
Finite-Elements Modeling and Simulation of Electrically-Assisted Rotary-Draw Bending Process for 6063 Aluminum Alloy Micro-Tube

 ,
, 
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Consittutive Model
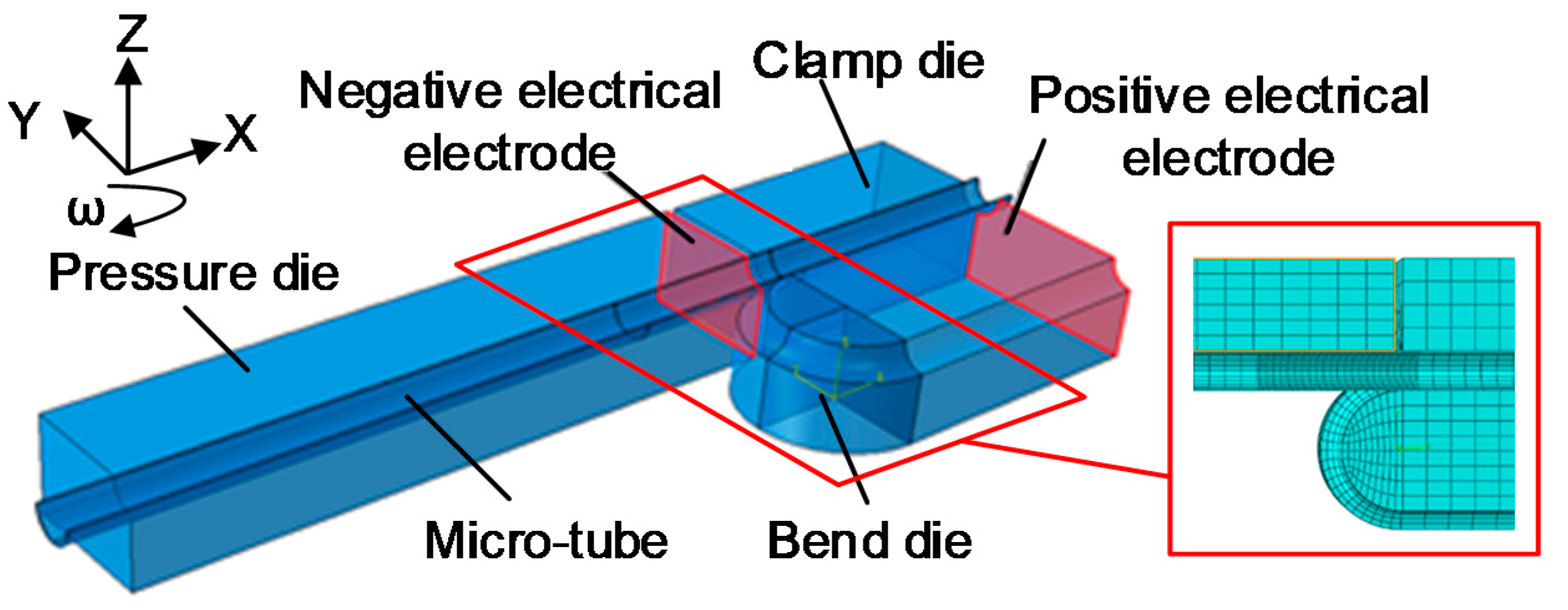
2.2. Numerical Methods
