
Physicomechanical Nature of Acoustic Emission Preceding Wire Breakage during Wire Electrical Discharge Machining (WEDM) of Advanced Cutting Tool Materials

 ,
,  ,
, 

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. WEDM Process
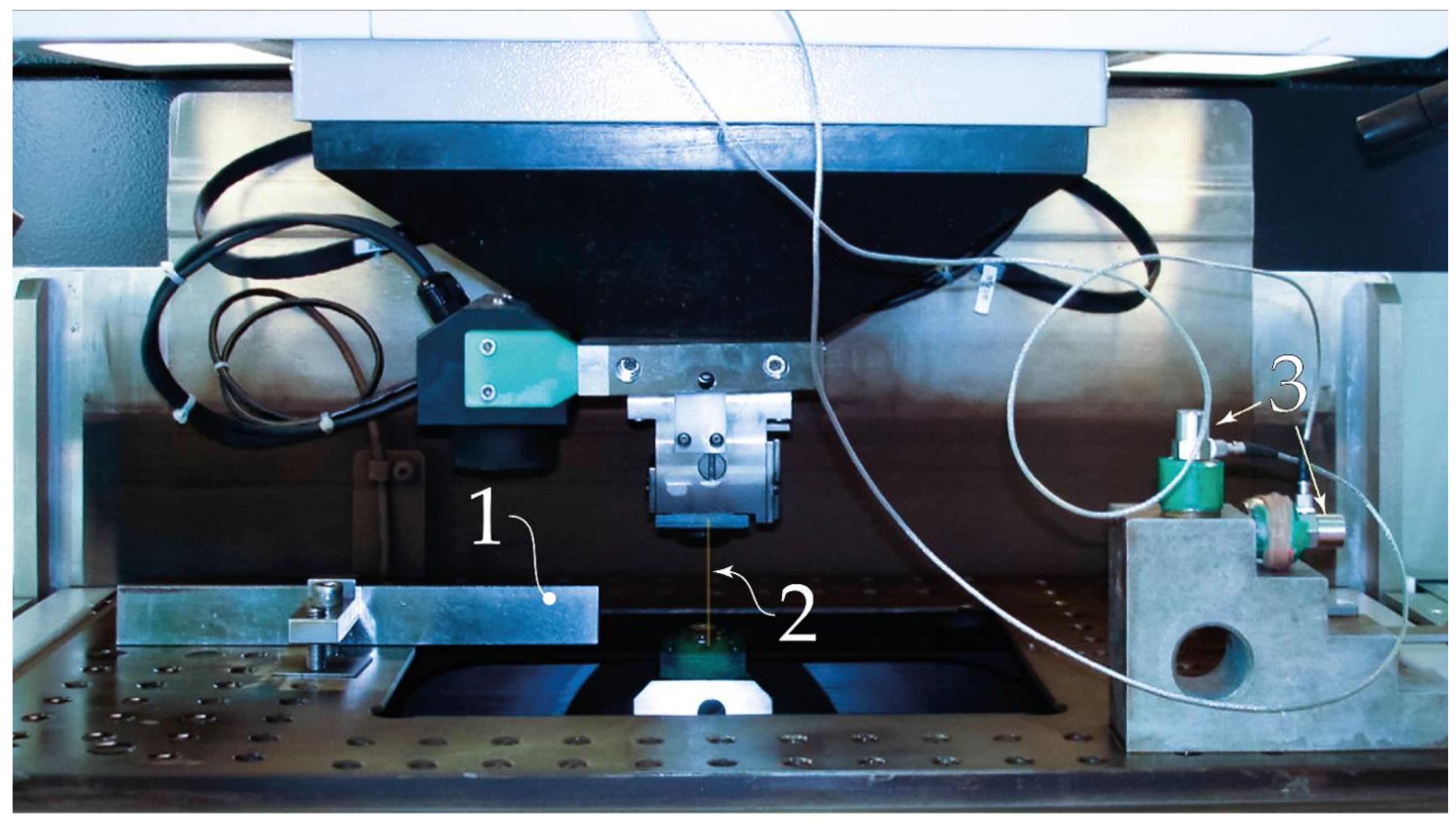
2.2. Experimental Setup
2.3. Monitoring of the Electrical Current Parameters
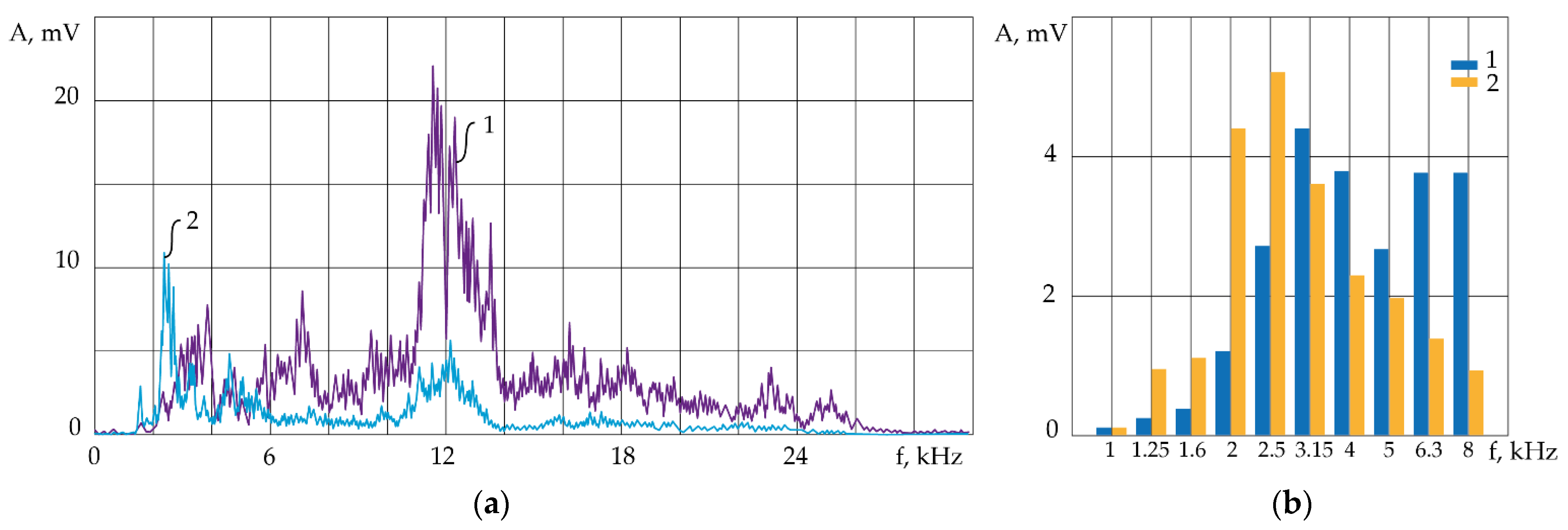
2.4. Assessment of Vibroacoustic Emissions during WEDM
3. Results and Discussion
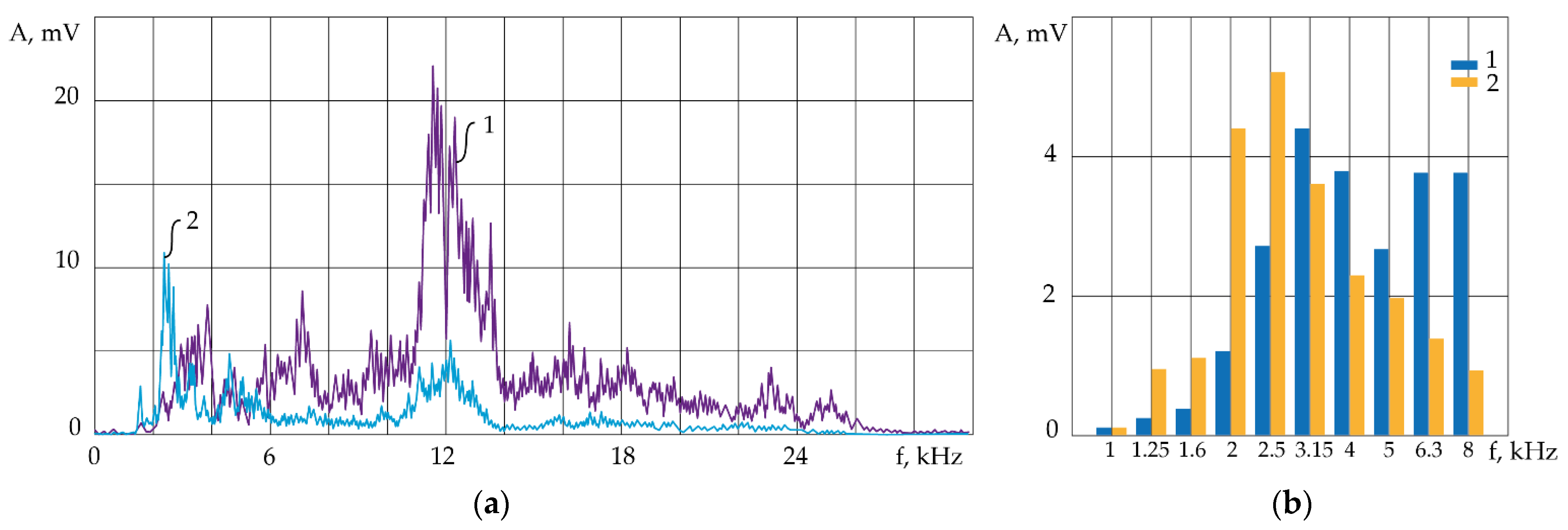
3.1. AFCs of the Electroerosion Process of the Hard Alloy
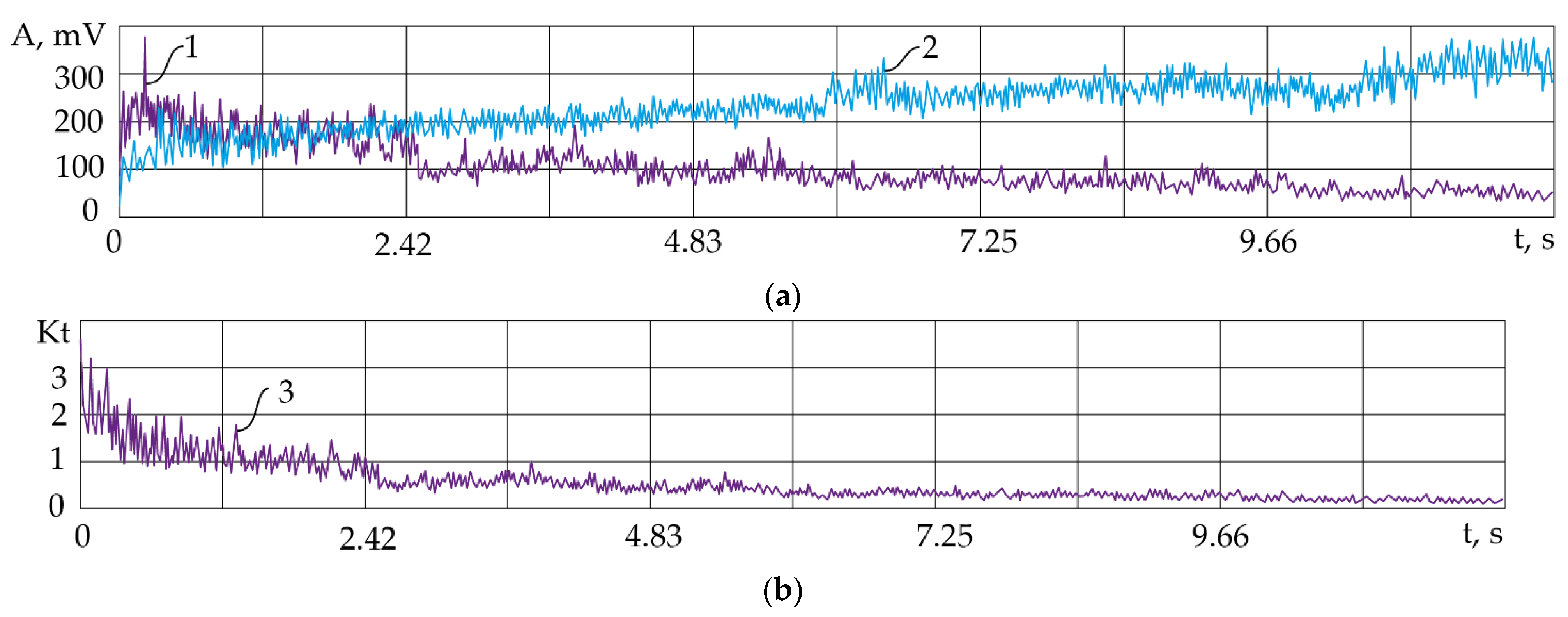
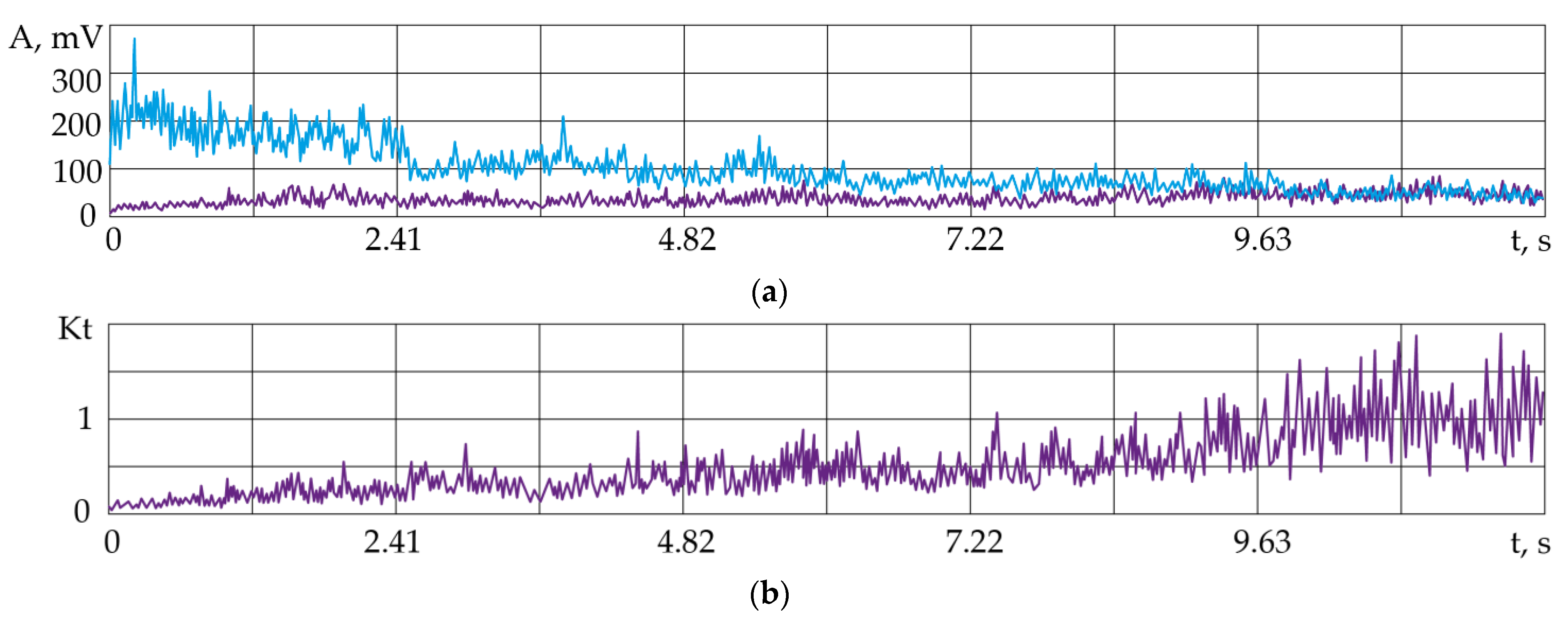
3.2. Acoustic Emission during Electrical Discharge Machining of Hard Alloys
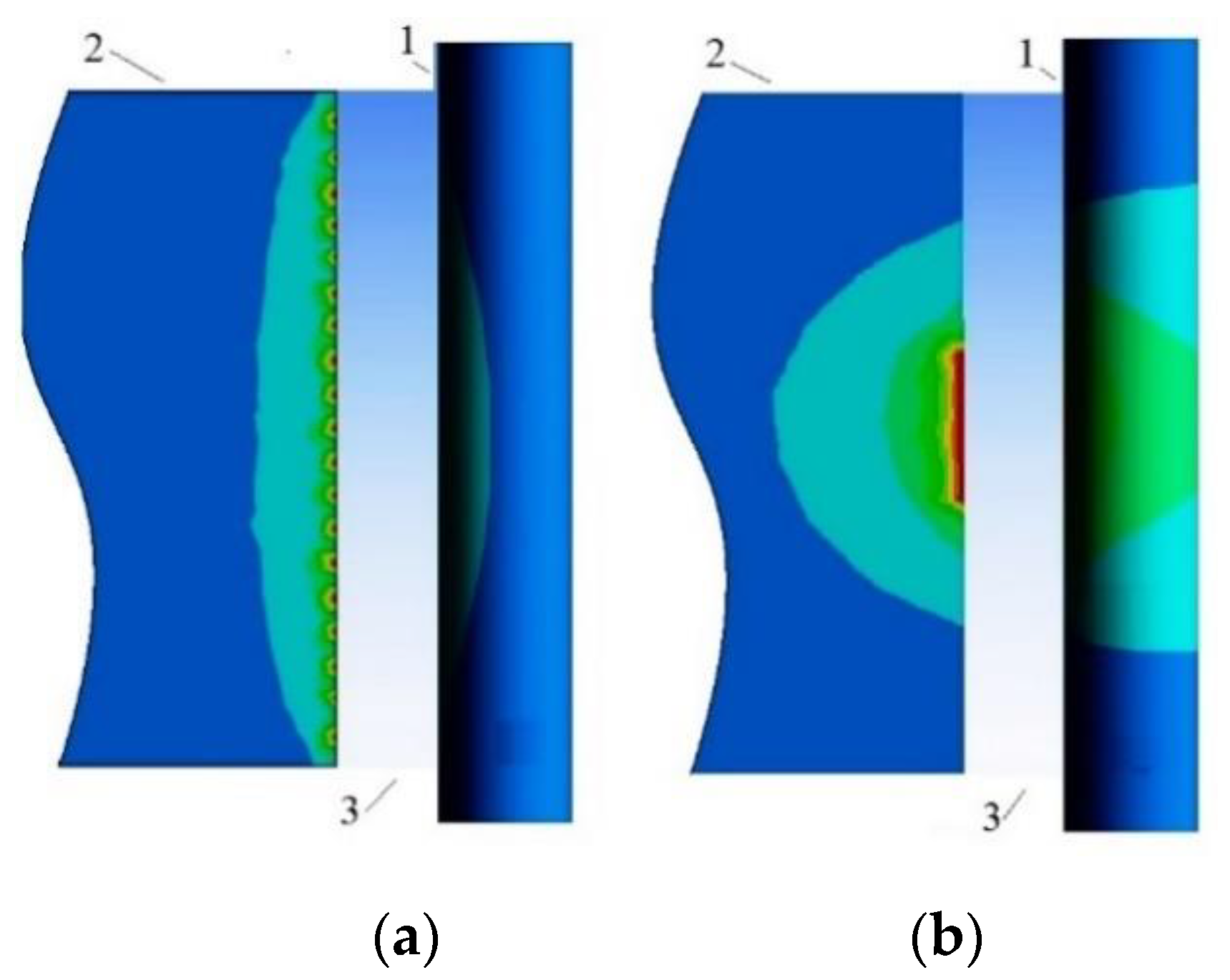
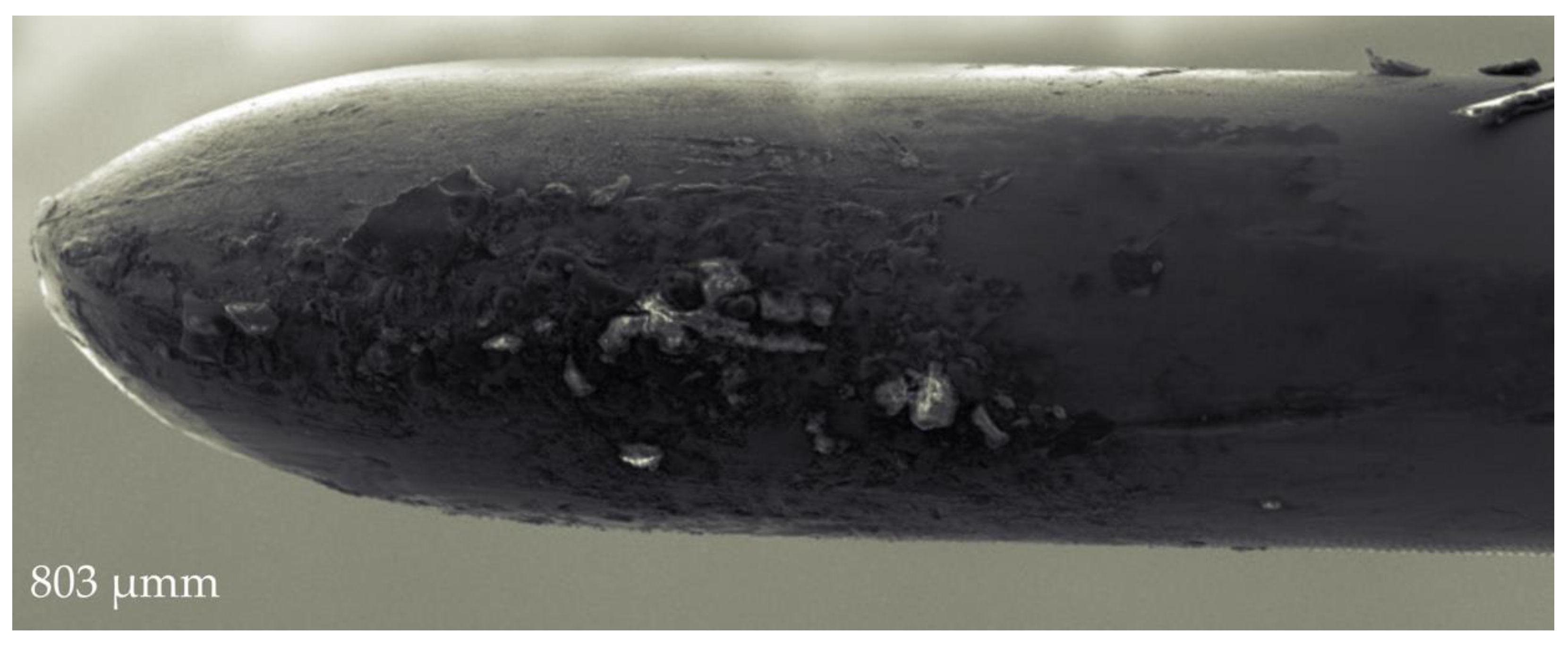
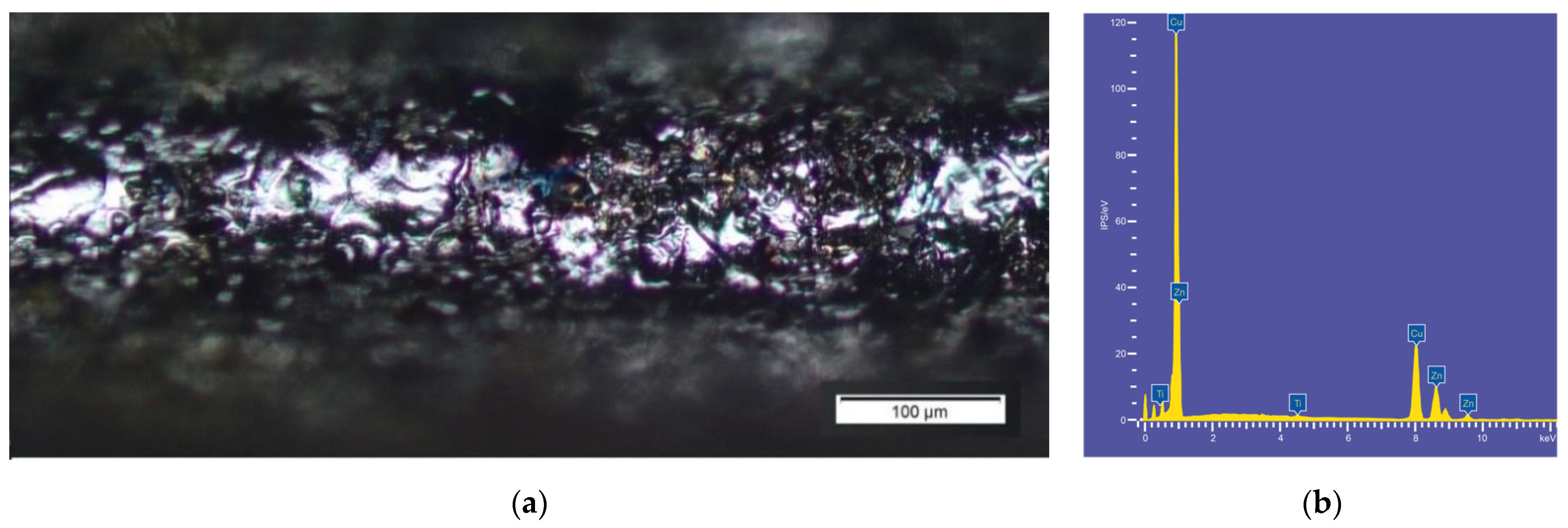
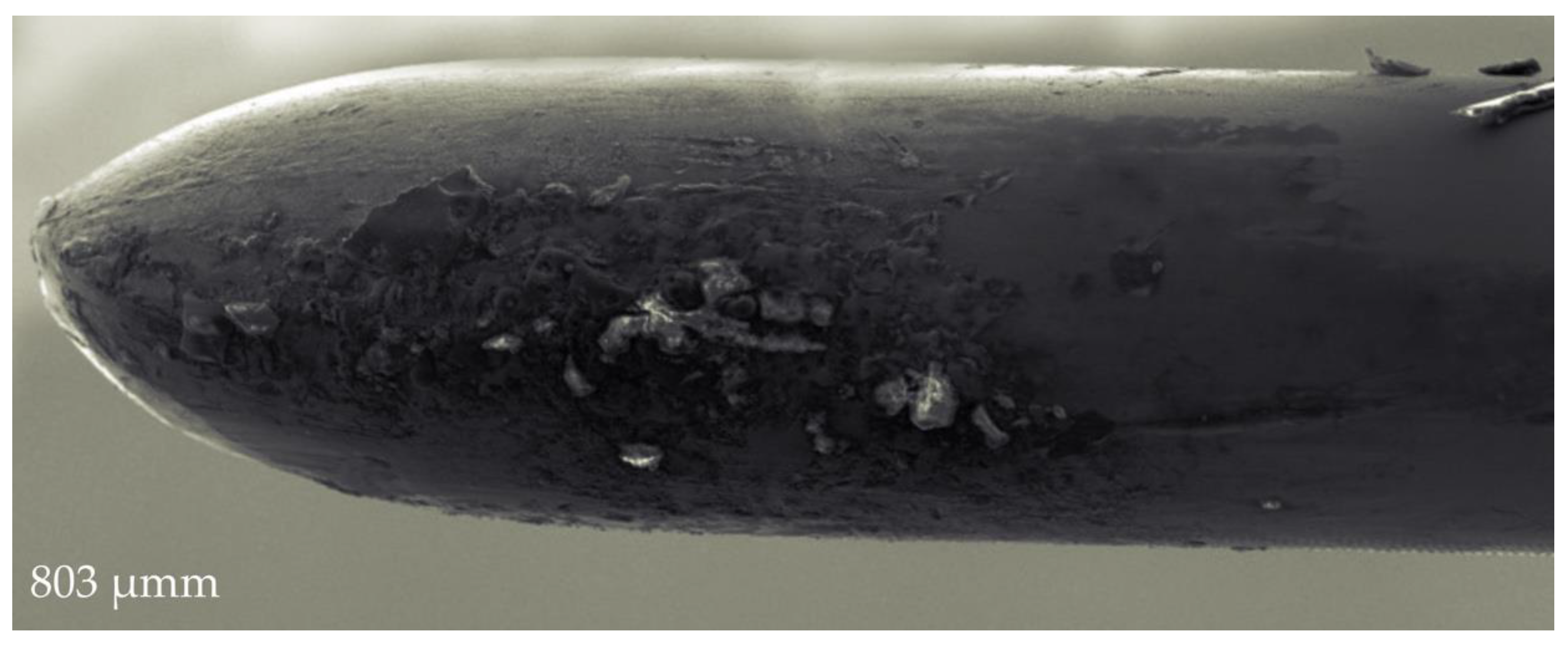
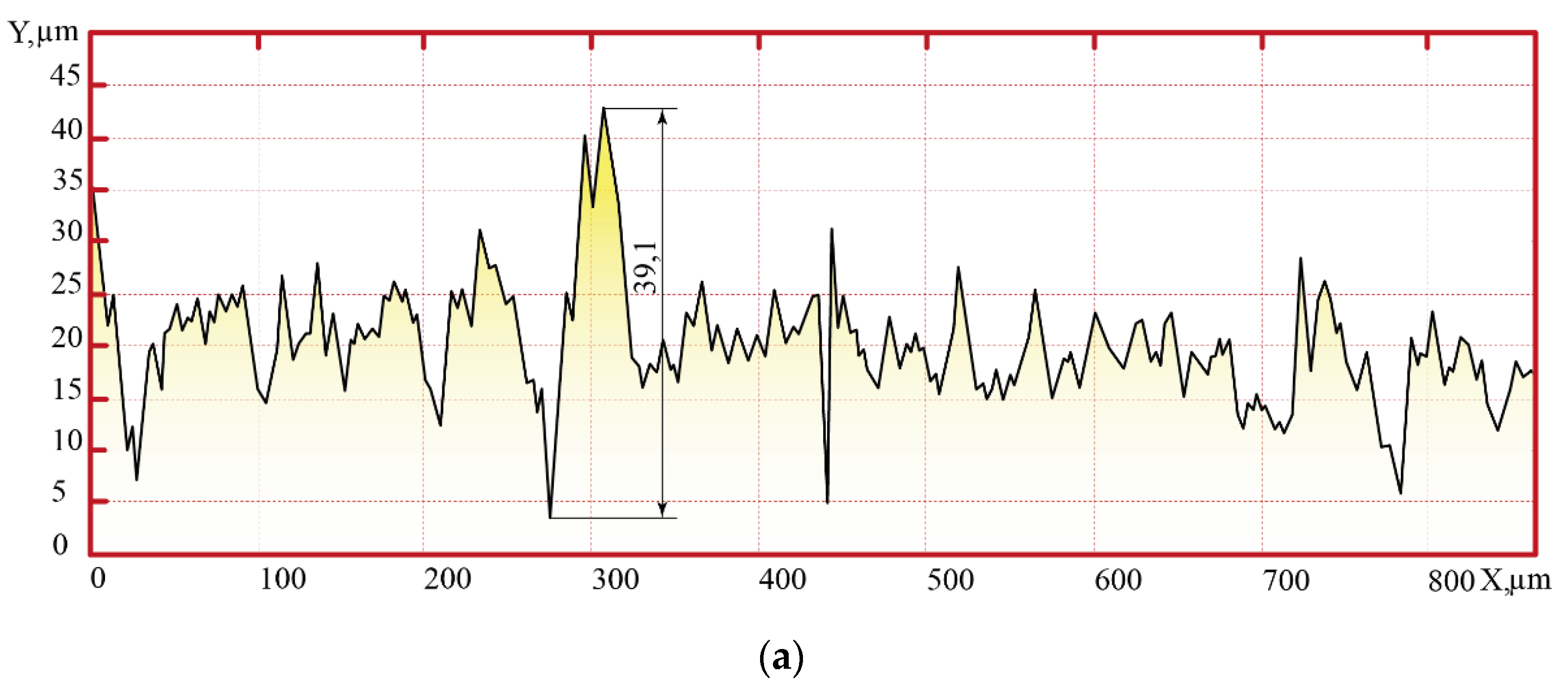
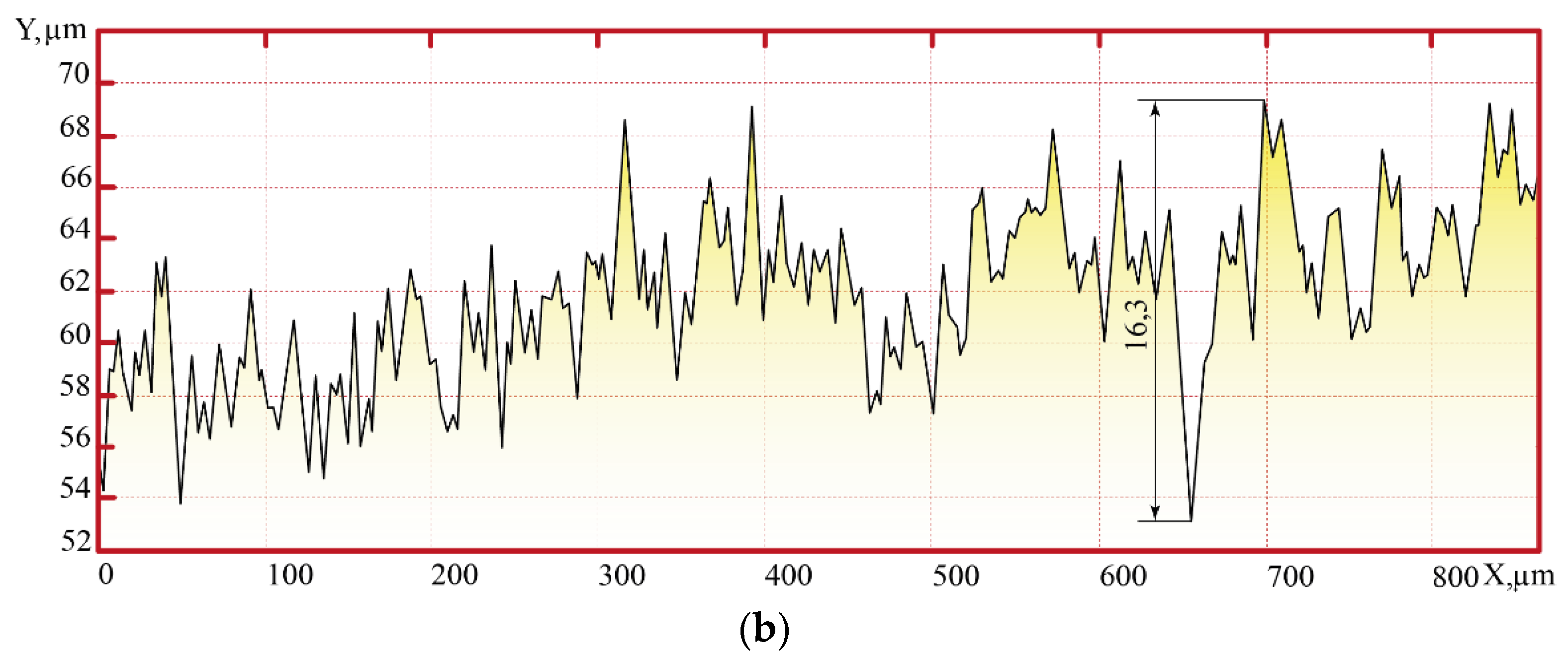
3.3. Wire Breakage and “Neck” Formation
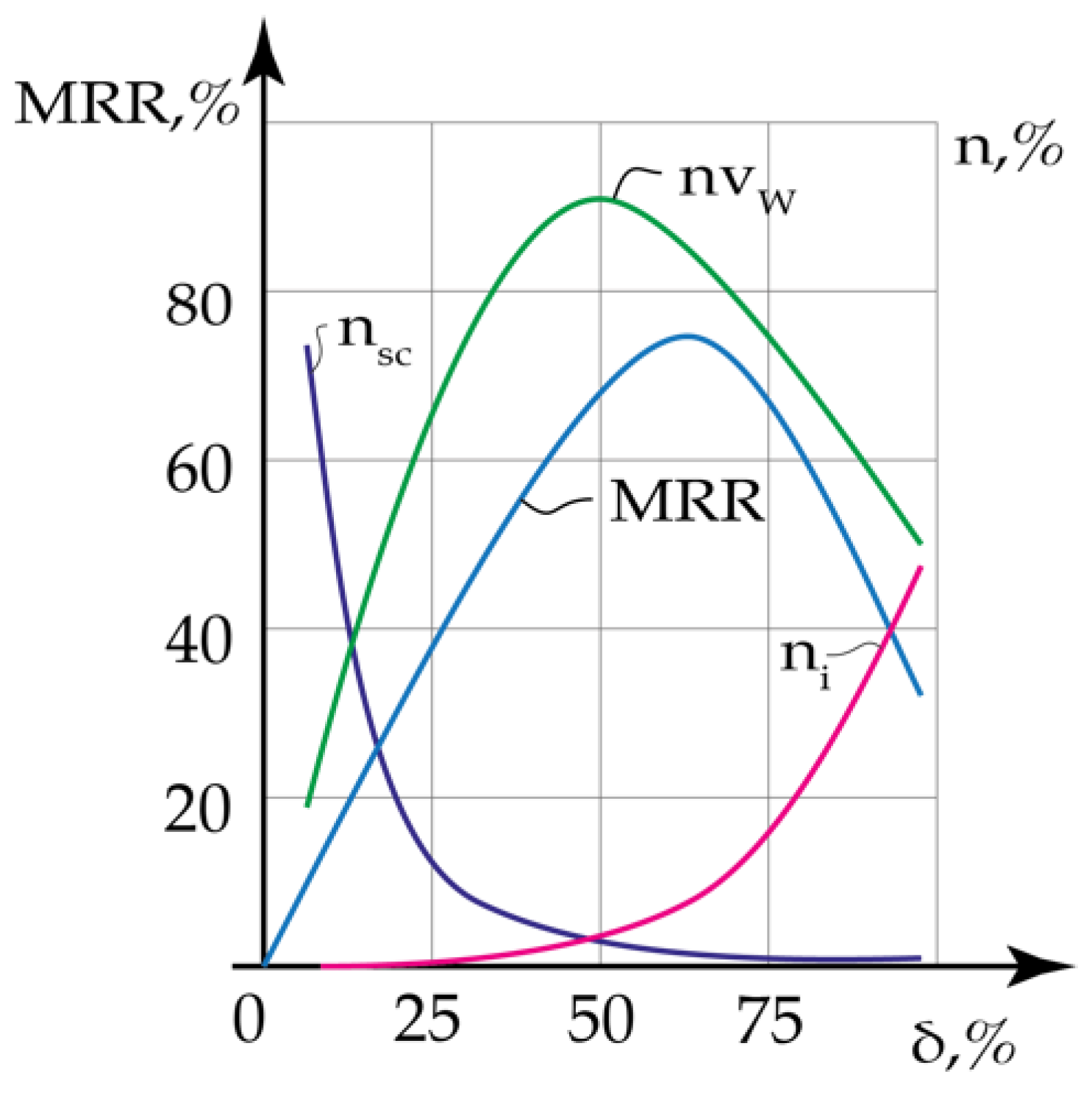
3.4. Material Removal Rate (MRR) of the WEDM
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, X.; Wang, Z.; Xu, J.; Wang, Y.; Li, J.; Liu, H. Sustainable production of micro gears combining micro reciprocated wire electrical discharge machining and precision forging. J. Clean. Prod. 2018, 188, 1–11. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Sabirov, F.S.; Kutin, A.A. Diagnostic systems as basis for technological improvement. Procedia CIRP 2012, 1, 599–604. [Google Scholar] [CrossRef] [Green Version]
- Semenishchev, E.; Voronin, V.; Zelensky, A.; Tolstova, I.; Khamidullin, I. Identification of local features on a group of images obtained in different electromagnetic ranges. In Signal Processing, Sensor/Information Fusion, and Target Recognition XXIX; SPIE: Bellingham, WA, USA, 2020. [Google Scholar]
- Gostimirovic, M.; Kovac, P.; Sekulic, M. An inverse optimal control problem in the electrical discharge machining. Sadhana 2018, 43, 70. [Google Scholar] [CrossRef] [Green Version]
- Sen, B.; Hussain, S.A.I.; Gupta, A.D.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals 2021, 11, 42. [Google Scholar] [CrossRef]
- Grigoriev, S.; Martinov, G. The Control Platform for Decomposition and Synthesis of Specialized CNC Systems. Procedia CIRP 2016, 41, 858–863. [Google Scholar] [CrossRef] [Green Version]
- Straka, Ľ.; Čorný, I.; Piteľ, J. Properties Evaluation of Thin Microhardened Surface Layer of Tool Steel after Wire EDM. Metals 2016, 6, 95. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Sinopalnikov, V.A.; Tereshin, M.V.; Gurin, V.D. Control of parameters of the cutting process on the basis of diagnostics of the machine tool and workpiece. Meas. Tech. 2012, 55, 555–558. [Google Scholar] [CrossRef]
- Bleys, P.; Kruth, J.; Lauwers, B. Sensing and compensation of tool wear in milling EDM. J. Mater. Process. Technol. 2004, 149, 139–146. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Zhavoronsky, P.S.; Xiaohui, J.; Pivkin, P.M. Dynamic model of electrical discharge machining and algorithm of extreme control through acoustic signal. In Proceedings of the 4th International Conference of Modeling of Nonlinear Processes and Systems, Moscow, Russia, 15–17 October 2019; Volume 224, p. 5002. [Google Scholar] [CrossRef]
