
Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
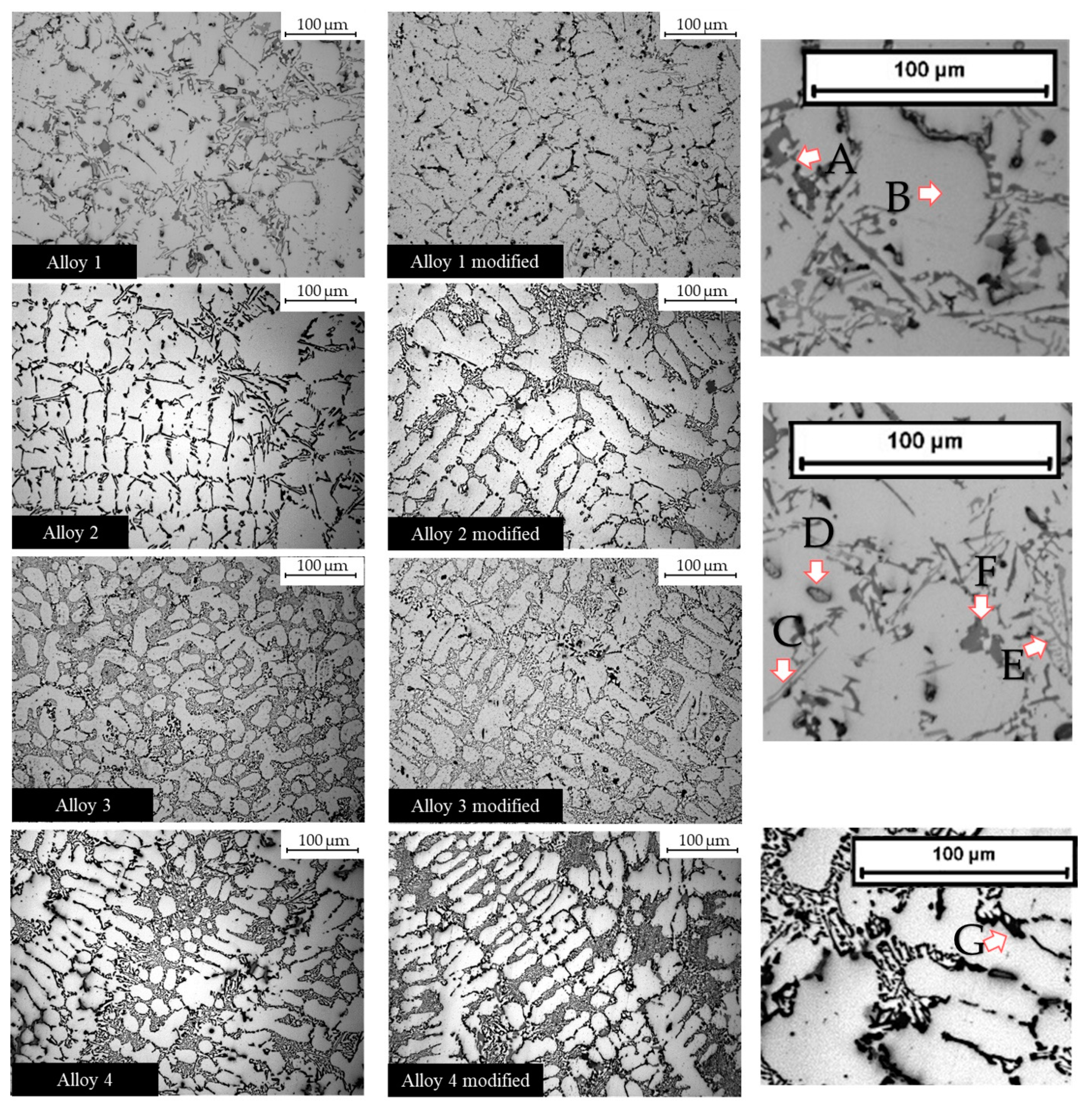
3.1. Microstructures and Intermetallic Phases
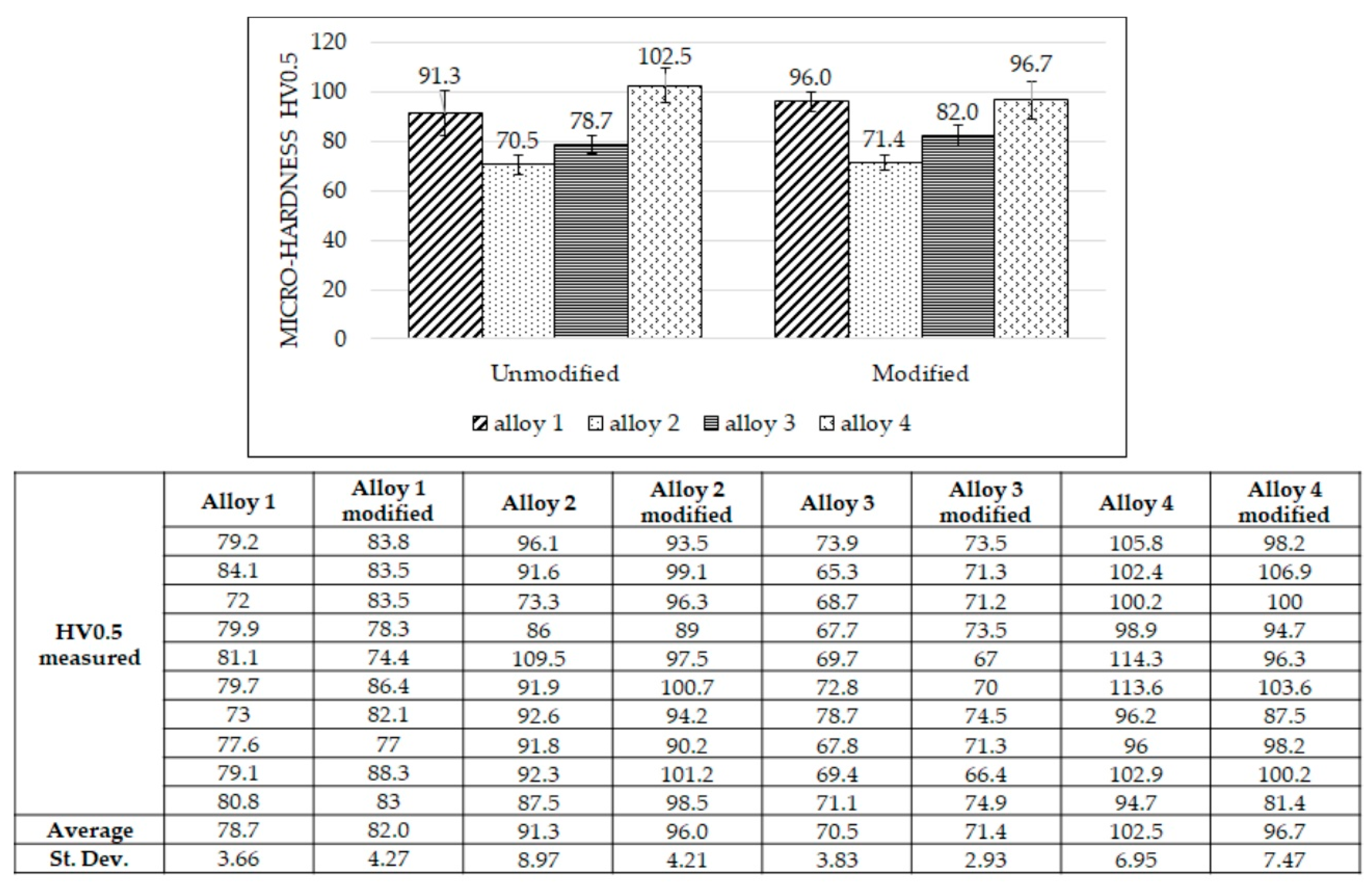
3.2. Micro-Hardness
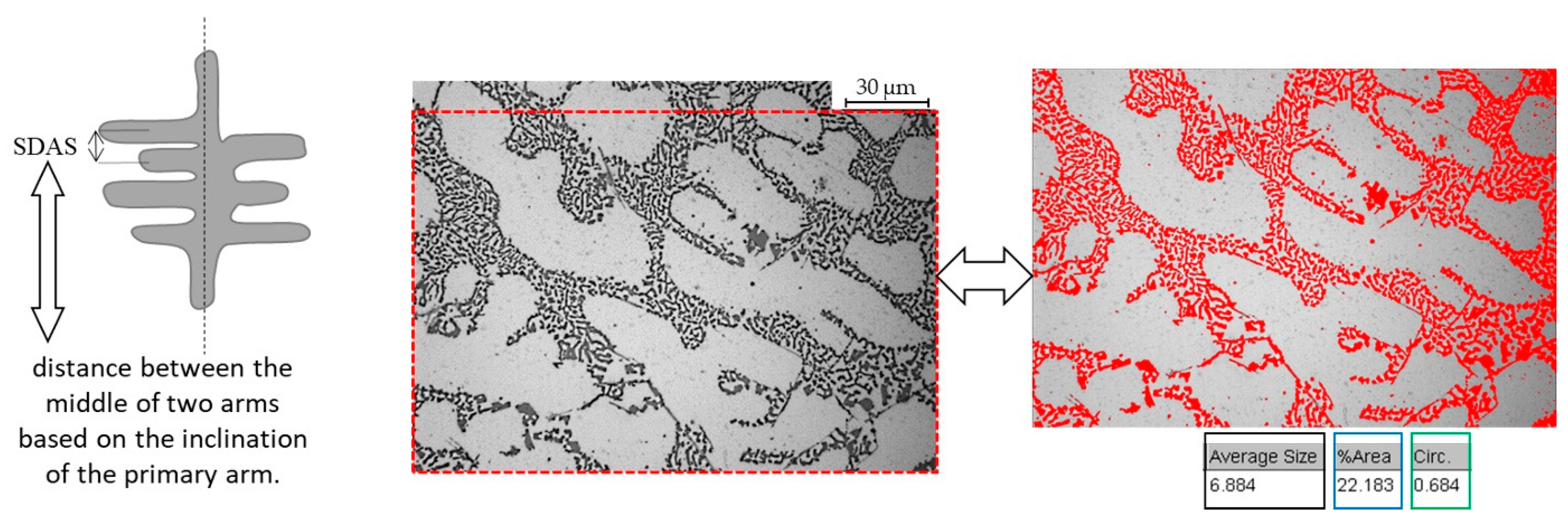
3.3. Secondary Dendrite Arm Spacing (SDAS)
3.4. Eutectic Modification
3.5. Impact Toughness
4. Conclusions
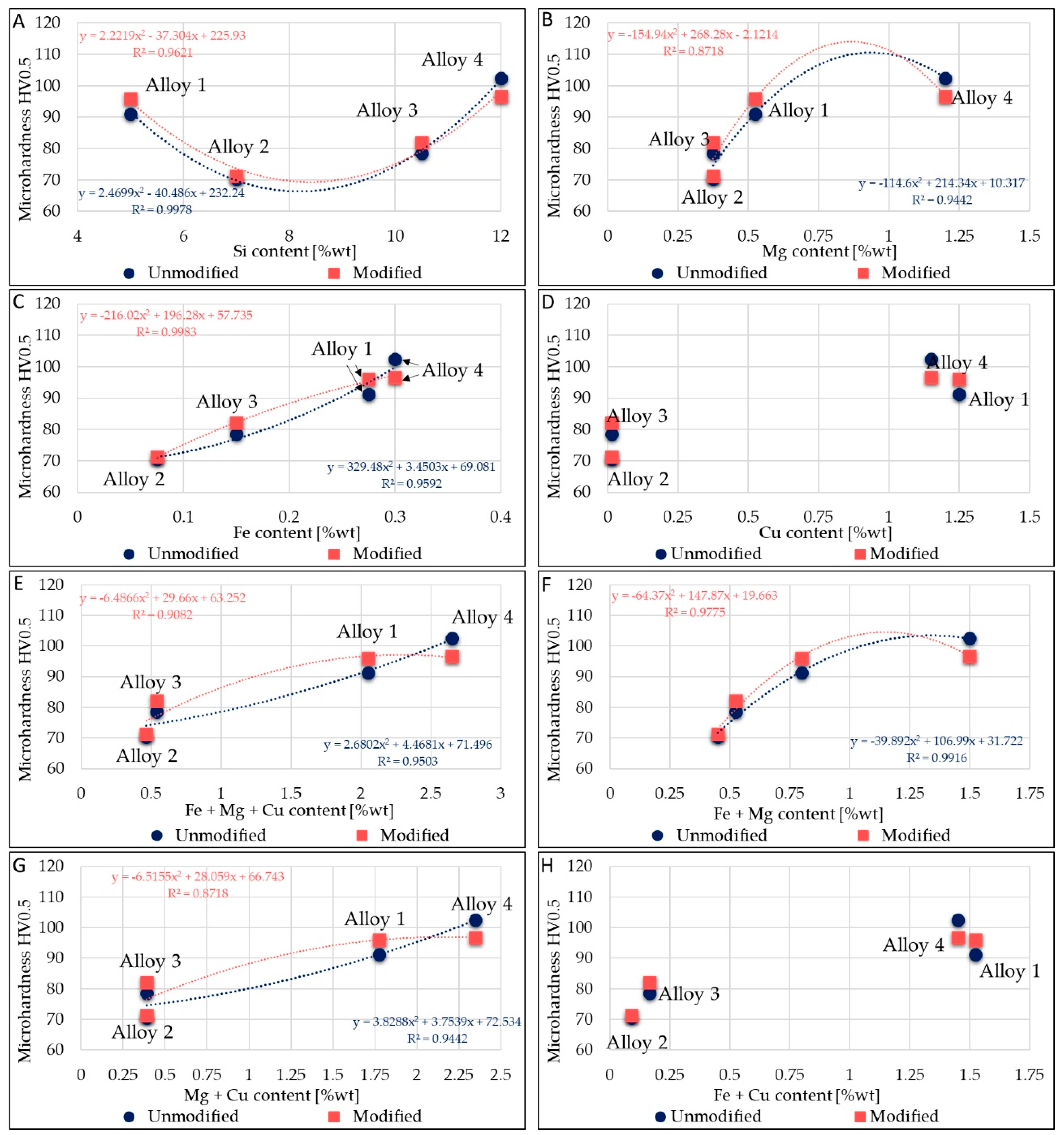
- As regards micro-hardness, the alloys containing higher alloying element contents resulted in higher micro-hardness values in both cases with and without Sr addition. Alloy 1 and alloy 4 had the largest intermetallic phases, which caused an increase in mechanical properties. The influence of alloying elements was further clarified in Figure 4: as Fe or Mg increases, the micro-hardness increases with a parabolic trend. Although the micro-hardness seems less affected by Sr addition, further experiments or nano-indentation are required to clarify the effect of Sr on samples’ hardness.