3. Results and Discussion
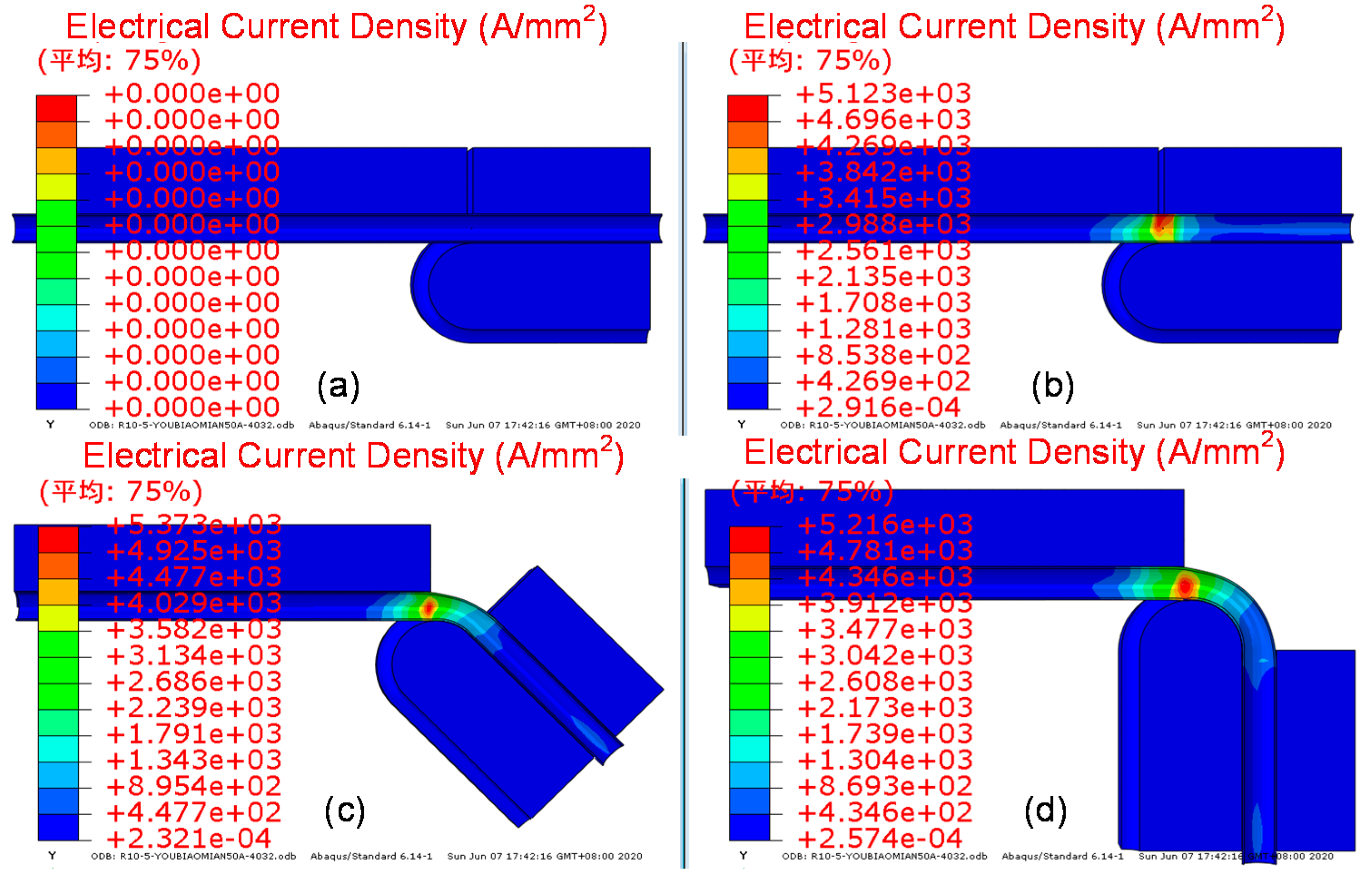
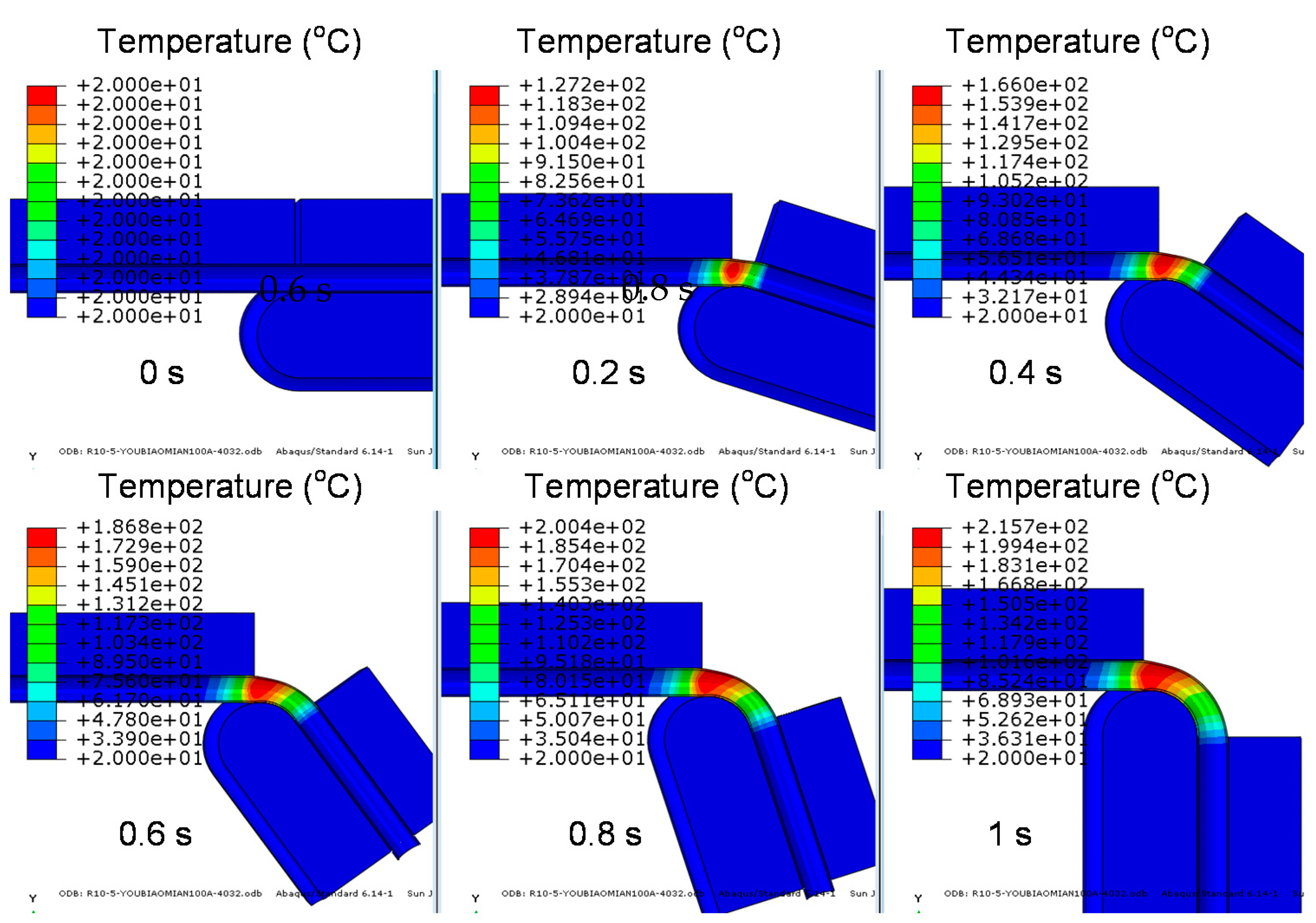
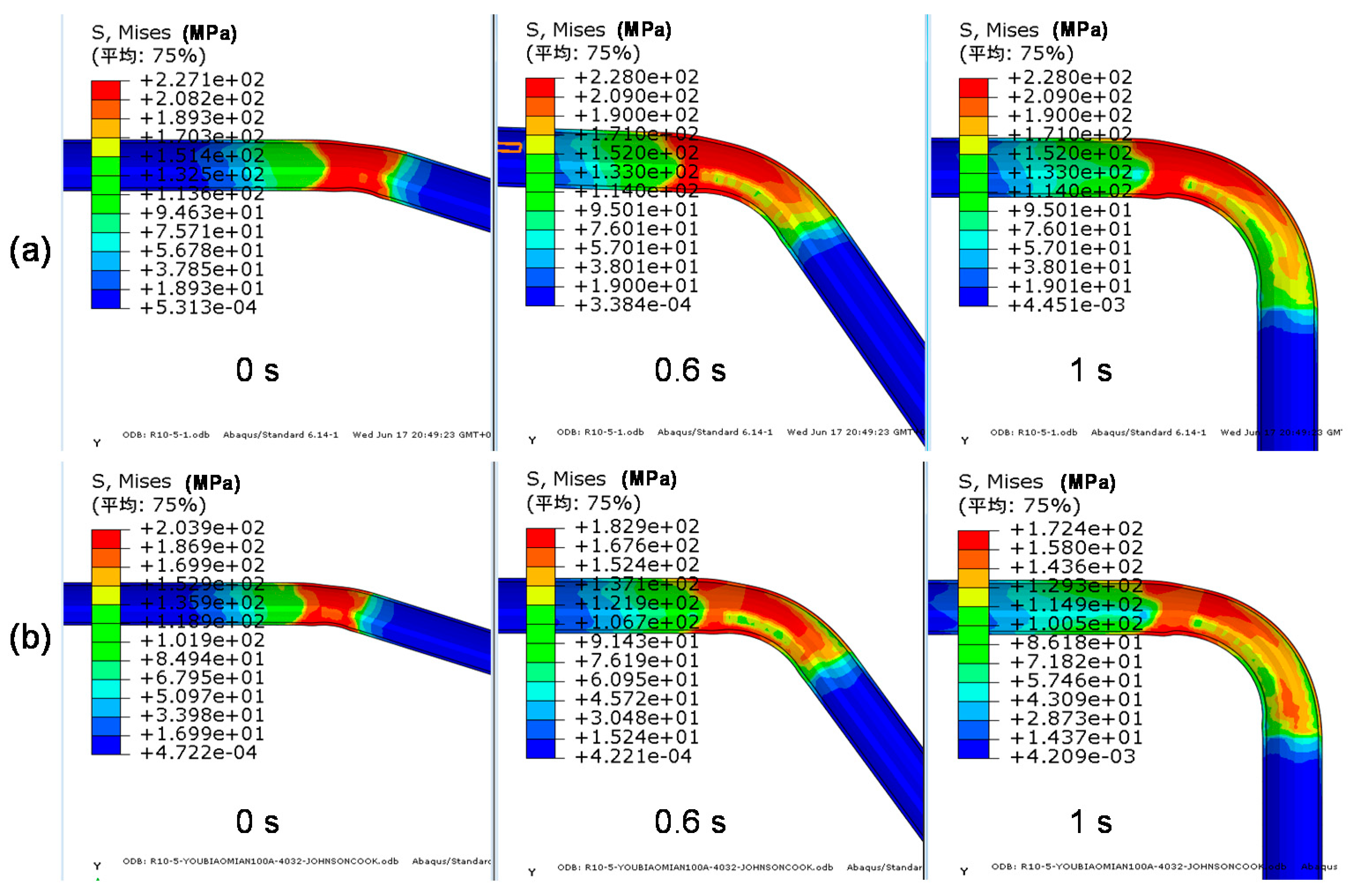
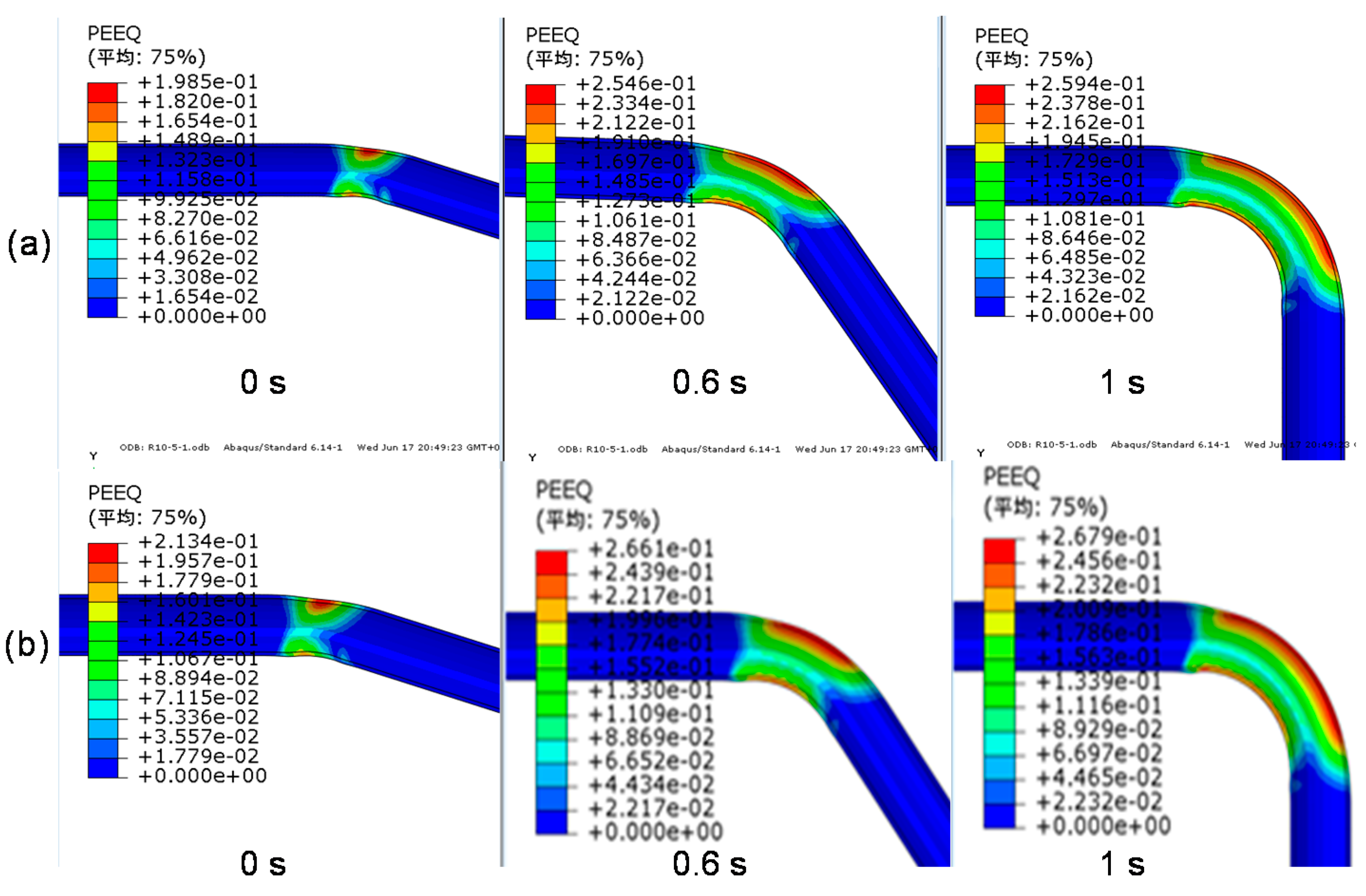
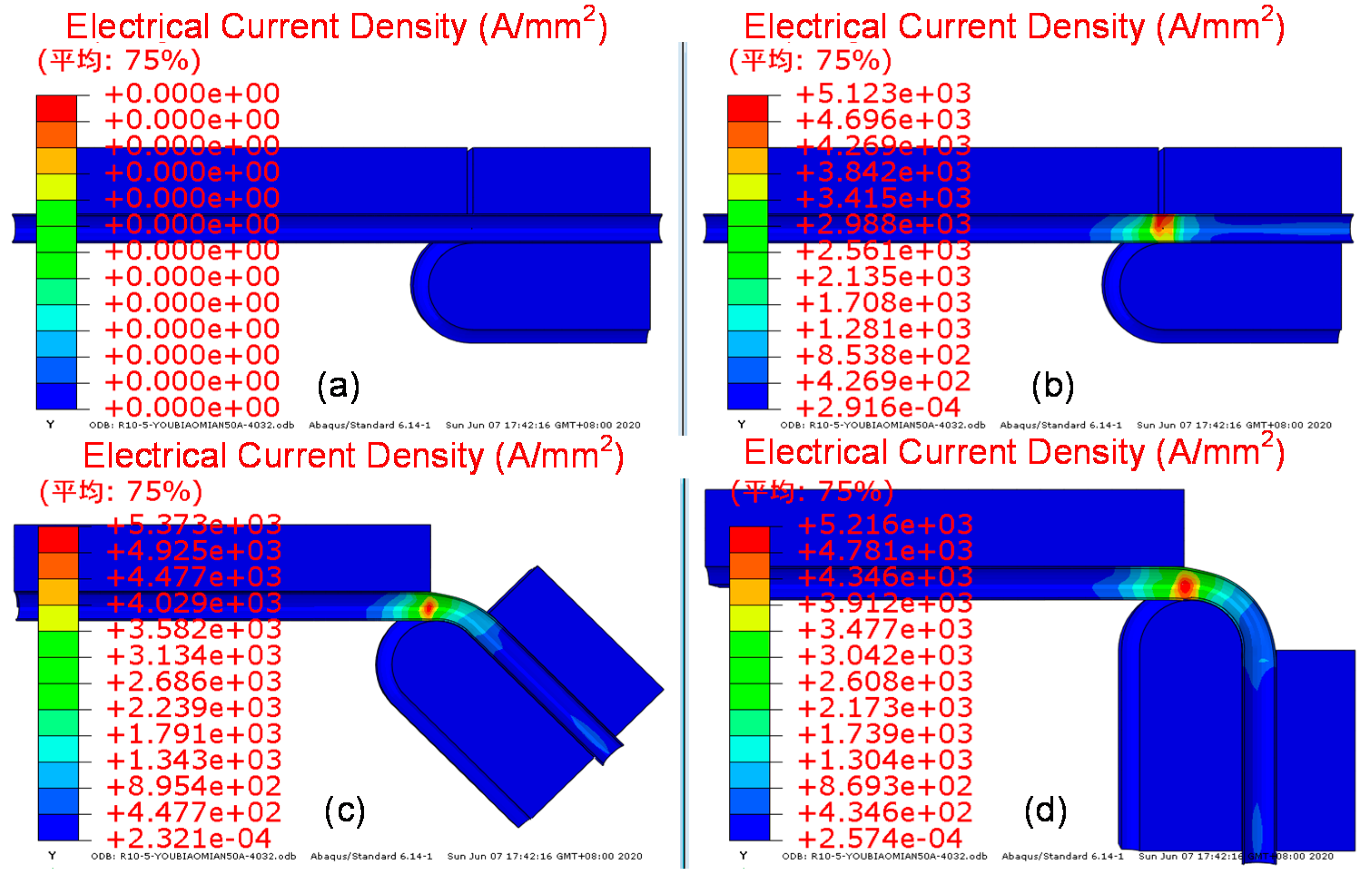
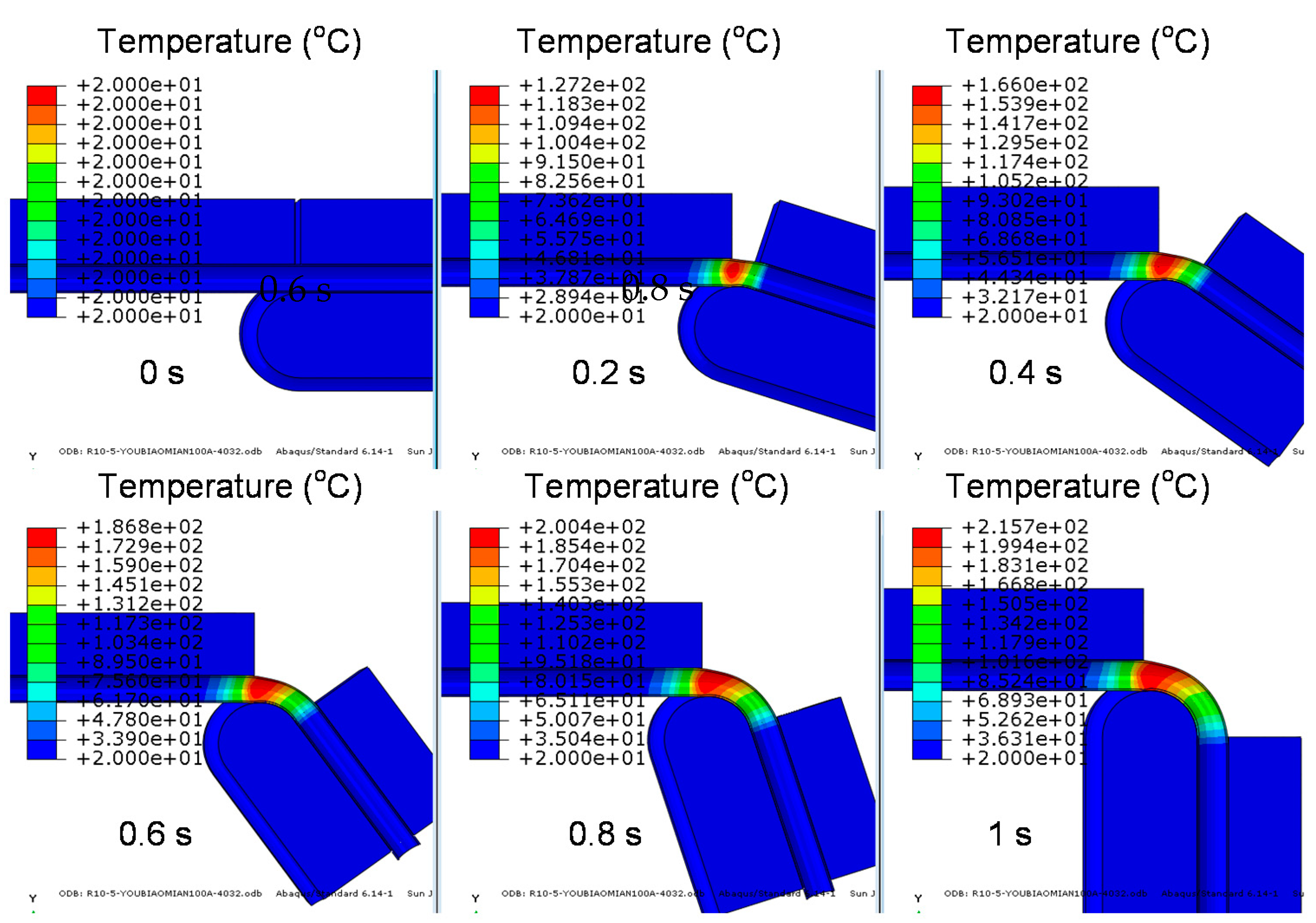
