An All-Atom Simulation Study of Gas Detonation Forming Technique

 ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Methods and Materials
2.1. Interatomic Potentials
2.2. Description of the Morse Potential
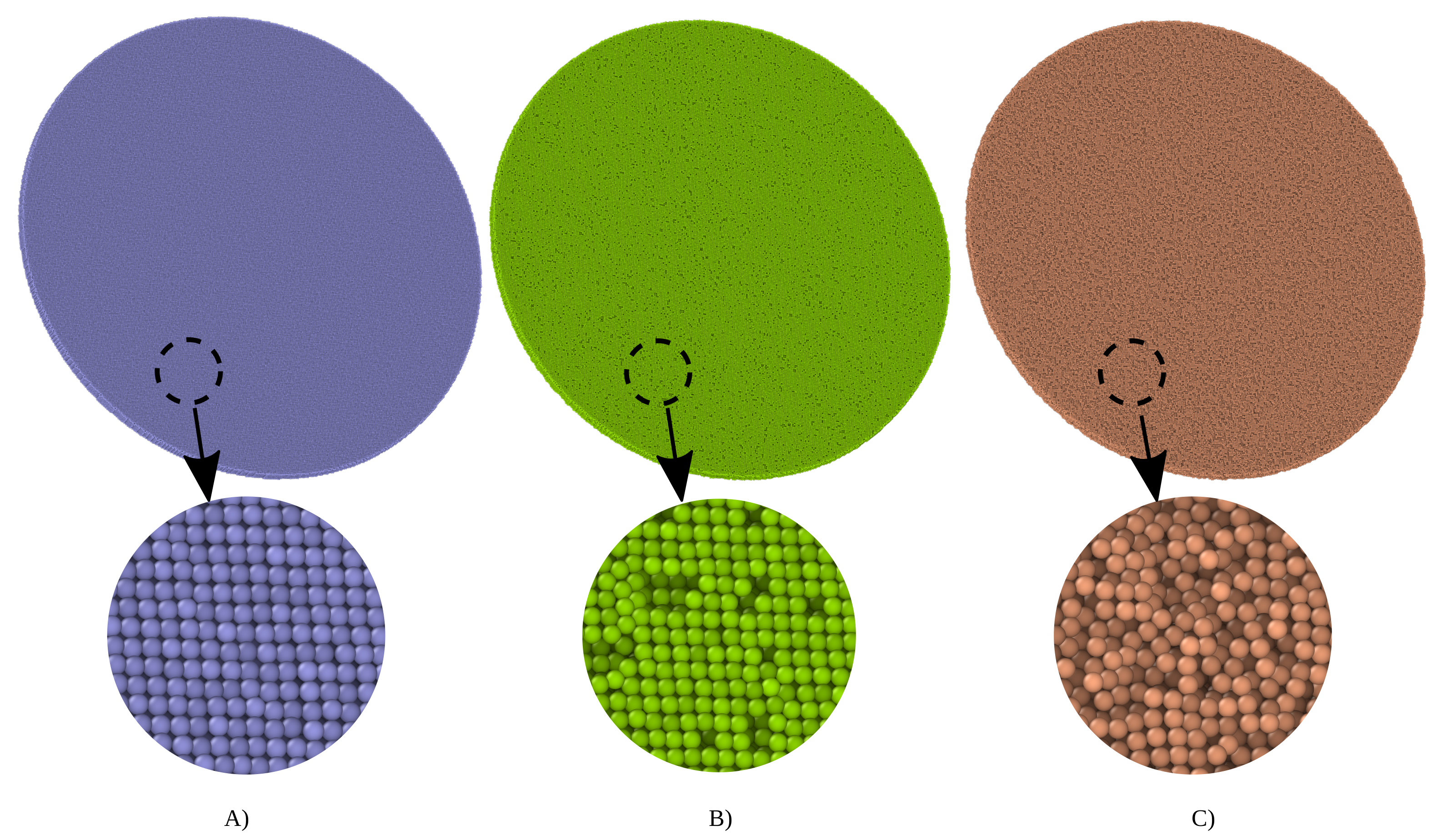
2.3. Voids in the Workpiece Models
3. Results and Discussion
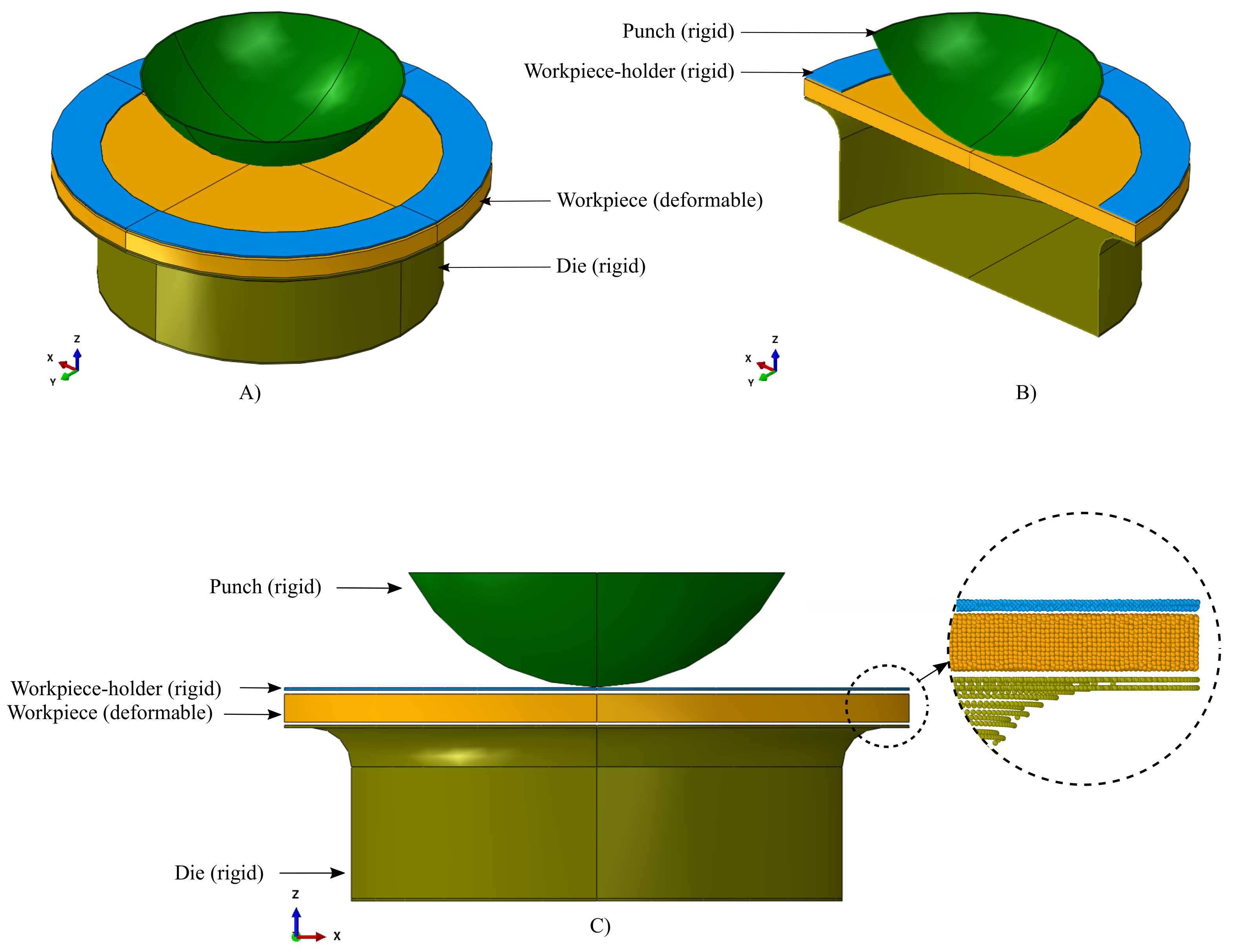
3.1. Blanking of the Workpiece due to Cylindrical Punch
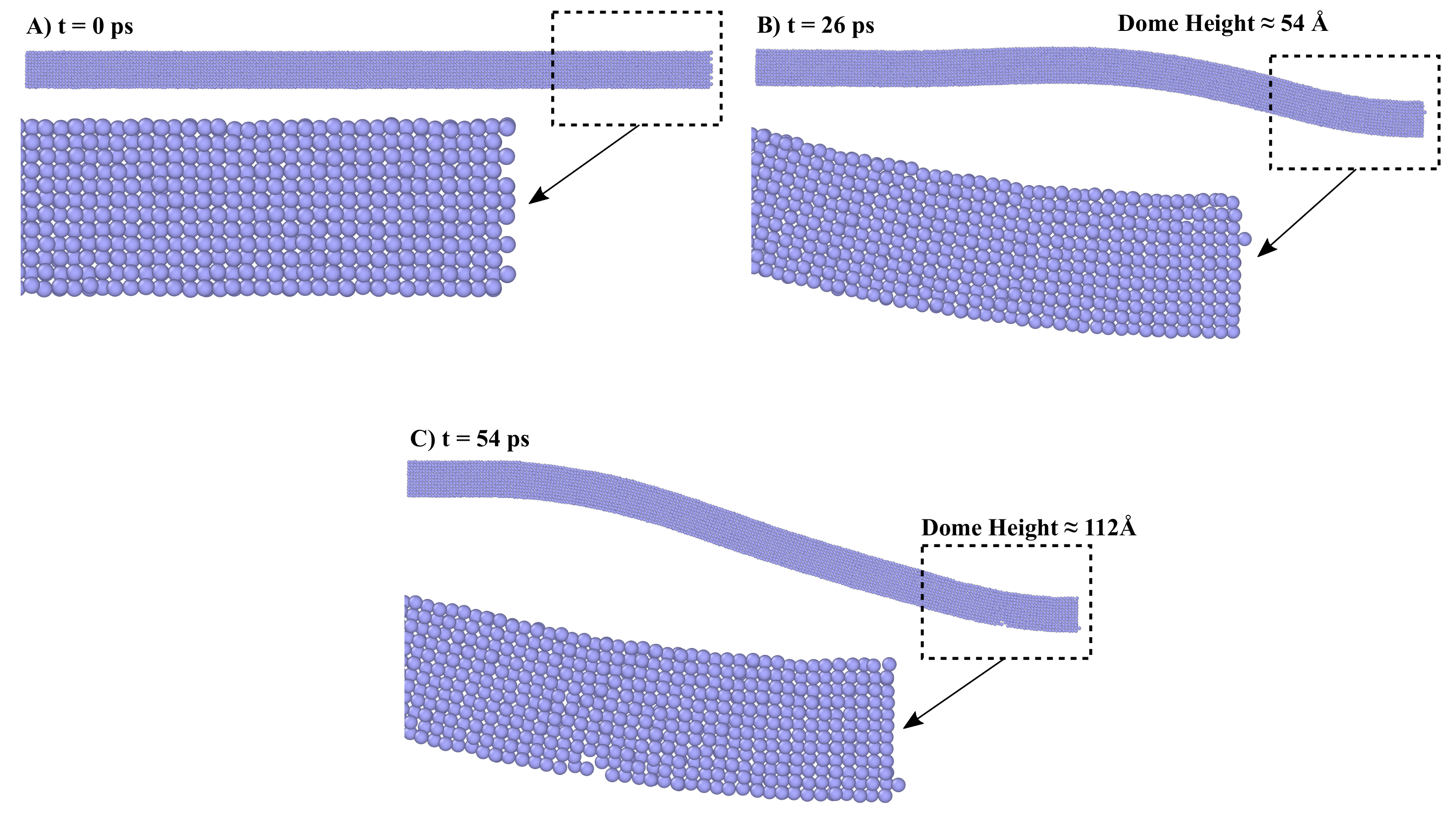
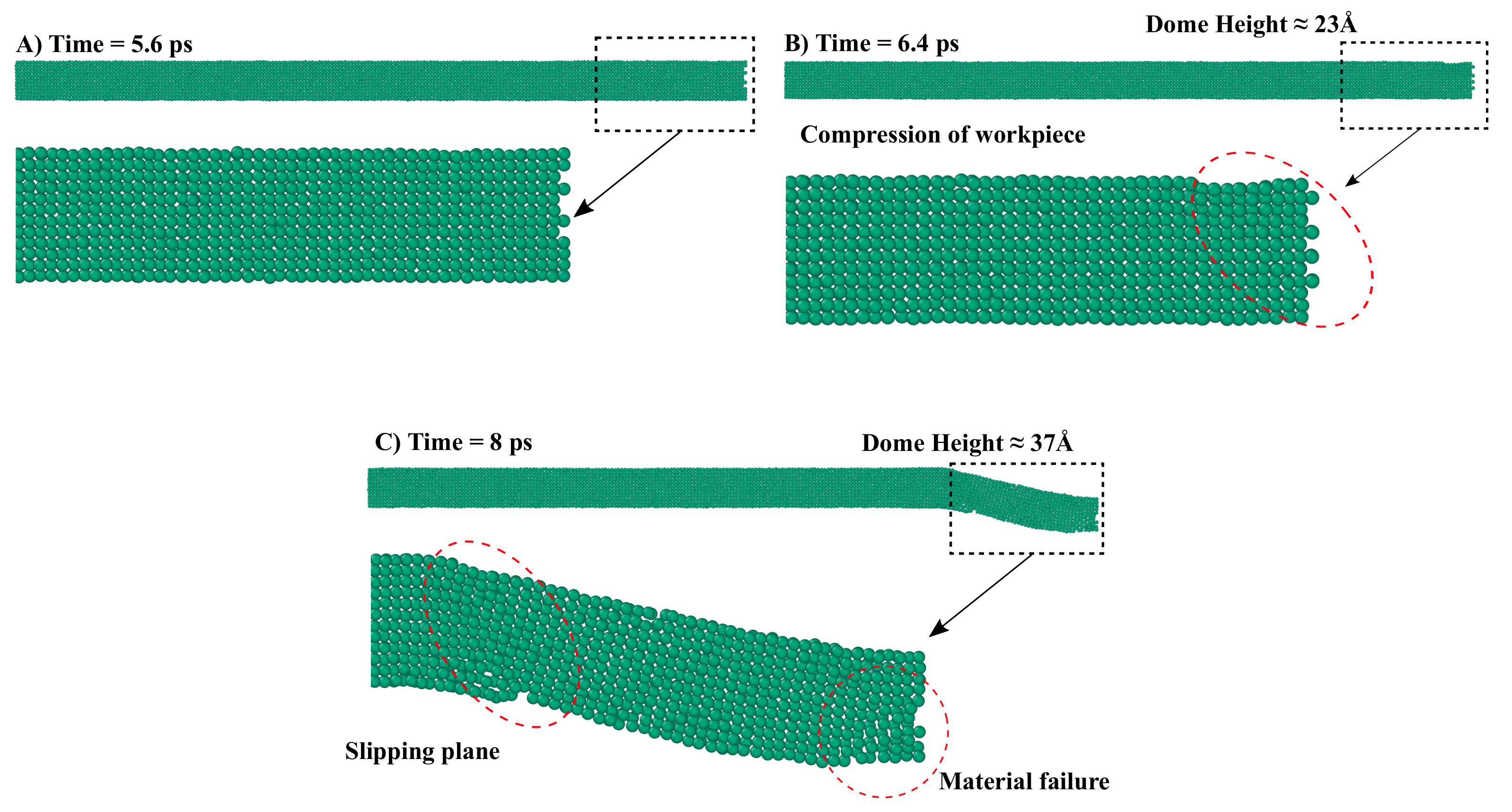
3.2. Progress in Workpiece Deformation
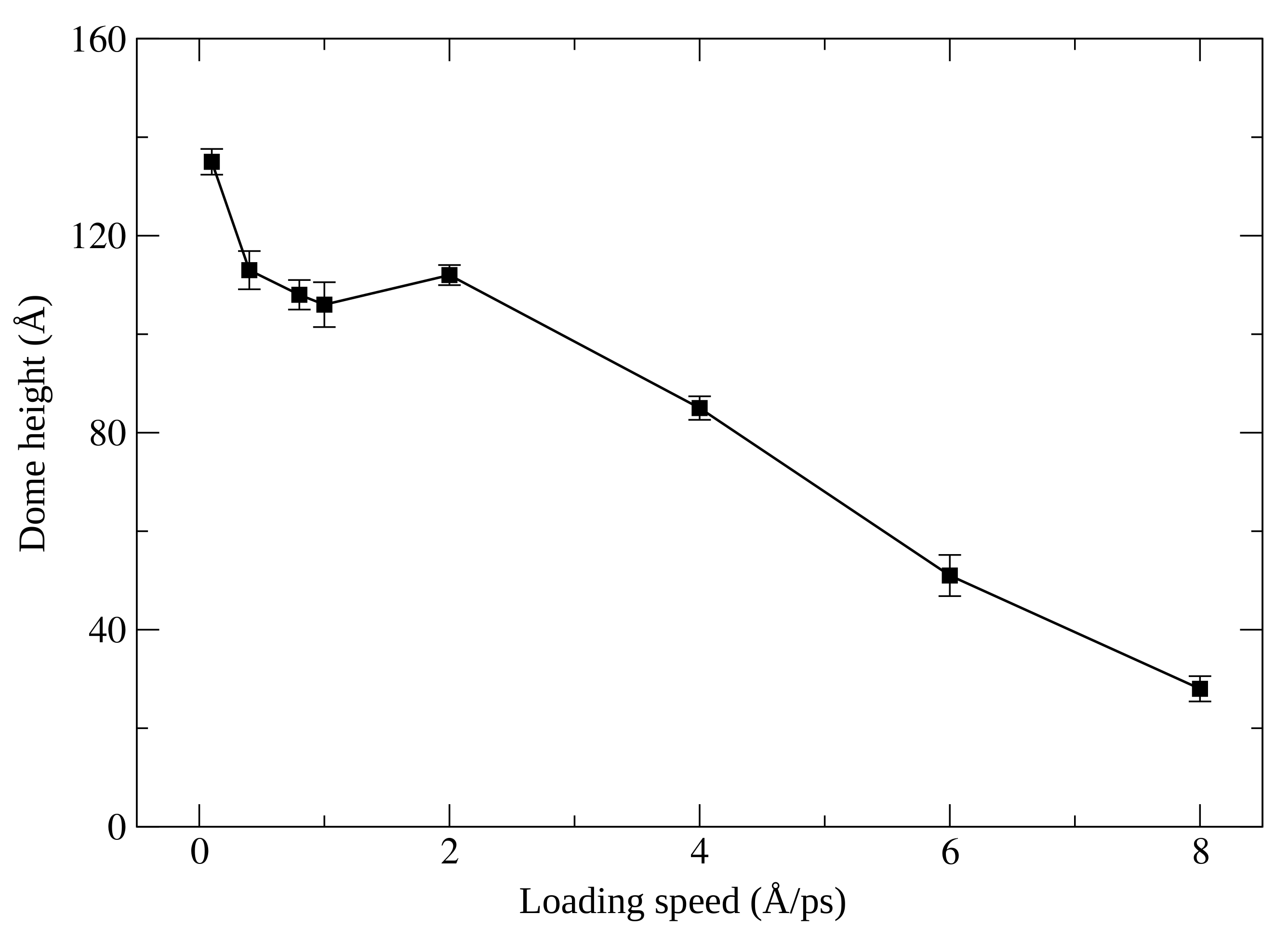
3.3. Dome-Height versus Loading Speed
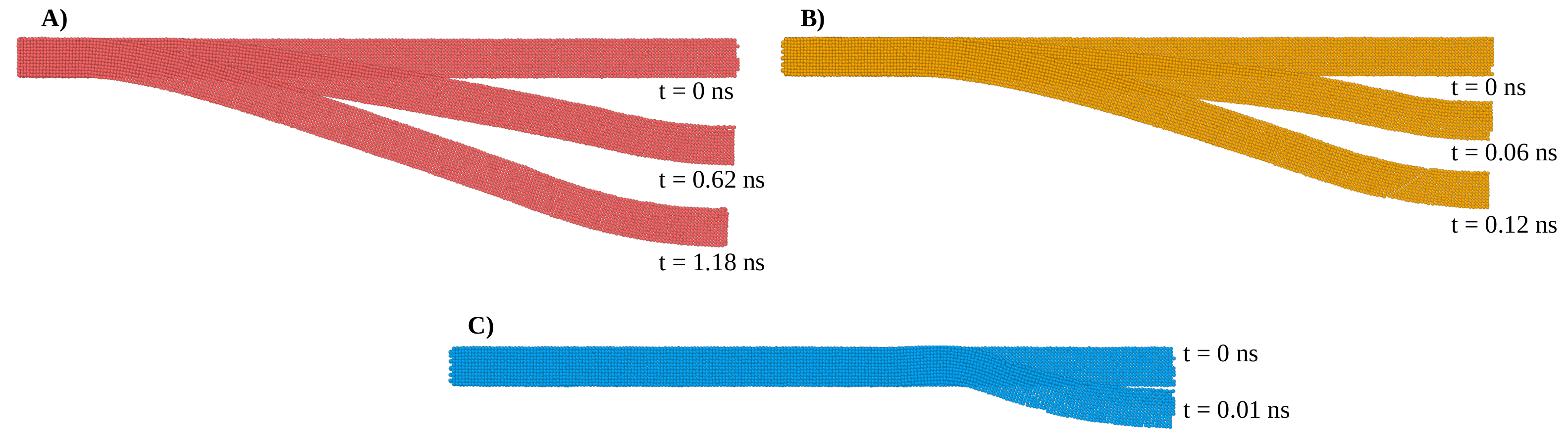
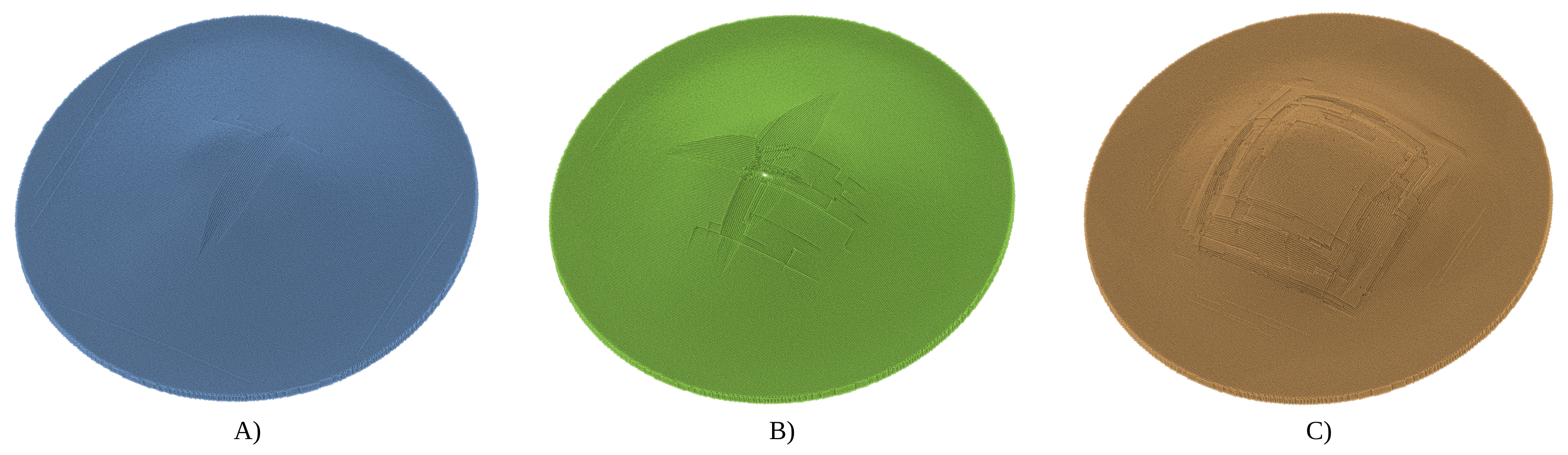
3.4. Failure Patterns
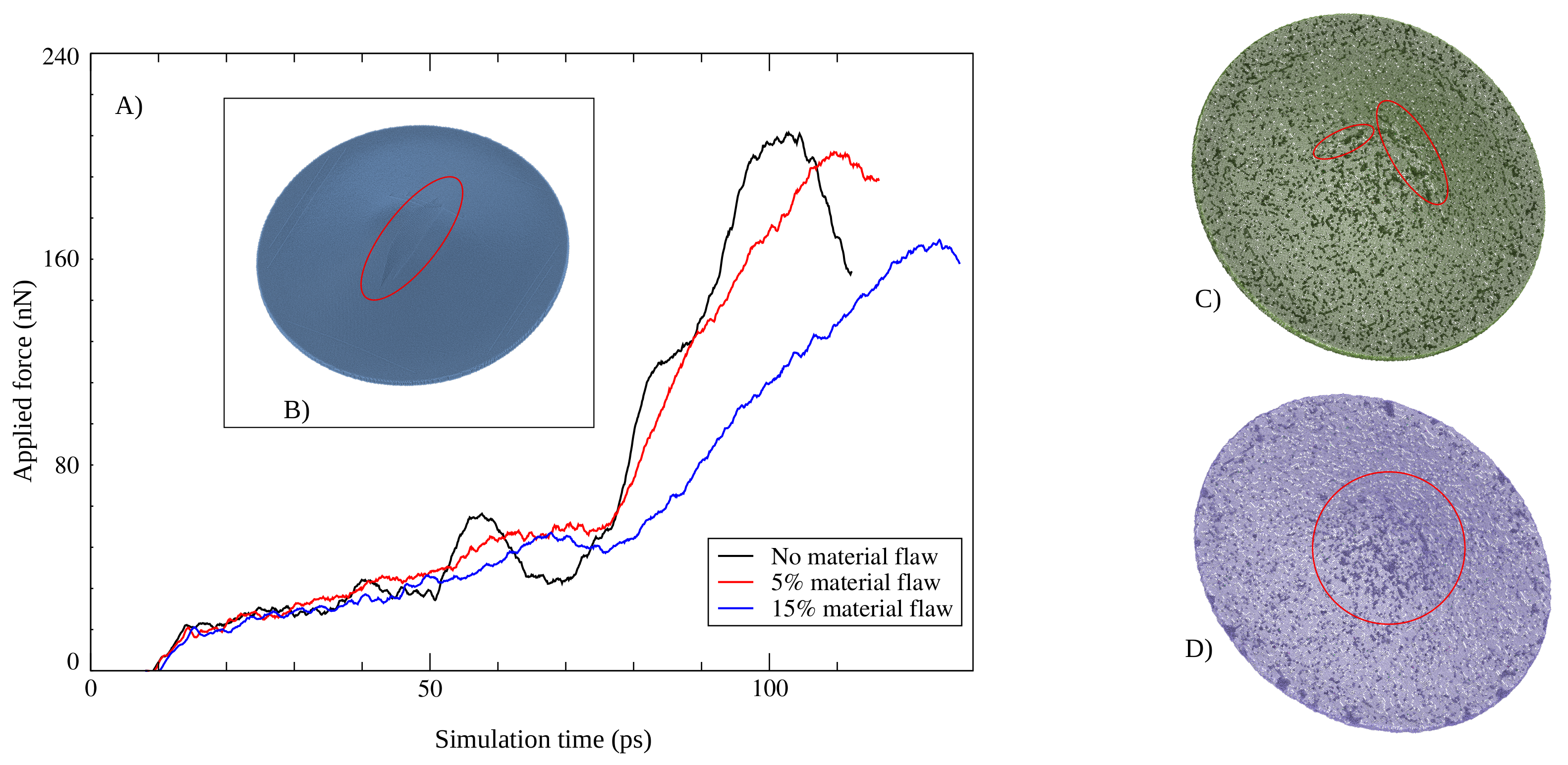
3.5. Influence of Material Flaws
4. Conclusions
- 1.
- With the increase in the rate of downward movement of the punch towards the workpiece, the ability of the material to take the desired shape (shape of the die) reduces, that is, the dome-height is inversely proportional to the loading speed.
- 2.
- At lower speeds (<2 Å/ps), the deformation is observed throughout the workpiece, starting from the point of contact in the middle. This is contrary to the deformations observed due to the higher loading speeds, where localized deformations occur due to the creation of slipping planes.
- 3.
- The nonlinear relationship between the dome-height and loading speeds is observed because of the difference in deformation mechanisms at low and high loading speeds.
- 4.
- With the increase in the loading speed, the failure patterns developed on the workpiece are increasingly severe.
- 5.
