Abstract
This research is devoted to the study effects of complex alloying of Al-0.3 wt. % Mg-1 wt. % Si and Al-0.5 wt. % Mg-1.3 wt. % Si alloys by small additions of Sc and Zr on the microstructure in the as-cast condition. The effect of small additions of these elements on the microhardness, electrical conductivity, grain size and phase composition of the indicated alloy systems was studied. The methods of optical and electron microscopy were used for the study. Moreover, the phase composition was calculated using the Thermo-Calc software package. The study showed a strong effect of the chemical composition of investigated alloys on the size of the grains, which, with a certain combination of additives, can decrease several times. Grain refinement occurs both due to supercooling and formation of primary Al3Sc particles in the liquid phase. Alloys based on Al-0.5 wt. % Mg-1.3 wt. % Si are more prone to the formation of this phase since a lower concentration of Sc is required for it to occur. In addition, more silicon interacts with other elements. At the same time, Al-0.3 wt. % Mg-1 wt. % Si requires lower temperature for complete dissolution of Mg2Si, which can contribute to more efficient heat treatment, which includes reducing the number of steps. TEM data show that during ingot cooling (AlSi)3ScZr dispersoid precipitates. This dispersoid could precipitate as coherent and semi-coherent particles with L12 structure as well as needle-shaped particles. The precipitation of coherent and semi-coherent particles during cooling of the ingot indicates that they can be obtained during subsequent multistage heat treatment. In addition, in the Al0.5Mg1.3Si0.3Sc alloy, metastable β″ (Mg5Si6) are precipitated.
1. Introduction
Aluminum alloys are widely used in modern industry due to their combination of low density and high ductility [1,2,3,4,5,6,7,8,9,10]. Nowadays, aluminum alloys of the 6XXX series (Al–Mg–Si) are gaining popularity [11,12,13,14,15,16,17,18]. This series has an average strength that can be increased by heat treatment, namely by metastable β″ (Mg5Si6) particles coherent to the aluminum matrix.
Further improvement of the properties of this alloy series is possible due to small additions of Sc and Zr. These elements are poorly soluble in the aluminum matrix and form coherent strengthening Al3(ScZr) nanoparticles [19,20,21]. In addition, these additives contribute to grain refinement during casting [19,20,21], and also contribute to the control of the recrystallization process [21] which also increases the mechanical properties. Alloying with zirconium and scandium is especially common for 5XXX group alloys, i.e., with a high content of magnesium [22,23], however, it is effectively used also in other aluminum alloy systems [24]. In recent years, active research on the use of these additives in 6XXX series alloys has been started [25,26,27,28]. In the future, it is possible to achieve a significant increase in strength due to the combined effect of grain refinement, and the simultaneous usage of strengthening particles Al3(ScZr) and β″ (Mg5Si6). At the same time, Sc alloying of this group is a rather difficult task. The reason is that silicon addition changes the kinetics and chemical composition of scandium-containing dispersoids. As a result it provokes the appearance of an undesirable, AlSc2Si2 phase [25]. Because of this, some sources have noted a negative effect of scandium on the properties of the Al–Mg–Si alloys [25,29]. In order to avoid AlSc2Si2, it is necessary to carefully select the chemical composition (mainly by changing the amount of zirconium) and control the casting and heat treatment modes. In this case, due to joint scandium-zirconium alloying, it is possible to improve the properties of the 6XXX group alloys even if the ratio of the wt. fractions is Mg/Si < 1.73 [25,30,31]. In alloys of the Al–Mg–Si system with ratio Mg/Si < 1.73, not all silicon combines with magnesium into the Mg2Si phase (or its metastable modifications such as β″) and there is an excess of it. It should be noted that, on the one hand, the increased silicon content enhances the properties in this group of alloys, due to the more evenly distributed and more finely dispersed strengthening particles β″ [17]. However, on the other hand, with the addition of scandium, excess silicon will increase the tendency to form AlSc2Si2. At the same time, the study of the processes occurring during casting and heat treatment of 6XXX group alloys with scandium-zirconium additives made it possible to avoid the undesirable phase and, in general, to improve the properties at a ratio Mg/Si ˃ 1.73 in AA6082 [26,30,32]. The possibility of further decreasing this ratio is promising since it will allow scandium and zirconium to be added to alloys such as 6016 where the excess of silicon is extremely large. However, it requires a thorough study on the effect of casting and thermomechanical treatment on the microstructure [26,30]. This article is devoted to the study of microstructure formation during casting of the 6XXX group alloys with a high silicon content and complex scandium and zirconium additives, especially in the range of element concentrations for which this problem has not yet be investigated.
2. Experimental Methods
2.1. Material Preparation
Two alloys with a low Mg/Si ratio: 0.3 for Al0.3Mg1Si and 0.38 for Al0.5Mg1.3Si were chosen for the study. Both alloys were alloyed with small additions of Zr and Sc in the following combinations: Al-0.3Mg-1Si-XSc-YZr and Al-0.5Mg-1.3Si-XSc-YZr alloys, where X = 0, 0.1, 0.2, 0.3 wt. % and Y = 0, 0.05, 0.10, 0.15 wt. %. Its chemical composition are shown in Table 1.

Table 1.
Chemical composition of the investigated alloys.
Melting of alloys was carried out in a medium-frequency induction furnace using a graphite crucible, the melt weight was 4–5 kg. The weight of the cast ingot was 3 kg. The following materials were used as a charge for the alloy: aluminum (purity 99.8%), magnesium (99.9%), Al-2%Sc master alloy, Al-12%Si master alloy, and Al-5%Zr master alloy. The casting temperature was 720–740 °C. Before pouring the molten metal into the casting mold, it was refined with a carnallite flux introduced at the rate of 5 g per 1 kg of charge. After that, the metal was poured into a steel mold at a uniform pouring time of 40 s. The obtained ingot size was 135 mm × 30 mm × 200 mm and its cooling speed was 2 °C/s. After solidification, the ingot was removed from the mold and cooled in water.
2.2. Material Characterization
Micro-hardness tests were carried out on a digital stationary hardness tester according to the micro-Vickers method on the HV-1000 model (test forces 0.2452 N). In order to exclude the influence of grain boundaries and large intermetallic compounds, measurements were made in the grain center. Measurements of microhardness by indentation were carried out in accordance with GOST 9450-76 [33].
The grain structure of the samples was examined using a Carl Zeiss Axiovert-40 MAT optical microscope (Carl Zeiss AG, Oberkochen, Germany). The preparation of microsections included cutting out samples, mechanical grinding, polishing, as well as electropolishing in a fluoroboric electrolyte of the following composition: boric acid—11 g, hydrofluoric acid—30 mL, distilled water—2200 mL. For each sample, the mean grain size was measured by the linear intercept method.
Intermetallic particles were investigated using a JEOL 6390A SEM. The sample preparation technique consisted of mechanical grinding, polishing and electropolishing. Electropolishing was carried out at a temperature of 85–110 °C and a voltage of 10–30 V in an electrolyte of the following composition: 500 mL of H3PO4; 300 mL H2SO4; 50 g CrO3; 50 mL H2O. Study of the chemical composition of structural components by energy dispersive spectroscopy using the X-Max 80T detector in the energy range 0–10 keV (the energy resolution of the detector is 122 eV).
For effective phase counting, the image was made with maximum contrast until the appearance of “noise” points. The ImageJ program (1.52 u, National Institutes of Health, Wayne Rasband (NIH), Bethesda, MD, USA) was used to process the image to the desired contrast of the aluminum matrix and secondary phases.