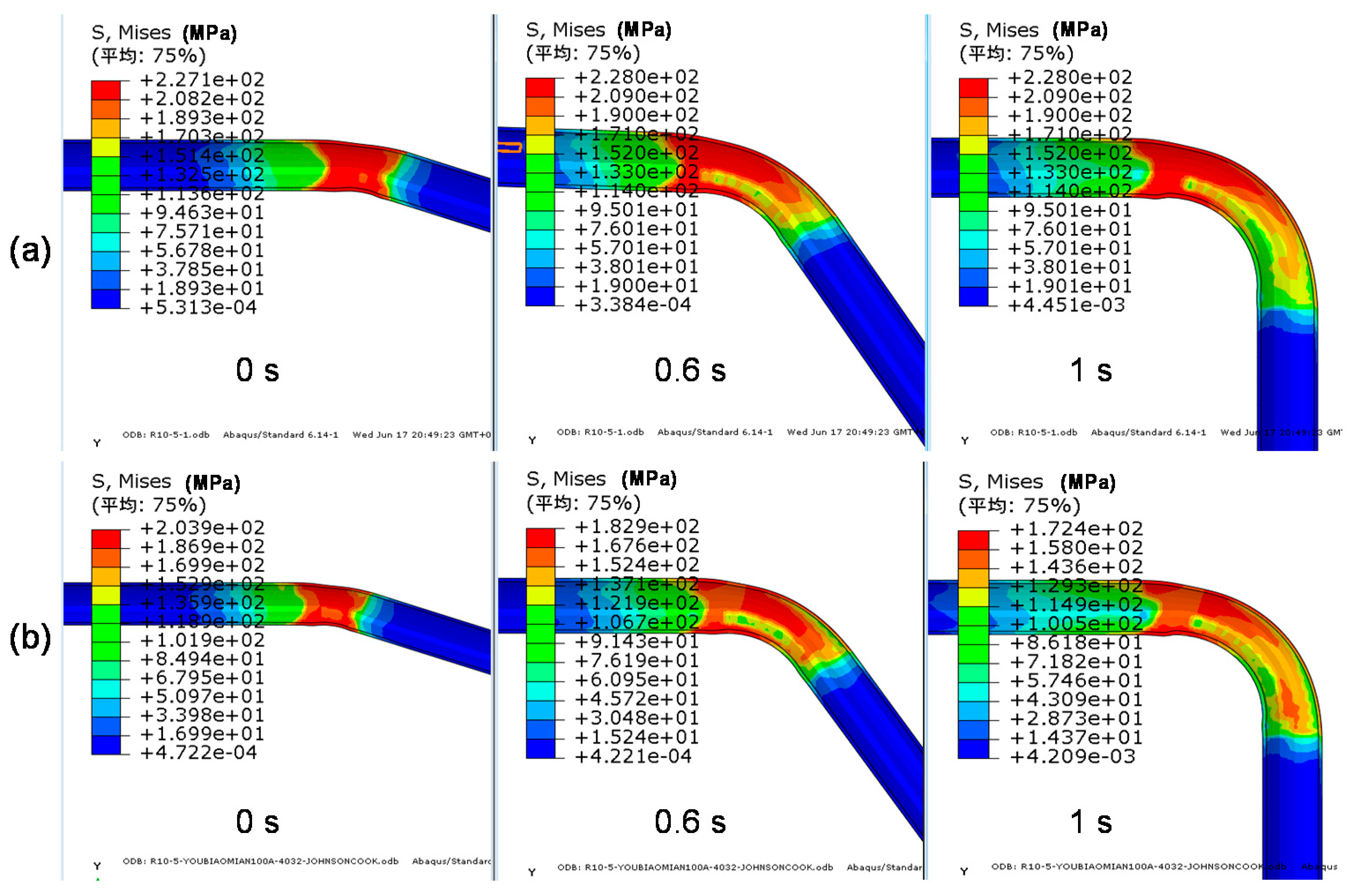
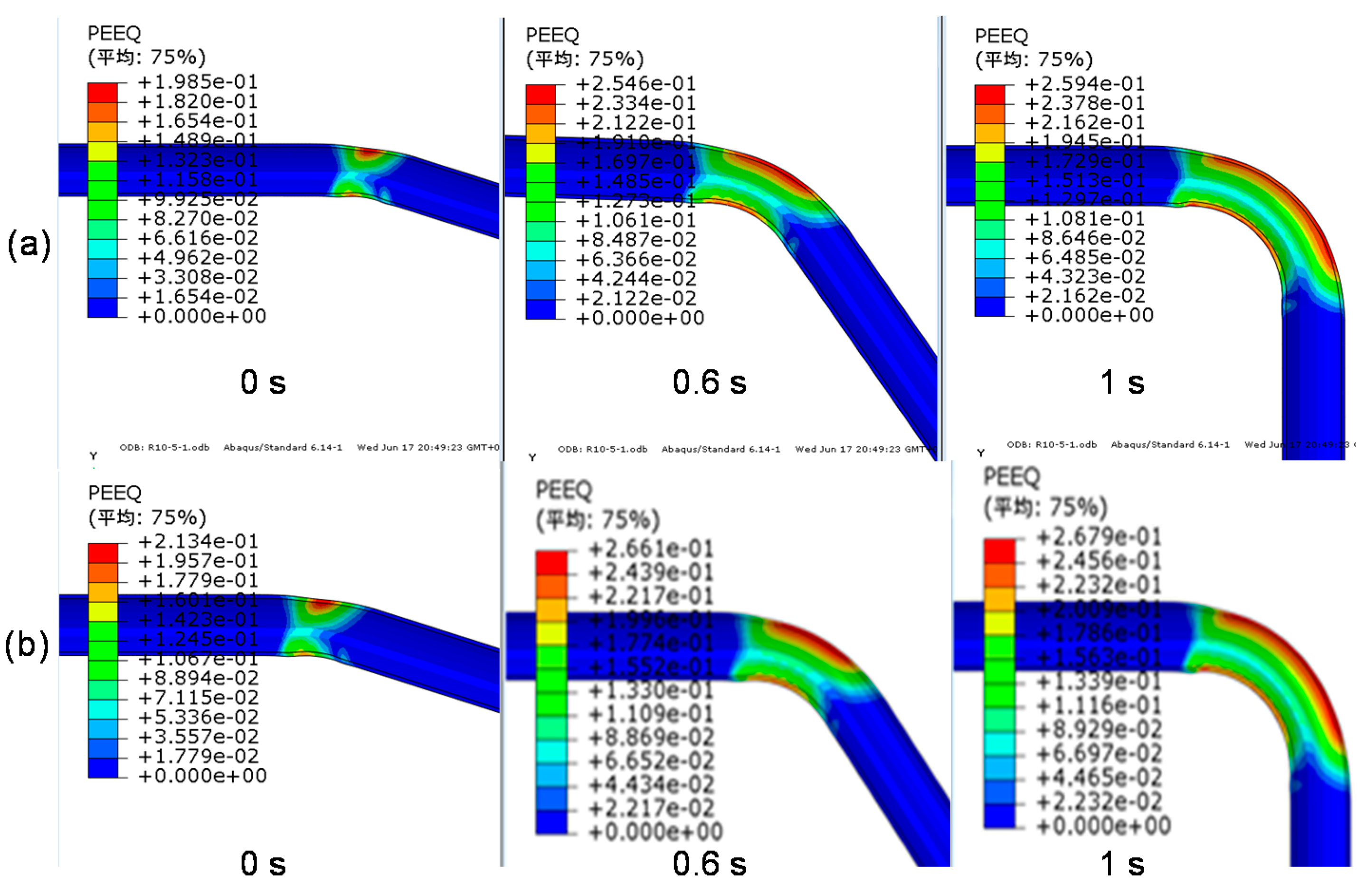
3.1. Coupling Behavior of Multi-Physical Fields in EA RDB
3.2. Size Effects on Bending Defects of Micro-Tube in EA RDB
3.3. Effect of Electrical Current on RDB Behavior
4. Conclusions
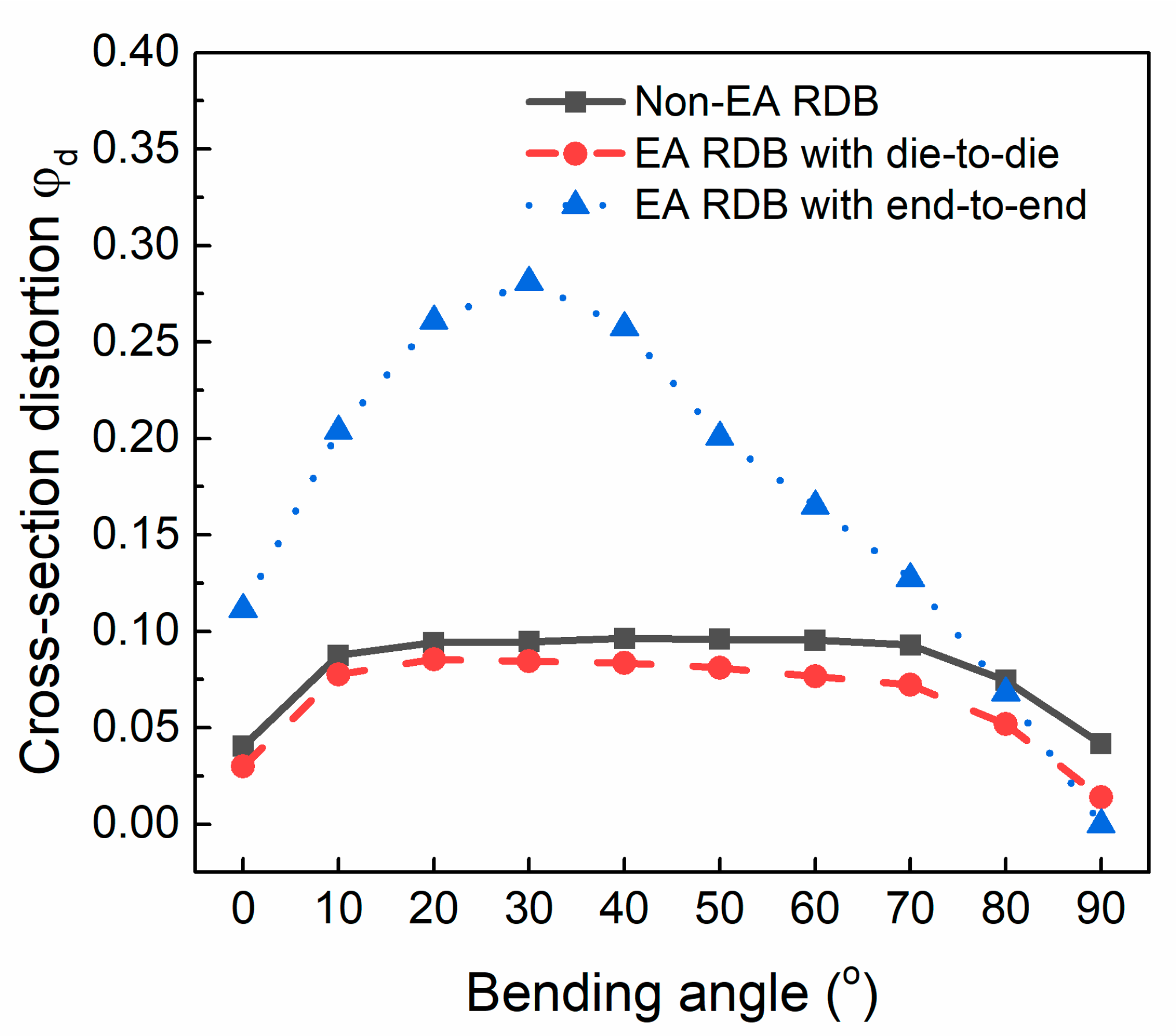
- Electrical current passing path significantly affected the EA RDB behavior, causing the maximum cross-section distortion in die-to-die configuration ~3 times smaller than that in end-to-end case. The optimum current loading path in EA RDB could be achieved under the die-to-die configuration since micro-tubes were locally heated in the vicinity of the tangential point due to the concentrated distribution of current density throughout the duration of EA RDB, which is exactly on the cross sections where bending deforming mainly occurred.
