille, C.; Masanet, E.; Aden, N.; Morrow, W.R.; Zhou, N.; Elliott, N.; Dell, R.; Heeren, N.; Huckestein, B.; et al. Technologies and policies to decarbonize global industry: Review and assessment of mitigation drivers through 2070. Appl. Energy 2020, 266, 114848. [Google Scholar] [CrossRef]
- Allwood, J.M.; Ashby, M.F.; Gutowski, T.G.; Worrell, E. Material efficiency: Providing material services with less material production. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2013, 371, 20120496. [Google Scholar] [CrossRef]
- Bayock, F.N.; Kah, P.; Salminen, A.; Belinga, M.; Yang, X. Feasibility study of welding dissimilar Advanced and Ultra High Strength Steels. Rev. Adv. Mater. Sci. 2020, 59, 54–66. [Google Scholar] [CrossRef]
- Carruth, M.A.; Allwood, J.M.; Moynihan, M.C. The technical potential for reducing metal requirements through lightweight product design. Resour. Conserv. Recycl. 2011, 57, 48–60. [Google Scholar] [CrossRef]
- Wargnier, H.; Kromm, F.X.; Danis, M.; Brechet, Y. Proposal for a multi-material design procedure. Mater. Des. 2014, 56, 44–49. [Google Scholar] [CrossRef]
- Sakundarini, N.; Taha, Z.; Abdul-Rashid, S.H.; Ghazila, R.A.R. Optimal multi-material selection for lightweight design of automotive body assembly incorporating recyclability. Mater. Des. 2013, 50, 846–857. [Google Scholar] [CrossRef]
- Raabe, D.; Tasan, C.C.; Olivetti, E.A. Strategies for improving the sustainability of structural metals. Nature 2019, 575, 64–74. [Google Scholar] [CrossRef] [PubMed]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Improvement of S355G10 + N steel weldability in water environment by Temper Bead Welding. J. Mater. Process. Technol. 2018, 262, 372–381. [Google Scholar] [CrossRef]
- Ashkenazi, D. How aluminum changed the world: A metallurgical revolution through technological and cultural perspectives. Technol. Forecast. Soc. Change 2019, 143, 101–113. [Google Scholar] [CrossRef]
- Shah, L.H.; Ishak, M. Review of Research Progress on Aluminum–Steel Dissimilar Welding. Mater. Manuf. Process. 2014, 6914, 928–933. [Google Scholar] [CrossRef]
- Hussein, S.A.; Tahir, A.S.M.; Hadzley, A.B. Characteristics of aluminum-to-steel joint made by friction stir welding: A review. Mater. Today Commun. 2015, 5, 32–49. [Google Scholar] [CrossRef]
- Bouayad, A.; Gerometta, C.; Belkebir, A.; Ambari, A. Kinetic interactions between solid iron and molten aluminium. Mater. Sci. Eng. A 2003, 363, 53–61. [Google Scholar] [CrossRef]
- Song, J.L.; Lin, S.B.; Yang, C.L.; Fan, C.L. Effects of Si additions on intermetallic compound layer of aluminum–steel TIG welding–brazing joint. J. Alloys Compd. 2009, 488, 217–222. [Google Scholar] [CrossRef]
- Singh, J.; Arora, K.S.; Shukla, D.K. Dissimilar MIG-CMT weld-brazing of aluminium to steel: A review. J. Alloys Compd. 2019, 783, 753–764. [Google Scholar] [CrossRef]
- Xia, H.; Zhang, L.; Tan, C.; Wu, L.; Chen, B.; Li, L. Effect of heat input on a laser powder deposited Al/steel butt joint. Opt. Laser Technol. 2019, 111, 459–469. [Google Scholar] [CrossRef]
- Unt, A.; Poutiainen, I.; Grünenwald, S.; Sokolov, M.; Salminen, A. High Power Fiber Laser Welding of Single Sided T-Joint on Shipbuilding Steel with Different Processing Setups. Appl. Sci. 2017, 7, 1276. [Google Scholar] [CrossRef]
- Landowski, M.; Świerczyńska, A.; Rogalski, G.; Fydrych, D. Autogenous Fiber Laser Welding of 316L Austenitic and 2304 Lean Duplex Stainless Steels. Materials 2020, 13, 2930. [Google Scholar] [CrossRef]
- Liedl, G.; Vázquez, R.G.; Murzin, S.P. Joining of Aluminium Alloy and Steel by Laser Assisted Reactive Wetting. Lasers Manuf. Mater. Process. 2018, 5, 1–15. [Google Scholar] [CrossRef]
- Meco, S.; Cozzolino, L.; Ganguly, S.; Williams, S.; McPherson, N. Laser welding of steel to aluminium: Thermal modelling and joint strength analysis. J. Mater. Process. Technol. 2017, 247, 121–133. [Google Scholar] [CrossRef]
- Liu, X.; Dong, Q.; Wang, P.; Chen, H. Review of Electron Beam Welding Technology in Space Environment. Optik 2021, 225, 165720. [Google Scholar] [CrossRef]
- Dinda, S.K.; Kar, J.; Jana, S.; Gopal Roy, G.; Srirangam, P. Effect of beam oscillation on porosity and intermetallics of electron beam welded DP600-steel to Al 5754-alloy. J. Mater. Process. Technol. 2019, 265, 191–200. [Google Scholar] [CrossRef]
- Bogue, R. Fifty years of the laser: Its role in material processing. Assem. Autom. 2010, 30, 317–322. [Google Scholar] [CrossRef]