The study was carried out on the Tecnai G2 F20 S-TWIN TMP transmission electron microscope with a thermal-field cathode at accelerating voltage of 200 kV. The chemical composition of the fine dispersion participles was studied by energy-dispersive spectroscopy (EDS) method using the X-Max 80T detector in the energy range 0–10 keV. The energy resolution of the detector is 122 eV.
The sample preparation for the study was carried out in the following sequence: cutting out samples with a diameter of 3 mm and a thickness of 0.3 mm on the Art’s electric discharge machine, mechanical thinning on SiC paper from both sides, electrolytic polishing on a Tenupol-5 installation in a nitrogen-alcohol electrolyte. Polishing mode: −38 °C, 16 V.
2.3. Phase Diagram Calculation
The polythermal sections of phase diagrams was calculated using the Thermo-Calc 2016a software. Thermodynamic database TCAL4 (Thermo-Calc Software Al-based alloy database, Stockholm, Sweden, Version 4.0) was used [34].
3. Results
3.1. Grain Refinement
The results of the grain structure investigation showed very large dendritic grains, the sizes of which were several millimeters (Figure 1a), in the Al0.3Mg1Si alloy without the addition of any transition elements. This is generally characteristic of low-alloyed alloys [35]. Upon the addition of Sc (Figure 1b) and Zr (Figure 1c), the size of the grain structure continues to decrease but not significantly. The scandium concentration is 0.6% which is required to achieve a hypereutectic composition and the formation of primary Al3Sc particle in the liquid [21]. Therefore, in Al0.3Mg1Si0.3Sc alloy grain refinement occurs due to supercooling at the boundaries of the nuclei and the liquid phase [36]. The concentration of zirconium Al0.3Mg1Si0.15Zr reaches a peretectic point of 0.11% [36]. However, significant grain refinement is not observed. It is explained by the fact, that according to [36] at the given concentration, the primary particles of Al3Zr only begin to form in the liquid and a significant grain-refinement effect is observed at a concentration of 0.2%.The concentration of 0.3 Sc and 0.15 Zr is sufficient for the hypereutectic composition and the formation of primary Al3Sc particles in the liquid phase, which leads to a significant appearance of a fine-grained equiaxed structure during casting (Figure 1d).
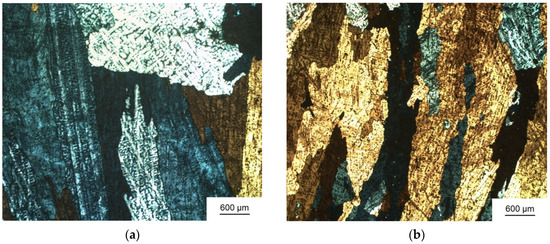
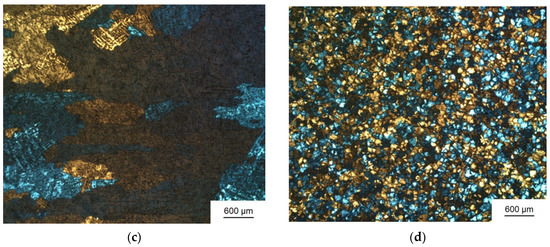
Figure 1.
Grain structure after casting (a) Al0.3Mg1Si, (b) Al0.3Mg1Si0.3Sc, (c) Al0.3Mg1Si0.15Zr, (d) Al0.3Mg1Si0.3Sc0.15Zr.
A dendritic structure is observed in the Al0.5Mg1.3Si alloy (Figure 2a), as well as in Al0.3Mg1Si. However, the grain size in Al0.5Mg1.3Si is two times smaller. This effect is caused by an increase in the content of Mg and Si, which also leads to supercooling between the nuclei and the liquid phase. Additions of scandium (Figure 2b) or zirconium (Figure 2c) alone only slightly affect the grain size. Their combined use leads to the appearance of fine equiaxed grains which, however, only partially replace the dendritic structure (Figure 2d). The decrease in alloying efficiency will be explained later.
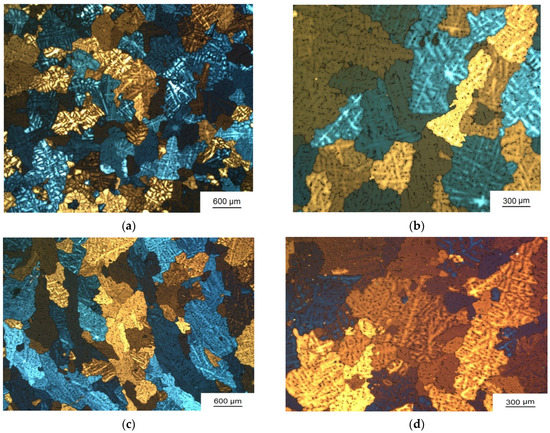
Figure 2.
Grain structure after casting (a) Al0.5Mg1.3Si (b) Al0.5Mg1.3Si0.3Sc, (c) Al0.5Mg1.3Si0.3Zr, (d) Al0.5Mg1.3Si0.3Sc0.15Zr.
Thus, a gradual grain refinement occurs during complex alloying with small additions of zirconium and scandium. The decrease in the grain size is explained, first, by the fact that the growing content of scandium and zirconium causes supercooling between the liquid and the surface of the nuclei formed during solidification thereby facilitating the passing of the latter [36]. This also explains the fact that the grain in Al0.5Mg1.3Si (Figure 3a) is finer than in Al0.3Mg1Si (Figure 3b) after solidification, since the total number of alloying elements increases. With a further increase in the Sc and Zr contents, an almost 10-fold decrease in grain size occurs, mainly because the eutectic composition for Al-Sc-Zr system is reached [37]. As already mentioned, due to the high concentration of Zr and Sc in the Al0.5Mg1.3Si alloys, the grain refinement is more effective than in Al0.3Mg1Si. An explanation of this fact will be given later. Note, however, that no appreciable refinement occurs with an increase in Zr or Sc alone. This is due to the fact that a scandium content of 0.6% is required for the hypereutectic composition and significant grain refinement. At the same time, an increase in Zr content to 0.15% reduces the scandium content which is necessary for the hypereutectic composition to 0.2%. It should be noted that the amount of zirconium required for the overflow reaction of the zirconium content should be about 0.26%. Therefore, it is not efficient for a significant refinement of the grain structure during casting in the concentration range studied here.
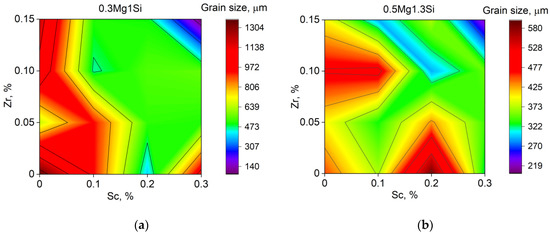
Figure 3.
Grain size at complex alloying with small Sc and Zr additives (a) in alloys based on Al0.3Mg1Si, (b) on AL0.5Mg1.3Si.