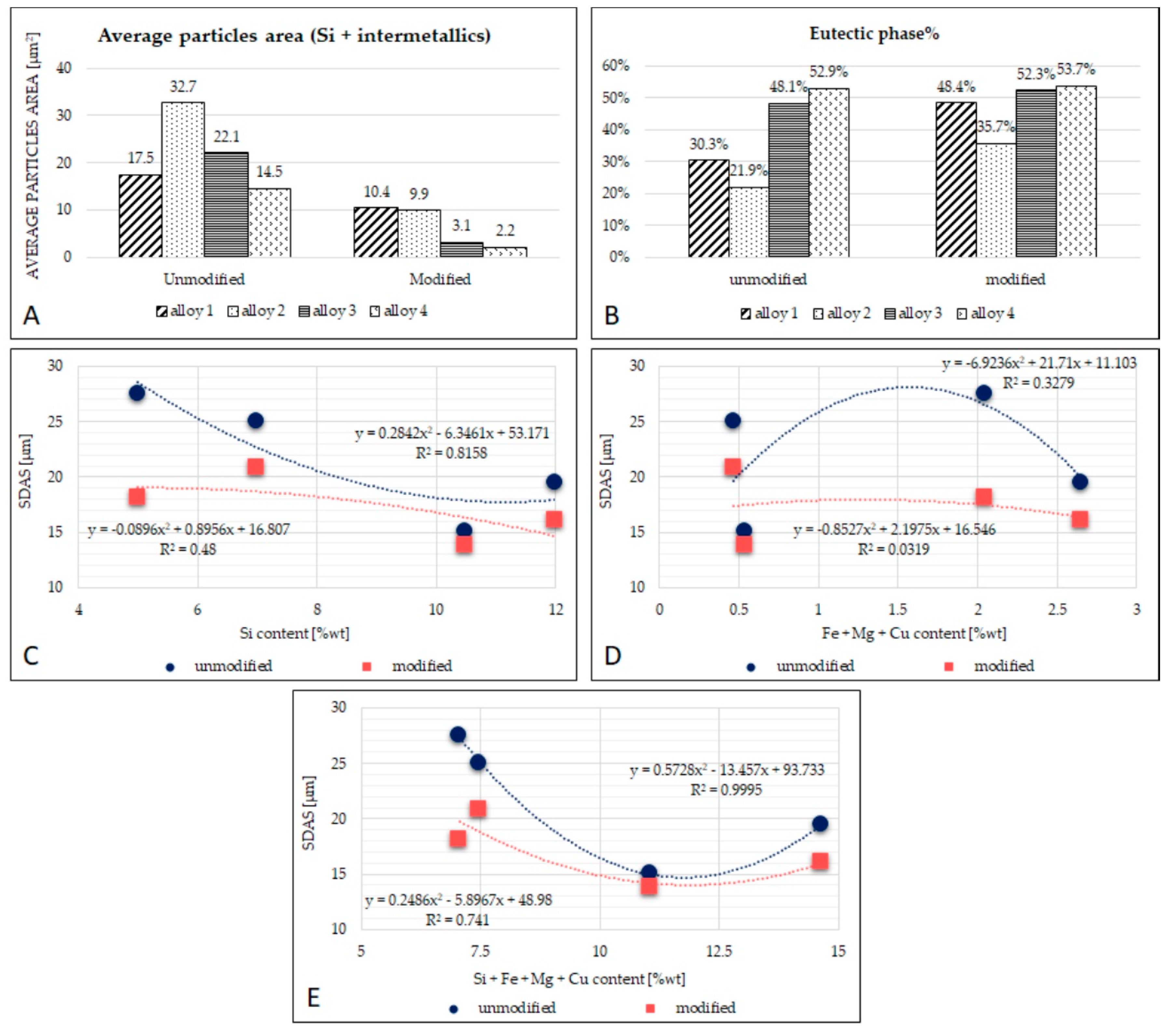
- The SDAS decreases in all the alloys as a consequence of Sr addition. The final SDAS values appear similar for alloys having similar Si contents.
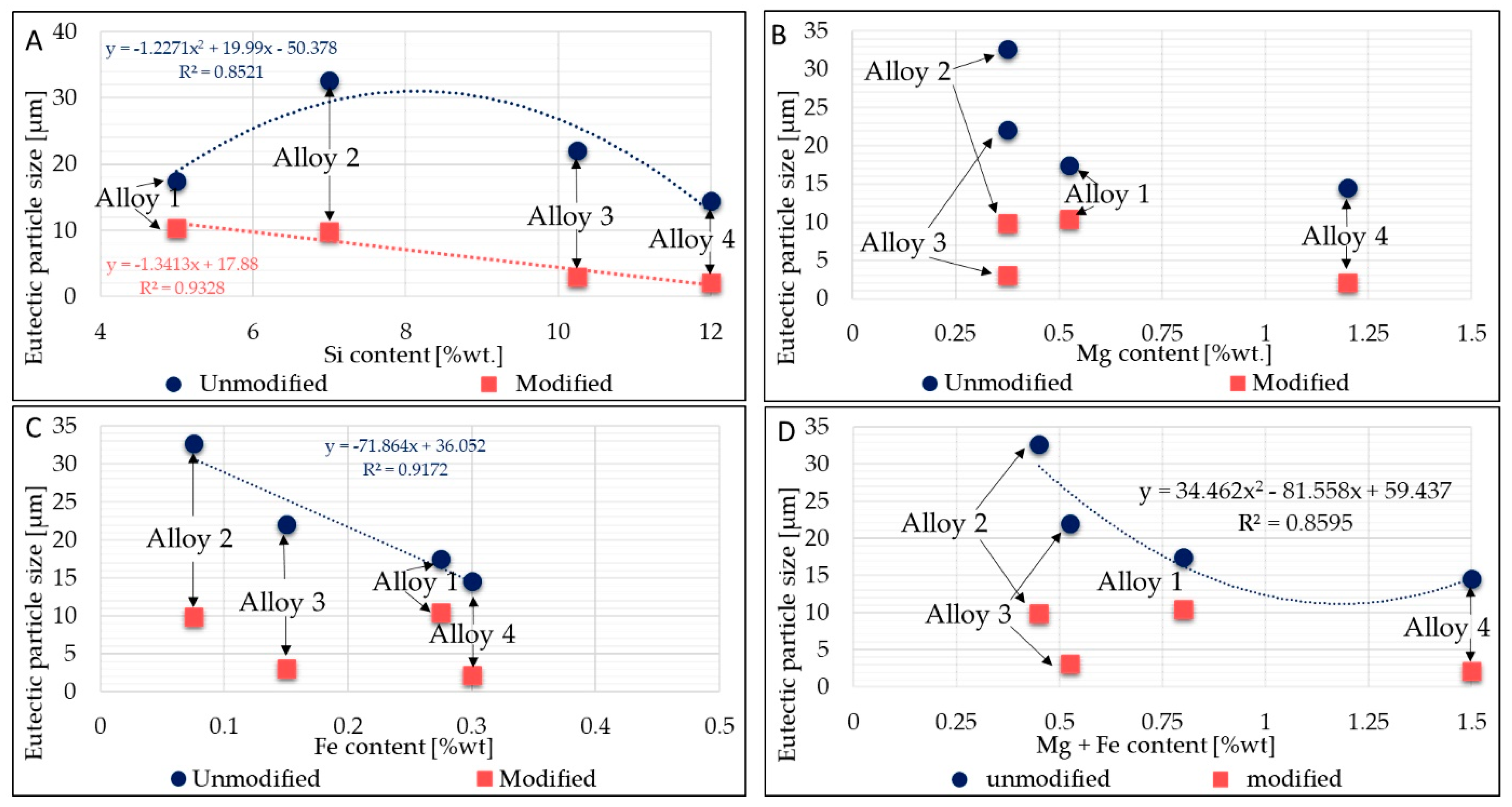
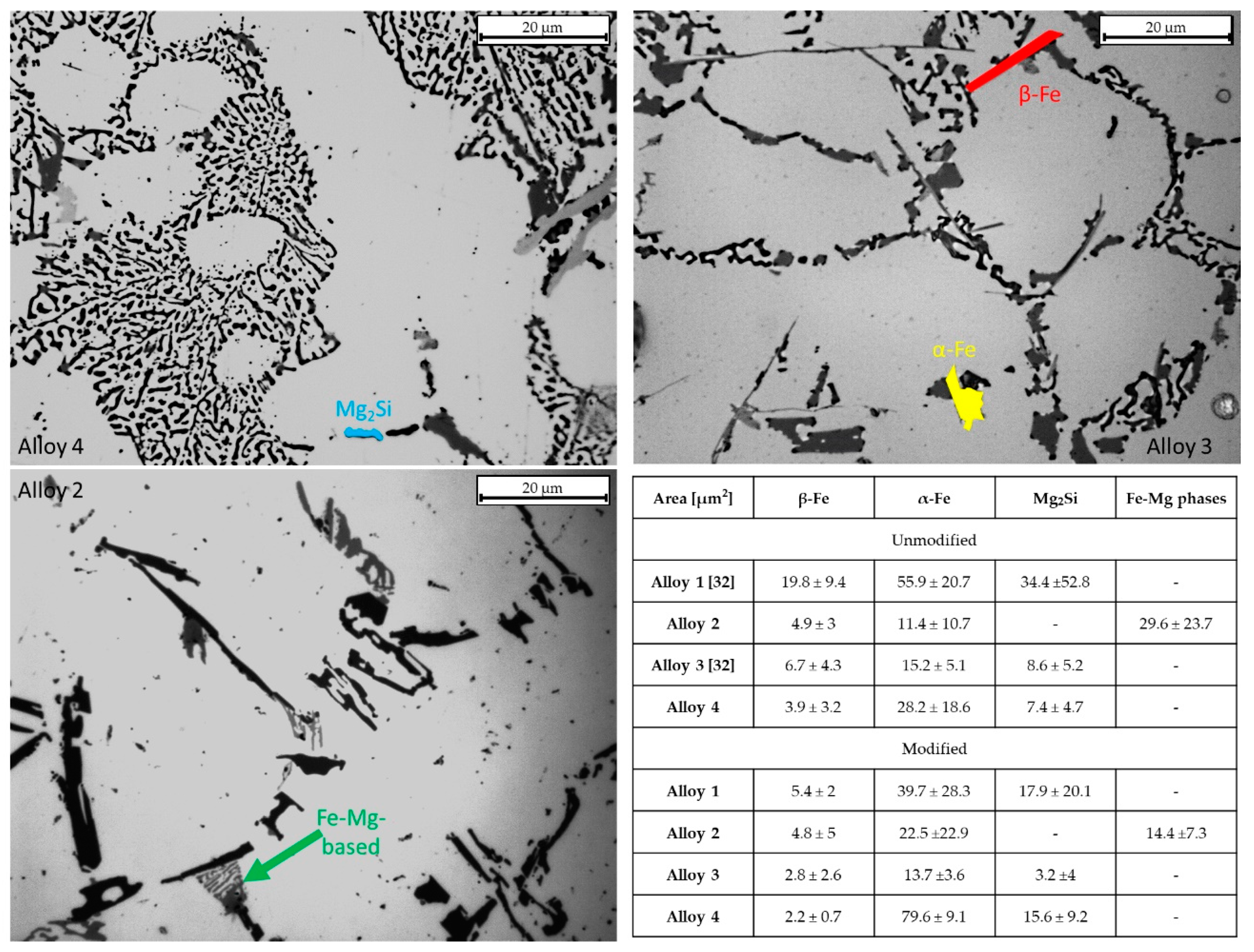
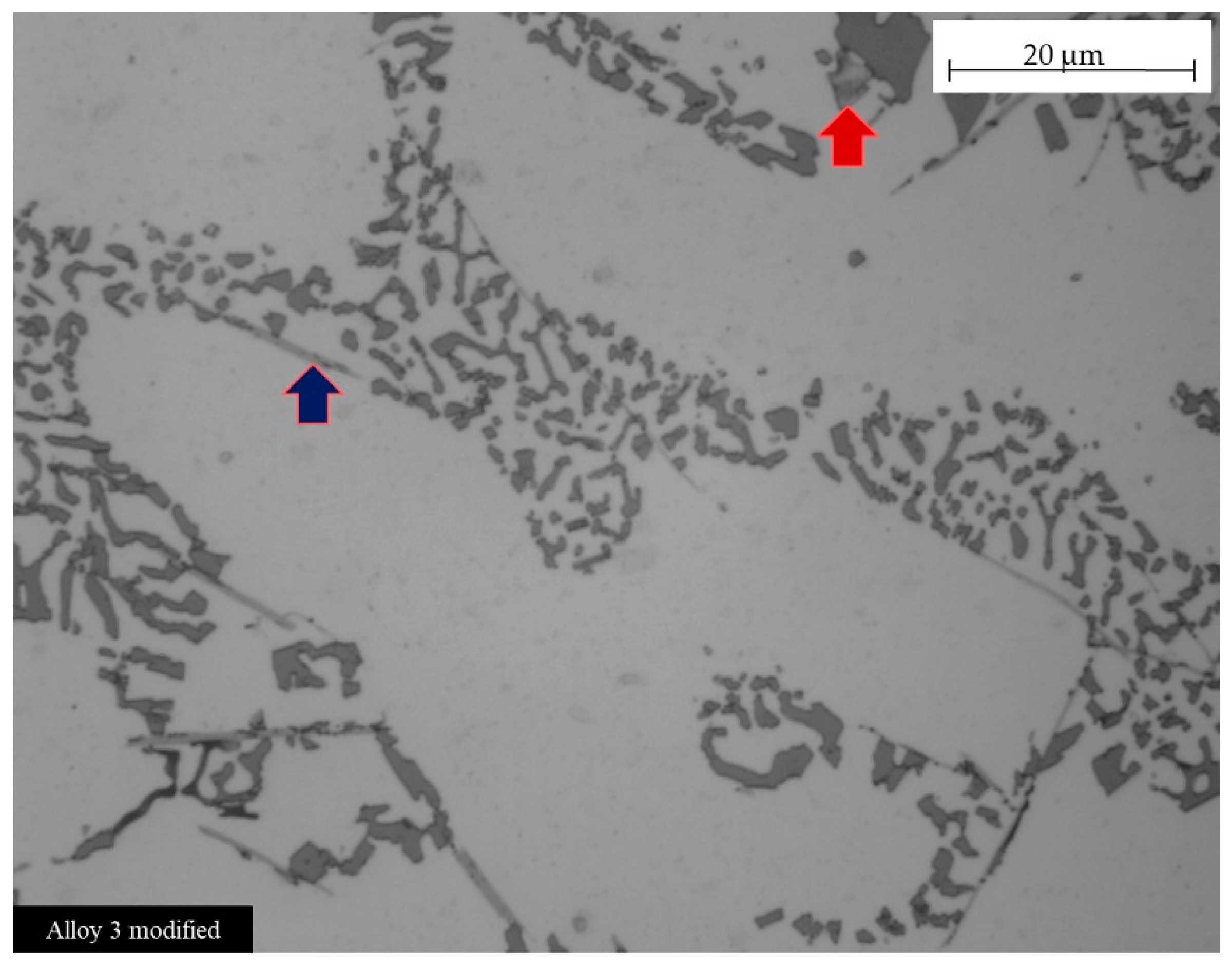
- The eutectic particle size results in differences in the unmodified state for all alloys. Despite that, after the modification, particle size converges to similar values both in the alloys with less silicon content (alloys 1 and 2, where particle size is almost 10 µm) and in the alloys with the high silicon content (alloys 3 and 4, where particle size is almost 3 µm). This behavior seems to indicate that alloys converge to a similar response even if silicon content is similar. Despite that, a correlation was observed between the silicon particle size and the intermetallics in the eutectic phase. Moreover, in Figure 5, the graphs showed the impact of Fe and Mg on the eutectic particle size, highlighting that as the average content of Mg and Fe increases, the average particle size decreases. However, some intermetallic phases may locally change this trend: in fact, even though the average size decreases, it may change locally depending on the intermetallics present in the surrounding area, as shown in Figure 7 and Figure 9. A decrease in the average occupied area of β-Fe after Sr addition was observed, while α-Fe was affected in an uneven manner, and there was increase in the area occupied in the alloys having low Mn content (alloy 2 and alloy 3).