- Li, Y.; Chen, C.; Yi, R.; Ouyang, Y. Review: Special brazing and soldering. J. Manuf. Process. 2020, 60, 608–635. [Google Scholar] [CrossRef]
- Klocke, F.; Castell-Codesal, A.; Donst, D. Process Characteristics of Laser Brazing Aluminium Alloys. Adv. Mater. Res. 2005, 6–8, 135–142. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Çam, G. Prospects of laser beam welding and friction stir welding processes for aluminum airframe structural applications. J. Manuf. Process. 2018, 36, 571–600. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y. Friction stir welding of dissimilar aluminum alloys and steels: A review. Int. J. Adv. Manuf. Technol. 2018, 99, 1781–1811. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2020, 117, 100752. [Google Scholar] [CrossRef]
- Cao, X.; Wallace, W.; Immarigeon, J.-P.; Poon, C. Research and Progress in Laser Welding of Wrought Aluminum Alloys: II. Metallurgical Microstructures, Defects, and Mechanical Properties. Mater. Manuf. Process. 2003, 18, 23–49. [Google Scholar] [CrossRef]
- Li, W.; Vairis, A.; Preuss, M.; Ma, T. Linear and rotary friction welding review. Int. Mater. Rev. 2016, 61, 71–100. [Google Scholar] [CrossRef]
- Kumar Rajak, D.; Pagar, D.D.; Menezes, P.L.; Eyvazian, A. Friction-based welding processes: Friction welding and friction stir welding. J. Adhes. Sci. Technol. 2020, 34, 2613–2637. [Google Scholar] [CrossRef]
- Kovacs-Coskun, T.; Volgyi, B.; Sikari-Nagl, I. Investigation of aluminum-steel joint formed by explosion welding. J. Phys. Conf. Ser. 2015, 602, 012026. [Google Scholar] [CrossRef]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Aluminum-to-Steel Cladding by Explosive Welding. Metals 2020, 10, 1062. [Google Scholar] [CrossRef]
- Findik, F. Recent developments in explosive welding. Mater. Des. 2011, 32, 1081–1093. [Google Scholar] [CrossRef]
- Moskvitin, G.V.; Polyakov, A.N.; Birger, E.M. Application of laser welding methods in industrial production. Weld. Int. 2013, 27, 572–580. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminum to steel: An overview. Int. J. Adv. Manuf. Technol. 2016, 1–10. [Google Scholar] [CrossRef]
- Wang, J.; Fu, X.; Zhang, L.; Zhang, Z.; Liu, J.; Chen, S. A short review on laser welding/brazing of aluminum alloy to steel. Int. J. Adv. Manuf. Technol. 2021, 112, 2399–2411. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber laser-MIG hybrid welding of 5 mm 5083 aluminum alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Sierra, G.; Peyre, P.; Deschaux-Beaume, F.; Stuart, D.; Fras, G. Steel to aluminium key-hole laser welding. Mater. Sci. Eng. A 2007, 447, 197–208. [Google Scholar] [CrossRef]
- Çam, G.; İpekoğlu, G. Recent developments in joining of aluminum alloys. Int. J. Adv. Manuf. Technol. 2016, 91, 1851–1866. [Google Scholar] [CrossRef]
- Cao, X.; Wallace, W.; Poon, C.; Immarigeon, J.-P. Research and Progress in Laser Welding of Wrought Aluminum Alloys: I. Laser Welding Processes. Mater. Manuf. Process. 2003, 18, 1–22. [Google Scholar] [CrossRef]
- Ai, Y.; Shao, X.; Jiang, P.; Li, P.; Liu, Y.; Liu, W. Welded joints integrity analysis and optimization for fiber laser welding of dissimilar materials. Opt. Lasers Eng. 2016, 86, 62–74. [Google Scholar] [CrossRef]
- Guan, Y.; Sun, S.; Zhao, G.; Luan, Y. Influence of material properties on the laser-forming process of sheet metals. J. Mater. Process. Technol. 2005, 167, 124–131. [Google Scholar] [CrossRef]
- Hong, K.-M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Mei, S.; Wang, L.; Zeng, X. Parameter optimization and mechanism of laser-arc hybrid welding of dissimilar Al alloy and stainless steel. Int. J. Adv. Manuf. Technol. 2014, 74, 199–208. [Google Scholar] [CrossRef]
- ASM International. Welding, brazing and soldering. In ASM Handbook; Olson, D.L., Siewert, T.A., Liu, S., Edwards, G.R., Eds.; ASM International: Novelty, OH, USA, 1993; ISBN 978-1-62708-173-3. [Google Scholar]
- ASM International. Metals Handbook Desk Edition; Davis, J.R., Ed.; ASM International: Novelty, OH, USA, 1998; ISBN 978-1-62708-199-3. [Google Scholar]
- Agudo, L.; Eyidi, D.; Schmaranzer, C.H.; Arenholz, E.; Jank, N.; Bruckner, J.; Pyzalla, A.R. Intermetallic FexAly-phases in a steel/Al-alloy fusion weld. J. Mater. Sci. 2007, 42, 4205–4214. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, G.; Li, F.; Wang, G.; Wei, H. The interface control of butt joints in laser braze welding of aluminium-steel with coaxial powder feeding. J. Mater. Process. Technol. 2017, 246, 313–320. [Google Scholar] [CrossRef]