- The introduction of a material flaw does not produce worse patterns of failure. It creates a random spluttered failure in the middle zone of the workpiece. This is contrary to the assumption that random material flaw (random deleting of atoms) would lead to faster and more severe failure.
- 6.
- For the same loading speed, the ductility of the workpiece increases with the increasing percentage of material flaws.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Patil, S.P.; Popli, M.; Jenkouk, V.; Markert, B. Numerical modelling of the gas detonation process of sheet metal forming. J. Phys. Conf. Ser. 2016, 734, 032099. [Google Scholar] [CrossRef]
- Shepherd, J.E. Structural response of piping to internal gas detonation. J. Press. Vessel. Technol. 2009, 131, 031204. [Google Scholar] [CrossRef]
- Mynors, D.J.; Zhang, B. Applications and capabilities of explosive forming. J. Mater. Process. Technol. 2002, 125, 1–25. [Google Scholar] [CrossRef]
- Talebi-Anaraki, A.; Chougan, M.; Loh-Mousavi, M.; Maeno, T. Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating. J. Manuf. Mater. Process. 2020, 4, 56. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.i.; Sakagami, M.; Nakao, Y.; Talebi-Anaraki, A. Minimisation of Heating Time for Full Hardening in Hot Stamping Using Direct Resistance Heating. J. Manuf. Mater. Process. 2020, 4, 80. [Google Scholar] [CrossRef]
- Anaraki, A.T.; Loh-Mousavi, M.; Wang, L.L. Experimental and numerical investigation of the influence of pulsating pressure on hot tube gas forming using oscillating heating. Int. J. Adv. Manuf. Technol. 2018, 97, 3839–3848. [Google Scholar] [CrossRef]