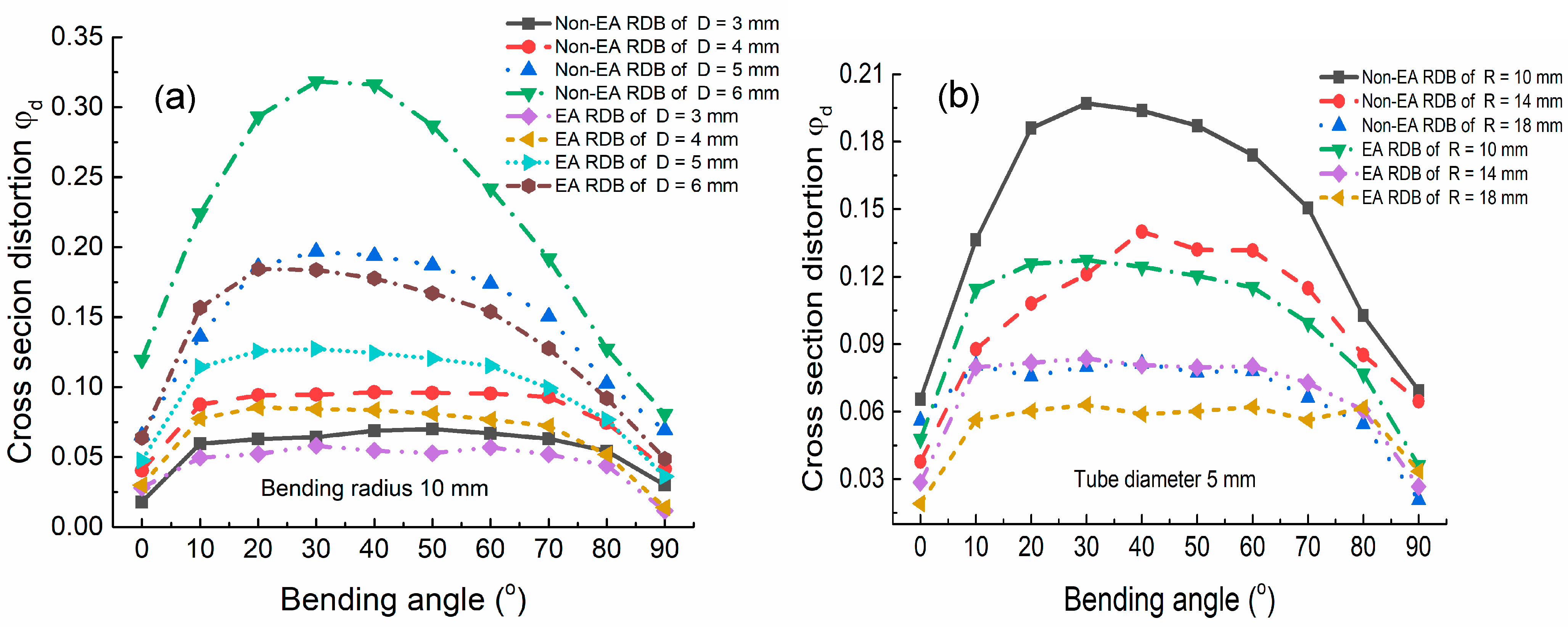
- The effects of tube diameter and bending radius on the cross-section distortion (i.e., the larger tube diameter and the smaller bending radius leading to the higher cross-section distortion) tend to be weakened by electrical current in EA RDB of micro-tubes.
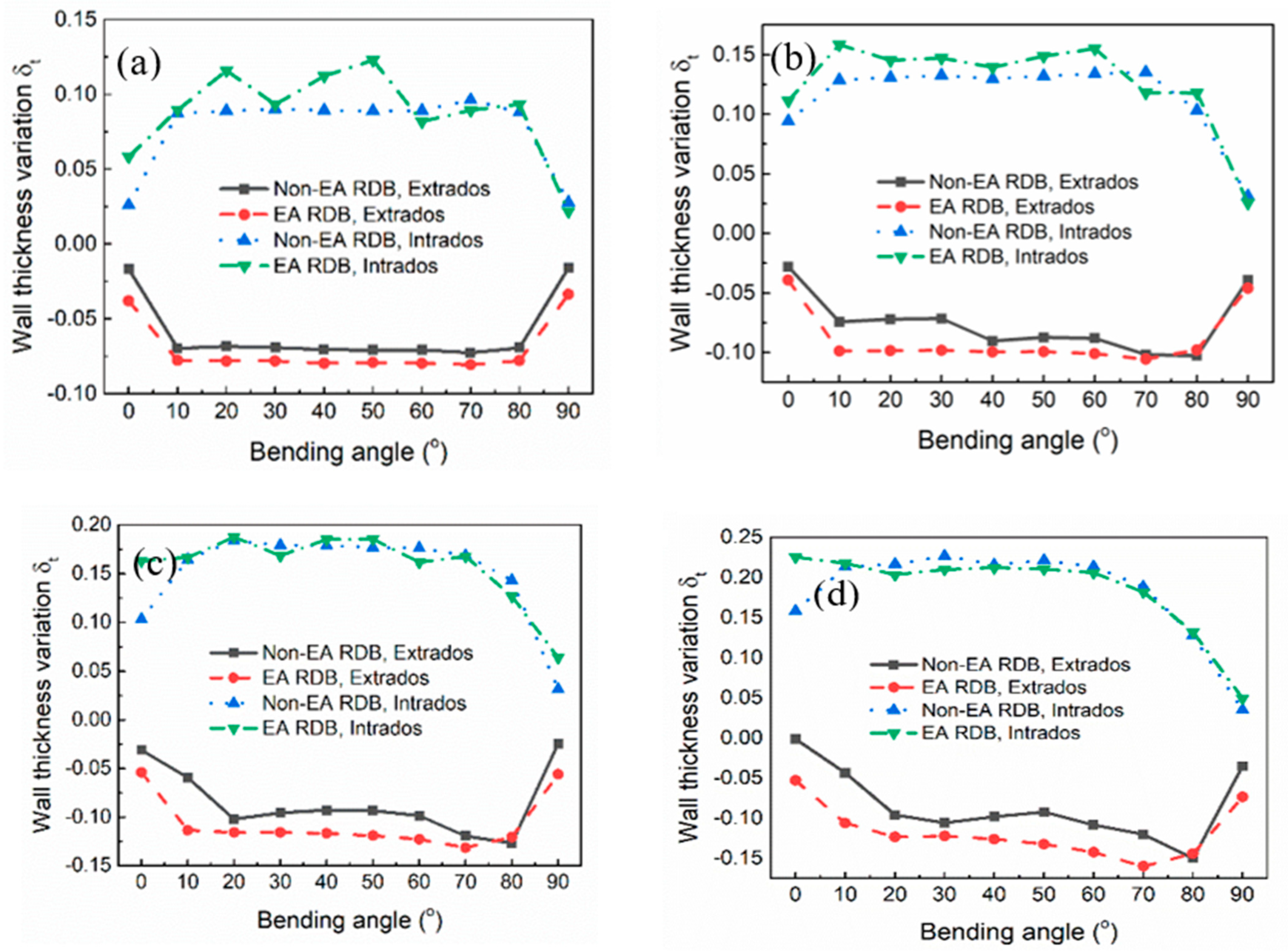