- Novák, P.; Michalcová, A.; Marek, I.; Mudrová, M.; Saksl, K.; Bednarčík, J.; Zikmund, P.; Vojtěch, D. On the formation of intermetallics in Fe–Al system—An in situ XRD study. Intermetallics 2013, 32, 127–136. [Google Scholar] [CrossRef]
- Schwartz, M. Innovations in Materials Manufacturing, Fabrication, and Environmental Safety; CRC Press: Boca Raton, FL, USA, 2010; ISBN 9781420082166. [Google Scholar]
- Parente, M.; Safdarian, R.; Santos, A.D.; Loureiro, A.; Vilaca, P.; Jorge, R.M.N. A study on the formability of aluminum tailor welded blanks produced by friction stir welding. Int. J. Adv. Manuf. Technol. 2016, 83, 2129–2141. [Google Scholar] [CrossRef]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-To-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef]
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. The PRISMA 2020 statement: An updated guideline for reporting systematic reviews. BMJ 2021. [Google Scholar] [CrossRef]
- Xia, H.; Tan, C.; Tian, R.; Meng, S.; Li, L.; Ma, N. Influence of shielding gas on microstructure and mechanical properties of laser welded–brazed Al/steel lapped joint. J. Manuf. Process. 2020, 54, 347–358. [Google Scholar] [CrossRef]
- Peyre, P.; Sierra, G.; Deschaux-Beaume, F.; Stuart, D.; Fras, G. Generation of aluminium–steel joints with laser-induced reactive wetting. Mater. Sci. Eng. A 2007, 444, 327–338. [Google Scholar] [CrossRef]
- Zhao, H.; White, D.R.; DebRoy, T. Current issues and problems in laser welding of automotive aluminium alloys. Int. Mater. Rev. 1999, 44, 238–266. [Google Scholar] [CrossRef]
- Zhang, P.; Shi, H.; Tian, Y.; Yu, Z.; Wu, D. Effect of zinc on the fracture behavior of galvanized steel/6061 aluminum alloy by laser brazing. Weld. World 2021, 65, 13–22. [Google Scholar] [CrossRef]
- Weller, D.; Simon, J.; Stritt, P.; Weber, R.; Graf, T.; Bezençon, C.; Bassi, C. Temperature Controlled Laser Joining of Aluminum to Galvanized Steel. Phys. Procedia 2016, 83, 515–522. [Google Scholar] [CrossRef]
- Huang, R.; Tan, C.; Sun, Y.; Gong, X.; Wu, L.; Chen, B.; Zhao, H.; Song, X. Influence of processing window on laser welding-brazing of Al to press-hardened 22MnB5 steel. Opt. Laser Technol. 2021, 133, 106566. [Google Scholar] [CrossRef]
- Seffer, O.; Springer, A.; Kaierle, S. Investigations on remote laser beam welding of dissimilar joints of aluminum alloys and steel with varying sheet thicknesses for car body construction. J. Laser Appl. 2017, 29, 022414. [Google Scholar] [CrossRef]
- Seffer, O.; Springer, A.; Kaierle, S. Investigations on remote laser beam welding of dissimilar joints of austenitic chromium-nickel steel (X5CrNi18-10) and aluminum alloy (AA6082-T6) for battery housings. J. Laser Appl. 2018, 30, 032404. [Google Scholar] [CrossRef]
- Lahdo, R.; Springer, A.; Meier, O.; Kaierle, S.; Overmeyer, L. Investigations on laser welding of dissimilar joints of steel and aluminum using a high-power diode laser. J. Laser Appl. 2018, 30, 032422. [Google Scholar] [CrossRef]
- Meco, S.; Pardal, G.; Ganguly, S.; Williams, S.; McPherson, N. Application of laser in seam welding of dissimilar steel to aluminium joints for thick structural components. Opt. Lasers Eng. 2015, 67, 22–30. [Google Scholar] [CrossRef]
- Guan, Q.; Long, J.; Yu, P.; Jiang, S.; Huang, W.; Zhou, J. Effect of steel to aluminum laser welding parameters on mechanical properties of weld beads. Opt. Laser Technol. 2019, 111, 387–394. [Google Scholar] [CrossRef]
- Fan, J.; Thomy, C.; Vollertsen, F. Effect of Thermal Cycle on the Formation of Intermetallic Compounds in Laser Welding of Aluminum-Steel Overlap Joints. Phys. Procedia 2011, 12, 134–141. [Google Scholar] [CrossRef]
- Yan, S.; Hong, Z.; Watanabe, T.; Jingguo, T. CW/PW dual-beam YAG laser welding of steel/aluminum alloy sheets. Opt. Lasers Eng. 2010, 48, 732–736. [Google Scholar] [CrossRef]
- Cui, L.; Chen, B.; Chen, L.; He, D. Dual beam laser keyhole welding of steel/aluminum lapped joints. J. Mater. Process. Technol. 2018, 256, 87–97. [Google Scholar] [CrossRef]
- Yuan, R.; Deng, S.; Cui, H.; Chen, Y.; Lu, F. Interface characterization and mechanical properties of dual beam laser welding-brazing Al/steel dissimilar metals. J. Manuf. Process. 2019, 40, 37–45. [Google Scholar] [CrossRef]
