
Effect of the Fe2O3 Addition Amount on Dephosphorization of Hot Metal with Low Basicity Slag by High-Temperature Laboratorial Experiments

 ,
,  and
and
Abstract
1. Introduction
2. Experimental Procedure
2.1. Preparation of Decarbonization Slag and Pig Iron
2.2. Experimental Procedure and Analysis Method
3. Results
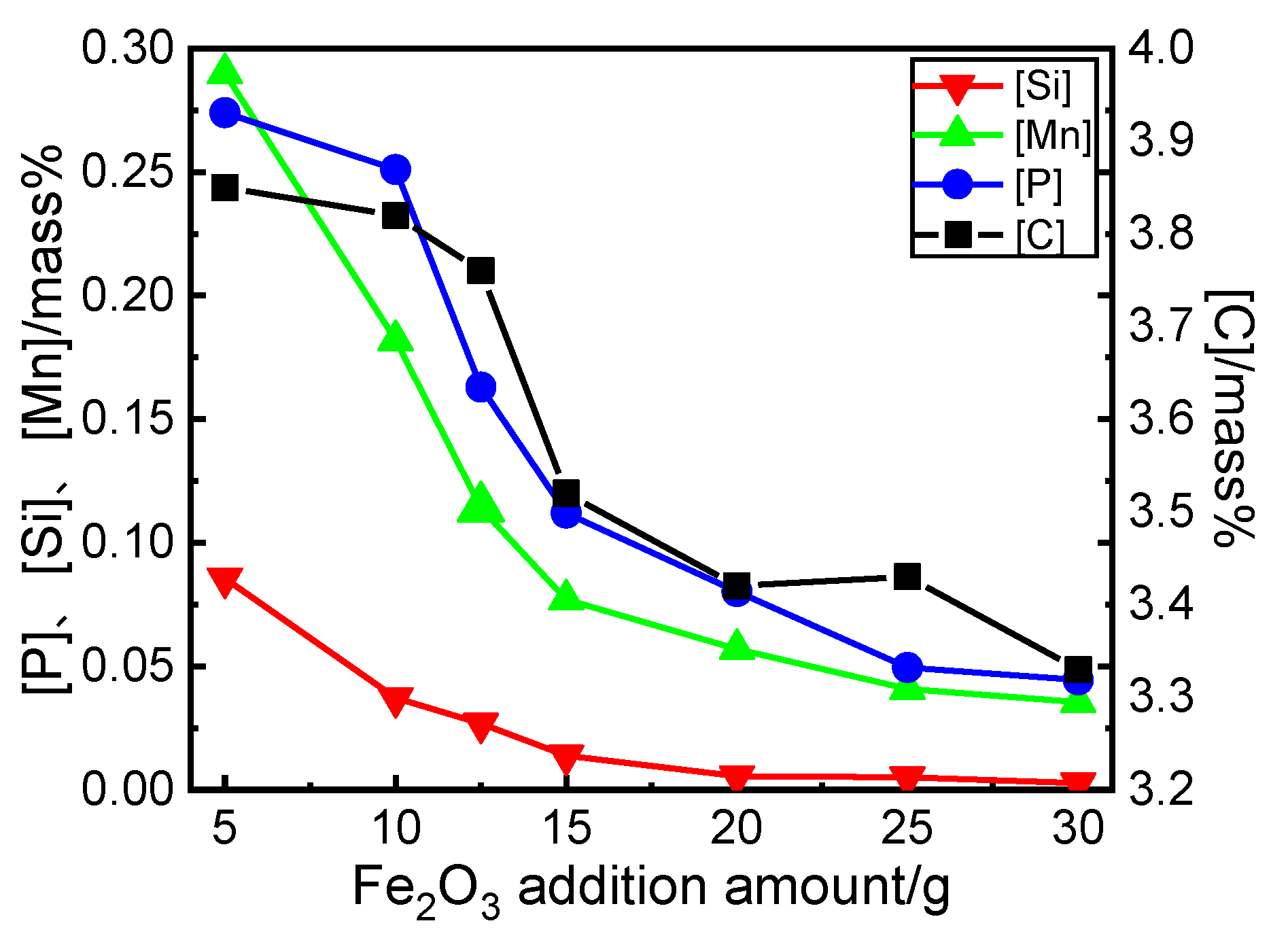
3.1. Effect of the Fe2O3 Addition Amount on the Contents of Elements in the Hot Metal after Dephosphorization
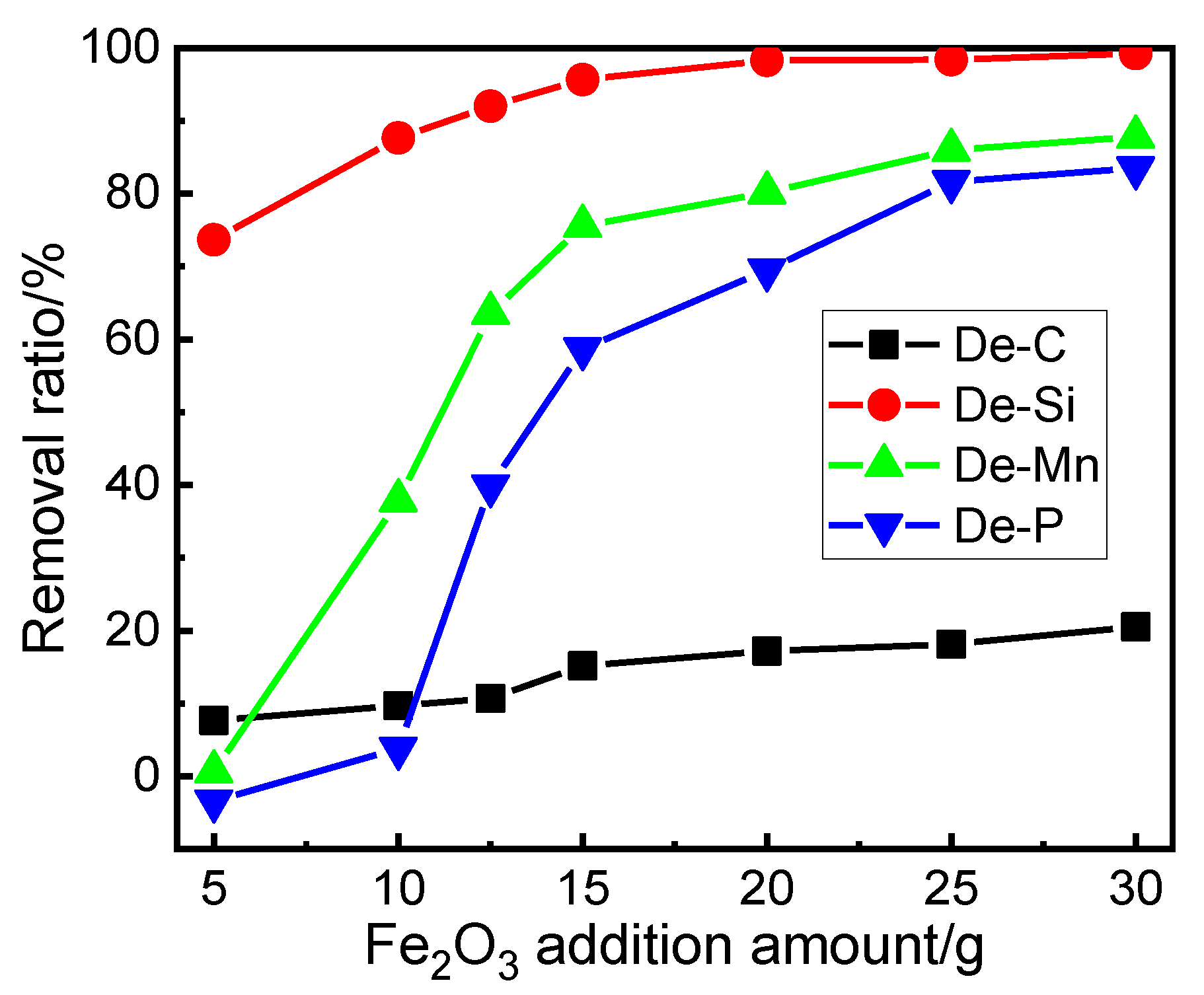