- Aoki, T.; Matsuo, J. Molecular dynamics simulations of surface modification and damage formation by gas cluster ion impacts. Nucl. Instrum. Methods Phys. Res. B 2006, 242, 517–519. [Google Scholar] [CrossRef][Green Version]
- Pei, Q.; Lu, C.; Fang, F.; Wu, H. Nanometric cutting of copper: A molecular dynamics study. Comput. Mater. Sci. 2006, 37, 434–441. [Google Scholar] [CrossRef]
- Ye, Y.; Biswas, R.; Morris, J.; Bastawros, A.; Chandra, A. Molecular dynamics simulation of nanoscale machining of copper. Nanotechnology 2003, 14, 390. [Google Scholar] [CrossRef]
- Perez, D.; Lewis, L.J. Molecular-dynamics study of ablation of solids under femtosecond laser pulses. Phys. Rev. B. 2003, 67, 184102. [Google Scholar] [CrossRef]
- Kang, Z.; Li, M.; Tang, Q. Buckling behavior of carbon nanotube-based intramolecular junctions under compression: Molecular dynamics simulation and finite element analysis. Comput. Mater. Sci. 2010, 50, 253–259. [Google Scholar] [CrossRef]
- Patil, S.; Heider, Y.; Jansen, C.; Cruz-Chú, E.; Markert, B. A comparative molecular dynamics-phase-field modeling approach to brittle fracture. Comput. Method Appl. Mech. Eng. 2016, 312, 117–129. [Google Scholar] [CrossRef]
- Raj, M.; Patil, S.P.; Markert, B. Mechanical Properties of Nacre-Like Composites: A Bottom-Up Approach. J. Compos. Sci. 2020, 4, 35. [Google Scholar] [CrossRef]
- Koshiyama, K.; Wada, S. Molecular dynamics simulations of pore formation dynamics during the rupture process of a phospholipid bilayer caused by high-speed equibiaxial stretching. J. Biomech. 2011, 44, 2053–2058. [Google Scholar] [CrossRef] [PubMed]