3.2. Microhardness Behavior
The results of microhardness measurements are very interesting. It is generally higher (Figure 4a) in an alloy with a higher silicon content than in an alloy with a low silicon content (Figure 4b). This can be explained by the fact that alloy Al0.3Mg1Si contains more particles of the type (AlSi)3ScZr and/or AlSc2Si2 than Al0.5Mg1.3Si. They can appear due to the fact that the cooling process during casting requires a certain time, which is sufficient for the precipitation of a certain amount of these particles from the supersaturated solid solution [26]. An increased ratio of magnesium and silicon will accelerate the precipitation of these particles from the supersaturated solid solution and thereby increase the microhardness. At the same time, an increase in the zirconium content will reduce the ability to form them upon cooling, since this element reduces the diffusion of scandium [19]. As for the Al0.5Mg1.3Si alloy (Figure 4b), it can be assumed that grain refinement, associated with an increase in the proportion of zirconium and scandium, will have a stronger effect than a decrease in the diffusion of the latter. As mentioned earlier, due to the larger amount of Mg and Si, the refinement of the grain structure will be much stronger. Therefore, the length of grain boundaries is longer. The latter, in turn, serve as an additional source in the formation of secondary metastable particles, contributing to an increase in their number [38]. Note that the effect of the grain structure size can be excluded, since this indicator begins to exert a significant effect on the microhardness when reaching submicron sizes. Even in alloys with the finest grains its size is several microns.
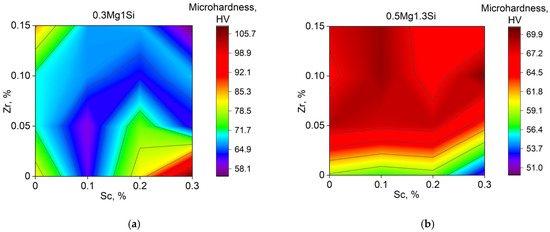
Figure 4.
Microhardness with complex alloying with small additives Sc and Zr (a) in alloys based on Al0.3Mg1Si, (b) on Al0.5Mg1.3Si.
3.3. Phase Diagram Calculation Result
Figure 5a,b shows polythermal sections of the systems Al-0.3%Mg-1%Si-0.15%Zr-(0–0.4)%Sc (wt. %) and Al-0.5%Mg-1.3%Si-0.15%Zr-(0–0.4)%Sc. Note that alloys with a combined content of scandium and zirconium seem to be the most promising. Firstly, they allow to refine the grain structure which will positively affect the mechanical properties and, secondly, slow down the diffusion of scandium and foster the formation of metastable nanoparticles (AlSi)3ScZr coherent to aluminum matrix, instead of harmful AlSc2Si2. Therefore, polythermal sections with the highest zirconium content are considered. On the whole, phase transformations in both groups of alloys (with different Mg/Si ratios) have common laws. Slightly below 700 °C, primary Al3Zr particles begin to precipitate from the liquid. Three phases L + Al3Zr + (Al) are simultaneously present in a narrow range between 653–650 °C in Al0.3Mg1Si (Figure 5a) and 650–647 °C in Al0.5Mg1.3Si (Figure 6b). After that, Al3Zr dissolves and the ZrSi phase appears instead. With Sc content of up to 0.23% in Al0.3Mg1Si (Figure 5a) and up to 0.26% in Al0.5Mg1.3Si (Figure 5b), the ZrSi phase is transformed into Zr2Si. At zero scandium content, upon reaching a temperature of 601 °C in Al0.3Mg1Si (Figure 5a) and 578 °C in Al0.5Mg1.3Si (Figure 5b), the metal finally solidifies. After that an aluminum solid solution and the ZrSi2 phase can be observed in the metal. With an increased concentration of scandium, the solidus temperature gradually decreases up to 0.14% and 0.07% of Sc for Al0.3Mg1Si and Al0.5Mg1.3Si alloys respectively and at higher concentration of Sc the solidus temperatures is slightly increased. When the Sc concentration reaches 0.21% in Al0.3Mg1Si (Figure 5a) and 0.25% Al0.5Mg1.3Si (Figure 5b), L + (Al) + ZrSi2 first transforms into L + (Al) + ZrSi2 + Al3Sc and then finally is solidified as (Al) + ZrSi2 + Al3Sc. When scandium reaches 0.24% in the Al0.3Mg1Si alloys (Figure 6a) and 0.27% in Al0.5Mg1.3Si (Figure 6b), solidification occurs according to the following scheme: L + (Al) + ZrSi2 → L + (Al) + ZrSi2 + Al3Sc → L + (Al) + ZrSi2 + SiSc → (Al) + ZrSi2 + Al3Sc. Upon reaching Sc 0.24% and 0.28% in the alloys Al0.3Mg1Si (Figure 5a) and Al0.5Mg1.3Si (Figure 5b), solidification occurs along an even more complicated path: L + (Al) + ZrSi → L + (Al) + ZrSi + Al3Sc → L + (Al) + ZrSi2 + Al3Sc → L + (Al) + ZrSi2 + SiSc → (Al) + ZrSi2 + SiSc. In addition, in a short interval between 0.23 ÷ 0.24% for Al0.3Mg1Si and 0.27 ÷ 0.28%, solidification occurs according to the following scheme: L + (Al) + ZrSi → L + (Al) + ZrSi2 + Al3Sc → L + (Al) + ZrSi2 + SiSc → (Al) + ZrSi2 + SiSc.
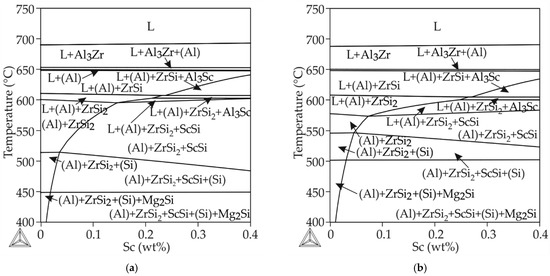
Figure 5.
Polythermal sections (a) Al-0.3%Mg-1%Si-0.15%Zr-(0–0.4)% Sc (wt. %) and (b) Al-0.5%Mg-1.3%Si-0.15%Zr-(0–0.4)%Sc (wt. %) of the Al–Mg–Si–Zr–Sc phase diagram calculated using Thermo-Calc software.
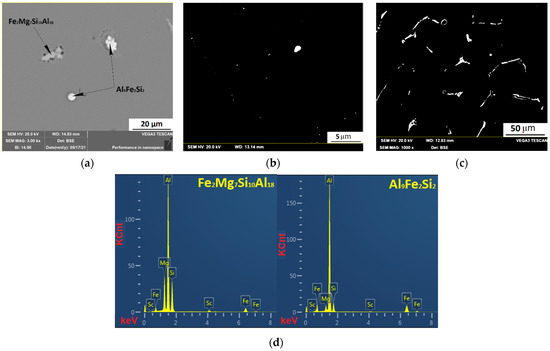
Figure 6.
Al0.3Mg1Si0.3Sc main types of intermetallic compounds (a); small dispersoids (b); large particles (c); result of the energy-dispersive spectroscopy (EDS) investigation of chemical composition of the intermetallic compounds (d).
It should be noted that the appearance of primary particles in the liquid phase will facilitate grain refinement but not all of them will be equally effective. Primary Al3Zr, and especially Al3Sc, are effective inoculators due to the good correspondence between them and the aluminum matrix. There is no such information about ZrSi2 and SiSc particles. However, it can be assumed that their effectiveness is rather low.