- Su, J.; Yang, J.; Li, Y.; Yu, Z.; Chen, J.; Zhao, W.; Liu, H.; Tan, C. Microstructure and mechanical properties of laser fusion welded Al/steel joints using a Zn-based filler wire. Opt. Laser Technol. 2020, 122, 105882. [Google Scholar] [CrossRef]
- Yang, B.; Zhao, H.; Wu, L.; Tan, C.; Xia, H.; Chen, B.; Song, X. Interfacial microstructure and mechanical properties of laser-welded 6061Al/AISI304 dissimilar lap joints via beam oscillation. J. Mater. Res. Technol. 2020, 9, 14630–14644. [Google Scholar] [CrossRef]
- Indhu, R.; Tak, M.; Vijayaraghavan, L.; Soundarapandian, S. Microstructural evolution and its effect on joint strength during laser welding of dual phase steel to aluminium alloy. J. Manuf. Process. 2020, 58, 236–248. [Google Scholar] [CrossRef]
- Torkamany, M.J.; Tahamtan, S.; Sabbaghzadeh, J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser. Mater. Des. 2010, 31, 458–465. [Google Scholar] [CrossRef]
- Pereira, A.B.; Cabrinha, A.; Rocha, F.; Marques, P.; Fernandes, F.A.O.; Alves de Sousa, R.J. Dissimilar metals laser welding between DP1000 steel and aluminum alloy 1050. Metals 2019, 9, 102. [Google Scholar] [CrossRef]
- Liu, G.; Gao, X.; Peng, C.; Liu, X.; Huang, Y.; Zhang, Y.; You, D. Tensile resistance, microstructures of intermetallic compounds, and fracture modes of welded steel/aluminum joints produced using laser lap welding. Trans. Nonferr. Met. Soc. China 2020, 30, 2639–2649. [Google Scholar] [CrossRef]
- Mathieu, A.; Pontevicci, S.; Viala, J.; Cicala, E.; Matteï, S.; Grevey, D. Laser brazing of a steel/aluminium assembly with hot filler wire (88% Al, 12% Si). Mater. Sci. Eng. A 2006, 435–436, 19–28. [Google Scholar] [CrossRef]
- Mathieu, A.; Shabadi, R.; Deschamps, A.; Suery, M.; Matteï, S.; Grevey, D.; Cicala, E. Dissimilar material joining using laser (aluminum to steel using zinc-based filler wire). Opt. Laser Technol. 2007, 39, 652–661. [Google Scholar] [CrossRef]
- Ogura, T.; Wakazono, R.; Yamashita, S.; Saida, K. Dissimilar laser brazing of aluminum alloy and galvannealed steel and defect control using interlayer. Weld. World 2020, 64, 697–706. [Google Scholar] [CrossRef]
- Liu, D.; Wang, J.; Xu, M.; Jiao, H.; Tang, Y.; Li, D.; Zhao, L.; Han, S. Evaluation of dissimilar metal joining of aluminum alloy to stainless steel using the filler metals with a high-entropy design. J. Manuf. Process. 2020, 58, 500–509. [Google Scholar] [CrossRef]
- Chen, R.; Wang, C.; Jiang, P.; Shao, X.; Zhao, Z.; Gao, Z.; Yue, C. Effect of axial magnetic field in the laser beam welding of stainless steel to aluminum alloy. Mater. Des. 2016, 109, 146–152. [Google Scholar] [CrossRef]
- Yan, F.; Wang, X.; Chai, F.; Ma, H.; Tian, L.; Du, X.; Wang, C.; Wang, W. Improvement of microstructure and performance for steel/Al welds produced by magnetic field assisted laser welding. Opt. Laser Technol. 2019, 113, 164–170. [Google Scholar] [CrossRef]
- Yan, F.; Zhang, K.; Yang, B.; Chen, Z.; Zhu, Z.; Wang, C. Interface characteristics and reaction mechanism of steel/Al welds produced by magnetic field assisted laser welding-brazing. Opt. Laser Technol. 2021, 138, 106843. [Google Scholar] [CrossRef]
- Qin, G.; Ji, Y.; Ma, H.; Ao, Z. Effect of modified flux on MIG arc brazing-fusion welding of aluminum alloy to steel butt joint. J. Mater. Process. Technol. 2017, 245, 115–121. [Google Scholar] [CrossRef]
- Sun, J.; Yan, Q.; Li, Z.; Huang, J. Effect of bevel angle on microstructure and mechanical property of Al/steel butt joint using laser welding-brazing method. Mater. Des. 2016, 90, 468–477. [Google Scholar] [CrossRef]
- Li, L.; Xia, H.; Tan, C.; Ma, N. Effect of groove shape on laser welding-brazing Al to steel. J. Mater. Process. Technol. 2018, 252, 573–581. [Google Scholar] [CrossRef]
- Li, L.; Xia, H.; Tan, C.; Ma, N. Influence of laser power on interfacial microstructure and mechanical properties of laser welded-brazed Al/steel dissimilar butted joint. J. Manuf. Process. 2018, 32, 160–174. [Google Scholar] [CrossRef]
- Xia, H.; Zhao, X.; Tan, C.; Chen, B.; Song, X.; Li, L. Effect of Si content on the interfacial reactions in laser welded-brazed Al/steel dissimilar butted joint. J. Mater. Process. Technol. 2018, 258, 9–21. [Google Scholar] [CrossRef]
- Tan, C.; Zang, C.; Xia, H.; Zhao, X.; Zhang, K.; Meng, S.; Chen, B.; Song, X.; Li, L. Influence of Al additions in Zn–based filler metals on laser welding–brazing of Al/steel. J. Manuf. Process. 2018, 34, 251–263. [Google Scholar] [CrossRef]