3.2. Effect of the Fe2O3 Addition Amount on the Removal Ratios of the Element Contents in the Hot Metal
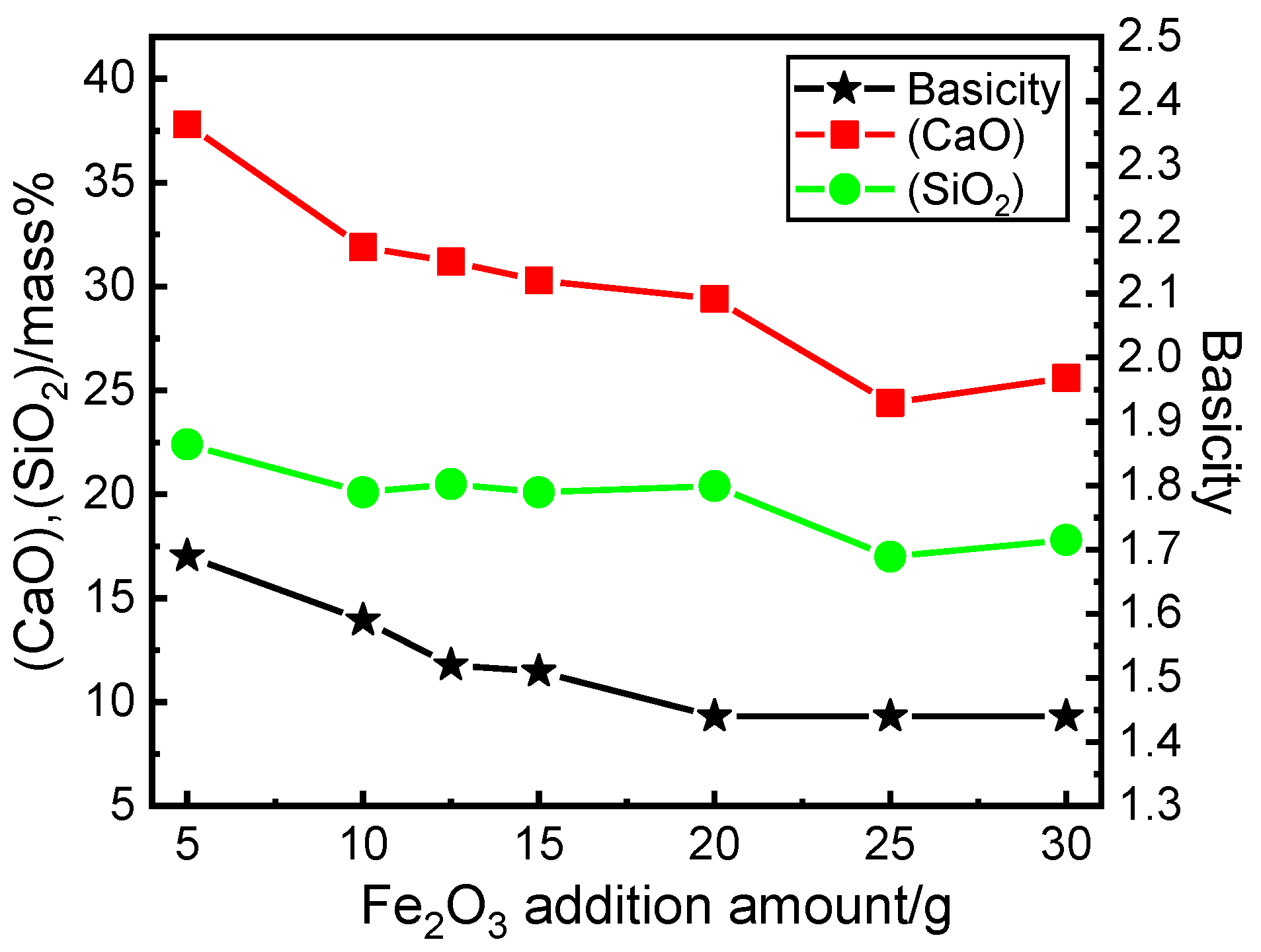
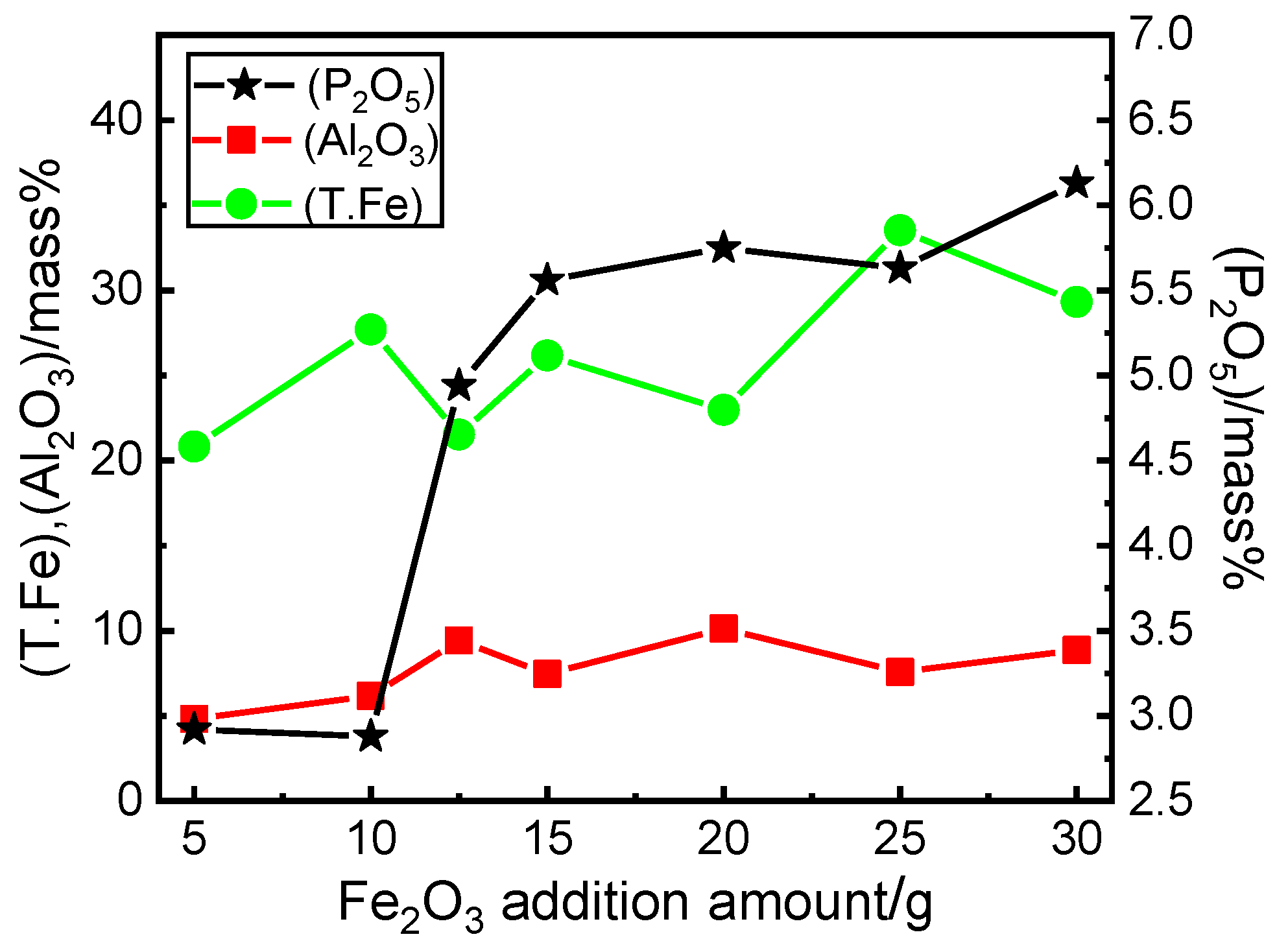
3.3. Effect of the Fe2O3 Addition Amount on the Contents of Oxides in the Slag
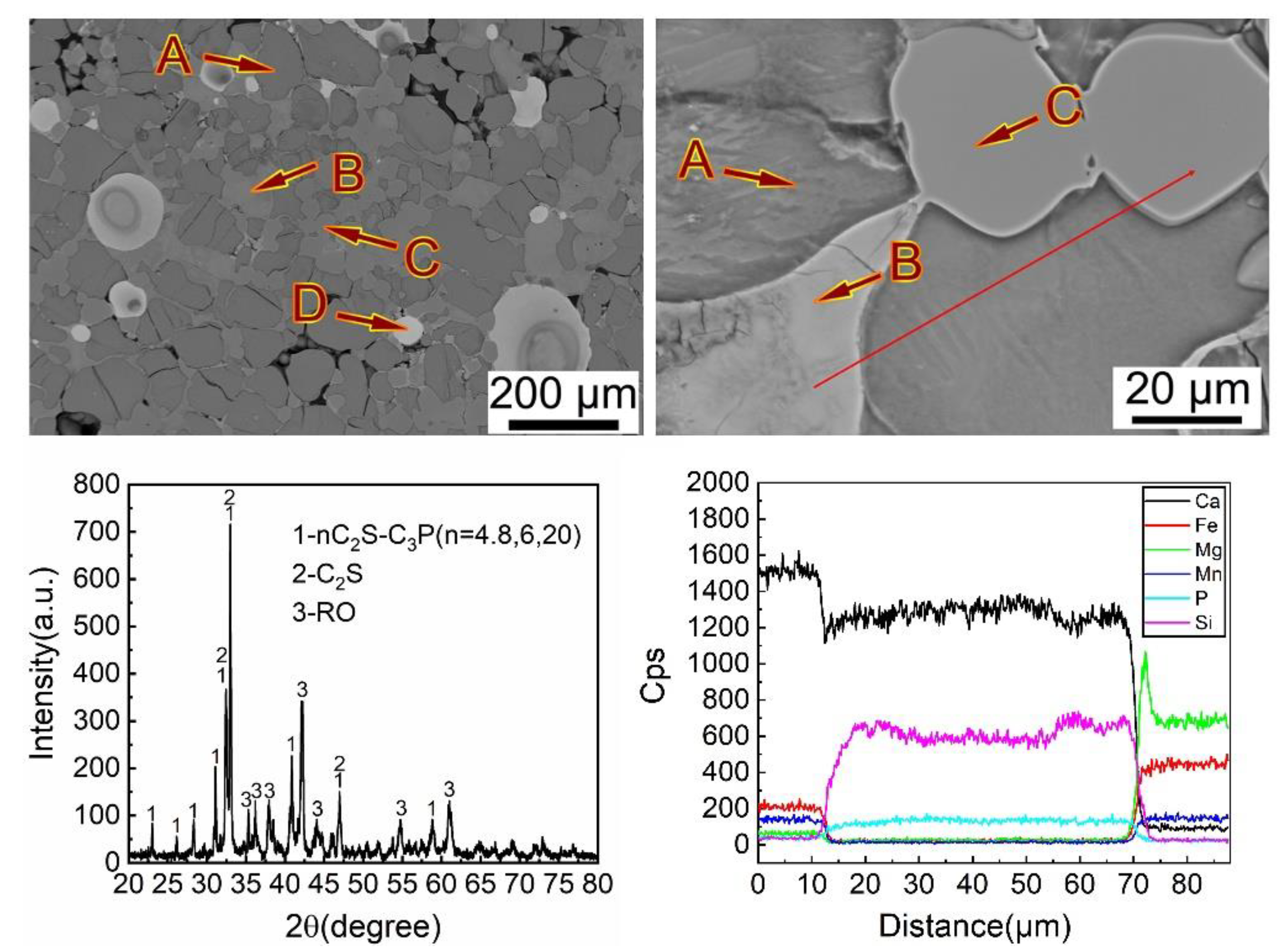
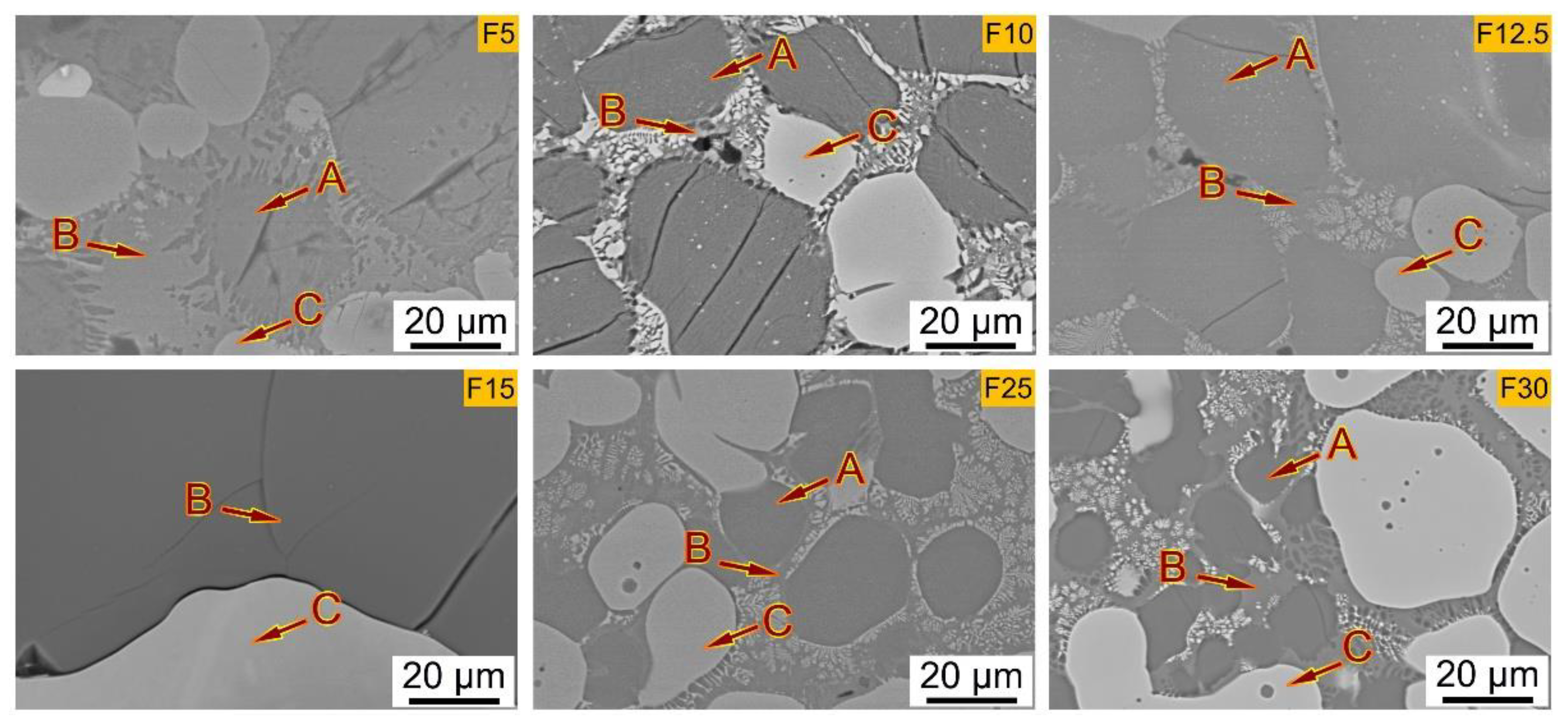
3.4. Analysis of Dephosphorization Slags with SEM-EDS
4. Discussion
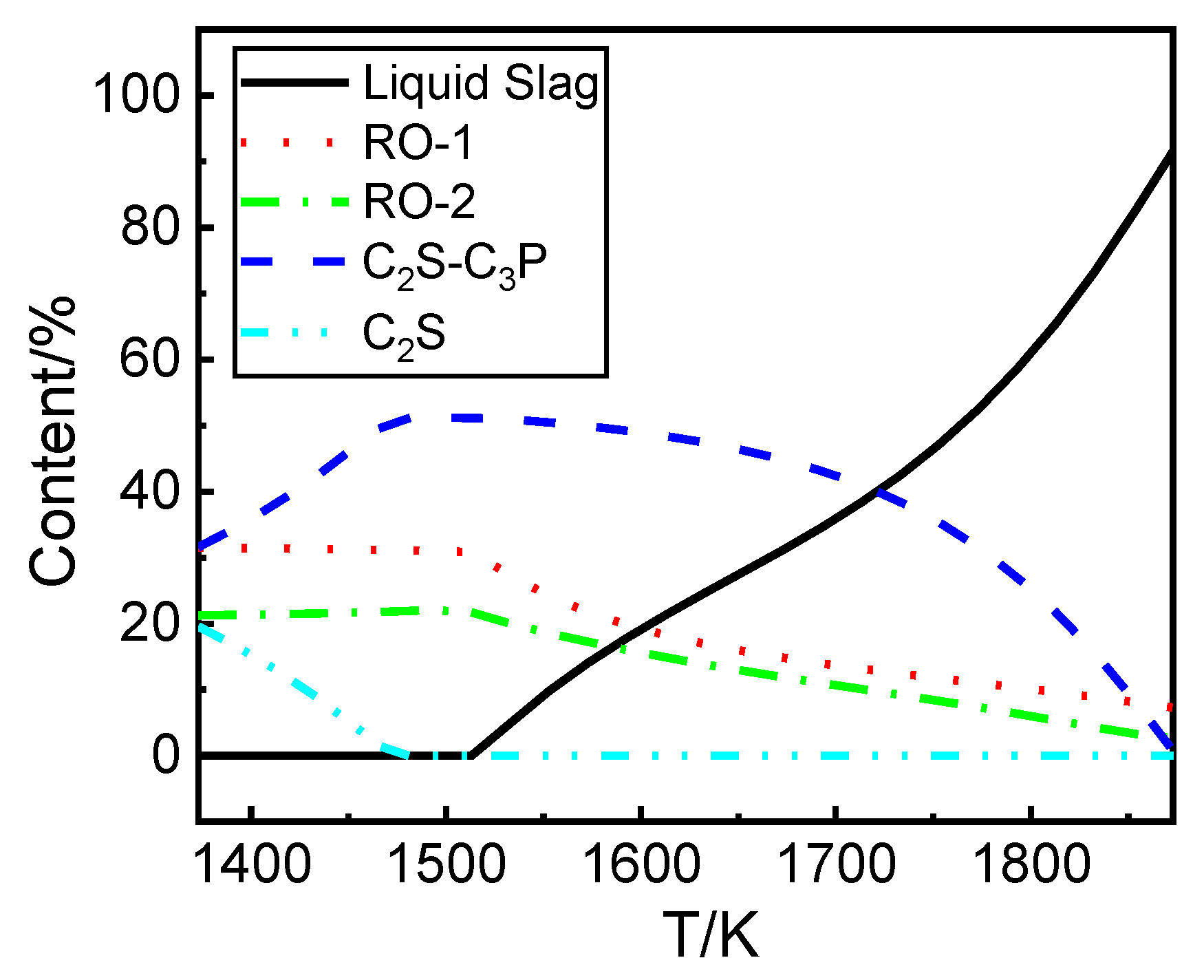
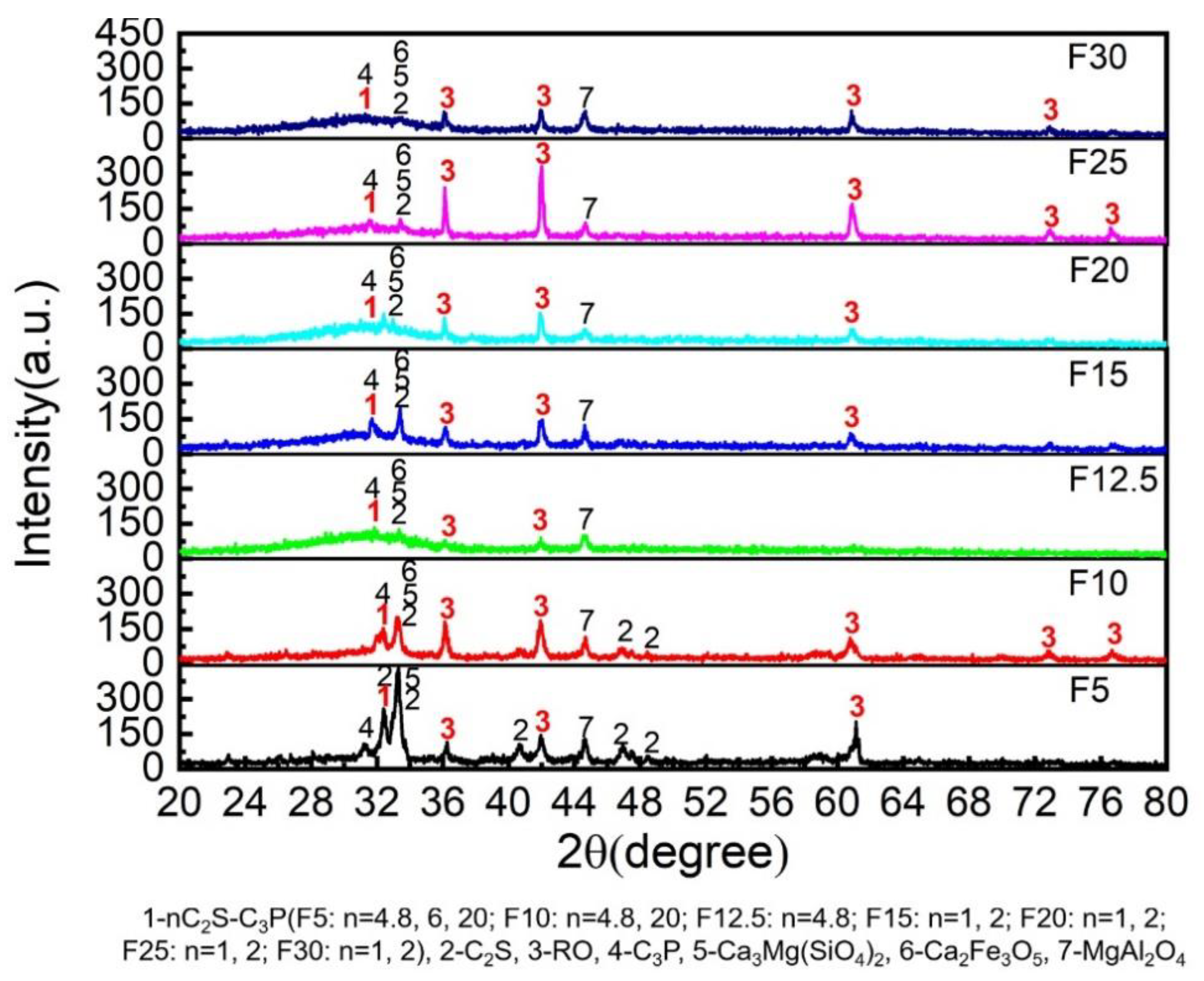
4.1. Effect of the Fe2O3 Addition Amount on Dephosphorization Slags from XRD Analysis Results
4.2. Effect of the Fe2O3 Addition Amount on Interfacial Oxygen Potential
4.3. Effect of the Fe2O3 Addition Amount on the Oxygen Activity at the Slag–Hot Metal Interface and in the Hot Metal
4.4. Theoretical Calculation of the Fe2O3 Addition Amount
5. Conclusions
- (1)
- With increasing the Fe2O3 addition amount, the contents of [C], [Si], [Mn] and [P] in the hot metal at the end of dephosphorization decrease, and the corresponding removal ratios increase. When the Fe2O3 addition amount is 30 g, the phosphorus in the hot metal can be removed from 0.27% to 0.045% with the highest dephosphorization ratio of 83.3%.
- (2)
- With increasing the Fe2O3 addition amount, the P2O5 content in the slag increases, the CaO and SiO2 contents in the slag decrease, while the Al2O3 and T.Fe contents slightly increase. When the Fe2O3 addition amount is 30 g, the value of P2O5 content in the slag is as high as 6.13%, indicating a rather high dephosphorization ratio.