Note that in the Al0.3Mg1Si0.3Sc0.15Zr alloy the combined grain refinement effect of zirconium and scandium does not differ from that observed in pure aluminum and alloys with a high magnesium content [37]. However, in the Al0.5Mg1.3Si0.3Sc0.15Zr alloy at concentrations sufficient to obtain a fine grain structure in pure aluminum and alloys with high magnesium content, a large number of dendritic grains are still observed. A first explanation for this is that Al3Sc and Al3Zr particles are not present at all stages of solidification. They will have a slightly weaker effect than in high-magnesium alloys. It should also be noted that Al3Sc particles, which contribute to efficient grain refinement, act even more efficiently in Al0.3Mg1Si alloys because their formation requires a lower scandium content than in Al0.5Mg1.3Si. This explains the fact that the grain is larger in this group of alloys with a low content of Zr and Sc than in Al0.5Mg1.3Si with a similar content of these elements. However, the grain in Al0.3Mg1Si is refined better with an increase in their concentration. At a low concentration of Sc and Zr, the reason for the finer grain in the case of Al0.5Mg1.3Si is the aforementioned supercooling at the interface between the nuclei and the liquid phase (arising from the dissolved Mg and Si). However, due to the lower Sc concentration required for the formation of Al3Sc particles during metal solidification, the refinement of the grain structure at high scandium concentrations is more efficient in Al0.3Mg1Si.
After solidification in both types of alloy, a similar chain of phase transformations is observed. At a low concentration of scandium, the following phase transformations will occur: (Al) + ZrSi2 → (Al) + ZrSi2 + (Si) → (Al) + ZrSi2 + (Si) + Mg2Si. At a higher concentration of scandium, the following transformations will be observed: (Al) + ZrSi2 + SiSc, (Al) + ZrSi2 + SiSc + (Si); (Al) + ZrSi2 + SiSc + (Si) + Mg2Si. It may seem that the Al0.5Mg1.3Si system is more promising from the point of view of further use, since it has a larger Mg/Si relationship than Al0.3Mg1Si, which decreases the risk of the appearance of harmful particles of the AlSc2Si2-type. However, a lower dissolution temperature of Mg2Si particles in Al0.3Mg1 Si alloys allows one to avoid additional heat treatment. To date, multistage heat treatment has been required to obtain two hardening phases (AlSi)3ZrSc and β″ (Mg5Si6) [26]. It consists in homogenization in order to maximize dissolution of Sc, Mg, Si and Zr into a supersaturated solid solution which includes eliminating large non-equilibrium particles. Three-stage annealing is applied after homogenization: The first step is the formation of (AlSi)3Sc particles. Then (AlSi)3ScZr particles are formed on their basis. The third stage consists of the dissolution of phases close to Mg2Si, which at the fourth stage can be isolated in the form of a strengthening β″ (Mg5Si6) phase. However, at a low temperature of Mg2Si solubility, the fourth stage of annealing can be avoided, since all the necessary processes will occur at the third stage. Note that, according to the calculations performed in the current Thermo-Calc version, only equilibrium primary particles Al3Zr are present in the alloys studied. The appearance of Al3Zr as solid state equilibrium particle which has D023-structure was not predicted by this calculation. This, however, does not exclude the emerging of metastable particles which have L12 structure and composition close to (AlSi)3Zr.
3.4. Investigation of the Intermetallic Participles by Scanning Electron Microscopy (SEM) Method
The Al0.3Mg1Si0.3Sc alloy contains two types of particle; the first one can be described as being like Al3Fe2Si2. The second can be interpreted as being like quaternary π phase Fe2Mg7Si10Al18 [39] which in this alloy can form due to there being no equilibrium solidification. Primary intermetallic compounds have both close to round (smaller) and needle-like shapes. Their average size is 12.4 microns. This alloy has an increased amount of fine particles which, among other things, explains its high microhardness (Figure 4a). Considering that no traces of scandium were found in large intermetallic particles with a fraction of its content in the solid solution of only 0.11%, it can be assumed with a high degree of probability that it is in the form of fine particles, the fraction of which is 0.14%. It should be noted that there is a high proportion of magnesium in the supersaturated solid solution. Therefore, it is insufficient for the formation of large intermetallic particles of the Mg2Si type. This chemical composition, as predicted in [25], is extremely unfavorable for the production of strengthening Al3Sc particles, since scandium actively interacts with silicon already during cooling after casting. In this case, Mg is used rather rarely. This means, firstly, the need for a prolonged homogenization (completed by quenching) to dissolve excess Sc and Si at high temperatures. In addition, with a high degree of probability the subsequent heat treatment and aging at 300 °C will not be accompanied by the precipitation of Mg2Si-type particles. As a result, silicon will interact only with scandium, which will favor the predominant growth of unwanted AlSc2Si2 particles.
Figure 7 shows the results of electron microscopy for the alloy Al0.3Mg1Si0.3Sc0.15Zr. It contains a number of large primary intermetallic such as Al9Fe2Si2, (Al, Si)3Sc, Al3Sc0.6Zr0.4 with an average size of 11.6 microns. It also contains particles with a composition close to quaternary π phase Fe2Mg7Si10Al18. In this alloy, a fairly large amount of Si and Sc is in solid solution. This suggests that, for a given chemical composition, Si and Sc do not interact so intensely with each other. The presence of particles of both the (Al, Si)3Sc and Al3Sc0.6Zr0.4 types indicates that Sc, upon further heat treatment, will react both with silicon, forming AlSc2Si2 particles, and with zirconium, forming Al3Sc0.6Zr0.4 particles. In this case magnesium also “absorbs” part of the silicon, contributing to the formation of Mg2Si-type particles. Taking into account the results of Thermo-Calc calculations (Figure 5a), it can also be assumed that various Zr and Si compounds will occur during heat treatment. Thus, this alloy seems to be very promising for further study, since excessive silicon will interact both with magnesium and zirconium, as well as various impurities. With proper heat treatment, this will allow the required amount of Al3ScZr particles which have a L12 structure to be obtained.
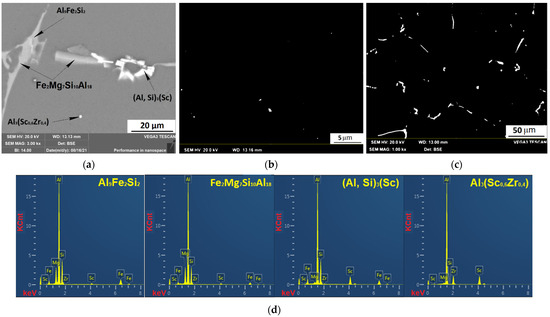
Figure 7.
Al0.3Mg1Si0.3Sc0.15Zr main types of intermetallic compounds (a); small dispersoids (b); large particles (c); result of the EDS investigation of chemical composition of the intermetallic compounds (d).
The Al0.5Mg1.3Si0.3Sc alloy contains the main types of large primary non-equilibrium intermetallic compounds Al9Fe2Si2, Fe2Mg7Si10Al18, and (Al, Si)3Sc. Their average size is 10.6 microns. In this case, there are spherical and needle-shaped particles, as well as large elongated eutectic particles arising along the boundaries of dendritic grains. Besides, there are many dispersoids in this alloy occupying 0.2% of the cross-sectional area, but with a rather large size.
In the Al0.5Mg1.3Si0.3Sc0.15Zr alloy, large intermetallic compounds are represented by Fe2Mg7Si10Al18 and (Al, Si)3(Sc) particles with an average diameter of 12.8 microns. There are not so many dispersoids in the alloy, however, they have a size of about 30 nm. Smaller dispersoids with an average size of 20–15 nm were detected using transmission microscopy. Considering also the fact that zirconium can practically not be observed in a supersaturated solid solution and in large intermetallic particles, it can be assumed that the main type of fine particles will be Al3ScZr. Moreover, in this alloy Si reacts sufficiently with magnesium which makes it very promising for further research.