- Wallerstein, D.; Lusquiños, F.; Comesaña, R.; del Val, J.; Riveiro, A.; Badaoui, A.; Pou, J. Dissimilar unbeveled butt joints of AA6061 to S235 structural steel by means of standard single beam fiber laser welding-brazing. J. Mater. Process. Technol. 2021, 291, 116994. [Google Scholar] [CrossRef]
- Xia, H.; Tao, W.; Li, L.; Tan, C.; Zhang, K.; Ma, N. Effect of laser beam models on laser welding–brazing Al to steel. Opt. Laser Technol. 2020, 122, 105845. [Google Scholar] [CrossRef]
- Wallerstein, D.; Vaamonde, E.; Prada, A.; Torres, E.A.; Urtiga Filho, S.L.; Santos, T.F.A. Influence of welding gases and filler metals on hybrid laser-GMAW and Laser-FCAW welds. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020. [Google Scholar] [CrossRef]
- Chen, S.S.; Li, S.; Li, Y.; Huang, J.; Chen, S.S.; Yang, J. Butt welding-brazing of steel to aluminum by hybrid laser-CMT. J. Mater. Process. Technol. 2019, 272, 163–169. [Google Scholar] [CrossRef]
- Meng, Y.; Gong, M.; Zhang, S.; Zhang, Y.; Gao, M. Effects of oscillating laser offset on microstructure and properties of dissimilar Al/steel butt-joint. Opt. Lasers Eng. 2020, 128, 106037. [Google Scholar] [CrossRef]
- Bao, Y.; Zhou, J.; Zhang, Y.; Xu, Y.; Liu, H. Microstructural and mechanical characteristics of direct laser welding 7075 super hard aluminum alloy/D6AC ultra-high strength alloy structural steel. Mater. Lett. 2021, 287, 129312. [Google Scholar] [CrossRef]
- Rong, J.; Kang, Z.; Chen, S.; Yang, D.; Huang, J.; Yang, J. Growth kinetics and thickness prediction of interfacial intermetallic compounds between solid steel and molten aluminum based on thermophysical simulation in a few seconds. Mater. Charact. 2017, 132, 413–421. [Google Scholar] [CrossRef]
- He, H.; Gou, W.; Wang, S.; Hou, Y.; Ma, C.; Mendez, P.F. Kinetics of intermetallic compound layers during initial period of reaction between mild steel and molten aluminum. Int. J. Mater. Res. 2019, 110, 194–201. [Google Scholar] [CrossRef]
- Takata, N.; Nishimoto, M.; Kobayashi, S.; Takeyama, M. Morphology and formation of Fe–Al intermetallic layers on iron hot-dipped in Al–Mg–Si alloy melt. Intermetallics 2014, 54, 136–142. [Google Scholar] [CrossRef]
- Cheng, W.-J.; Wang, C.-J. Effect of silicon on the formation of intermetallic phases in aluminide coating on mild steel. Intermetallics 2011, 19, 1455–1460. [Google Scholar] [CrossRef]
- Yin, F.; Zhao, M.; Liu, Y.; Han, W.; Li, Z. Effect of Si on growth kinetics of intermetallic compounds during reaction between solid iron and molten aluminum. Trans. Nonferr. Met. Soc. China 2013, 23, 556–561. [Google Scholar] [CrossRef]
- Zhang, W.; Sun, D.; Han, L.; Liu, D. Interfacial microstructure and mechanical property of resistance spot welded joint of high strength steel and aluminium alloy with 4047 AlSi12 interlayer. Mater. Des. 2014, 57, 186–194. [Google Scholar] [CrossRef]
- Azimaee, H.; Sarfaraz, M.; Mirjalili, M.; Aminian, K. Effect of silicon and manganese on the kinetics and morphology of the intermetallic layer growth during hot-dip aluminizing. Surf. Coat. Technol. 2019, 357, 483–496. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.J.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Lemmens, B.; Springer, H.; De Graeve, I.; De Strycker, J.; Raabe, D.; Verbeken, K. Effect of silicon on the microstructure and growth kinetics of intermetallic phases formed during hot-dip aluminizing of ferritic steel. Surf. Coat. Technol. 2017, 319, 104–109. [Google Scholar] [CrossRef]
- Ashby, M.F.; Easterling, K.E. The transformation hardening of steel surfaces by laser beams—I. Hypo-eutectoid steels. Acta Metall. 1984, 32, 1935–1948. [Google Scholar] [CrossRef]
- Ion, J.C. (Ed.) Laser processing diagrams. In Laser Processing of Engineering Materials; Elsevier: Amsterdam, The Netherlands, 2005; pp. 178–187. ISBN 9780750660792. [Google Scholar]
- Suder, W.J.; Williams, S.W. Investigation of the effects of basic laser material interaction parameters in laser welding. J. Laser Appl. 2012, 24, 032009. [Google Scholar] [CrossRef]
- Suder, W.J.; Williams, S. Power factor model for selection of welding parameters in CW laser welding. Opt. Laser Technol. 2014, 56, 223–229. [Google Scholar] [CrossRef]