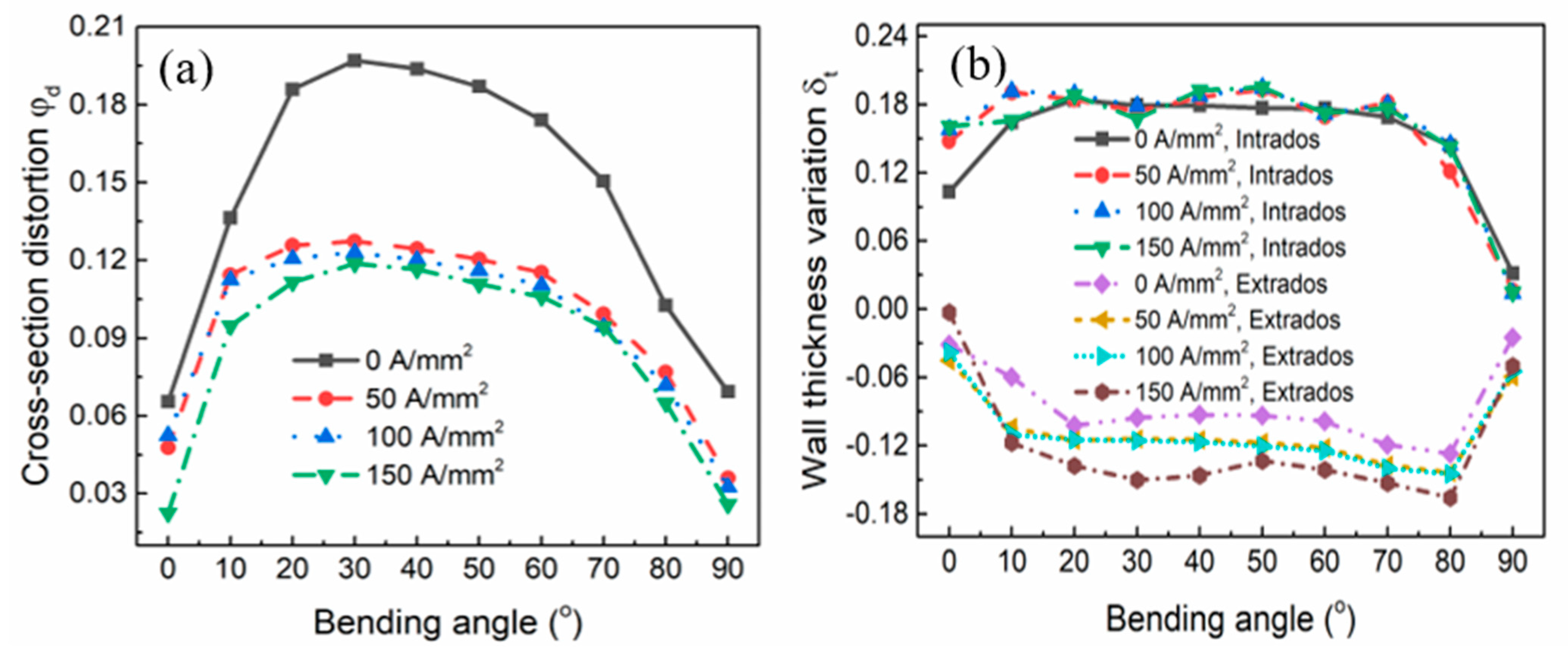
- The thickening effect caused by electrical current at the intrados of micro-tube in EA RDB is not obvious, but the passage of electricity during RDB tends to enhance the wall thickness thinning all along the bending path for all the tube diameters as compared to non-EA case.