- Grigoriev, S.; Martinov, G. Research and Development of a Cross-platform CNC Kernel for Multi-axis Machine Tool. Procedia CIRP 2014, 14, 517–522. [Google Scholar] [CrossRef] [Green Version]
- Sibalija, T.V.; Kumar, S.; Patel, G.M. A soft computing-based study on WEDM optimization in processing Inconel 625. Neural Comput. Appl. 2021, 33, 11985–12006. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S.N.; Volosova, M.A. The role of the thermal factor in the wear mechanism of ceramic tools: Part 1. Macrolevel. J. Frict. Wear 2014, 35, 505–510. [Google Scholar] [CrossRef]
- Lee, K.; Cha, S.; Kim, B.; Hong, S. Effect of WC/TiC grain size ratio on microstructure and mechanical properties of WC–TiC–Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2006, 24, 109–114. [Google Scholar] [CrossRef]
- Sun, J.; Zhao, J.; Huang, Z.; Yan, K.; Shen, X.; Xing, J.; Gao, Y.; Jian, Y.; Yang, H.; Li, B. A Review on Binderless Tungsten Carbide: Development and Application. Nano-Micro Lett. 2020, 12, 13. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Vereschaka, A.A.; Fyodorov, S.V.; Sitnikov, N.N.; Batako, A.D. Comparative analysis of cutting properties and nature of wear of carbide cutting tools with multi-layered nano-structured and gradient coatings produced by using of various deposition methods. Int. J. Adv. Manuf. Technol. 2017, 90, 3421–3435. [Google Scholar] [CrossRef]
- Gong, H.; Ao, S.; Huang, K.; Wang, Y.; Yan, C. Tool path generation of ultra-precision diamond turning: A state-of-the-art review. Nanotechnol. Precis. Eng. 2019, 2, 118–124. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Andreev, N.; Milovich, F. Investigation of wear and diffusion processes on rake faces of carbide inserts with Ti-TiN-(Ti,Al,Si)N composite nanostructured coating. Wear 2018, 416, 72–80. [Google Scholar] [CrossRef]
- Çiçek, A.; Kıvak, T.; Uygur, I.; Ekici, E.; Turgut, Y. Performance of cryogenically treated M35 HSS drills in drilling of austenitic stainless steels. Int. J. Adv. Manuf. Technol. 2012, 60, 65–73. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Jain, N.K. Investigations on microgeometry of meso bevel and meso helical gears manufactured by WEDM process. Int. J. Adv. Manuf. Technol. 2017, 93, 4217–4231. [Google Scholar] [CrossRef]
- Di, S.; Huang, R.; Chi, G. Study on Micro-machining by Micro-WEDM. In Proceedings of the 1st IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Zhuhai, China, 18–21 January 2006. [Google Scholar] [CrossRef]
- Kozochkin, M. Study of frictional contact during grinding and development of phenomenological model. J. Frict. Wear. 2017, 38, 333–337. [Google Scholar] [CrossRef]
- Oßwald, K.; Lochmahr, I.; Schulze, H.; Kröning, O. Automated Analysis of Pulse Types in High Speed Wire EDM. Procedia CIRP 2018, 68, 796–801. [Google Scholar] [CrossRef]
- Oshima, K.; Kunieda, M. Attempts to fabricate micro injection molding tools and assemble molded micro parts on same EDM machine. CIRP Ann. 2018, 67, 213–216. [Google Scholar] [CrossRef]
- Bergs, T.; Olivier, M.; Gommeringer, A.; Kern, F.; Klink, A. Surface Integrity Analysis of Ceramics Machined by Wire EDM Using Different Trim Cut Technologies. Procedia CIRP 2020, 87, 251–256. [Google Scholar] [CrossRef]