The results of electron microscopy are presented in:
- Table 2 (data on the size and quantity of fine particles);
Table 2. Size and amount of dispersoids in the investigated alloys.
- Table 3 (data on the size and quantity of large intermetallic particles);
Table 3. Size and amount of intermetallic compounds in the investigated alloys.
- Table 4 (chemical composition of the main intermetallic particles) and Figure 6, Figure 7, Figure 8 and Figure 9.
Table 4. Chemical composition of intermetallic particles in the studied alloys.
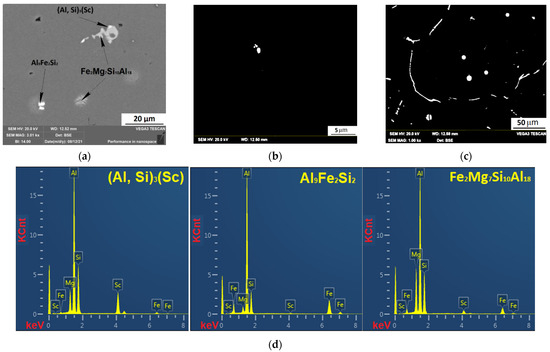 Figure 8. Al0.5Mg1.3Si0.3Sc main types of intermetallic compounds (a); small dispersoids (b); large particles (c); result of the EDS investigation of chemical composition of the intermetallic compounds (d).
Figure 8. Al0.5Mg1.3Si0.3Sc main types of intermetallic compounds (a); small dispersoids (b); large particles (c); result of the EDS investigation of chemical composition of the intermetallic compounds (d).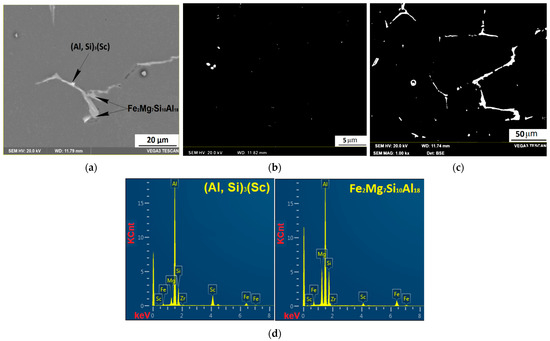 Figure 9. Al0.5Mg1.3Si0.3Sc0.15Zr main types of intermetallic compounds (a); small dispersoids (b); large particles (c); result the EDS investigation of chemical composition of the intermetallic compounds (d).
Figure 9. Al0.5Mg1.3Si0.3Sc0.15Zr main types of intermetallic compounds (a); small dispersoids (b); large particles (c); result the EDS investigation of chemical composition of the intermetallic compounds (d).
It must be mentioned that most of the phases listed in Table 2, Table 3 and Table 4 are non-equilibrium, as result they cannot be predicted by the diagram. The reason for this is the non-equilibrium conditions of solidification and the inevitable presence of iron even in the high frequency batch. However, the diagram on Figure 6 can be very useful for predicting phase transformations after homogenization annealing (for example, combined with quenching) when the composition is close to equilibrium.
3.5. Investigation of the Despersoid by Transmission Electron Microscopy (TEM) Method
A sufficiently large number of Al3Sc particles is observed in the alloy Al0.3Mg1Si0.3Sc. The size of these particles is 20 nm on average (Figure 10a,b). Particles of a given size are at the coherence loss thresholds. Therefore, some of them are completely coherent (Figure 10d), while others only partially (Figure 10d). The presented data are in good agreement with the data of scanning microscopy, according to which most of the scandium is not in a supersaturated solid solution, and at the same time, it is not observed in large particles of eutectic origin, such as Al0.3Mg1Si0.3Sc0.15Zr. In addition, it is the particles of this type that serve as the main reason for the growth of microhardness (see Figure 4a). It should also be noted that these particles contain unwanted silicon. However, considering that these particles are fully or partially coherent and considering the increase in microhardness, it is possible with a high degree of probability that they are metastable (AlSi)3Sc, rather than equilibrium harmful AlSc2Si2. The appearance of such particles during solidification in the 6XXX series alloys with small additions of scandium and zirconium as a result of discontinuous precipitation has already been described in many investigations [40,41]. However, it has been described mainly in alloys that do not have such a high excess of silicon. The presence of metastable coherent and semi-coherent particles which precipitate during the cooling process after casting of the Al0.3Mg1Si0.3Sc alloy indicates that they can also be obtained as a result of multistage heat treatment. Thus, the cooling rate achieved in a steel chill mold without zirconium is insufficient so that (AlSi)3Sc-type particles are not precipitated during cooling. It should be noted that in spite the short cooling time of the ingot, a large number of (AlSi)3ScZr dispersoids precipitate in this and other alloys investigated by TEM. This can be explained by the fact that silicon accelerates the kinetics of the precipitation of (AlSi)3ScZr [42].
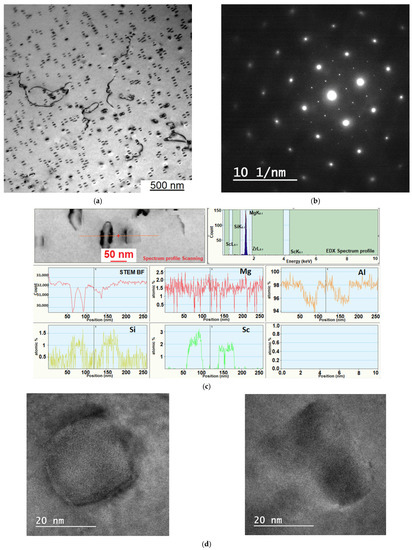
Figure 10.
(a) (AlSi)3Sc coherent and semi coherent particles, (b) EDS profile line scan; (c,d) direct resolution of the crystal lattice with (AlSi)3Sc particles of various sizes.
A different picture of the distribution and chemical composition of fine particles is observed in the Al0.5Mg1.3Si0.3Sc alloy. It also contains the (AlSi)3Sc-type particles but their number is somewhat less than in the Al0.3Mg1Si0.3Sc alloy (Figure 11a). However, in general, they have the same size and the same chemical composition. In addition, needle-shaped particles similar to β″ (Mg5Si6) appear (Figure 11b,c).
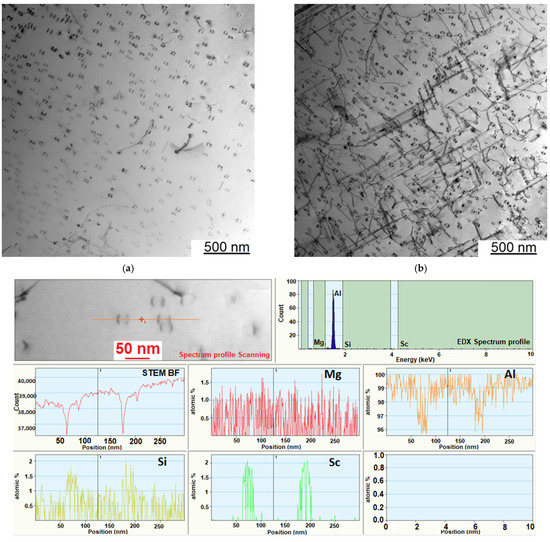
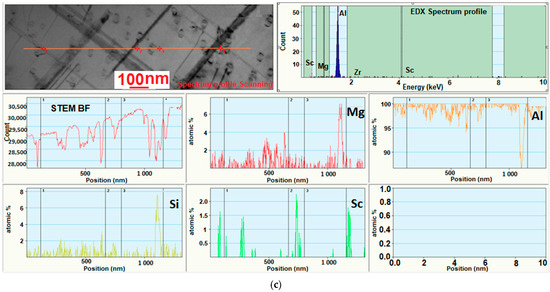
Figure 11.