- Shih, C.Y.; Shugaev, M.V.; Wu, C.; Zhigilei, L.V. Generation of subsurface voids, incubation effect, and formation of nanoparticles in short pulse laser interactions with bulk metal targets in liquid: Molecular dynamics study. J. Phys. Chem. C 2017, 121, 16549–16567. [Google Scholar] [CrossRef]
- Harrison, D.E., Jr. Application of molecular dynamics simulations to the study of ion-bombarded metal surfaces. Crit. Rev. Solid State Mater. Sci. 1988, 14, s1–s78. [Google Scholar] [CrossRef]
- Cui, D.D.; Zhang, L.C. Nano-machining of materials: Understanding the process through molecular dynamics simulation. Adv. Manuf. 2017, 5, 20–34. [Google Scholar] [CrossRef]
- Oluwajobi, A.O.; Chen, X. Multi-Pass Nanometric Machining Simulation using the Molecular Dynamics (MD). In Proceedings of the ICPM 2011 the 6th International Congress on Precision Machining, Liverpool, UK, 13–15 September 2011. [Google Scholar]
- Li, J.; Liu, B.; Luo, H.; Fang, Q.; Liu, Y.; Liu, Y. A molecular dynamics investigation into plastic deformation mechanism of nanocrystalline copper for different nanoscratching rates. Comput. Mater. Sci. 2016, 118, 66–76. [Google Scholar] [CrossRef]
- Nakatani, A. Plastic Deformation Analysis of Nanostructured Metal Using Molecular Dynamics. Proc. JSME 2005, 8, 470–471. [Google Scholar]
- Fang, T.H.; Weng, C.I. Three-dimensional molecular dynamics analysis of processing using a pin tool on the atomic scale. Nanotechnology 2000, 11, 148. [Google Scholar] [CrossRef]
- Van Swygenhoven, H.; Caro, A.; Farkas, D. A molecular dynamics study of polycrystalline fcc metals at the nanoscale: Grain boundary structure and its influence on plastic deformation. Mater. Sci. Eng. A 2001, 309, 440–444. [Google Scholar] [CrossRef]