- Bilal, A.; Jahan, M.P.; Talamona, D.; Perveen, A. Electro-Discharge Machining of Ceramics: A Review. Micromachines 2019, 10, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Valaki, J.B.; Rathod, P.P.; Sidpara, A.M. Sustainability Issues in Electric Discharge Machining. In Innovations in Manufacturing for Sustainability; Gupta, K., Ed.; Springer: Cham, Switzerland, 2019; pp. 53–75. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, V.; Kumar, J. Metallographic Analysis of Pure Titanium (Grade-2) Surface by Wire Electro Discharge Machining (WEDM). J. Mach. Manuf. Autom. 2013, 2, 1–5. [Google Scholar]
- Klocke, F.; Welling, D.; Klink, A.; Perez, R. Quality assessment through in-process monitoring of wire-EDM for fir tree slot production. Procedia CIRP 2014, 24, 97–102. [Google Scholar] [CrossRef] [Green Version]
- Uhlmann, E.; Röhner, M.; Langmack, M. Micro-EDM. In Micro and Nano Technologies, Micro-Manufacturing Engineering and Technology; Qin Yi, Ed.; Elsevier Inc.: Oxford, UK, 2010; pp. 39–58. [Google Scholar]
- Fonseca, J.; Marafona, J.D. The effect of deionisation time on the electrical discharge machining performance. Int. J. Adv. Manuf. Technol. 2014, 71, 471–481. [Google Scholar] [CrossRef]
- Okada, A.; Uno, Y.; Onoda, S.; Habib, S. Computational fluid dynamics analysis of working fluid flow and debris movement in wire EDMed kerf. CIRP Ann. 2009, 58, 209–212. [Google Scholar] [CrossRef]
- Mouralova, K.; Zahradnicek, R.; Benes, L.; Prokes, T.; Hrdy, R.; Fries, J. Study of Micro Structural Material Changes after WEDM Based on TEM Lamella Analysis. Metals 2020, 10, 949. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts. Metals 2021, 11, 882. [Google Scholar] [CrossRef]
- Ghodsiyeh, D.; Golshan, A.J.; Shirvanehdeh, A. Review on current research trends in wire electrical discharge machining (WEDM). Indian J. Sci. Technol. 2013, 6, 4128–4140. [Google Scholar] [CrossRef]
- Paul, T.R.; Saha, A.; Majumder, H.; Dey, V.; Dutta, P. Multi-objective optimization of some correlated process parameters in EDM of Inconel 800 using a hybrid approach. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 300. [Google Scholar] [CrossRef]
- Sánchez, J.; Ortega, N. Wire Electrical Discharge Machines. In Machine Tools for High Performance Machining; López de Lacalle, L., Lamikiz, A., Eds.; Springer: London, UK, 2009; Chapter 9; pp. 307–333. [Google Scholar] [CrossRef]
- Grigoriev, S.; Peretyagin, P.; Smirnov, A.; Solis, W.; Diaz, L.A.; Fernandez, A.; Torrecillas, R. Effect of graphene addition on the mechanical and electrical properties of Al2O3-SiCw ceramics. J. Eur. Ceram. Soc. 2017, 37, 2473–2479. [Google Scholar] [CrossRef]
- Kotoban, D.; Grigoriev, S.; Okunkova, A.; Sova, A. Influence of a shape of single track on deposition efficiency of 316L stainless steel powder in cold spray. Surf. Coat. Technol. 2017, 309, 951–958. [Google Scholar] [CrossRef]
- Uhlmann, E.; Oyanedel Fuentes, J.A.; Keunecke, M. Machining of high performance workpiece materials with CBN coated cutting tools. Thin Solid Films 2009, 518, 1451–1454. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Prudnikov, V.V. Glow discharge with electrostatic confinement of electrons in a chamber bombarded by fast electrons. Plasma. Phys. Rep. 2011, 37, 628–637. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Melnik, Y.A.; Metel, A.S.; Panin, V.V.; Prudnikov, V.V. Broad beam source of fast atoms produced as a result of charge exchange collisions of ions accelerated between two plasmas. Instrum. Exp. Tech. 2009, 52, 602–608. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Bolbukov, V.P. Characteristics of a fast neutral atom source with electrons injected into the source through its emissive grid from the vacuum chamber. Instrum. Exp. Tech. 2012, 55, 288–293. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Vereschaka, A.S.; Popov, A.Y.; Batako, A.D. Nano-scale multilayered composite coatings for cutting tools operating under heavy cutting conditions. Procedia CIRP 2014, 14, 239–244. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Pivkin, P.M.; Grechishnikov, V.A.; Petukhov, Y.E.; Volosova, M.A.; Nadykto, A.B. High-precision method for determining the optimal trajectory of movement of a conical grinding wheel relative to the helical groove of solid ceramic mills. In Emerging Imaging and Sensing Technologies for Security and Defence V; and Advanced Manufacturing Technologies for Micro-and Nanosystems in Security and Defence III; SPIE: Bellingham, WA, USA, 2020. [Google Scholar]
- Rivero, A.; Aramendi, G.; Herranz, S.; de Lacalle, L.L. An experimental investigation of the effect of coatings and cutting parameters on the dry drilling performance of aluminium alloys. Int. J. Adv. Manuf. Technol. 2006, 28, 1–11. [Google Scholar] [CrossRef]
- Metel, A.; Melnik, Y.; Mustafaev, E.; Minin, I.; Pivkin, P. Combined Processing of Micro Cutters Using a Beam of Fast Argon Atoms in Plasma. Coatings 2021, 11, 465. [Google Scholar] [CrossRef]
- Alexander, I.; Vladimir, G.; Petr, P.; Mihail, K.; Yuriy, I.; Andrey, V. Machining of thin-walled parts produced by additive manufacturing technologies. Procedia CIRP 2016, 41, 1023–1026. [Google Scholar] [CrossRef] [Green Version]
- Kozochkin, M.; Volosova, M.; Allenov, D. Effect of Wear of Tool Cutting Edge on Detail Surface Layer Deformation and Parameters of Vibro-Acoustic Signals. Mater. Sci. Forum 2016, 876, 50–58. [Google Scholar] [CrossRef]
- Samoylov, L.K.; Prokopenko, N.N.; Bugakova, A.V. Estimation to efficiency of the using of anti-alias filter in the A/D interface of instrumentation and control systems. In Proceedings of the IEEE East-West Design & Test Symposium (EWDTS), Kazan, Russia, 14–17 September 2018; pp. 422–425. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef] [PubMed]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Oganyan, G.; Andreev, N.; & Milovich, F. Investigation of wear dynamics for cutting tools with multilayer composite nanostructured coatings in turning constructional steel. Wear 2019, 420, 17–37. [Google Scholar] [CrossRef]
- Shalaby, M.; Veldhuis, S. New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools. J. Manuf. Mater. Process. 2018, 2, 27. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.; Gurin, V.; Volosova, M.; Cherkasova, N. Development of residual cutting tool life prediction algorithm by processing on CNC machine tool. Mater. Werkst. 2013, 44, 790–796. [Google Scholar] [CrossRef]
- Grechishnikov, V.A.; Petukhov, Y.E. Prediction and Measurement of the Parameters of the Microtopography of a Surface when Turning Intricately Shaped Parts. Meas. Tech. 2015, 58, 848–853. [Google Scholar] [CrossRef]