(a) Al3Sc coherent and semi coherent particles particles; (b) Al3Sc coherent and semi coherent particles + Mg2Si (rod-like) particles (c) EDS profile line scan.
It should be noted that in spite of the rather short cooling time of the ingot, a large number of Al3ScZr particles precipitate in this (and other alloys investigated by TEM). This can be explained by the fact that silicon accelerates the kinetics of the precipitation of these particles.
Note that emerging of β″ actually became possible due to the fact that additional magnesium appeared for the reaction with silicon. Thus, an increase in the Mg/Si ratio will contribute to obtaining an additional synergistic effect between the (AlSi)3Sc and β″ (Mg5Si6) particles. In general, the cooling rates after casting in a steel chill mold are also insufficient in this alloy to contain the main elements in a solid solution, and they form hardening phases (AlSi)3Sc and β″ (Mg5Si6).
The Al0.3Mg1Si0.3Sc0.15Zr alloy contains a fairly large number of fine coherent or semi-coherent (AlSi)3ScZr particles with the L12-structure (Figure 12b–d). At the same time, there is a second type of elongated particles (Figure 12a,c), which can be confused with β″ (Mg5Si6), given the rather high content of magnesium as well as silicon in the surrounding solid solution. However, these particles are much longer than β″ (Mg5Si6) (from 0.5 to 1 μm). Therefore, a chemical analysis (Figure 12e) shows that they are also discontinuous precipitation of (AlSi)3ScZr particles. This fact is also confirmed by the comparison with the literature data [43], in which discontinuous Al3Sc precipitates are practically identical in shape, size and location of relatively high-angle boundaries compared to the dispersoids observed in this work. It should be noted that, as in Ref. [44], high-angle boundaries serve as a source of discontinuous precipitation of the (AlSi)3ScZr-type dispersoids. When these particles are precipitated, energy is released and the high-angle boundaries begin to move, leaving behind a large number of the (AlSi)3ScZr-type dispersoids. It is noteworthy that dendritic grains, in which intermittent precipitates are found, do not contain L12-nanoparticles (Figure 12c) and vice versa. A possible explanation for this is that in discontinuous precipitation, as in recrystallization [45], there are orientations more favorable for the motion of high-angle boundaries. In grains with an intermittent release of (AlSi)3ScZr, scandium and zirconium become insufficient for the appearance of more coherent particles which have L12-structure. It should be noted that, in the case of the Al0.3Mg1Si0.3Sc alloy, β″ (Mg5Si6) particles can be observed together with (AlSi)3Sc particles, in contrast to the L12 and needle shape (AlSi)3ScZr dispersoids. It can also be noted that for the discontinuous and simultaneous precipitation both needle-shaped and L1-structured dispersoids the concentration of scandium in the Al0.3Mg1Si0.3Sc and Al0.5Mg1.3Si0.3Sc alloys is insufficient.
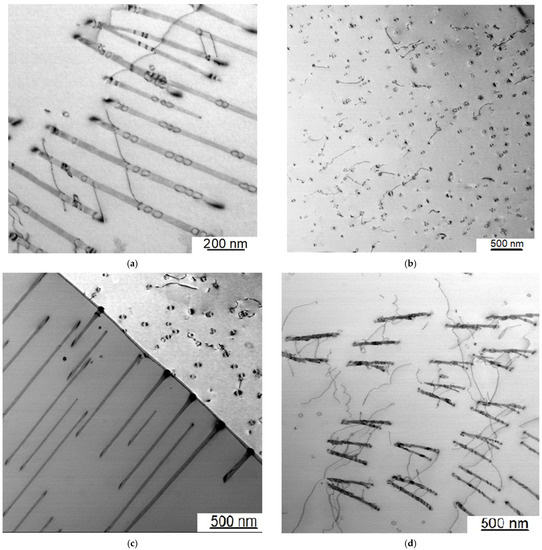
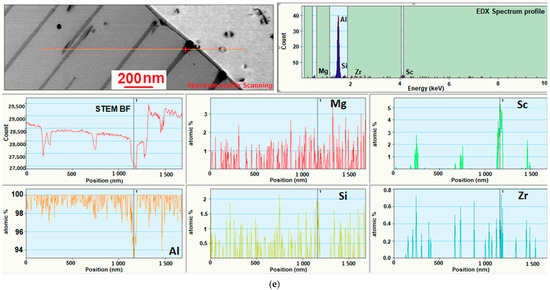
Figure 12.
(a,c,d) Discontinuous precipitation of (AlSi)3ScZr needle-shaped particles; (b) (AlSi)3ScZr particles with the L12-structure, (c) discontinuous precipitation of (AlSi)3ScZr needle-shaped particles near high-angle boundaries. (e) EDS profile line scan.
Mainly coherent or semi-coherent (AlSi)3ScZr-particles, which have the L12-structure (Figure 13a,b), are formed during discontinuous precipitation and are observed in the Al0.5Mg1.3Si0.3Sc0.15Zr alloy. The lack of needle-shape precipitates is most likely due to the limitations of TEM associated with the small area observed. The average grain size in this alloy is 260 µm, while the survey area is 4 µm2, at best. For the alloy Al0.3Mg1.3Si0.3Sc0.15Zr, where the grain is finer, it is easier to find grain boundaries around which intermittent precipitates are concentrated. In the case of Al0.3Mg1Si0.3Sc0.15Zr, the β″ (Mg5Si6)-phase is not detected in the alloy. Its absence can be explained by the fact that the bulk of magnesium and silicon form primary Mg2Si-particles at this concentration of zirconium and scandium (see Figure 6).
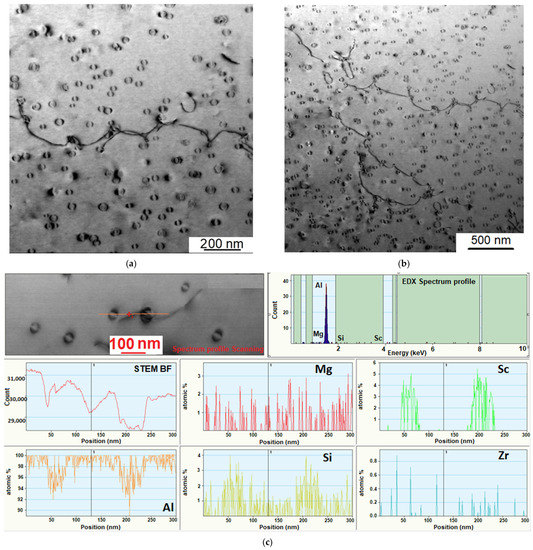
Figure 13.
(a,b) (AlSi)3ScZr particles with the L12 structure, (c) EDS profile line scan.