- Van Alboom, A.; Lemmens, B.; Breitbach, B.; De Grave, E.; Cottenier, S.; Verbeken, K. Multi-method identification and characterization of the intermetallic surface layers of hot-dip Al-coated steel: FeAl3 or Fe4 Al13 and Fe2Al5 or Fe2Al5+x. Surf. Coat. Technol. 2017, 324, 419–428. [Google Scholar] [CrossRef]
- You, D.Y.; Gao, X.D.; Katayama, S. Review of laser welding monitoring. Sci. Technol. Weld. Join. 2014, 19, 181–201. [Google Scholar] [CrossRef]
- Dal, M.; Fabbro, R. An overview of the state of art in laser welding simulation. Opt. Laser Technol. 2015, 78, 1–13. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, M.; Shi, Y.; Huang, J.; Yang, F. Analysis and modeling of the growth of intermetallic compounds in aluminum–steel joints. RSC Adv. 2017, 7, 37797–37805. [Google Scholar] [CrossRef]
- Yang, T.; Dai, W.; Zhuang, Y.; Liu, J.; Zhou, Z.; Hu, J. Investigation on the control of interfacial layer uniformity in laser-metal inert-gas hybrid welded-brazed Al/steel butt joint. J. Manuf. Process. 2020, 58, 1241–1250. [Google Scholar] [CrossRef]
- Evdokimov, A.; Doynov, N.; Ossenbrink, R.; Obrosov, A.; Weiß, S.; Michailov, V. Thermomechanical laser welding simulation of dissimilar steel-aluminum overlap joints. Int. J. Mech. Sci. 2021, 190, 106019. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Melting Range at Atmospheric Pressure (°C) | Thermal Conductivity Near Room Temperature (W/m K) | Thermal Expansion Coefficient (10−6/K) |
|---|---|---|---|
| Pure Al | 660 | 247 | 22.8 |
| 1100-H18 aluminum alloy | 643–655 | 218 | 23.6 |
| 2024-T3 aluminum alloy | 500–638 | 121 | 23.2 |
| 6061-T6 aluminum alloy | 580–650 | 167 | 23.6 |
| 7075-T6 aluminum alloy | 475–635 | 130 | 23.6 |
| Pure Fe | 1538 | 80.4 | 11.7 |
| SAE 1020 carbon steel | 1470–1530 | 46 | 12 |
| AISI 304 stainless steel | 1390–1450 | 16 | 17 |
| Joint Type | Laser System | Aluminum Alloy | Steel | Filler Metal | Joining Approach | Mechanical Properties | Reported IMCs | Ref. |
|---|---|---|---|---|---|---|---|---|
| Lap | Continuous Wave (CW) Nd:YAG laser, 3.5 kW max. power | 6016 Thickness not reported | Low-carbon steel (0.002% C) Thickness not reported | ER4047 solid wire | Preheated wire | 195 N/mm max. tensile resistance | FeAl3, Fe3Al3Si2, Fe2Al7.4Si | [76] |
| CW Nd:YAG laser, 3.5 kW max. power | 6016 Thickness not reported | Low-carbon steel (0.002% C) 0.77 mm-thick | ZnAl15 | In-line dual beam | 230 N/mm max. tensile resistance | Fe2Al5, FeAl3 | [77] | |
| CW Nd:YAG laser, 3 kW max. power | 6016 1 mm-thick | DC 04 (both galvanized and non-galvanized) 1.2 mm-thick | None | Aluminum on top, fillet weld | 230 MPa max. tensile strength | Fe2Al5 | [56] | |
| CW Nd:YAG laser, 3.5 kW max. power | 6056 1.3 mm-thick, 6016 1 mm-thick (the authors used a stepped lap joint, the thicknesses refer to the joint location) | DC 04 1.2 mm-thick | None | Both aluminum- and steel-on-top, keyhole regime, control of penetration depth, two parallel beads | 250 N/mm max. shear load | Fe2Al5, FeAl3 | [39] | |
| Pulsed Wave (PW) Nd:YAG laser, 400 W max. mean power | 5754 2 mm-thick | St14 0.8 mm-thick | None | Pulsed laser, steel on top | Approx. 300 MPa max. tensile strength | FeAl, FeAl2, FeAl3, Fe3Al, Fe2Al5 | [73] | |
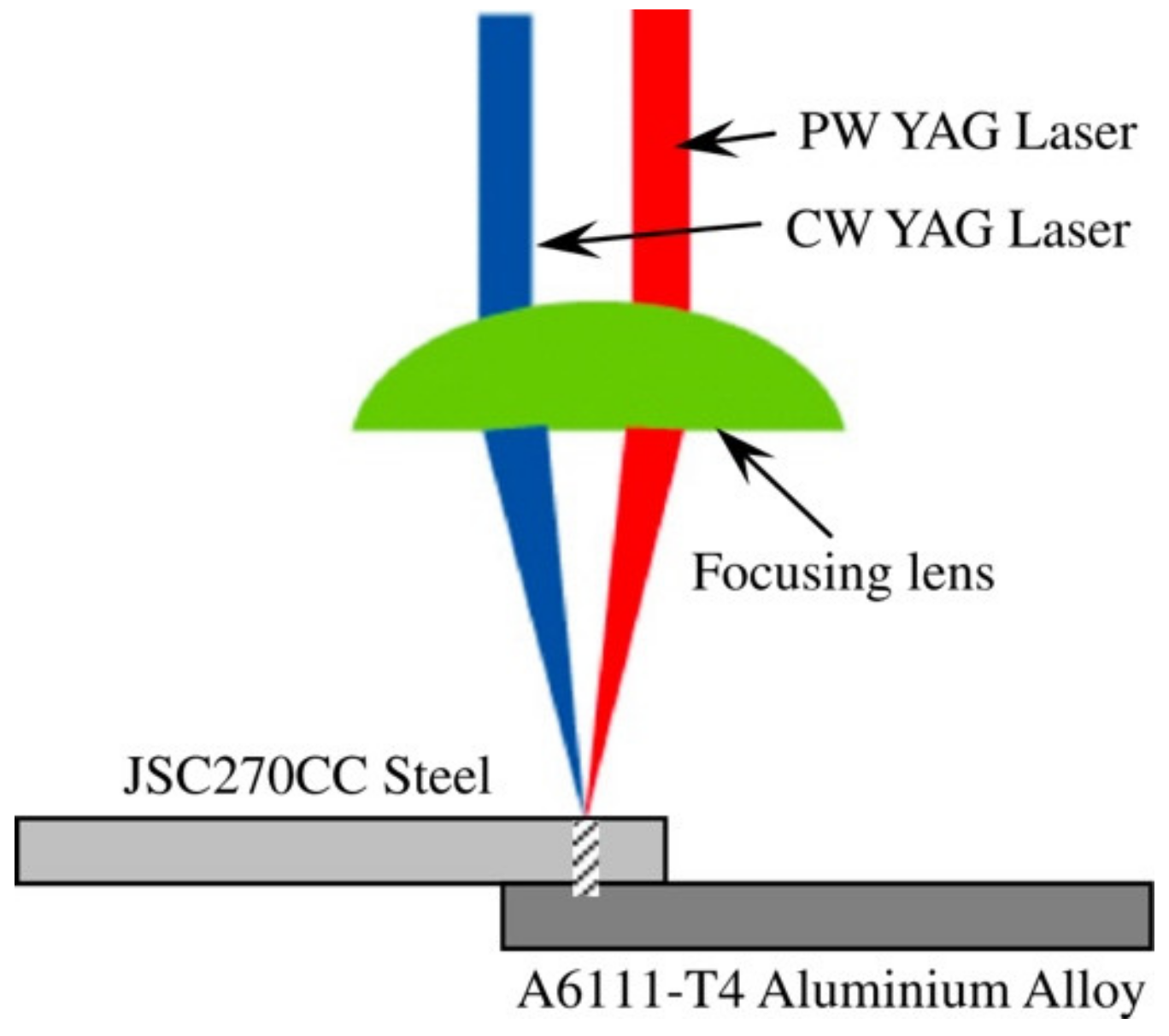
| CW/PW YAG laser, CW: 390 W; PW: 2.61 kW | 6111 1.2 mm-thick | JSC270CC 0.8 mm-thick | None | Steel on top, dual beam (one in CW and another in PW) | 128 MPa max. shear strength | FeAl, Fe3Al | [67] | |
| CW lamp-pumped Nd:YAG laser, 4 kW max. power | Al (99.5% purity) 1 mm-thick | DC01 0.75 mm-thick | None | Steel on top, pressing roller to improve heat transfer | Not reported | Not reported | [66] | |
| CW fiber laser, 8 kW max. power | 5083 6 mm-thick | XF350 2 mm-thick | None | Steel on top, special clamping device | 30 kN max. shear load | Fe2Al5, FeAl3 | [20,64] | |
| CW disk laser, 5 kW max. power | 6451 1 mm-thick | DX56D (galvanized) 0.8 mm-thick | None | Aluminum on top, cross-line dual beam | 146 MPa max. tensile strength | FeAl, Fe2Al5, FeAl3 | [59] | |
| CW fiber laser, 2 kW max. power | 5754 2 mm-thick | 301 stainless steel2 mm-thick | None | Steel on top, application of external magnetic field with different intensities keeping laser parameters constant | 2.91 kN max. tensile load | Fe2Al5, FeAl3 | [80] | |
| CW disk laser, 16 kW max. power | 6016 1.15 and 2.0 mm-thick | 1 mm-thick HX220LAD high-strength low-alloy steel, 1.25 and 1.50 mm-thick 22MnB5 ultra high strength steel, and 1.0 and 1.50 mm-thick 304 stainless steel | None | Steel on top, assessment of linear energy density | 3.50 kN max. tensile load | Not reported | [61] | |