- (3)
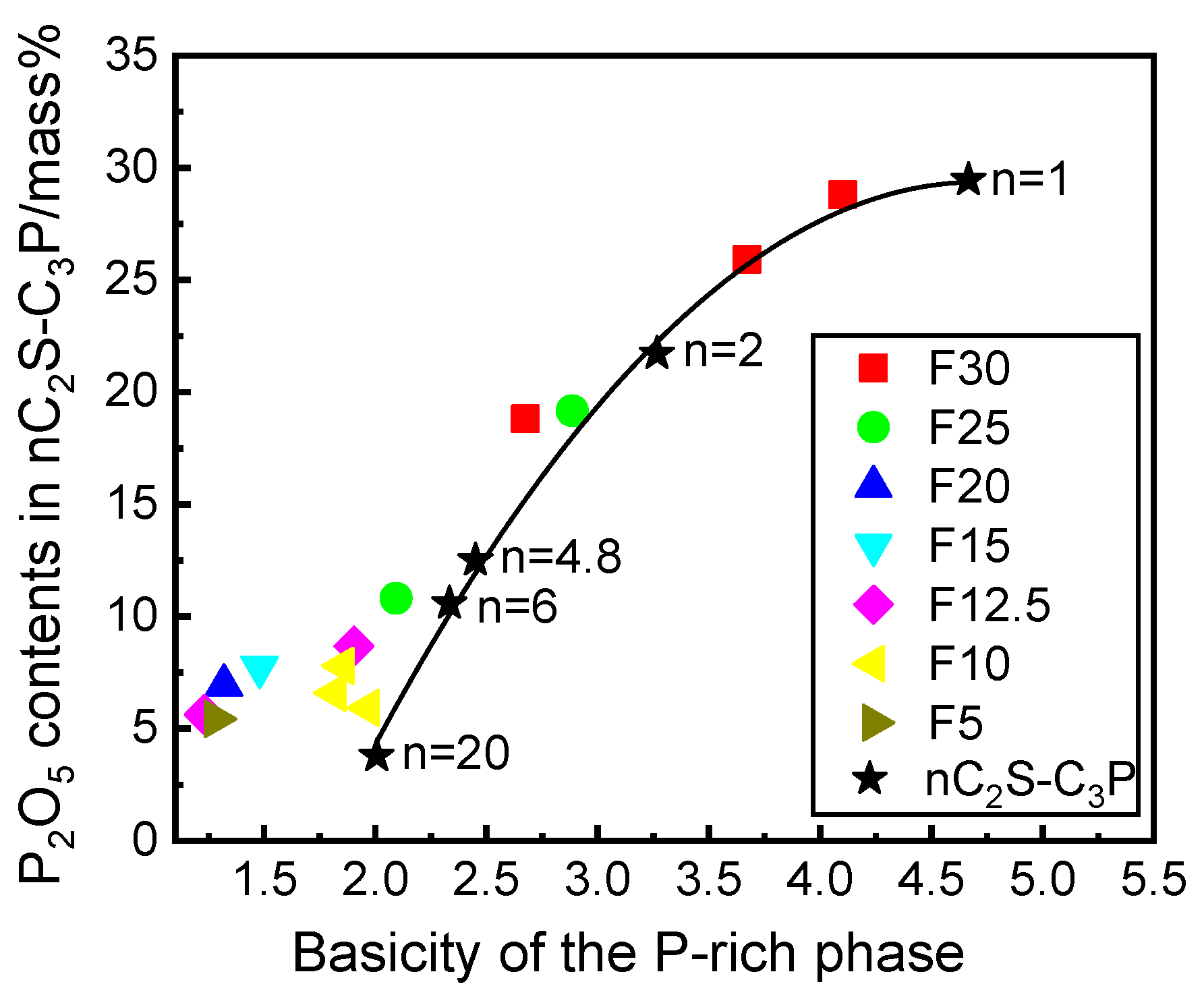
- When the Fe2O3 addition amounts are 15 and 20 g, the dephosphorization slags mainly contain phosphorus-rich matrix phase and metal oxides phase. However, when the Fe2O3 addition amounts are the other values, the dephosphorization slags are mainly composed of phosphorus-rich solid solution phase, matrix phase and metal oxides phase. The phosphorus mainly exists in the form of the nCa2SiO4–Ca3(PO4)2 solid solution in the phosphorus-rich phase and the value of coefficient n decreases from 20 to 1 with increasing the Fe2O3 addition amount from 5 to 30 g.
- (4)
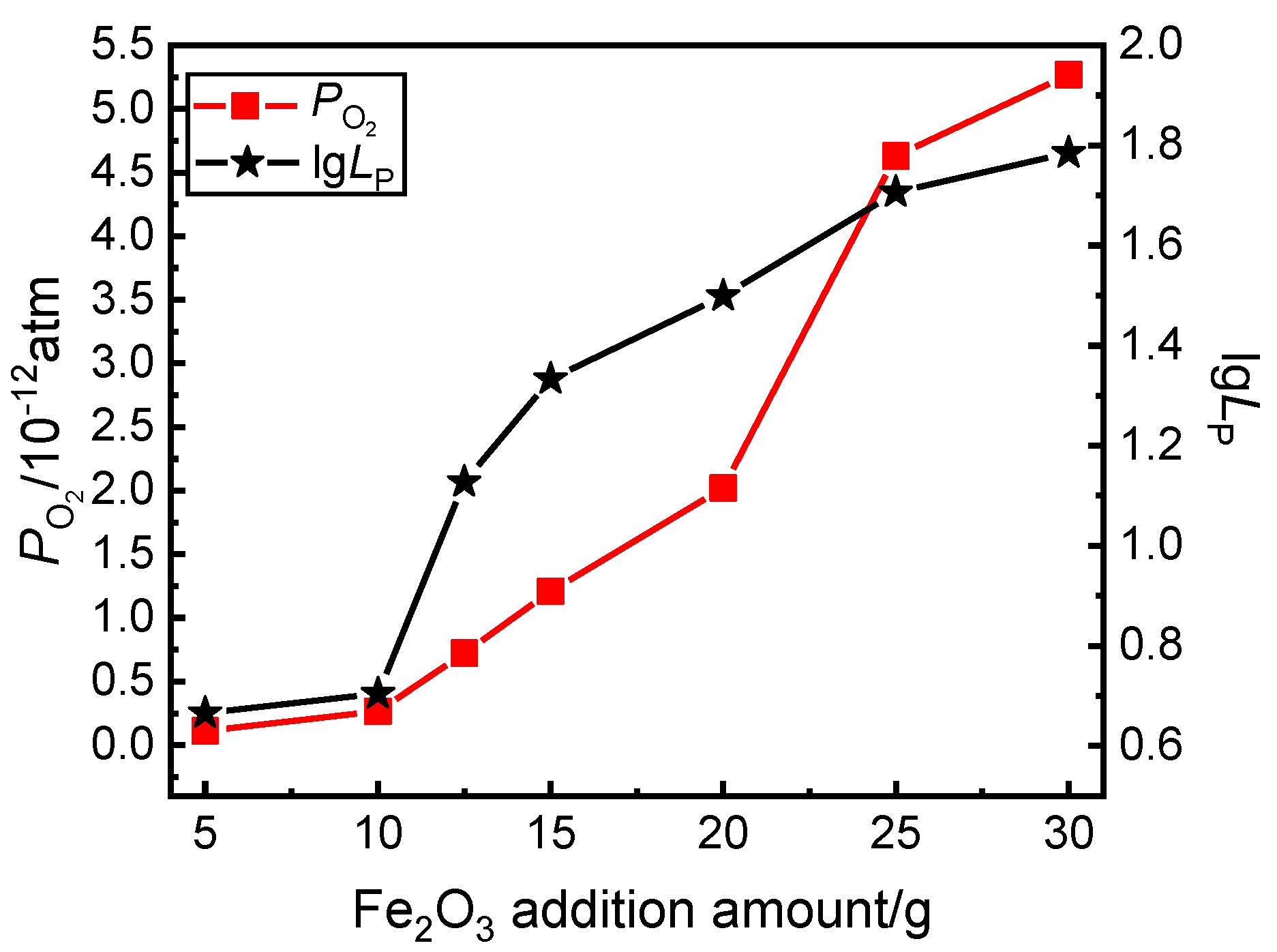
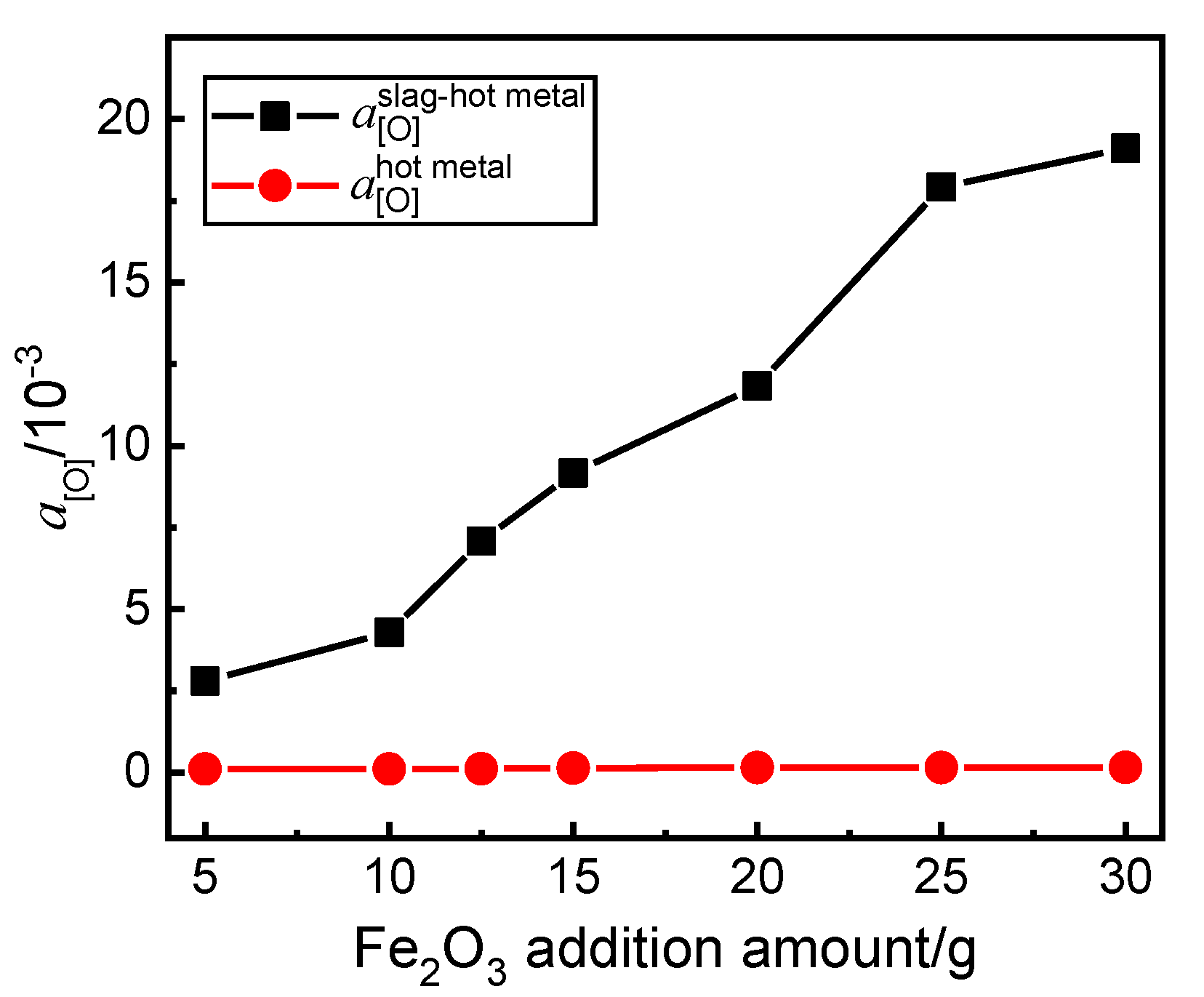
- With increasing the Fe2O3 addition amount, the oxygen potential and activity at the interface between the slag and hot metal increase, and the gradient between the oxygen activity at the interface and in the hot metal increase. When the oxygen potential and the oxygen activity at the interface are greater than 0.72 × 10−12 and 7.1 × 10−3, respectively, the dephosphorization ratio begins to increase rapidly.
- (5)
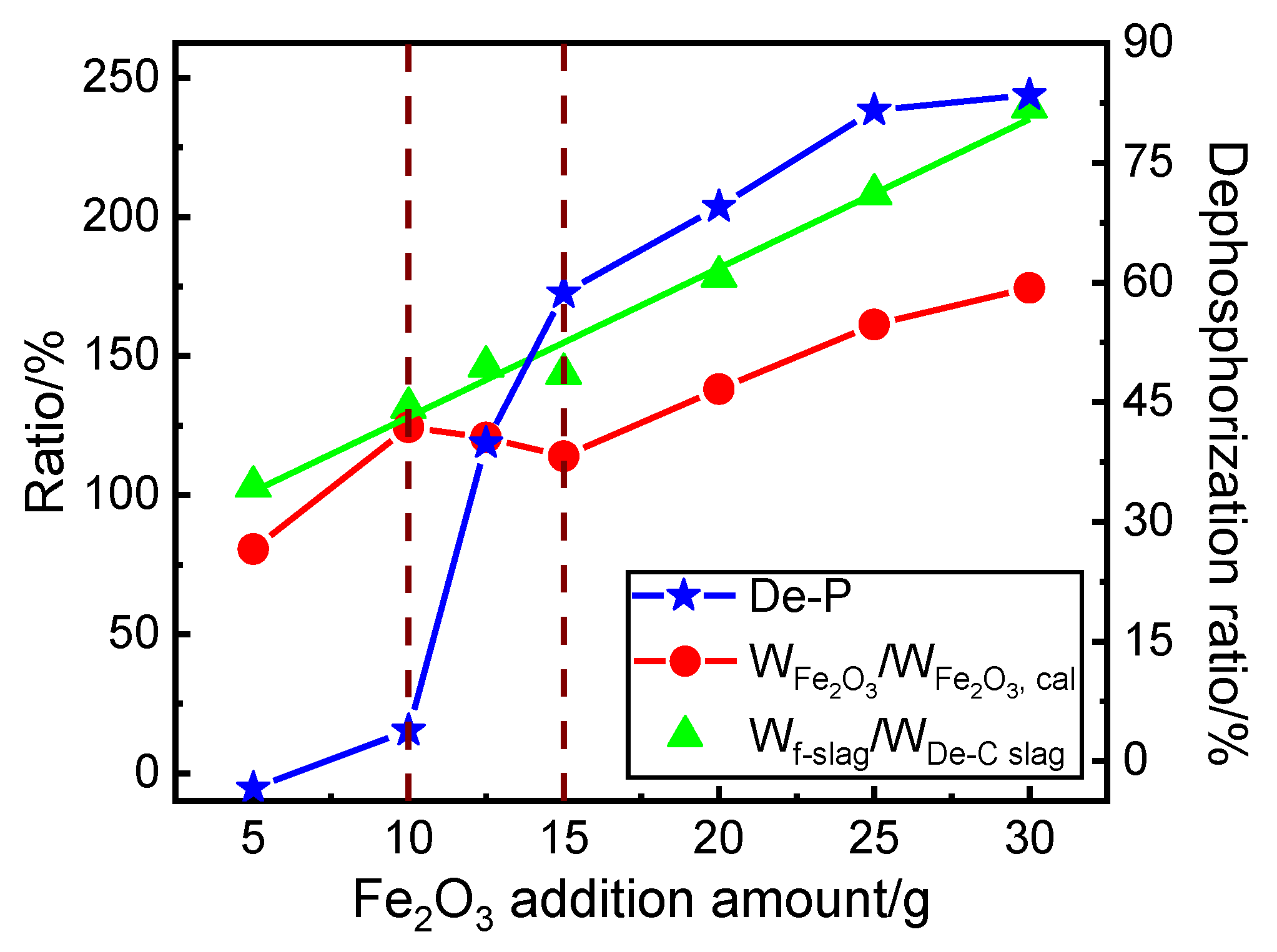
- With increasing the Fe2O3 addition amount, the ratio of the amount of final dephosphorization slag to the addition amount of decarburization slag is increased steadily. The ratios of the Fe2O3 addition amount to theoretical calculation consumption increases at first, then decreases, and increases afterward. When it is around 175% with the Fe2O3 addition amount of 30 g, the dephosphorization ratio reaches the highest value of 83.3%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ogawa, Y.; Yano, M.; Kitamura, S.; Hirata, H. Development of the continuous dephosphorization and decarburization process using BOF. Tetsu-to-Hagané 2001, 87, 21–28. [Google Scholar] [CrossRef]
- Simeonov, S.R.; Sano, N. Manganese equilibrium distribution between carbon-saturated iron melts and lime based slags containing MnO, BaO, and Na2O. Trans. Iron Steel Inst. Jpn. 1985, 25, 1116–1121. [Google Scholar] [CrossRef]
- Pan, W.; Masamich, S.; Masahiro, H.; Kazum, M. Kinetics of phosphorus transfer between iron oxide containing slag and molten iron of high carbon concentration under Ar-O2 atmosphere. ISIJ Int. 1993, 33, 479–487. [Google Scholar]
- Jeoungkiu, I.M.; Kazuki, M.; Nobuo, S. Phosphorus distribution ratios between CaO-SiO2-FetO slags and carbon-saturated iron at 1573 K. ISIJ Int. 1996, 36, 517–521. [Google Scholar]
- Monaghan, B.; Pomfret, R.; Coley, K. The kinetics of dephosphorization of carbon-saturated iron using an oxidizing slag. Metall Mater. Trans. B 1998, 29, 111–118. [Google Scholar] [CrossRef]
- Xia, Y.; Guo, X.; Li, J.; Fan, D.; Wang, S. Effect of adding mode of iron oxide on dephosphorization behavior with the recycling of decarburization slag. Steel Res. Int. 2018, 89, 1800104. [Google Scholar] [CrossRef]
- Wang, Z.J.; Shu, Q.F.; Sridhar, S.; Zhang, M.; Guo, M.; Zhang, Z.T. Effect of P2O5 and FetO on the viscosity and slag structure in steelmaking slags. Metall. Mater. Trans. B 2015, 46, 758–765. [Google Scholar] [CrossRef]