- The eutectic phase percentage increased in all the alloys after the introduction of the master alloy AlSr10. The hypoeutectic alloys 1 and 2, with low Si contents, reached a similar percentage, precisely as in the alloys 3 and 4 with high silicon contents. Considering the specific casting process performed in this work, a mathematical relation between SDAS values and average alloying elements present in the alloys seems to exist.
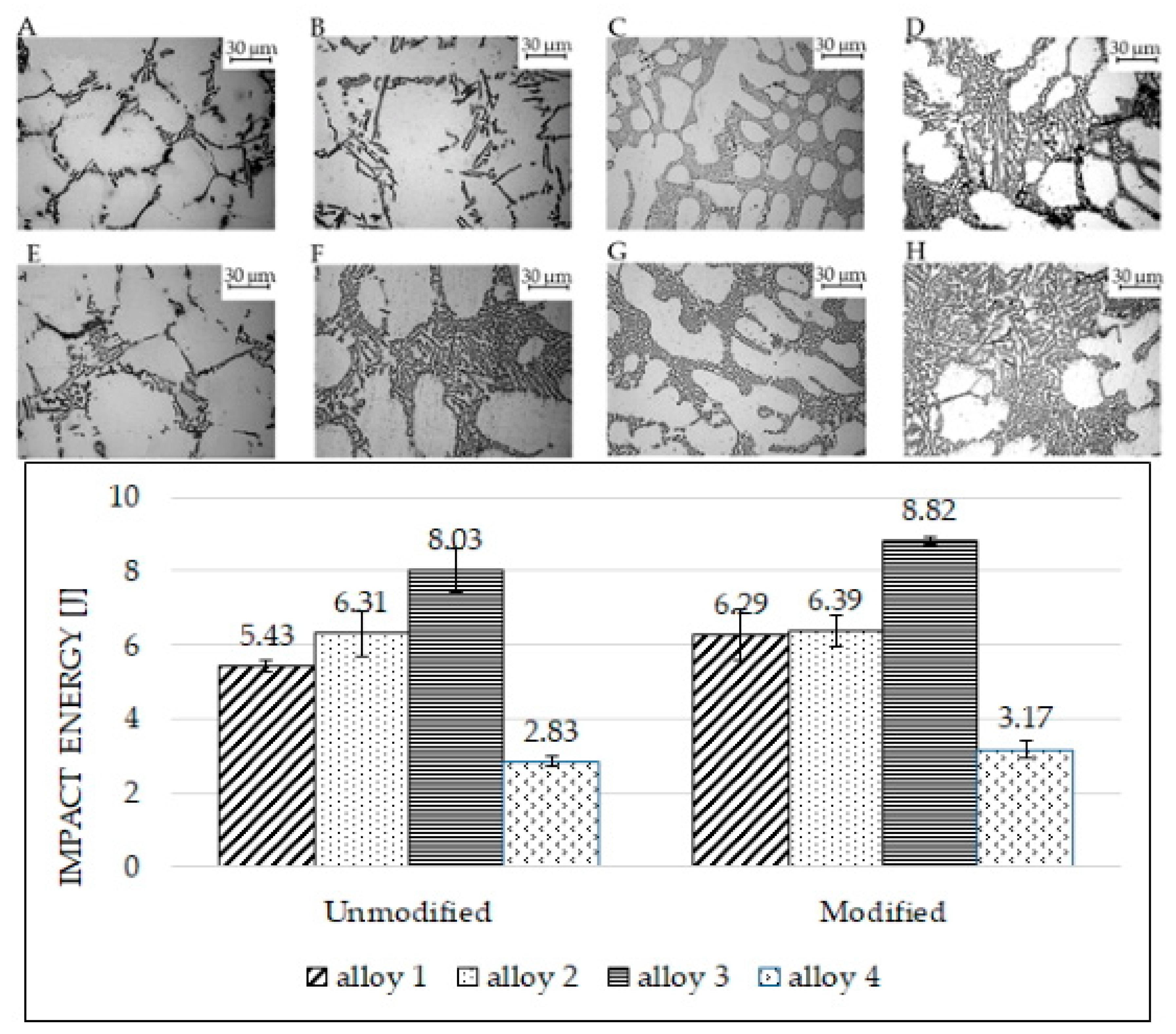
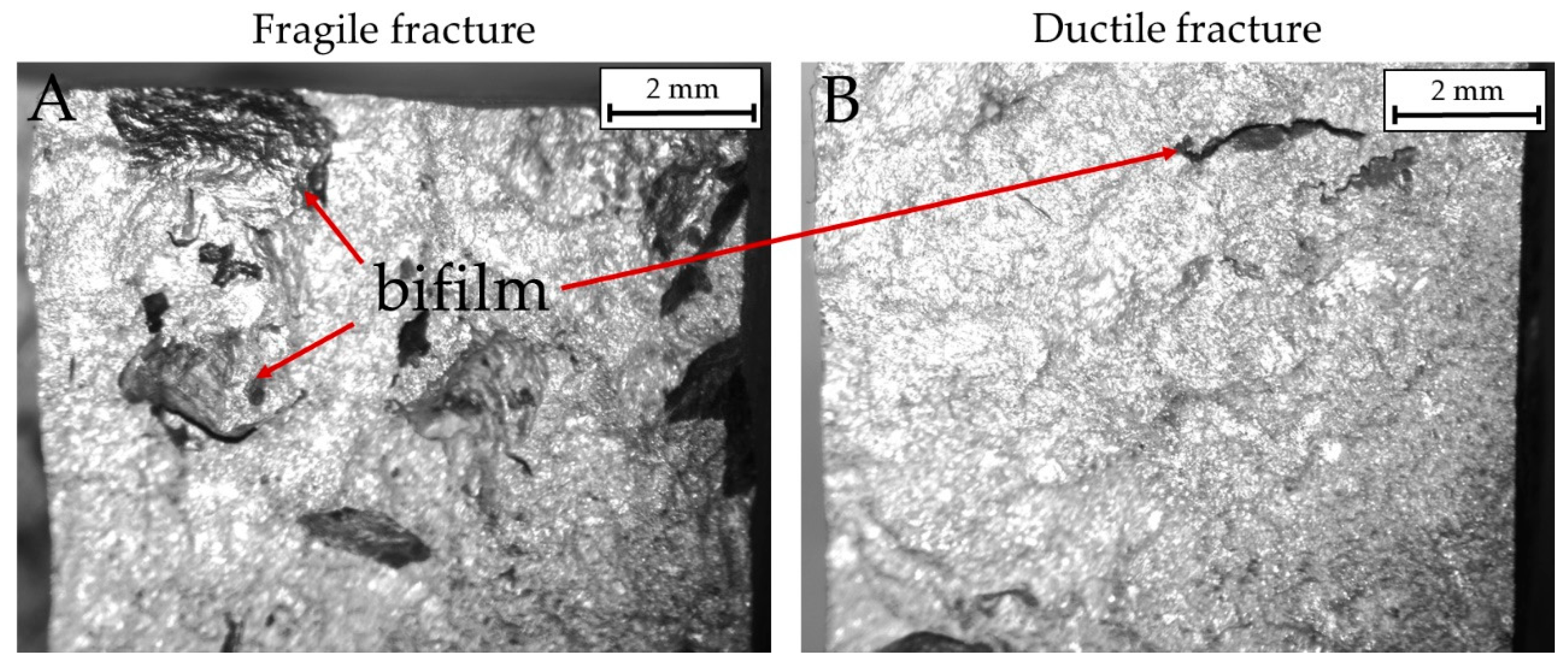
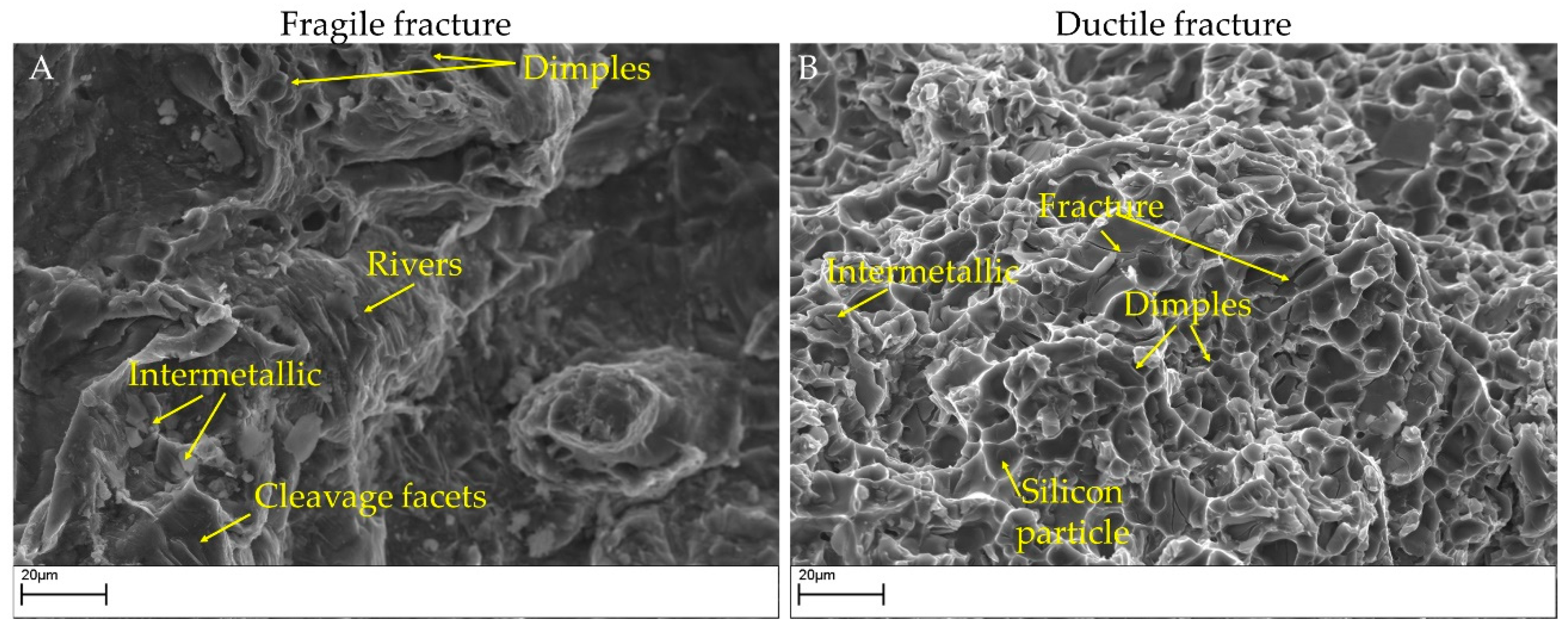
- The impact energies were strongly related to silicon content, intermetallic phases, and melt quality. The increase in alloying element tenor appears to reduce the absorbed energy, while the addition of the master alloy AlSr10 causes a slight increase. The high tenor of Fe-based fragile intermetallics caused the fragile preferential fracture in the alloy bulk, as noticed in alloy 4 (Figure 11A). Indeed, many intermetallics prevent the ductile fracture fostered by the rounded silicon particles, causing low absorbed energies. Alloy 3 absorbed the highest energy, thanks to both the low amount of alloying elements and the round-shaped Silicon, showing a ductile fracture surface (Figure 11B).
- The manual casting process affects the casting quality. The presence of bifilm in the microstructures harms the impact properties for each alloy, especially for alloys 2 and 4 (Figure 10A).
Author Contributions
Funding
Conflicts of Interest
References
- Rana, R.S.; Purohit, R.; Das, S. Reviews on the Influences of Alloying elements on the Microstructure and Mechanical Properties of Aluminum Alloys and Aluminum Alloy Composites. Int. J. Sci. Res. Publ. 2012, 2, 6. [Google Scholar]
- Amirkhanlou, S.; Ji, S. Casting lightweight stiff aluminum alloys: A review. Crit. Rev. Solid State Mater. Sci. 2020, 45, 3. [Google Scholar] [CrossRef]
- Vijayakumar, M.D.; Dhinakaran, D.; Sathish, T.; Muthu, G.; Bupathiram, P.M. Experimental study of chemical composition of aluminium alloys. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Stojanovic, B.; Bukvic, M.; Epler, I. Application of Aluminum and Aluminum Alloys. Appl. Eng. Lett. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Stojanović, B.; Ivanović, L. Application of aluminium hybrid composites in automotive industry. Teh. Vjesn. 2015, 22, 247–251. [Google Scholar] [CrossRef]
- Peter, I.; Fracchia, E.; Canale, I.; Maiorano, R. Incremental sheet forming for prototyping automotive modules. Procedia Manuf. 2019, 32, 50–58. [Google Scholar] [CrossRef]
- Hertwich, E.G.; Ali, S.; Ciacci, L.; Fishman, T.; Hereen, N.; Masanet, E.; Asghari, F.N.; Olivetti, E.; Pauliuk, S.; Tu, Q.; et al. Material efficiency strategies to reducing greenhouse gas emissions associated with buildings, vehicles and electronics—A review. Environ. Res. Lett. 2019, 14, 043004. [Google Scholar] [CrossRef]
- Mbuya, T.O.; Sinclair, I.; Moffat, A.J.; Reed, P.A.S. Micromechanisms of fatigue crack growth in cast aluminium piston alloys. Int. J. Fatigue 2012, 42, 227–237. [Google Scholar] [CrossRef]
- Huang, X.; Liu, C.; Lv, X.; Liu, G.; Li, F. Aluminum alloy pistons reinforced with SiC fabricated by centrifugal casting. J. Mater. Process. Technol. 2011, 211, 1540–1546. [Google Scholar] [CrossRef]
- Srinivas, P.N.S.; Balakrishna, B. Microstructural, mechanical and tribological characterization on the Al based functionally graded material fabricated powder metallurgy. Mater. Res. Express 2020, 7, 026513. [Google Scholar] [CrossRef]
- Erdemin, F.; Canakci, A.; Varol, T. Microstructural characterization and mechanical properties of functionally graded Al2024/SiC composites prepared by powder metallurgy techniques. Trans. Nonferrous Met. Soc. China 2015, 25, 3569–3577. [Google Scholar] [CrossRef]