- Li, J.; Guo, J.; Luo, H.; Fang, Q.; Wu, H.; Zhang, L.; Liu, Y. Study of nanoindentation mechanical response of nanocrystalline structures using molecular dynamics simulations. Appl. Surf. Sci. 2016, 364, 190–200. [Google Scholar] [CrossRef]
- Kim, K.J.; Yoon, J.H.; Cho, M.H.; Jang, H. Molecular dynamics simulation of dislocation behavior during nanoindentation on a bicrystal with a Σ = 5 (210) grain boundary. Mater. Lett. 2006, 60, 3367–3372. [Google Scholar] [CrossRef]
- Hsu, Q.C.; Wu, C.D.; Fang, T.H. Deformation mechanism and punch taper effects on nanoimprint process by molecular dynamics. Jpn. J. Appl. Phys. 2004, 43, 7665. [Google Scholar] [CrossRef]
- Saitoh, K.i.; Sameshima, Y.; Daira, S. Nano-scale modelling and simulation of metal wiredrawing by using molecular dynamics method. World J. Nano Sci. Eng. 2014, 4, 70–83. [Google Scholar] [CrossRef][Green Version]
- Maekawa, K.; Itoh, A. Friction and tool wear in nano-scale machining—A molecular dynamics approach. Wear 1995, 188, 115–122. [Google Scholar] [CrossRef]
- Gao, Y.; Urbassek, H.M. Scratching of nanocrystalline metals: A molecular dynamics study of Fe. Appl. Surf. Sci. 2016, 389, 688–695. [Google Scholar] [CrossRef]
- Yamakov, V.; Wolf, D.; Phillpot, S.R.; Mukherjee, A.K.; Gleiter, H. Dislocation processes in the deformation of nanocrystalline aluminium by molecular-dynamics simulation. Nat. Mater. 2002, 1, 45–49. [Google Scholar] [CrossRef]
- Rentsch, R.; Inasaki, I. Molecular dynamics simulation for abrasive processes. CIRP Ann. 1994, 43, 327–330. [Google Scholar] [CrossRef]