- Li, F.; Li, X.; Yang, S.; Zhang, Y. Distribution ratios of phosphorus between CaO-FeO-SiO2-Al2O3/Na2O/TiO2 slags and carbon-saturated iron. Metall. Mater. Trans. B 2017, 48, 2367–2378. [Google Scholar] [CrossRef]
- Li, G.; Zhu, C.; Li, Y.; Huang, X.; Chen, M. The Effect of Na2O and K2O on the partition ratio of phosphorus between CaO-SiO2-FetO-P2O5 slag and carbon-saturated iron. Steel Res. Int. 2013, 84, 687–694. [Google Scholar] [CrossRef]
- Zhou, J.; Bi, X.; Yue, R.; Yang, F. Phosphorus distribution ratio between multi phase CaO-FeOt-SiO2-P2O5 (6%–13%) slags with MP near hot metal temperature and C-saturated molten iron at 1 573 K. ISIJ Int. 2017, 57, 706–712. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, G.; Li, H.; Li, Y.C. Investigation on ‘slag-remaining+double-slag’ BOF steelmaking technology. China Metall. 2013, 23, 40–46. [Google Scholar]
- Liu, F.; Wang, G.; Zhao, Y.; Tan, J.; Zhao, C.; Wang, Q. Hot metal dephosphorization by low basicity slag in the early stage of converting process. Ironmak. Steelmak. 2019, 46, 392–403. [Google Scholar] [CrossRef]
- Tian, Z.H.; Li, B.H.; Zhang, X.M.; Jiang, Z.H. Double slag operation dephosphorization in BOF for producing low phosphorus steel. J. Iron Steel Res. Int. 2009, 16, 6–14. [Google Scholar] [CrossRef]
- Lin, Y.; Liu, Y.; Chou, K.; Shu, Q. Effects of oxygen atmosphere, FeOx and basicity on mineralogical phases of CaO-SiO2-MgO-Al2O3-FetO-P2O5 steelmaking slag. Ironmak. Steelmak. 2019, 46, 987–997. [Google Scholar] [CrossRef]
- Xie, S.; Wang, W.; Luo, Z.; Huang, D. Mass transfer behavior of phosphorus from the liquid slag phase to solid 2CaO·SiO2 in the multiphase dephosphorization slag. Metall. Mater. Trans. B 2016, 47, 1583–1593. [Google Scholar] [CrossRef]
- Zhao, B.; Wu, W.; Wu, W.; Meng, H.; Gao, Q.; Guo, Z. Study on the occurrence of phosphorus in the slag of hot metal dephosphorization for stainless steel production. Steel. Res. Int. 2020, 91, 2000021. [Google Scholar] [CrossRef]
- Han, X.; Li, J.; Zhou, C.G.; Shi, C.B.; Zheng, D.L.; Zhang, Z.M. Study on mineralogical structure of dephosphorization slag at the first deslagging in BOF steelmaking process. Ironmak. Steelmak. 2016, 44, 262–268. [Google Scholar] [CrossRef]
- Suzuki, M.; Nakano, S.; Serizawa, H.; Umesaki, N. In-situ phase identification of crystallized compound from 2CaO·SiO2-3CaO·P2O5 liquid. ISIJ Int. 2020, 60, 1127–1134. [Google Scholar] [CrossRef]
- Ye, G.F.; Jang, J.; Zhang, R.H.; Yang, W.K.; Sun, H. Behavior of phosphorus enrichment in dephosphorization slag at low temperature and low basicity. Int. J. Miner. Metall. Mater. 2021, 28, 66–75. [Google Scholar] [CrossRef]
- Yang, W.K.; Yang, J.; Shi, Y.Q.; Yang, Z.J.; Gao, F.B.; Zhang, R.H.; Ye, G.F. Effect of temperature on dephosphorization of hot metal in double slag converter steelmaking process by high-temperature laboratorial experiments. Steel Res. Int. 2020, 92, 2000438. [Google Scholar] [CrossRef]
- Yang, W.K.; Yang, J.; Shi, Y.Q.; Yang, Z.J.; Gao, F.B.; Zhang, R.H.; Ye, G.F. Effect of basicity on dephosphorization of hot metal with a low basicity slag at 1653 K. Ironmak. Steelmak. 2020. [Google Scholar] [CrossRef]