- Increasing current density from 50 A/mm2 to 150 A/mm2 can slightly reduce the degree of cross-section distortion, but resulted in the increase of wall thickness thinning at the extrados. Therefore, a current density threshold may exist in EA RDB in terms of the tradeoff of current density between the reduction in cross-section distortion and the over-thinning of wall thickness in micro-tubes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baturkin, V. Micro-satellites thermal control—Concepts and components. Acta Astronaut. 2005, 56, 161–170. [Google Scholar] [CrossRef] [Green Version]
- Vasiliev, L.L. Micro and miniature heat pipes—Electronic component coolers. Appl. Therm. Eng. 2008, 28, 266–273. [Google Scholar] [CrossRef]
- Narendran, N.; Gu, Y.; Freyssinier, J.P.; Yu, H.; Deng, L. Solid-state lighting: Failure analysis of white LEDs. J. Cryst. Growth 2004, 268, 449–456. [Google Scholar] [CrossRef]
- McGlen, R.J.; Jachuck, R.; Lin, S. Integrated thermal management techniques for high power electronic devices. Appl. Therm. Eng. 2004, 24, 1143–1156. [Google Scholar] [CrossRef]
- Wang, X. Study of Wrinkling Defects in Bending Thin-Walled Micro-Heat Pipes. Master’s Thesis, South China University of Technology, Guangzhou, China, 2012. [Google Scholar]
- Huang, D. Study of Forming Defects in Bending Micro-Heat Pipe with Micro-Grooves. Master’s Thesis, South China University of Technology, Guangzhou, China, 2010. [Google Scholar]
- Heng, L.; He, Y.; Zhiyong, Z.; Zekang, W. ‘Size effect’ related bending formability of thin-walled aluminum alloy tube. Chin. J. Aeronaut. 2013, 26, 230–241. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Xu, J.; Jiang, Z.; Zhu, W.-L.; Shan, D.; Guo, B.; Cao, J. Size effects on flow stress behavior during electrically-assisted micro-tension in a magnesium alloy AZ31. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 659, 215–224. [Google Scholar] [CrossRef] [Green Version]
- Fan, R.; Magargee, J.; Hu, P.; Cao, J. Influence of grain size and grain boundaries on the thermal and mechanical behavior of 70/30 brass under electrically-assisted deformation. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 574, 218–225. [Google Scholar] [CrossRef]
- Xie, L.; Guo, H.; Song, Y.; Liu, C.; Wang, Z.; Hua, L.; Wang, L.; Zhang, L.-C. Effects of electroshock treatment on microstructure evolution and texture distribution of near-beta titanium alloy manufactured by directed energy deposition. Mater. Charact. 2020, 161, 110137. [Google Scholar] [CrossRef]
- Stolyarov, V.V. Features of Deformation Behavior at Rolling and Tension under Current in TiNi Alloy. Rev. Adv. Mater. Sci. 2010, 25, 194–202. [Google Scholar]
- Stolyarov, V.; Calliari, I.; Gennari, C. Features of the interaction of plastic deformation and pulse current in various materials. Mater. Lett. 2021, 299, 130049. [Google Scholar] [CrossRef]
- Zhao, Y.; Peng, L.; Lai, X. Influence of the electric pulse on springback during stretch U-bending of Ti6Al4V titanium alloy sheets. J. Mater. Process. Technol. 2018, 261, 12–23. [Google Scholar] [CrossRef]
- Jordan, A.; Kinsey, B.L. Investigation of thermal and mechanical effects during electrically-assisted microbending. J. Mater. Process. Technol. 2015, 221, 1–12. [Google Scholar] [CrossRef]
- Ao, D.; Chu, X.; Yang, Y.; Lin, S.; Gao, J. Effect of electropulsing on springback during V-bending of Ti-6Al-4V titanium alloy sheet. Int. J. Adv. Manuf. Technol. 2018, 96, 3197–3207. [Google Scholar] [CrossRef]
- Zhu, H.; Qin, C.; Wang, J.Q.; Qi, F.J. Characterization and Simulation of Mechanical Behavior of 6063 Aluminum Alloy Thin-walled Tubes. Adv. Mater. Res.-Switz. 2011, 197–198, 1500–1508. [Google Scholar]
- Rajput, D.; Singh, A.; Kumar, S. Evaluation of Johnson-Cook Material Model Parameters of AA6063-T6. Int. Res. J. Eng. Technol. 2020, 07, 1476–1481. [Google Scholar]
- Ruszkiewicz, B.J.; Grimm, T.; Ragai, I.; Mears, L.; Roth, J.T. A Review of Electrically-Assisted Manufacturing with Emphasis on Modeling and Understanding of the Electroplastic Effect. J. Manuf. Sci. Eng.-Trans. Asme 2017, 139, 110801. [Google Scholar] [CrossRef]
- Ding, Y. Research on Hot Bending Forming without Mould of BR1500HS High-Strength Streel Tube. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2016. [Google Scholar]
- Chen, X. Finite Element Simulation for Axis-Thrust Bending Process of Thin-Walled Tube. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2006. [Google Scholar]
- Liu, Y.; Daxin, E. Effects of Cross-Sectional Ovalization on Springback and Strain Distribution of Circular Tubes Under Bending. J. Mater. Eng. Perform. 2011, 20, 1591–1599. [Google Scholar] [CrossRef]
- Li, H.; Yang, H.; Zhan, M.; Kou, Y.L. Deformation behaviors of thin-walled tube in rotary draw bending under push assistant loading conditions. J. Mater. Process. Technol. 2010, 210, 143–158. [Google Scholar] [CrossRef]
- Zhao, G.Y.; Liu, Y.L.; Yang, H.; Lu, C.H.; Gu, R.J. Three-dimensional finite-elements modeling and simulation of rotary-draw bending process for thin-walled rectangular tube. Mater. Sci. Eng. A 2009, 499, 257–261. [Google Scholar] [CrossRef]
- Zhang, Q.; Tang, D.; Li, D.; Peng, Y. Numerical and experimental study on in-plane bending of microchannel aluminum flat tube. J. Mater. Process. Technol. 2010, 210, 1876–1884. [Google Scholar] [CrossRef]
- Wang, X.W.; Xu, J.; Shan, D.B.; Guo, B.; Cao, J. Modeling of thermal and mechanical behavior of a magnesium alloy AZ31 during electrically-assisted micro-tension. Int. J. Plast. 2016, 85, 230–257. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.R.; Yang, H.J.; Ben, D.D.; Shao, X.H.; Tian, Y.Z.; Wang, Q.; Zhang, Z.F. Anisotropic Electroplastic Effects on the Mechanical Properties of a Nano-Lamellar Austenitic Stainless Steel. Acta Metall. Sin.-Engl. Lett. 2021, 34, 534–542. [Google Scholar] [CrossRef]
- Chu, X.R.; Wang, L.; Lin, S.X.; Yue, Z.M.; Gao, J. Experimental Investigation on Formability of AZ31B Magnesium Alloy V-Bending Under Pulse Current. Acta Metall. Sin.-Engl. Lett. 2018, 31, 1249–1257. [Google Scholar] [CrossRef] [Green Version]
- Adams, D.; Jeswiet, J. Single-point incremental forming of 6061-T6 using electrically assisted forming methods. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2014, 228, 757–764. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A (Mpa) | B (Mpa) | n | C | m |
|---|---|---|---|---|
| 176.45 | 63.99 | 0.07 | 0.0036 | 1.003 |
| Parameters | Value |
|---|---|
| Tube diameter (mm) | 3, 4, 5, 6 |
| Tube thickness (mm) | 0.3 |
| Bending radius (mm) | 10, 14, 18 |
| Bending angle (°) | 90 |
| Current density (A/mm2) | 0, 50, 100, 150 |
| Part |
Density (kg/m3) |
Young’s Modulus (Gpa) | Poisson’s Ratio |
Thermal Conductivity (W/m/°C) |
Specific Heat (J/kg/°C) |
Electrical Conductivity (S/mm) |
|---|---|---|---|---|---|---|
| Micro-tubes | 2700 | 66.7 | 0.33 | 119 | 900 | 34,800 |
| Dies | 7850 | 210 | 0.3 | 44.5 | 475 | 4032 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Xu, J.; Ding, M.; Zhang, Y.; Wang, Z.; Guo, B.; Shan, D. Finite-Elements Modeling and Simulation of Electrically-Assisted Rotary-Draw Bending Process for 6063 Aluminum Alloy Micro-Tube. Metals 2021, 11, 1956. https://doi.org/10.3390/met11121956
Wang X, Xu J, Ding M, Zhang Y, Wang Z, Guo B, Shan D. Finite-Elements Modeling and Simulation of Electrically-Assisted Rotary-Draw Bending Process for 6063 Aluminum Alloy Micro-Tube. Metals. 2021; 11(12):1956. https://doi.org/10.3390/met11121956
Chicago/Turabian StyleWang, Xinwei, Jie Xu, Minghan Ding, Yanhu Zhang, Zhenlong Wang, Bin Guo, and Debin Shan. 2021. "Finite-Elements Modeling and Simulation of Electrically-Assisted Rotary-Draw Bending Process for 6063 Aluminum Alloy Micro-Tube" Metals 11, no. 12: 1956. https://doi.org/10.3390/met11121956
APA StyleWang, X., Xu, J., Ding, M., Zhang, Y., Wang, Z., Guo, B., & Shan, D. (2021). Finite-Elements Modeling and Simulation of Electrically-Assisted Rotary-Draw Bending Process for 6063 Aluminum Alloy Micro-Tube. Metals, 11(12), 1956. https://doi.org/10.3390/met11121956