- Shimizu, J.; Zhou, L.; Eda, H. Simulation and experimental analysis of super high-speed grinding of ductile material. J. Mater. Process. Technol. 2002, 129, 19–24. [Google Scholar] [CrossRef]
- Zhang, J.; Sun, T.; Yan, Y.; Liang, Y.; Dong, S. Molecular dynamics simulation of subsurface deformed layers in AFM-based nanometric cutting process. Appl. Surf. Sci. 2008, 254, 4774–4779. [Google Scholar] [CrossRef]
- Ren, J.; Hao, M.; Lv, M.; Wang, S.; Zhu, B. Molecular dynamics research on ultra-high-speed grinding mechanism of monocrystalline nickel. Appl. Surf. Sci. 2018, 455, 629–634. [Google Scholar] [CrossRef]
- Patil, S.P.; Heider, Y. A Review on Brittle Fracture Nanomechanics by All-Atom Simulations. Nanomaterials 2019, 9, 1050. [Google Scholar] [CrossRef] [PubMed]
- Sahu, Y.; Pradhan, M. Modelling and Simulation of Deep Drawing Process of Circular Cup on AL1200 Using Finite Element Analysis; Springer: Berlin/Heidelberg, Germany, 2020; pp. 29–42. [Google Scholar]
- Naik, T.; Hu, Z. Computer Simulation of Deep Drawing Process for a Laminated Composite Cup. In Proceedings of the ASME 2007 International Mechanical Engineering Congress and Exposition, Seattle, WA, USA, 11–15 November 2007; Volume 42975, pp. 567–572. [Google Scholar]
- Kumar, S.; Patil, D.H.; Gowda, R.D. Finite Element Simulation of Sheet Metal Deep Drawing Using Explicit Code and Result Validation. Int. Res. J. Eng. Technol. (IRJET) 2015, 2, 1080–1086. [Google Scholar]
- De La Rubia, T.D.; Guinan, M. New mechanism of defect production in metals: A molecular-dynamics study of interstitial-dislocation-loop formation in high-energy displacement cascades. Phys. Rev. Lett. 1991, 66, 2766. [Google Scholar] [CrossRef] [PubMed]