- Gobber, F.S.; Pisa, A.G.; Ugues, D.; Rosso, M. Design of a Test Rig for the Characterization of Thermal Fatigue and Soldering Resistance of the Surfaces of Tool Steels for High-Pressure Die-Casting Dies. Steel Res. Int. 2019, 91, 1900480. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. The heat treatment of Al-Si-Cu-Mg casting alloys. J. Mater Process. Technol. 2010, 210, 1249–1259. [Google Scholar] [CrossRef]
- StJohn, D.; McDonald, S.; Darlapudi, A. A New Perspective on the Nucleation, Growth Morphology and Modification of the Silicon Phase During the Formation of Eutectic Al-Si Grains. JOM 2019, 71, 391–396. [Google Scholar] [CrossRef]
- Hegde, S.; Prabhu, K.N. Modification of eutectic silicon in Al–Si alloys. J. Mater. Sci. 2008, 43, 3009–3027. [Google Scholar] [CrossRef]
- Knuutinen, A.; Nogita, K.; McDonald, S.D.; Dahle, A.K. Modification of Al-Si alloys with Ba, Ca, Y and Yb. J. Light Met. 2001, 1, 229–240. [Google Scholar] [CrossRef]
- Mao, G.; Yan, H.; Zhu, C.; Wu, Z.; Gao, W. The varied mechanisms of yttrium (Y) modifying a hypoeutectic Al–Si alloy under conditions of different cooling rates. J. Alloys Compd. 2019, 806, 909–916. [Google Scholar] [CrossRef]
- Dong, Z.; Hu, Z.; Yan, H.; Xie, H.; Li, X. Solidification Behavior and Microstructure of Al-7Si Alloys with Individual and Combined Additions of Sr and Yb. Adv. Mater. Sci. Eng. 2019, 9750526. [Google Scholar] [CrossRef]
- Li, J.H.; Wang, X.D.; Ludwig, T.H.; Tsunekawa, Y.; Arnberg, L.; Jiang, J.Z.; Schumacher, P. Modification of eutectic Si in Al-Si alloys with Eu addition. Acta Mater. 2015, 84, 153–163. [Google Scholar] [CrossRef]
- De Giovanni, M.; Kaduk, J.A.; Srirangam, P. Modification of Al-Si Alloys by Ce or Ce with Sr. JOM 2019, 71, 426–434. [Google Scholar] [CrossRef]
- Trudonoshyn, O.; Prach, O. Multistep nucleation and multi-modification effect of Sc in hypoeutectic Al-Mg-Si alloys. Heliyon 2019, 5, e01202. [Google Scholar] [CrossRef]
- Wu, X.F.; Wang, K.Y.; Wu, F.F.; Zhao, R.D.; Chen, M.H.; Xiang, J.; Ma, S.N.; Zhang, Y. Simultaneous grain refinement and eutectic Mg2Si modification in hypoeutectic Al-11Mg2Si alloys by Sc addition. J. Alloys Compd. 2019, 791, 402–410. [Google Scholar] [CrossRef]
- Tan, P.; Yang, Y.; Sui, Y.; Wang, Q.; Jiang, Y. The influence of Al–10Sr or/and Al–5Ti–1B on microstructure and mechanical properties of Al–12Si–4Cu–2Ni–0.8 Mg alloys. J. Alloys Compd. 2019, 809, 151856. [Google Scholar] [CrossRef]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Lazarev, N.; Isheim, D.; Schmitz, G.; Matsumura, S.; Banhart, J. The role of strontium in modifying aluminium-silicon alloys. Acta Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Campbell, J.; Tiryakioglu, M. Review of effect of P and Sr on modification and porosity development in Al-Si alloys. Mater. Sci. Technol. 2010, 23, 262–268. [Google Scholar] [CrossRef]
- Samuel, F.H.; Samuel, A.M.; Ouellet, P.; Doty, H.W. Effect of Mg and Sr additions on the formation of intermetallics in Al-6 Wt pct Si-3.5 Wt pct Cu-(0.45) to (0.8) Wt pct Fe 319-type alloys. Metall. Mater. Trans. A 1998, 29, 2871–2884. [Google Scholar] [CrossRef]
- Cho, Y.; Lee, H.C.; Oh, K.; Dahle, A.K. Effect of Strontium and Phosphorus on Eutectic Al-Si Nucleation and Formation of β-Al5FeSi in Hypoeutectic Al-Si Foundry Alloys. Metall. Mater. Trans. A 2008, 39, 2435–2448. [Google Scholar] [CrossRef]
- Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of grain refining and Sr-modification interactions on the impact toughness of Al-Si-Mg cast alloys. Mater. Des. 2014, 56, 264–273. [Google Scholar] [CrossRef]
- Zamani, M.; Seifeddine, S. Determination of Optimum Sr Level for Eutectic Si Modification in Al–Si Cast Alloys Using Thermal analysis and Tensile Properties. Inter. Metalcast. 2016, 10, 457–465. [Google Scholar] [CrossRef]
- Dahle, A.K.; Nogita, K.; McDonald, S.D. Eutectic nucleation and growth in hypoeutectic Al-Si alloys at different strontium levels. Metall. Mater. Trans. A 2001, 32, 949–960. [Google Scholar] [CrossRef]
