
Modelling and Analysis of Surface Evolution on Turning of Hard-to-Cut CLARM 30NiCrMoV14 Steel Alloy

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
2.2. Experimental Design
3. Results and Discussion
3.1. Development of Mathematical Models
3.1.1. Comparison of Models
3.1.2. Lack of Fit Test
3.1.3. Model Summary Statistics
3.1.4. ANOVA for Surface Finish
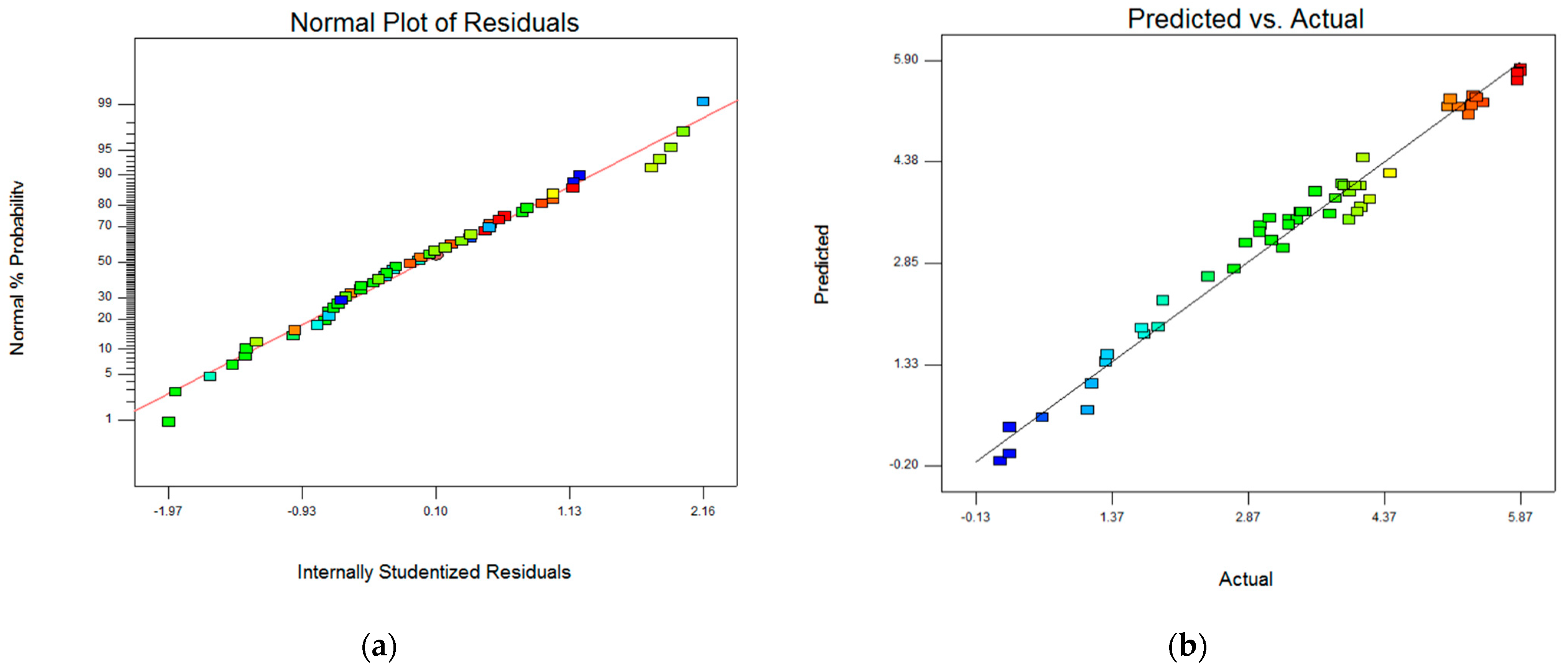
3.2. Adequacy Measures and Model Validation