| CW lamp pumped Nd:YAG, 3 kW max. power | 6016 1 mm-thick | DC01 1 mm-thick | None | Aluminum on top, special clamping device, backing blocks (aluminum, steel, cupper, water-cooled) | 16 kN (approx..) max. shear load | Not reported | [19] | |
| CW disk laser, 16 kW max. power | 6082 1.5 mm-thick | 304 stainless steel 1.5 mm-thick | None | Steel on top, up to 3 welding seams, assessment of linear energy density | 6.41 kN max. shear load | Not reported | [62] | |
| CW fiber laser, 6 kW max. power | 6061 1.5 mm-thick | Q235 1.5 mm-thick | None | Steel on top, in-line dual spot laser beam, different energy distribution and distances between beams | 115.6 N/mm max. tensile shear resistance | FeAl2, Fe2Al5, Fe4Al13 | [68] | |
| CW diode laser, 10.4 kW max. power | 6082 8 mm-thick | S355 5 mm-thick | None | Steel on top, variation of parameters to assess influence of linear energy density | 8 kN max. shear load | Fe2Al5, FeAl3, FeAl | [63] | |
| CW fiber laser, 6 kW max. power | 6016 1 mm-thick | DC04 1 mm-thick | Si, Zn, and Ni powders | Steel on top, special clamping device, orthogonal design of experiment involving laser power, welding speed, defocusing and gas flow | 103 N/mm (approx.) max. tensile resistance | Fe2Al5, FeAl3 | [65] | |
| CW fiber laser, 4 kW max. power | 6061 1 mm-thick | DP590 (galvanized) 1 mm-thick | None | Steel on top, application of a magnetic field to improve microstructure | 1.22 kN max. shear load | Fe2Al5, FeAl3, Fe46.22Al192.4 | [81] | |
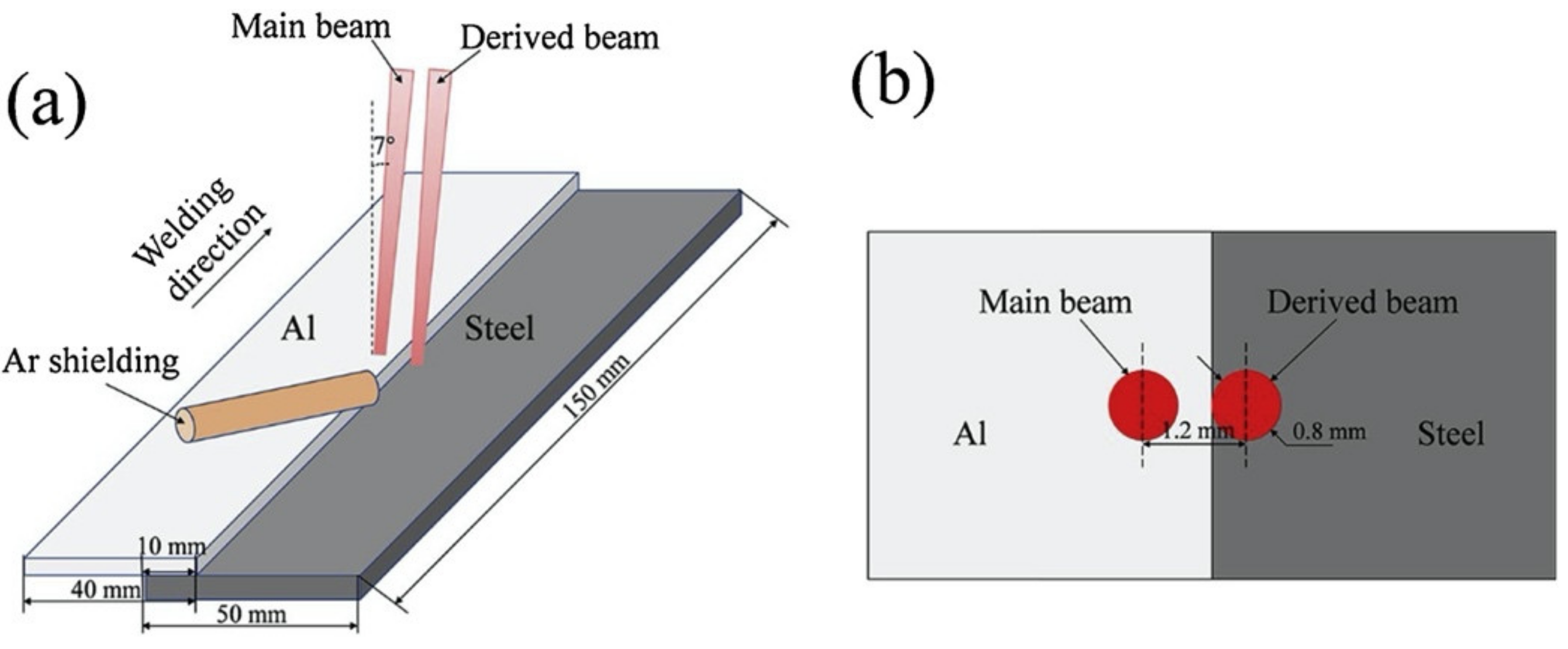
| CW fiber laser, 10 kW max. power | 7075 1 mm-thick | DP590 (galvanized) 1.2 mm-thick | None | Aluminum on top, dual beam: 80% power density main beam (on aluminum), 20% derived beam (on steel) | 123.7 MPa max. tensile strength | Fe2Al5, FeAl3 | [69] | |
| PW Nd:YAG laser, 12 kW max. peak power | 1050 1 mm-thick | DP1000 1 mm-thick | None | Steel on top, two parallel welding beads with pulsed laser varying laser power, pulse duration, overlapping, defocusing and welding speed | 123 MPa max. tensile strength | Not reported | [74] | |
| CW fiber laser, 4 kW max. power | 5052 2 mm-thick | DP780 2 mm-thick | None | Steel on top, variation of processing parameters to optimize mechanical performance | 1964 N max. shear load | FeAl2, Fe2Al5, FeAl3 | [75] | |
| CW fiber laser, 5 kW max. power | 5052 2 mm-thick | Q235 (galvanized) 1.8 mm-thick | ZnAl22 flux-cored wire | Aluminum on top, laser spot both on steel and aluminum (i.e., fillet weld in a lap joint) | 1.22 kN max. shear load | FeAl, FeZn10, Fe2Al5−xZnx | [70] | |
| CW fiber laser, 6 kW max. power | 6061 1.5 mm-thick | CR340 1.2 mm-thick | Al-12%Si flux-cored wire | Aluminum on top, laser spot both on steel and aluminum (i.e., fillet weld in a lap joint), different welding gases (CO2, Ar, CO2+Ar) | 163 MPa max. tensile-shear strength | Fe2(Al,Si)5, Fe(Al,Si)3, Fe1.8Al7.2Si | [55] | |
| CW fiber laser, 6 kW max. power | 5052 1 mm-thick | SPCC (galvanized) 1 mm-thick | Al-2%Si flux-cored wire | Aluminum on top, use of a jig to tilt the joint and improve wettability and Ti interlayer to reduce porosity | 185 MPa max. tensile-shear strength | FeAl3, FeZn3, FeZn8 | [78] | |
| CW diode laser, 6 kW max. power | 6061 3 mm-thick | DP600 2.5 mm-thick | None | Steel on top, controlling interaction time and power density to obtain desired weld penetration and microstructure | 231 MPa max. tensile-shear strength | Fe2Al5, FeAl3 | [72] | |
| CW diode laser, 2.5 kW max. power | 6061 1.5 mm-thick | AISI 304 1.5 mm-thick | CoZnCuMn0.8Si0.2, FeCoCrNiMn high-entropy powders, and commercial Al-12%Si powder | Application of high-entropy powders to inhibit IMC formation and growth (coaxial powder feeding) | Not reported | FeAl, Fe4Al13 | [79] | |
| CW fiber laser, 6 kW max. power | 6061 2 mm-thick | 304 stainless steel 2 mm-thick | None | Steel on top, oscillating laser beam | 185 N/m max. tensile-shear resistance | Fe2Al5, Fe4Al13 | [71] | |
| CW fiber laser, 5 KW max. power | 6061 2 mm-thick | Q235 (galvanized) 2 mm-thick | ER4043 solid wire | Aluminum on top, tilted wire feeding, Cu backing plate | 70.4 MPa max. tensile strength | Fe2Al5Zn0.4, Fe3Al0.5Si0.5, Fe3Al0.7Si0.3 | [58] | |