- Zarif, M.; McKay, B.; Li, J. Study of the Effect of Strontium (Sr) on the Nucleation of Eutectic Silicon (Si) in High Purity Hypoeutectic Al-5Si Alloys. Berg Huettenmaenn Monatsh. 2010, 155, 506–511. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.S.; Rosso, M. Effects of casting-additives on the microstructure evolution of hypoeutectic aluminium-silicon alloys. Metals 2020, 10, 618. [Google Scholar] [CrossRef]
- Mrowka-Nowotnik, G. Intermetallic Phases Examination in Cast AlSi5Cu1Mg and AlCu4Ni2Mg2 Aluminium Alloys in As-Cast and T6 Condition. In Recent Trends in Processing and Degradation of Aluminium Alloys; Intechopen: London, UK, 2011. [Google Scholar] [CrossRef]
- Piątkowski, J.; Przeliorz, R.; Szymszal, J. The application of ATD and DSC methods to study of the EN AC-48000 alloy phase transformations. Arch. Foundry Eng. 2017, 17, 2. [Google Scholar] [CrossRef][Green Version]
- Zedan, Y.; Samuel, F.H.; Samuel, A.M.; Doty, H.W. Effects of Fe intermetallics on the machinability of heat-treated Al-(7–11)% Si alloys. J. Mater. Process. Technol. 2010, 210, 245–257. [Google Scholar] [CrossRef]
- Lemmadi, F.Z.; Chala, A.; Belahssen, O.; Benramache, S. Effect of the ageing temperature, ageing time and quenching temperature on precipitation kinetics in Al-Mg-Si alloy. Acta Metall. Slovaca 2014, 20, 4. [Google Scholar] [CrossRef]
- Meng, F.; Wu, Y.; Hu, K.; Li, Y.; Sun, Q.; Liu, X. Evolution and strengthening effects of the heat-resistant phases in Al-Si piston alloys with different Fe/Ni ratios. Materials 2019, 12, 2506. [Google Scholar] [CrossRef] [PubMed]
- Belov, N.A.; Eskin, D.G.; Avxentieva, N.N. Constituent phase diagrams of the Al-Cu-Fe-Mg-Ni-Si system and their application to the analysis of aluminium piston alloys. Acta Mater. 2005, 53, 4709–4722. [Google Scholar] [CrossRef]
- Vandersluis, E.; Ravindran, C. Comparison of Measurement Methods for Secondary Dendrite Arm Spacing. Metallogr. Microstruct. Anal. 2017, 6, 89–94. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.S.; Rosso, M.; Actis Grande, M.; Bidulská, J.; Bidulský, R. Junction characterization in a functionally graded aluminum part. Materials 2019, 12, 3475. [Google Scholar] [CrossRef]
- Amne Elahi, M.; Shabestari, S.G. Effect of various melt and heat treatment conditions on impact toughness of A356 aluminum alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 956–965. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H.; Samuel, A.M.; Doty, H.W. Influence of additives on the impact toughness of Al-10.8% Si near-eutectic cast alloys. Mater. Des. 2009, 30, 4218–4229. [Google Scholar] [CrossRef]
- Bjurenstedt, A.; Ghassemali, E.; Seifeddine, S.; Dahle, A.K. The effect of Fe-rich intermetallics on crack initiation in cast aluminium: An in-situ tensile study. Mater. Sci. Eng. A 2019, 756, 502–507. [Google Scholar] [CrossRef]
- Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of additives on the microstructure and tensile properties of Al-Si alloys. J. Mater. Res. Technol. 2019, 8, 2255–2268. [Google Scholar] [CrossRef]
- Ibrahim, M.F.; Samuel, E.; Samuel, A.M.; Al-Ahmari, A.M.A.; Samuel, F.H. Metallurgical parameters controlling the microstructure and hardness of Al-Si-Cu-Mg base alloys. Mater. Des. 2011, 32, 2130–2142. [Google Scholar] [CrossRef]
- Moustafa, M.A.; Samuel, F.H.; Doty, H.W. Effect of solution heat treatment and additives on the hardness, tensile properties and fracture behaviour of Al-Si (A413.1) automotive alloys. J. Mater. Sci. 2003, 8, 4523–4534. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H.; Villeneuve, C.; Doty, H.W.; Valtierra, S. Effect of trace elements on β-Al5FeSi characteristics, porosity and tensile properties of Al-Si-Cu (319) cast alloys. Int. J. Cast Met. Res. 2001, 14, 97–120. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals I: Brittle and ductile fracture. Acta Materialia. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Elsharkawi, E.A.; Abdelaziz, M.H.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of β-Al5FeSi and π-Al8Mg3FeSi6 Phases on the Impact Toughness and Fractography of Al–Si–Mg-Based Alloys. Int. J. Met. 2018, 12, 148–163. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Intermetallic Phases | Alloy | Intermetallic Phases |