- Jenkouk, V.; Patil, S.; Markert, B. Joining of tubes by gas detonation forming. J. Phys. Conf. Ser. 2016, 734, 032101. [Google Scholar] [CrossRef]
- Patil, S.P.; Prajapati, K.G.; Jenkouk, V.; Olivier, H.; Markert, B. Experimental and numerical studies of sheet metal forming with damage using gas detonation process. Metals 2017, 7, 556. [Google Scholar] [CrossRef]
- Patil, S.P.; Murkute, R.; Shirafkan, N.; Markert, B. Deformation of Stacked Metallic Sheets by Shock Wave Loading. Metals 2018, 8, 679. [Google Scholar] [CrossRef]
- Patil, S.P.; Fenard, Y.; Bailkeri, S.; Heufer, K.A.; Markert, B. Investigation of Sheet Metal Forming Using a Rapid Compression Machine. Materials 2019, 12, 3957. [Google Scholar] [CrossRef]
- Plimpton, S. Fast Parallel Algorithms for Short-Range Molecular Dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar] [CrossRef]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO–the Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2009, 18, 015012. [Google Scholar] [CrossRef]
- Tersoff, J. New empirical model for the structural properties of silicon. Phys. Rev. Lett. 1986, 56, 632. [Google Scholar] [CrossRef]
- Tersoff, J. Empirical interatomic potential for carbon, with applications to amorphous carbon. Phys. Rev. Lett. 1988, 61, 2879. [Google Scholar] [CrossRef]
- Smith, M. ABAQUS/Standard User’s Manual, Version 6.9; Dassault Systèmes Simulia Corp.: Johnston, RI, USA, 2009. [Google Scholar]
- Daw, M.S.; Baskes, M.I. Embedded-atom method: Derivation and application to impurities, surfaces, and other defects in metals. Phys. Rev. B 1984, 29, 6443. [Google Scholar] [CrossRef]