- Aouici, H.; Khellaf, A.; Smaiah, S.; Elbah, M.; Fnides, B.; Yallese, M.A. Comparative assessment of coated and uncoated ceramic tools on cutting force components and tool wear in hard turning of AISI H11 steel using Taguchi plan and RMS. Sadhana 2017, 42, 2157–2170. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.N.; Volosova, M.A.; Fedorov, S.V.; Okunkova, A.A.; Pivkin, P.M.; Peretyagin, P.Y.; Ershov, A. Development of DLC-Coated Solid SiAlON/TiN Ceramic End Mills for Nickel Alloy Machining: Problems and Prospects. Coatings 2021, 11, 532. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Slătineanu, L.; Dodun, O.; Coteaţă, M.; Nagîţ, G.; Băncescu, I.B.; Hriţuc, A. Wire Electrical Discharge Machining—A Review. Machines 2020, 8, 69. [Google Scholar] [CrossRef]
- Yan, M.T. An adaptive control system with self-organizing fuzzy sliding mode control strategy for micro wire-EDM machines. Int. J. Adv. Manuf. Technol. 2010, 50, 315–328. [Google Scholar] [CrossRef]
- Shandilya, P.; Jain, P.K.; Jain, N.K. On wire breakage and microstructure in WEDC of SiCp/6061 aluminum metal matrix composites. Int. J. Adv. Manuf. Technol. 2012, 61, 1199–1207. [Google Scholar] [CrossRef]
- Bian, J.; Ma, B.; Ai, H.; Qi, L. Experimental Study on the Influence of Tool Electrode Material on Electrochemical Micromachining of 304 Stainless Steel. Materials 2021, 14, 2311. [Google Scholar] [CrossRef] [PubMed]
- Tan, P.C.; Yeo, S.H. Modelling of overlapping craters in micro-electrical discharge machining. J. Phys. D Appl. Phys. 2008, 41, 205302. [Google Scholar] [CrossRef]
- Asgar, E.; Singholi, A.K.S. Parameter study and optimization of WEDM process: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2018, 404, 012007. [Google Scholar] [CrossRef]
- Kumar, R.; Choudhury, S.K. Prevention of wire breakage in wire EDM. Int. J. Mach. Mach. Mater. 2011, 9, 86–102. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Wang, W.M. Thermal modeling and on-line monitoring of wire-EDM. J. Mater. Process. Technol. 1993, 38, 417–430. [Google Scholar] [CrossRef]
- Han, B.; Zhu, S.; Dong, W.; Bai, Y.; Ding, H.; Luo, Y.; Di, P. Electrochemical corrosion behavior of hot-pressing sintered WC-Al2O3 composite in alkaline and acidic solutions. J. Mater. Sci. 2021, 56, 4120–4134. [Google Scholar] [CrossRef]
- Kashif, I.; Muhammad, U.F.; Saqib, A.; Muhammad, A.A.; Shafiq, A.; Ahmed, M. El-Sh. A comprehensive investigation of geometrical accuracy errors during WEDM of Al6061-7.5%SiC composite. Mater. Manuf. Process. 2021, 36, 362–372. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, W.; Zhang, G.; Huang, Y.; Wen, X.; Huang, H. A new method for on-line monitoring discharge pulse in WEDM-MS process. Int. J. Adv. Manuf. Technol. 2015, 81, 1403–1418. [Google Scholar] [CrossRef]
- Wu, H.; Wang, T.; Wang, J. Research on discharge state detection of finishing in high-speed wire electrical discharge machine. Int. J. Adv. Manuf. Technol. 2019, 103, 2301–2317. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Y.; Wu, X.; Niu, Z. Intelligent pulse analysis of high-speed electrical discharge machining using different RNNs. J. Intell. Manuf. 2020, 31, 937–951. [Google Scholar] [CrossRef]
- Li, Z.-L.; Chu, H.-Y.; Xi, X.-C.; Xia, W.-W.; Sun, Y.-X.; Zhao, W.-S. Improving reciprocating traveling WEDM performance by a new adaptive servo feedrate control system. Int. J. Adv. Manuf. Technol. 2021, 114, 1409–1425. [Google Scholar] [CrossRef]