|---|---|---|---|
| Alloy 1—EN AC 45300 (alloy 1) | θ-Al2Cu; β-Mg2Si; β-Al5FeSi; α-Al15(Fe,Mn)3Si2 | Alloy 3—EN AC 43500 (alloy 3) | α-Al8Fe2Si; β-Al5FeSi; β-Mg2Si; |
| Alloy 2—EN AC 42100 (alloy 2) | β-Mg2Si; α-Al8Fe2Si; β-Al5FeSi; α-Al15(Fe,Mn)3Si2; π-Al8Mg3FeSi6; Al9FeMg3Si5 | Alloy 4—EN AC 48000 (alloy 4) | β-Mg2Si; ε-Al3Ni; θ-Al2Cu; α-Al15(Fe,Mn)3Si2; β-Al5FeSi; α-Al8Fe2Si; Al2CuMg; Al9FeMg3Si5; π-Al8Mg3FeSi6; Q-Al5Cu2Mg8Si6; |
| EN AB/AC 45300-AlSi5Cu1Mg (Alloy 1) | ||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Elements | Si | Fe | Cu | Mn | Mg | Ni | Zn | Pb | Sn | Ti | Al | |||||||||||||||||||||
| Min. | 4.5 | - | 1.0 | - | 0.40 | - | - | - | - | - | Res. | |||||||||||||||||||||
| Max. | 5.5 | 0.55 | 1.50 | 0.55 | 0.65 | 0.25 | 0.15 | 0.15 | 0.05 | 0.20 | ||||||||||||||||||||||
| Mechanical properties | A% = 1 ÷ 2% | Rm = 145 ÷ 175 MPa | Rp0.2 = 125 ÷ 145 MPa | |||||||||||||||||||||||||||||
| EN AB/AC 42100-AlSi7Mg0.3 (Alloy 2) | ||||||||||||||||||||||||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al | ||||||||||||||||||||||||
| Min. | 6.5 | - | - | - | 0.30 | - | 0.10 | Res. | ||||||||||||||||||||||||
| Max. | 7.5 | 0.15 | 0.03 | 0.10 | 0.45 | 0.07 | 0.18 | |||||||||||||||||||||||||
| Mechanical properties | A% = 2 ÷ 6% | Rm = 140 ÷ 220 MPa | Rp0.2 = 80 ÷ 140 MPa | |||||||||||||||||||||||||||||
| EN AB/AC 43500-AlSi10MnMg (Alloy 3) | ||||||||||||||||||||||||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al | ||||||||||||||||||||||||
| Min. | 9.0 | - | - | 0.40 | 0.15 | - | - | Res. | ||||||||||||||||||||||||
| Max. | 11.50 | 0.20 | 0.03 | 0.80 | 0.60 | 0.07 | 0.15 | |||||||||||||||||||||||||
| Mechanical properties | A% = 5% | Rm = 250 MPa | Rp0.2 = 120 MPa | |||||||||||||||||||||||||||||
| EN AB/AC 48000-AlSi12CuNiMg (Alloy 4) | ||||||||||||||||||||||||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Ni | Zn | Ti | Al | |||||||||||||||||||||||
| Min. | 10.50 | - | 0.80 | - | 0.90 | 0.70 | - | - | Res. | |||||||||||||||||||||||
| Max. | 13.50 | 0.60 | 1.50 | 0.35 | 1.50 | 1.30 | 0.35 | 0.20 | ||||||||||||||||||||||||
| Mechanical properties | A% = 2 ÷ 6% (T5) | Rm = 200 (T5) MPa | Rp0.2 =185 (T5) MPa | |||||||||||||||||||||||||||||
| SDAS Values | Alloy 1 | Alloy 2 | ||
|---|---|---|---|---|
| Unmodified | Modified | Unmodified | Modified | |
| SDAS (µm) | 27.48 ± 4.15 | 18.09 ± 4.15 | 25.03 ± 3.14 | 20.80 ± 5.14 |
| Alloy 3 | Alloy 4 | |||
| SDAS (µm) | 15.02 ±2.68 | 13.77 ±2.18 | 19.51 ±2.07 | 16.06 ±1.08 |
| Image Analysis | Alloy 1 | Alloy 2 | ||
| Unmodified | Modified | Unmodified | Modified | |
| Average size (µm) | 17.46 | 10.41 | 32.67 | 9.92 |
| Circularity | 0.726 | 0.72 | 0.476 | 0.756 |
| Solidity | 0.825 | 0.829 | 0.729 | 0.834 |
| % Eutectic phase | 30.3 ± 0.52 | 48.4 ± 2.94 | 21.9 ± 0.9 | 35.7 ± 0.85 |
| Image Analysis | Alloy 3 | Alloy 4 | ||
| Unmodified | Modified | Unmodified | Modified | |
| Average size (µm) | 22.06 | 3.09 | 14.53 | 2.16 |
| Circularity | 0.75 | 0.675 | 0.822 | 0.806 |
| Solidity | 0.845 | 0.796 | 0.859 | 0.884 |
| % Eutectic phase | 48.1 ± 2.64 | 52.3 ± 1.92 | 52.9 ± 4.64 | 53.7 ± 0.71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fracchia, E.; Gobber, F.S.; Rosso, M. Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys. Metals 2021, 11, 342. https://doi.org/10.3390/met11020342
Fracchia E, Gobber FS, Rosso M. Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys. Metals. 2021; 11(2):342. https://doi.org/10.3390/met11020342
Chicago/Turabian StyleFracchia, Elisa, Federico Simone Gobber, and Mario Rosso. 2021. "Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys" Metals 11, no. 2: 342. https://doi.org/10.3390/met11020342
APA StyleFracchia, E., Gobber, F. S., & Rosso, M. (2021). Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys. Metals, 11(2), 342. https://doi.org/10.3390/met11020342