- Baskes, M. Modified embedded-atom potentials for cubic materials and impurities. Phys. Rev. B 1992, 46, 2727. [Google Scholar] [CrossRef] [PubMed]
- Foiles, S.M. Embedded-atom and related methods for modeling metallic systems. MRS Bull. 1996, 21, 24–28. [Google Scholar] [CrossRef]
- Morse, P.M. Diatomic molecules according to the wave mechanics. II. Vibrational levels. Z. Naturforsch. A 1929, 34, 57. [Google Scholar] [CrossRef]
- Lim, T.C. The relationship between Lennard-Jones (12-6) and Morse potential functions. Z. Naturforsch. A 2003, 58, 615–617. [Google Scholar] [CrossRef]
- Yasar, M. Gas detonation forming process and modeling for efficient spring-back prediction. J. Mater. Process. Technol. 2004, 150, 270–279. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kulkarni, A.; Karkaria, V.; Nandgaonkar, M.; Patil, S.P.; Markert, B. An All-Atom Simulation Study of Gas Detonation Forming Technique. Metals 2021, 11, 611. https://doi.org/10.3390/met11040611
Kulkarni A, Karkaria V, Nandgaonkar M, Patil SP, Markert B. An All-Atom Simulation Study of Gas Detonation Forming Technique. Metals. 2021; 11(4):611. https://doi.org/10.3390/met11040611
Chicago/Turabian StyleKulkarni, Ambarish, Vispi Karkaria, Milankumar Nandgaonkar, Sandeep P. Patil, and Bernd Markert. 2021. "An All-Atom Simulation Study of Gas Detonation Forming Technique" Metals 11, no. 4: 611. https://doi.org/10.3390/met11040611
APA StyleKulkarni, A., Karkaria, V., Nandgaonkar, M., Patil, S. P., & Markert, B. (2021). An All-Atom Simulation Study of Gas Detonation Forming Technique. Metals, 11(4), 611. https://doi.org/10.3390/met11040611