| CW fiber laser, 6 kW max. power | 6061 1.5 mm-thick | 22MnB5 1.9 mm-thick | ZnAl15 solid wire | Aluminum on top, different defocusing distances to widen processing parameters windows | 2793 N max. shear load | Fe2(Al,Zn)5, FeZn10 | [60] | |
| CW fiber laser, 4 kW max. power | 6061 1 mm-thick | DP590 (galvanized) 1 mm-thick | ZnAl15 solid wire | Aluminum on top, application of external alternating magnetic field | 2.26 kN max. shear load | Al5Fe2Zn0.4, FeZn10, ZnAl | [82] | |
| Butt | CW fiber laser, 10 kW max. power | 6061 2 mm-thick | Q235 (galvanized) 2 mm-thick | ER4043 solid wire | 60° bevel angle at aluminum, 30° and 45° bevel angle at steel | 150 MPa max. tensile strength | Fe2Al5, FeAl3 | [84] |
| CW fiber laser, 6 kW max. power | 6061 1.5 mm-thick | DP590 1.2 mm-thick | ER1100, ER4043, ER4047 solid wires | 45° bevel angle at steel side, 1.0 mm root opening (gap) | 204 MPa max. tensile strength | Fe2Al5, FeAl3, Fe2(Al,Si)5, Fe(Al,Si)3, Fe2Al8Si | [87] | |
| CW fiber laser, 10 kW max. power | 6061 2 mm-thick | DP590 2 mm-thick | Al-12%Si flux-cored wire | Different combinations of beveling aluminum and steel, respectively:1) half-V and square; 2) half-Y and half-Y; 3) half-Y and half-V | 145.8 MPa max. tensile strength | Fe(Al,Si)3, Fe1.8Al7.2Si | [85] | |
| CW fiber laser, 6 kW max. power | 6061 2 mm-thick | DP590 2 mm-thick | Al-12%Si flux-cored wire | 45° bevel angle at both sides, 1.0 mm root opening (gap) | 140 MPa max. tensile strength | Fe(Al,Si)3, Fe2(Al,Si)5, Fe1.8Al7.2Si | [86] | |
| CW fiber laser, 6 kW max. power | 6061 1.5 mm-thick | DP590 1.2 mm-thick | ZnAl2, ZnAl15 and ZnAl22 flux-cored wires | 45° bevel angle at aluminum side, 1.0 mm root opening (gap) | 274 MPa max. tensile strength | FeZn10, Fe2Al5Zn0.4 | [88] | |
| CW fiber laser, 4 kW max. power (in combination with Cold Metal Transfer arc welding) | 5052 2 mm-thick | Q235 2 mm-thick | ER5356 solid wire | Hybrid laser-CMT (laser-leading configuration) | 83.4 MPa max. tensile strength | Fe2Al5, Fe4Al13 | [92] | |
| CW fiber laser, 6 kW max. power | 6061 2 mm-thick | DP590 2 mm-thick | AlSi10Mg powder | 45° bevel angle at both sides, two layers of powder deposition inside an Ar chamber | 194 MPa max. tensile strength | Fe(Al,Si)3, Fe2(Al,Si)5, Fe1.8Al7.2Si | [16] | |
| CW fiber laser, 5 kW max. power | 6061 2 mm-thick | DP590 2 mm-thick | ER4047 solid wire | 45° bevel angle at both sides, 0.6 mm root opening (gap), dual laser beam (cross and in-line) | 196 MPa max. tensile strength | Fe(Al,Si)3, Fe2(Al,Si)5, Fe1.8Al7.2Si | [90] | |
| CW fiber laser, 6 kW max. power (in combination with Cold Metal Transfer arc welding) | 6061 2.1 mm-thick | AISI304 1.8 mm-thick | ER4043 solid wire | Hybrid laser-CMT (laser-leading configuration), circular beam oscillation (offset oscillation) | 160 MPa max. tensile strength | Fe2Al5, Fe4Al13 | [93] | |
| CW fiber laser, 1.20 kW max. mean power | 7075 1 mm-thick | D6AC 1 mm-thick | None | Direct laser beam welding, laser spot in the middle of the joint melting both materials | 94 MPa max. tensile strength | FeAl3, Fe3Al, Fe2Al5 | [94] | |
| CW fiber laser, 3 kW max. power | 6061 1.6 mm-thick | S235 1.5 mm-thick | ER4043 solid wire and Al-12%Si preplaced powder | Welding wire (tilted 45° from joint axis towards steel) in combination with preplaced powder | 169 MPa max. tensile strength | Fe2Al5, Fe4Al13, Fe4Al17.5Si1.5 | [89] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wallerstein, D.; Salminen, A.; Lusquiños, F.; Comesaña, R.; García, J.d.V.; Rodríguez, A.R.; Badaoui, A.; Pou, J. Recent Developments in Laser Welding of Aluminum Alloys to Steel. Metals 2021, 11, 622. https://doi.org/10.3390/met11040622
Wallerstein D, Salminen A, Lusquiños F, Comesaña R, García JdV, Rodríguez AR, Badaoui A, Pou J. Recent Developments in Laser Welding of Aluminum Alloys to Steel. Metals. 2021; 11(4):622. https://doi.org/10.3390/met11040622
Chicago/Turabian StyleWallerstein, Daniel, Antti Salminen, Fernando Lusquiños, Rafael Comesaña, Jesús del Val García, Antonio Riveiro Rodríguez, Aida Badaoui, and Juan Pou. 2021. "Recent Developments in Laser Welding of Aluminum Alloys to Steel" Metals 11, no. 4: 622. https://doi.org/10.3390/met11040622
APA StyleWallerstein, D., Salminen, A., Lusquiños, F., Comesaña, R., García, J. d. V., Rodríguez, A. R., Badaoui, A., & Pou, J. (2021). Recent Developments in Laser Welding of Aluminum Alloys to Steel. Metals, 11(4), 622. https://doi.org/10.3390/met11040622