4. Conclusions
Variations of Mg within 0.3 ÷ 0.5%; Si within 1 ÷ 1.3%; Sc within 0.0 ÷ 0.3%; Zr in the range of 0.0 ÷ 0.15% have a complex effect on the microstructure formed during casting of these alloys. The most significant effect on the size of the grain structure is exerted by micro-additives of Sc and Zr. In Al0.3Mg1Si alloys, the complex additive 0.3Sc0.15Zr is able to refine the grain size by seven times. The refinement of the grain structure is influenced by two main factors: supercooling at the boundaries of the nucleus and the liquid phase, and the formation of Al3Sc particles in the liquid. The latter takes place at a concentration of 0.15% zirconium and 0.24% scandium in Al0.3Mg1Si alloys and 0.15% zirconium and 0.28% scandium in Al0.5Mg1.3Si alloys. The refinement of the grain structure by supercooling is more efficient in the Al0.5Mg1.3Si alloys, and with the primary Al3Sc phase in the alloys of the Al0.3Mg1Si type, where the scandium concentration required for the formation of this phase is reached earlier.
These alloys have a complex phase composition. After casting, it can be represented by both equilibrium and non-equilibrium phases; in addition, iron impurities have a significant effect. With regards to maximum binding of scandium to other elements, the preferable alloys are Al0.5Mg1.3Si. However, the Al0.3Mg1Si alloy is better for the effective dissolution of the Mg2Si phase, which occurs already at 450 °C. In general, compositions with combined alloying by small additions of Sc and Zr and mono additions of Zr seem to be most promising. Alloying Sc compositions with such an excess of silicon is practically unpromising.
The cooling time after solidification of the ingot is sufficient for the precipitation of fine particles. These particles are practically not tracked using scanning electron microscope SEM even at high magnification. However, they are very clearly identified using TEM, as well as by an increase in microhardness. The main type of particles is (AlSi)3Sc or (AlSi)3ScZr, depending on the presence or absence of zirconium. These particles appear during discontinuous precipitates in form of the L12-structure with dimensions of 15–20 nm and are semi- and completely coherent or in needle shape form (observed only in alloys with zirconium). The formation of coherent and semi-coherent particles in these alloys opens the possibility for their further production during heat treatment. β″ (Mg5Si6)-particles are formed only in the alloy Al0.5Mg1.3Si0.3Sc, where there is enough magnesium for their precipitation. The addition of zirconium changes the phase composition and promotes the precipitation of large Mg2Si-type particles.
Author Contributions
Conceptualization, E.A. and S.K.; methodology, E.A., S.K. and J.H.; software, E.A. and S.K.; validation, E.A., S.K. and J.H.; formal analysis, E.A. and A.D.; investigation, E.A., M.L., V.B. and D.Z.; resources, E.A., J.H. and S.K.; data curation, E.A., J.H., S.K. and A.D.; writing—original draft preparation, E.A., J.H. and S.K.; writing—review and editing, E.A., J.H. and S.K.; visualization, E.A. and J.H.; supervision, S.K.; project administration, E.A. and S.K.; funding acquisition, S.K. All authors have read and agreed to the published version of the manuscript.
Funding
This study is funded by a grant of the Russian Science Foundation, project 21-19-00548, https://rscf.ru/project/21-19-00548/.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Fedorov, S.; Nanocomposites, V.B. Development of Mechanical Properties of Aluminum-Silicon Alloys. Smart Nanocompos. 2015, 6, 199–202. [Google Scholar]
- Bazhin, V.Y.; Gutema, E.M.; Savchenkov, S.A. Production Technology Features for Aluminum Matrix Alloys with a Silicon Carbide Framework. Metallurgist 2017, 60, 1267–1272. [Google Scholar] [CrossRef]
- Deev, V.B.; Degtyar, V.A.; Kutsenko, A.I.; Selyanin, I.F.; Voitkov, A.P. Resource-Saving Technology for the Production of Cast Aluminum Alloys. Steel Transl. 2007, 37, 991–994. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Letyagin, N.V.; Belov, N.A.; Koshmin, A.N.; Gizatulin, D.S. Analysis of the Microstructure and Mechanical Properties of a New Wrought Alloy Based on the ((Al) + Al4(Ca,La)). Eutectic. Phys. Met. Metallogr. 2020, 121, 914–919. [Google Scholar] [CrossRef]
- Sizyakov, V.M.; Bazhin, V.Y.; Vlasov, A.A. Status and Prospects for Growth of the Aluminum Industry. Metallurgist 2010, 54, 409–414. [Google Scholar] [CrossRef]
- Belov, N.; Akopyan, T.; Korotkova, N.; Murashkin, M.; Timofeev, V.; Fortuna, A. Structure and Properties of Ca and Zr Containing Heat Resistant Wire Aluminum Alloy Manufactured by Electromagnetic Casting. Metals 2021, 11, 236. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in Innovative Light-Weight Car Design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef]
- Lamberti, M.; Escher, F. Aluminium Foil as a Food Packaging Material in Comparison with Other Materials. Food Rev. Int. 2007, 23, 407–433. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent Development in Aluminium Alloys for the Automotive Industry. Mater. Sci. Eng. 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Rambabu, P.; Eswara Prasad, N.; Kutumbarao, V.V.; Wanhill, R.J.H. Aluminium Alloys for Aerospace Applications. In Aerospace Materials and Material Technologies; Prasad, N., Wanhill, R., Eds.; Indian Institute of Metals Series; Springer: Singapore, 2017; pp. 29–52. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Werinos, M.; Moszner, F.; Gerstl, S.S.A.; Francis, M.F.; Curtin, W.A.; Löffler, J.F.; Uggowitze, P.J. Diffusion on demand to control precipitation aging: Application to Al-Mg-Si alloys. Phys. Rev. Lett. 2014, 22, 225701. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, X.; Tang, J.; Liu, X.; Liang, C. Effect of copper on precipitation and baking hardening behavior of Al-Mg-Si alloys. Trans. Nonferrous Met. Soc. China 2014, 7, 2289–2294. [Google Scholar] [CrossRef]
- Kim, J.H.; Kobayashi, E.; Sato, T. Effects of Cu addition on behavior of nanoclusters during multi-step aging in Al-Mg-Si alloy. Mater. Trans. 2011, 5, 906–913. [Google Scholar] [CrossRef]
- Hong, L.I.U.; Gang, Z.; Liu, C.M.; Liang, Z. Effects of different tempers on precipitation hardening of 6000 series aluminium alloys. Trans. Nonferrous Met. Soc. China 2007, 1, 122–127. [Google Scholar]
- Liang, Z. Clustering and Precipitation in Al-Mg-Si Alloys. Ph.D. Thesis, Technische Universität Berlin, Berlin, Germany, 28 November 2012. [Google Scholar]