- Banu, A.; Ali, M.Y.; Rahman, M.A. Investigation of process parameters for stable micro dry wire electrical discharge machining. Int. J. Adv. Manuf. Technol. 2019, 103, 723–741. [Google Scholar] [CrossRef]
- Niamat, M.; Sarfraz, S.; Aziz, H.; Jahanzaib, M.; Shehab, E. Effect of Different Dielectrics on Material Removal Rate, Electrode Wear Rate and Microstructures in EDM. Procedia CIRP 2017, 60, 2–7. [Google Scholar] [CrossRef]
- Jahan, M.; Wong, Y.S.; Rahman, M. A study on the fine-finish die-sinking micro-EDM of tungsten carbide using different electrode materials. J. Mater. Process. Technol. 2009, 209, 3956–3967. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Wei, B.; Kozak, J.; Mcgeough, J.A. Modelling and Monitoring Interelectrode Gap in Pulse Electrochemical Machining. CIRP Ann. Manuf. Technol. 1995, 44, 177–180. [Google Scholar] [CrossRef]
- Chai, M.; Li, Z.; Yan, H.; Huang, Z. Flow field characteristics analysis of interelectrode gap in electrochemical machining of film cooling holes. Int. J. Adv. Manuf. Technol. 2021, 112, 525–536. [Google Scholar] [CrossRef]
- Selvakumar, G.; Jiju, K.B.; Veerajothi, R. Experimental study on wire electrical discharge machining of tapered parts. Arab. J. Sci. Eng. 2016, 41, 4431–4439. [Google Scholar] [CrossRef]
- Oniszczuk, D.; Swiercz, R. An investigation into the impact of electrical pulse character on surface texture in the EDM and WEDM process. Adv. Manuf. Sci. Technol. 2012, 36, 43–53. [Google Scholar]
- Dinesh, S.; Pillai, T.; Parthiban, F.; Kadasari, R. Modelling of WEDM process for machining ASTM 52100 steel. Mater. Today Proc. 2020, 37, 1103–1106. [Google Scholar] [CrossRef]
- Balan, A.S.S.; Giridharan, A. A progress review in wire electrical discharge machining process. Int. J. Autom. Mech. Eng. 2017, 14, 4097–4124. [Google Scholar] [CrossRef]
- Diver, C.; Atkinson, J.; Helml, H.J.; Li, L. Micro-EDM drilling of tapered holes for industrial applications. J. Mater. Process. Technol. 2004, 149, 296–303. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, Y.; Huang, H.; Zhang, Z.; Zhang, G. Three-dimensional characteristics analysis of the wire-tool vibration considering spatial temperature field and electromagnetic field in WEDM. Int. J. Mach. Tools Manuf. 2015, 92, 85–96. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y.D.; Wen, X.L.; Yin, G.Q.; Meng, F.T. Micro milling characteristics of LS-WEDM fabricated helical and corrugated micro end mill. Int. J. Mech. Sci. 2019, 167, 105277. [Google Scholar] [CrossRef]
- Koenraad, B.; Vleugels, P.; Salehi, A.; Van der Biest, O.; Lauwers, B.; Liu, W. EDM machinability and frictional behaviour of ZrO2-TiCN composites. Int. J. Mach. Mach. Mater. 2008, 3, 226–240. [Google Scholar] [CrossRef]
- Zhou, Z.; Fang, X.; Zeng, Y.; Zhu, D. Generating micro grooves with a semicircular cross-section using wire electrochemical micromachining. Int. J. Adv. Manuf. Technol. 2020, 110, 2929–2940. [Google Scholar] [CrossRef]
- Antar, M.T.; Soo, S.L.; Aspinwall, D.K.; Jones, D.; Perez, R. Productivity and workpiece surface integrity when WEDM aerospace alloys using coated wires. Procedia Eng. 2012, 19, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Schulze, H.; Juhr, H. Influence of needle pulse shifting on the basis pulse for wire-EDM of hard metals. In Proceedings of the 16th International Symposium on Electromachining (ISEM XVI), Shanghai, China, 19–23 April 2010; pp. 249–253. [Google Scholar]