- Wu, W.; Dai, S.F.; Liu, Y. Dephosphorization stability of hot metal by double slag operation in basic oxygen furnace. J. Iron Steel Res. Int. 2017, 24, 908–915. [Google Scholar] [CrossRef]
- Xue, H.; Li, J.; Xia, Y.; Wan, Y.; Chen, L.; Lv, C. Mechanism of phosphorus enrichment in dephosphorization slag produced using the technology of integrating dephosphorization and decarburization. Metals 2021, 11, 216. [Google Scholar] [CrossRef]
- Shimauchi, K.I.; Kitamura, S.Y.; Shibata, H. Distribution of P2O5 between solid dicalcium silicate and liquid phases in CaO-SiO2-Fe2O3 system. ISIJ Int. 2009, 49, 505–511. [Google Scholar] [CrossRef]
- Pahlevani, F.; Kitamura, S.Y.; Shibata, H.; Maruoka, N. Distribution of P2O5 between solid solution of 2CaO·SiO2-3CaO·P2O5 and liquid phase. ISIJ Int. 2010, 50, 822–829. [Google Scholar] [CrossRef]
- Ogasawara, Y.; Miki, Y.; Uchida, Y.; Kikuchi, N. Development of high efficiency dephosphorization system in decarburization converter utilizing FetO dynamic control. ISIJ Int. 2013, 53, 1786–1793. [Google Scholar] [CrossRef][Green Version]
- Suito, H.; Inoue, R. Thermodynamic assessment of hot metal and steel dephosphorization with MnO-containing BOF slags. ISIJ Int. 1995, 35, 258–265. [Google Scholar] [CrossRef][Green Version]
- Wagner, C. The activity coefficient of oxygen and other nonmetallic elements in binary liquid alloys as a function of alloy composition. Acta Metall. 1973, 21, 1297–1303. [Google Scholar] [CrossRef]
- Kitamura, S.Y.; Yonezawa, K.; Ogawa, Y.; Sasaki, N. Improvement of reaction efficiency in hot metal dephosphorization. Ironmak. Steelmak. 2002, 29, 121–124. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | CaO | MgO | MnO | P2O5 | SiO2 | FeO | R |
|---|---|---|---|---|---|---|---|
| Target | 46.5 | 8.2 | 3.73 | 3 | 15.57 | 22 | 2.98 |
| Actual | 45.43 | 8.77 | 4.4 | 3.11 | 17.04 | 21.47 | 2.67 |
| Position | MgO | Al2O3 | SiO2 | P2O5 | CaO | MnO | FeO |
|---|---|---|---|---|---|---|---|
| A | 0.23 | 0.14 | 32.0 | 6.74 | 59.5 | 0.18 | 1.21 |
| B | 3.14 | 0.02 | 0.45 | 0.03 | 65.4 | 11.6 | 19.3 |
| C | 46.1 | 0.00 | 0.37 | 0.02 | 3.00 | 11.1 | 39.4 |
| No. | T.Fe | FeO | CaO | SiO2 | Al2O3 | MgO | MnO | P2O5 | R | [C]i | [Si]i | [Mn]i | [P]i | [C]f | [Si]f | [Mn]f | [P]f | Fe2O3(g) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F5 | 16.2 | 20.8 | 37.8 | 22.4 | 4.82 | 6.97 | 4.71 | 2.92 | 1.69 | 4.17 | 0.325 | 0.292 | 0.265 | 3.85 | 0.086 | 0.290 | 0.274 | 5 |
| F10 | 21.8 | 27.7 | 31.9 | 20.1 | 6.17 | 5.67 | 4.45 | 2.88 | 1.59 | 4.23 | 0.301 | 0.293 | 0.261 | 3.82 | 0.037 | 0.182 | 0.251 | 10 |
| F12.5 | 16.4 | 21.5 | 31.2 | 20.5 | 9.44 | 5.22 | 5.88 | 4.94 | 1.52 | 4.21 | 0.335 | 0.313 | 0.271 | 3.76 | 0.027 | 0.114 | 0.163 | 12.5 |
| F15 | 20.1 | 26.2 | 30.3 | 20.1 | 7.46 | 5.41 | 5.61 | 5.56 | 1.51 | 4.15 | 0.317 | 0.315 | 0.271 | 3.52 | 0.014 | 0.077 | 0.112 | 15 |
| F20 | 18.7 | 23.0 | 29.4 | 20.4 | 10.14 | 4.93 | 5.56 | 5.75 | 1.44 | 4.13 | 0.320 | 0.287 | 0.263 | 3.42 | 0.006 | 0.057 | 0.080 | 20 |