- Werinos, M.; Antrekowitsch, H.; Ebner, T.; Prillhofer, R.; Curtin, W.A.; Uggowitzer, P.J.; Pogatscher, S. Design strategy for controlled natural aging in Al–Mg–Si alloys. Acta Mater. 2016, 118, 296–305. [Google Scholar] [CrossRef]
- Zhen, L.; FEI, W.D.; Kang, S.B.; Kim, H.W. Precipitation behaviour of Al-Mg-Si alloys with high silicon content. J. Mater. Sci. 1997, 7, 1895–1902. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Leitner, H.; Ebner, T.; Uggowitzer, P.J. Mechanisms controlling the artificial aging of Al–Mg–Si Alloys. Acta Mater. 2011, 9, 3352–3363. [Google Scholar] [CrossRef]
- Zakharov, V.V.; Fisenko, I.A. Some Principles of Alloying of Aluminum Alloys with Scandium and Zirconium in Ingot Production of Deformed Semiproducts. Metal Sci. Heat Treat. 2019, 3, 217–221. [Google Scholar] [CrossRef]
- Zakharov, V.V. Combined alloying of aluminum alloys with scandium and zirconium. Metal Sci. Heat Treat. 2014, 3, 281–286. [Google Scholar] [CrossRef]
- Röyset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 1, 19–44. [Google Scholar] [CrossRef]
- Shvechkov, E.I.; Filatov, Y.A.; Zakharov, V.V. Mechanical and Life Properties of Sheets from Alloys of the Al–Mg–Sc System. Metal Sci. Heat Treat. 2017, 59, 454–462. [Google Scholar] [CrossRef]
- Aryshenskii, E.V.; Hirsch, J.; Konovalov, S.V.; Prahl, U. Specific features of microstructural evolution during hot rolling of the as-cast magnesium-rich aluminum alloys with added transition metal elements. Metall. Mater. Trans. 2019, 12, 5782–5799. [Google Scholar] [CrossRef]
- Peng, Z.W.; Li, J.F.; Sang, F.J.; Chen, Y.L.; Zhang, X.H.; Zheng, Z.Q.; Pan, Q.L. Structures and tensile properties of Sc-containing 1445 Al-Li alloy sheet. J. Alloys Compd. 2018, 747, 471–483. [Google Scholar] [CrossRef]
- Rokhlin, L.L.; Bochvar, N.R.; Leonova, N.P.; Sukhanov, A.V. Effect of additional doping with scandium and scandium with zirconium on strength properties of the alloys of Al–Mg 2 Si system. Inorg. Mater. 2016, 15, 1467–1471. [Google Scholar] [CrossRef]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Langan, T.; Dorin, T. Tailored precipitation route for the effective utilisation of Sc and Zr in an Al-Mg-Si alloy. Materialia 2020, 10, 100656. [Google Scholar] [CrossRef]
- Zupanič, F.; Steinacher, M.; Žist, S.; Bončina, T. Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086. Metals 2021, 11, 368. [Google Scholar] [CrossRef]
- Dorin, T.; Ramajayam, M.; Babaniaris, S.; Jiang, L.; Langan, T.J. Precipitation sequence in Al–Mg–Si–Sc–Zr alloys during isochronal aging. Materialia 2019, 8, 100437. [Google Scholar] [CrossRef]
- Kwon, E.P.; Do Woo, K.; Kim, S.H.; Kang, D.S.; Lee, K.J.; Jeon, J.Y. The effect of an addition of Sc and Zr on the precipitation behavior of AA6061 alloy. Met. Mater. Int. 2010, 5, 701–707. [Google Scholar] [CrossRef]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Langan, T.; Dorin, T. Developing an optimized homogenization process for Sc and Zr containing Al-Mg-Si alloys. Light Met. 2019, 1, 1445–1453. [Google Scholar]
- Lityńska-Dobrzyńska, L. Precipitation of phases in Al-Mg-Si-Cu alloy with Sc and Zr additions during heat treatment. Solid State Phenom.—Trans. Tech. Publ. Ltd. 2007, 130, 163–166. [Google Scholar] [CrossRef]
- Vlach, M.; Smola, B.; Stulíková, I.; Očenášek, V. Microstructure and mechanical properties of the AA6082 aluminium alloy with small additions of Sc and Zr. Int. J. Mater. Res. 2009, 3, 420–423. [Google Scholar] [CrossRef]
- GOST 9450–76. Measurements Microhardness by Diamond Instruments Indentation; Academy of Sciences of the USSR: Moscow, Russia, 1993. [Google Scholar]
- Thermo-Calc Software. TCAL4 Al-Based Alloy Database, Version 4. Available online: https://www.engineering-eye.com/THERMOCALC/details/db/pdf/thermo-calc/02/tcal40_extended_info.pdf (accessed on 1 May 2021).
- Aryshenskii, E.; Hirsch, J.; Konovalov, S.; Aryshenskii, V.; Drits, A. Influence of mg content on texture development during hot plain-strain deformation of aluminum alloys. Metals 2021, 11, 865. [Google Scholar] [CrossRef]
- Wang, F.; Qiu, D.; Liu, Z.L.; Taylor, J.A.; Easton, M.A.; Zhang, M.X. The grain refinement mechanism of cast aluminium by zirconium. Acta Mater. 2013, 61, 5636–5645. [Google Scholar] [CrossRef]
- Yu, A.W.; Yang, C.G.; Wang, S.L.; Liu, F.C.; Zheng, Q. Effect of Sc, Zr grain refiner on the microstructure and mechanical properties of pure aluminum. Appl. Mech. Mater.—Trans. Tech. Publ. Ltd. 2014, 508, 16–21. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, R. Grain size-dependent Mg/Si ratio effect on the microstructure and mechanical/electrical properties of Al-Mg-Si-Sc alloys. J. Mater. Sci. Technol. 2019, 7, 1354–1363. [Google Scholar] [CrossRef]
- Yong, D.; Shuhong, L.; Baiyun, H.; Chang, Y.A.; Xie, F.Y.; Ying, Y.; Chen, S.L. Thermodynamic description of the Al-Fe-Mg-Mn-Si system and investigation of microstructure and microsegregation during directional solidification of an Al-Fe-Mg-Mn-Si alloy. Z. Für Met. 2005, 96, 1351–1362. [Google Scholar]
- Litnska-Dobrzynska, L.; Dutkiewicz, J.; Maziarz, W.; Ochin, P. Structure and properties of Al-Mg-Si alloys with Zr and Sc additions produced by melt spinning and twin rolling casting techniques. Kov. Mater. 2010, 48, 9–15. [Google Scholar] [CrossRef]
- Dorin, T.; Ramajayam, M.; Langan, T.J. Effects of Mg, Si, and Cu on the formation of the Al3Sc/Al3Zr dispersoids. In Proceedings of the International Conference on Aluminium Alloys, Montréal, QC, Canada, 17–20 June 2018; Volume 16, pp. 1–11. Available online: http://www.icaa-conference.net/ICAA16/Papers/Plenary%20and%20Early%20Career/404566%20Dorin_final.pdf (accessed on 1 May 2021).
- Booth-Morrison, C.; Mao, Z.; Diaz, M.; Dunand, D.C.; Wolverton, C.; Seidman, D.N. Role of silicon in accelerating the nucleation of Al3(Sc,Zr) precipitates in dilute Al–Sc–Zr alloys. Acta Mater. 2012, 16, 4740–4752. [Google Scholar] [CrossRef]
- Norman, A.F.; Prangnell, P.B.; McEwen, R.S. The solidification behaviour of dilute aluminium–scandium alloys. Acta Mater. 1998, 16, 5715–5732. [Google Scholar] [CrossRef]
- Yashin, V.V.; Aryshensky, E.V.; Latushkin, I.A.; Stozharov, D.A. Study of kinetics of the supersaturated solid solution decomposition in alloys of the Al-Mg system with transition elements addition. Tsvetnye Met. 2020, 11, 77–84. [Google Scholar]
- Nes, E.; Vatne, H.E. The 40 (111) Orientation Relationship in Recrystallisation/Die 40 (111) Orientierungsbeziehung bei der Rekristallisation. Z. Für Met. 1996, 87, 448–453. [Google Scholar]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).