- Alduroobi, A.A.A.; Ubaid, A.M.; Tawfiq, M.A.; Elias, R.R. Wire EDM process optimization for machining AISI 1045 steel by use of Taguchi method, artificial neural network and analysis of variances. Int. J. Syst. Assur. Eng. Manag. 2020, 11, 1314–1338. [Google Scholar] [CrossRef]
- Nemilov, E.F. Spravochnik po Elektroerozionnoi Obrabo tke Materialov. In Handbook on Electrodischarge Treatment of Materials; Mashinostroenie: Leningrad, Russia, 1989. [Google Scholar]
- Artamonov, B.A.; Volkov, Y.S. Analiz Modelei ele Ktrokhimicheskoi i Elektroerozionnoi Obrabotki. Chast’ 2. Modeli Protsessov Elektroerozionnoi Obrabotki. Provolochnaya Vyrezka. In Analysis of Models of Electrochemical and Electrodischarge Treatment, Part 2: Models of Electrodischarge Treatment. Wire Cutting; Vseross. Nauchno Issled. Inst. Patent. Inform.: Moscow, Russia, 1991. [Google Scholar]
- Korenblyum, M.V.; Levit, M.L.; Livshits, A.L. Adaptivnoe upravlenie elektroerozionnymi stankami. In Adaptive Control of EDM Machines; Nauch. Issled. Inst. Mashinostr.: Moscow, Russia, 1977. [Google Scholar]
- Lipchanskij, A.B.; Nechaev, G.G. Experimental study of the processes produced by electroerosion machining with applying ultrasonic vibrations to nonprofiling wire electrode. EDM 1991, 157, 5–9. [Google Scholar]
- Oh, S.-J.; Kim, B.-S.; Yoon, J.-K.; Hong, K.-T.; Shon, I.-J. Enhanced mechanical properties and consolidation of the ultra-fine WC–Al2O3 composites using pulsed current activated heating. Ceram. Int. 2016, 42, 9304–9310. [Google Scholar] [CrossRef]
- Kozak, J.; Rajurkar, K.P.; Makkar, Y. Selected problems of micro-electrochemical machining. J. Mater. Proc. Technol. 2004, 149, 426–431. [Google Scholar] [CrossRef]
- Melnik, Y.A.; Kozochkin, M.P.; Porvatov, A.N.; Okunkova, A.A. On Adaptive Control for Electrical Discharge Machining Using Vibroacoustic Emission. Technologies 2018, 6, 96. [Google Scholar] [CrossRef] [Green Version]
- Dwaraka, R.; Arunachalam, N. Investigation on the effect of EDM process variables and environments on acoustic emission signals. Mach. Sci. Technol. 2020, 24, 638–662. [Google Scholar] [CrossRef]
- Dwaraka, R.; Arunachalam, N. Investigation on non-invasive process monitoring of Die Sinking EDM using Acoustic Emission signals. Procedia Manuf. 2018, 26, 1471–1482. [Google Scholar] [CrossRef]
- Cabrera, M.; Dahmani, R.; Layouni, Y.; Semet, V. Micro EDM Milling with Electrochemical Fabrication of Ultra-thin Microtools and Mapping of Electrical Microdischarges. Procedia CIRP 2016, 42, 650–655. [Google Scholar] [CrossRef]
- Kun, X.; Yongbin, Z.; Li, P.; Di, Z. Vibration assisted wire electrochemical micro machining of array micro tools. Precis. Eng. 2016, 47, 487–497. [Google Scholar] [CrossRef]
- Grigoriev, S.; Martinov, G. Scalable Open Cross-Platform Kernel of PCNC System for Multi-Axis Machine Tool. Procedia CIRP 2012, 1, 238. [Google Scholar] [CrossRef]
- El-Hofy, H. Vibration-assisted electrochemical machining: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 579–593. [Google Scholar] [CrossRef]
- Khan, S.A.; Rehman, M.; Farooq, M.U.; Ali, M.A.; Naveed, R.; Pruncu, C.I.; Ahmad, W. A Detailed Machinability Assessment of DC53 Steel for Die and Mold Industry through Wire Electric Discharge Machining. Metals 2021, 11, 816. [Google Scholar] [CrossRef]