| F25 | 27.0 | 33.5 | 24.4 | 17.0 | 7.58 | 4.6 | 4.96 | 5.63 | 1.44 | 4.19 | 0.314 | 0.291 | 0.269 | 3.43 | 0.005 | 0.041 | 0.050 | 25 |
| F30 | 23.1 | 29.3 | 25.6 | 17.8 | 8.88 | 4.95 | 5.31 | 6.13 | 1.44 | 4.19 | 0.351 | 0.291 | 0.27 | 3.33 | 0.003 | 0.036 | 0.045 | 30 |
| Position | MgO | Al2O3 | SiO2 | P2O5 | CaO | MnO | FeO |
|---|---|---|---|---|---|---|---|
| F5-A | 1.36 | 0.20 | 39.4 | 5.43 | 50.5 | 1.28 | 1.80 |
| F5-B | 2.00 | 23.2 | 22.3 | 0.37 | 29.6 | 5.08 | 17.5 |
| F5-C | 29.6 | 0.45 | 7.96 | 0.02 | 1.12 | 11.7 | 49.1 |
| F5-D | 0.32 | 0.09 | 92.3 | 0.2 | 5.64 | 0.22 | 0.53 |
| F10-A-1 | 2.61 | 0.08 | 28.8 | 7.80 | 53.4 | 3.98 | 3.31 |
| F10-A-2 | 3.59 | 0.11 | 29.9 | 6.58 | 54.3 | 2.62 | 2.97 |
| F10-A-3 | 1.17 | 0.15 | 30.1 | 5.92 | 59.2 | 0.75 | 2.81 |
| F10-B | 4.02 | 11.4 | 25.5 | 1.12 | 25.9 | 11.8 | 20.2 |
| F10-C | 34.7 | 0.36 | 0.91 | 0.02 | 0.59 | 18.8 | 44.6 |
| F12.5-A-1 | 1.70 | 0.12 | 29.3 | 8.68 | 55.7 | 1.05 | 3.50 |
| F12.5-A-2 | 1.54 | 0.17 | 39.0 | 5.63 | 48.1 | 1.42 | 4.15 |
| F12.5-B | 2.35 | 17.7 | 23.7 | 0.39 | 31.7 | 3.26 | 20.9 |
| F12.5-C | 21.2 | 0.48 | 0.59 | 0.04 | 1.30 | 7.38 | 69.1 |
| F15-B | 5.97 | 9.56 | 24.2 | 7.74 | 35.9 | 6.48 | 10.1 |
| F15-C | 0.31 | 0.06 | 12.4 | 0.11 | 0.15 | 0.00 | 86.9 |
| F20-B | 3.96 | 12.1 | 22.0 | 6.93 | 29.0 | 5.65 | 20.3 |
| F20-C | 0.13 | 0.06 | 3.16 | 0.05 | 0.12 | 0.06 | 96.4 |
| F25-A-1 | 2.08 | 0.71 | 18.3 | 19.2 | 52.7 | 1.89 | 5.14 |
| F25-A-2 | 1.40 | 0.06 | 26.4 | 10.8 | 55.2 | 0.77 | 5.39 |
| F25-B | 3.23 | 7.88 | 28.0 | 1.69 | 33.9 | 2.91 | 22.5 |
| F25-C | 6.22 | 2.82 | 11.9 | 2.06 | 15.7 | 3.55 | 57.7 |
| F30-A-1 | 1.74 | 0.07 | 12.8 | 28.8 | 52.7 | 1.47 | 2.40 |
| F30-A-2 | 1.06 | 0.13 | 14.7 | 25.9 | 54.1 | 0.52 | 3.57 |
| F30-A-3 | 1.40 | 0.06 | 20.4 | 18.8 | 54.5 | 0.64 | 4.16 |
| F30-B | 3.21 | 11.1 | 24.1 | 2.91 | 31.0 | 2.17 | 25.5 |
| F30-C | 14.7 | 0.57 | 0.48 | 0.02 | 0.71 | 4.13 | 79.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Yang, J.; Shi, Y.; Yang, Z.; Gao, F.; Zhang, R.; Sun, H. Effect of the Fe2O3 Addition Amount on Dephosphorization of Hot Metal with Low Basicity Slag by High-Temperature Laboratorial Experiments. Metals 2021, 11, 417. https://doi.org/10.3390/met11030417
Yang W, Yang J, Shi Y, Yang Z, Gao F, Zhang R, Sun H. Effect of the Fe2O3 Addition Amount on Dephosphorization of Hot Metal with Low Basicity Slag by High-Temperature Laboratorial Experiments. Metals. 2021; 11(3):417. https://doi.org/10.3390/met11030417
Chicago/Turabian StyleYang, Wenkui, Jian Yang, Yanqiu Shi, Zhijun Yang, Fubin Gao, Runhao Zhang, and Han Sun. 2021. "Effect of the Fe2O3 Addition Amount on Dephosphorization of Hot Metal with Low Basicity Slag by High-Temperature Laboratorial Experiments" Metals 11, no. 3: 417. https://doi.org/10.3390/met11030417
APA StyleYang, W., Yang, J., Shi, Y., Yang, Z., Gao, F., Zhang, R., & Sun, H. (2021). Effect of the Fe2O3 Addition Amount on Dephosphorization of Hot Metal with Low Basicity Slag by High-Temperature Laboratorial Experiments. Metals, 11(3), 417. https://doi.org/10.3390/met11030417