- Kumar, S.S.; Uthayakumar, M.; Kumaran, S.T.; Parameswaran, P.; Haneef, T.K.; Mukhopadhyay, C.K.; Rao, B.P.C. Performance monitoring of WEDM using online acoustic emission technique. Silicon 2018, 10, 2635–2642. [Google Scholar] [CrossRef]
- Kovac, P.; Rodic, D.; Pucovsky, V.; Savkovic, B.; Gostimirovic, M. Application of fuzzy logic and regression analysis for modeling surface roughness in face milliing. J. Intell. Manuf. 2013, 24, 755–762. [Google Scholar] [CrossRef]
- Li, C.; Bai, J.; Guo, Y.; Lu, Z. Monitoring technology of gap discharge status based on floating threshold for WEDM. In Proceedings of the 16th International Symposium on Electromachining, Non-traditional Machining Society of CMES, Shanghai, China, 19–23 April 2010; pp. 271–274. [Google Scholar]
- Dabade, U.A.; Karidkar, S.S. Analysis of response variables in WEDM of Inconel 718 using Taguchi technique. Procedia CIRP 2016, 41, 886–891. [Google Scholar] [CrossRef] [Green Version]
- Boopathi, S.; Sivakumar, K. Experimental comparative study of near-dry wire-cut electrical discharge machining (WEDM). Eur. J. Sci. Res. 2012, 75, 472–481. [Google Scholar]
- Tzeng, Y.; Chen, F. Multiobjective optimization of highspeed EDM process using a Tagachi fuzzybased approach. Mater. Des. 2007, 28, 1159–1168. [Google Scholar] [CrossRef]
- Gutkin, B.G. Automated EDM; Mechanical Engineering: Leningrad, Russia, 1971. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Conductivity (% IACS) | Elongation (%) | Material | Tensile Strength (N/mm2) |
|---|---|---|---|---|
| Zn | 22 | 1.5 | Brass CuZn37 | 900 |
| Parameter | Value |
|---|---|
| Angle/workpiece height, °/mm | ±3°/80 |
| Workpiece dimensions (W × D × H), mm | 300 × 200 × 80 |
| Maximum workpiece weight, kg. | 35 |
| Wire diameters, mm | 0.02–0.2 |
| Roughness, Ra μmm | 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Pivkin, P.M.; Kozochkin, M.P.; Volosova, M.A.; Okunkova, A.A.; Porvatov, A.N.; Zelensky, A.A.; Nadykto, A.B. Physicomechanical Nature of Acoustic Emission Preceding Wire Breakage during Wire Electrical Discharge Machining (WEDM) of Advanced Cutting Tool Materials. Metals 2021, 11, 1865. https://doi.org/10.3390/met11111865
Grigoriev SN, Pivkin PM, Kozochkin MP, Volosova MA, Okunkova AA, Porvatov AN, Zelensky AA, Nadykto AB. Physicomechanical Nature of Acoustic Emission Preceding Wire Breakage during Wire Electrical Discharge Machining (WEDM) of Advanced Cutting Tool Materials. Metals. 2021; 11(11):1865. https://doi.org/10.3390/met11111865
Chicago/Turabian StyleGrigoriev, Sergey N., Petr M. Pivkin, Mikhail P. Kozochkin, Marina A. Volosova, Anna A. Okunkova, Artur N. Porvatov, Alexander A. Zelensky, and Alexey B. Nadykto. 2021. "Physicomechanical Nature of Acoustic Emission Preceding Wire Breakage during Wire Electrical Discharge Machining (WEDM) of Advanced Cutting Tool Materials" Metals 11, no. 11: 1865. https://doi.org/10.3390/met11111865
APA StyleGrigoriev, S. N., Pivkin, P. M., Kozochkin, M. P., Volosova, M. A., Okunkova, A. A., Porvatov, A. N., Zelensky, A. A., & Nadykto, A. B. (2021). Physicomechanical Nature of Acoustic Emission Preceding Wire Breakage during Wire Electrical Discharge Machining (WEDM) of Advanced Cutting Tool Materials. Metals, 11(11), 1865. https://doi.org/10.3390/met11111865