3.3. Response Surface Plots
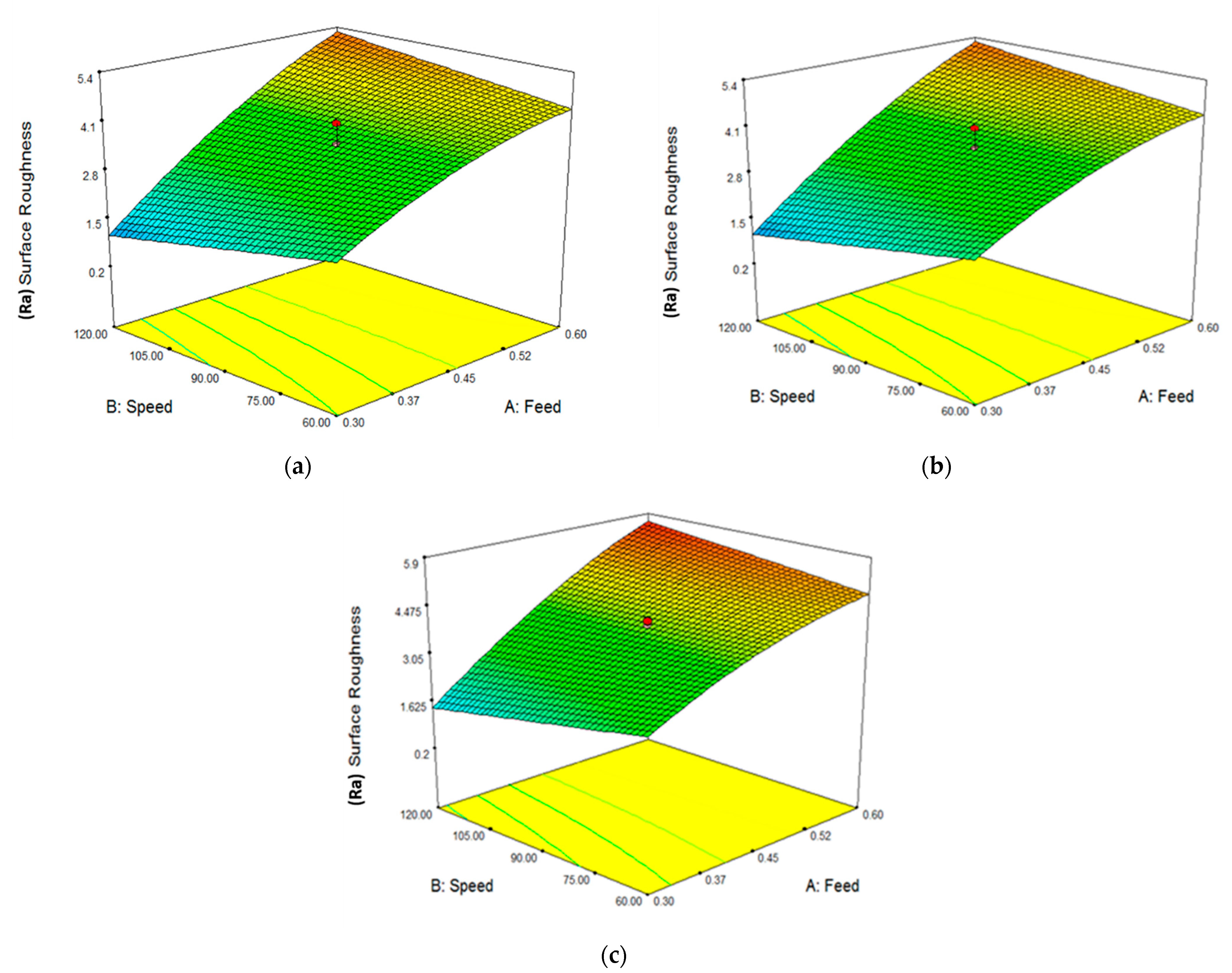
3.3.1. Response Surface Plots for Rotational Speed and Feed
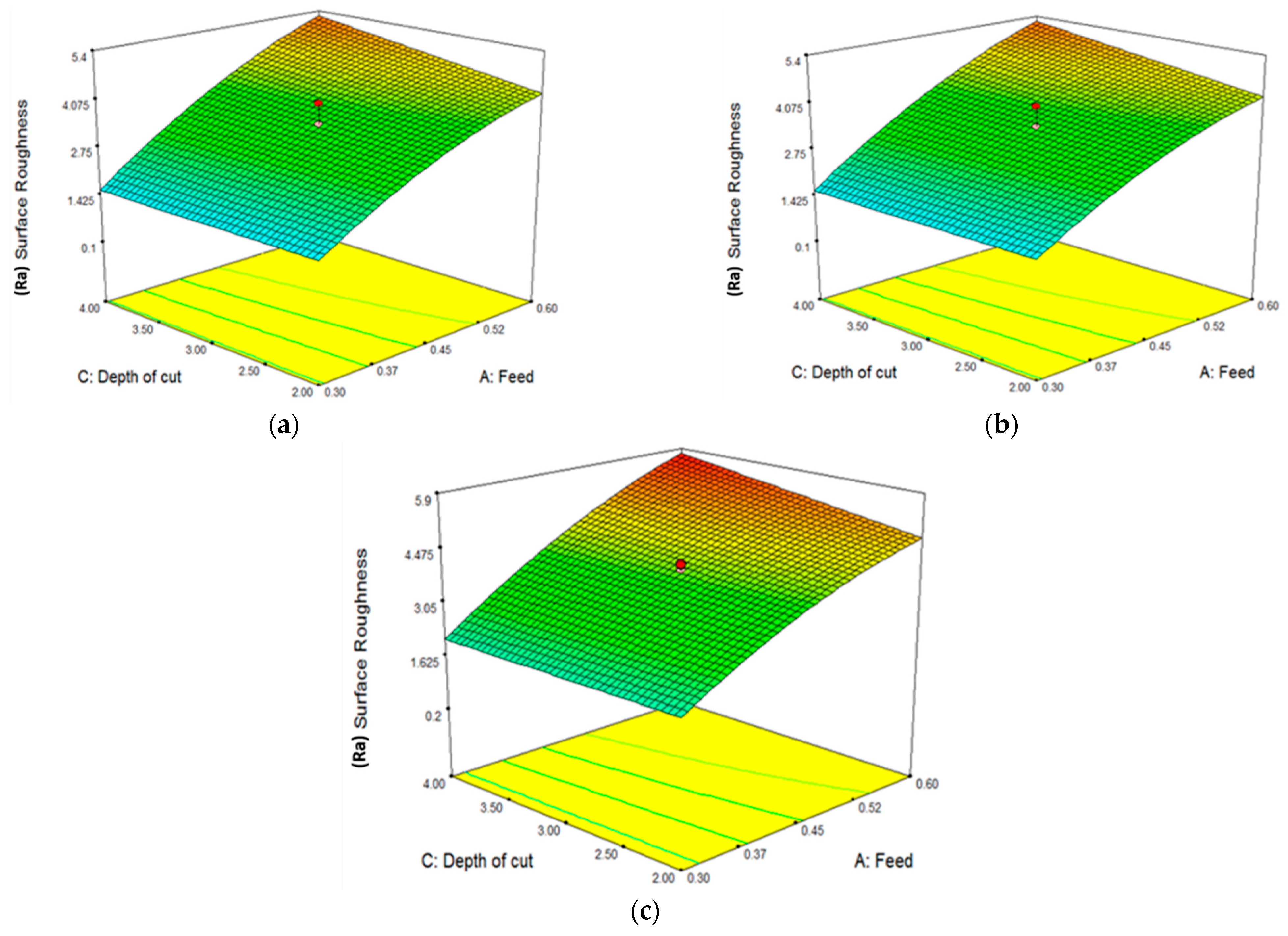
3.3.2. Response Surface Plots for Feed and Depth of Cut
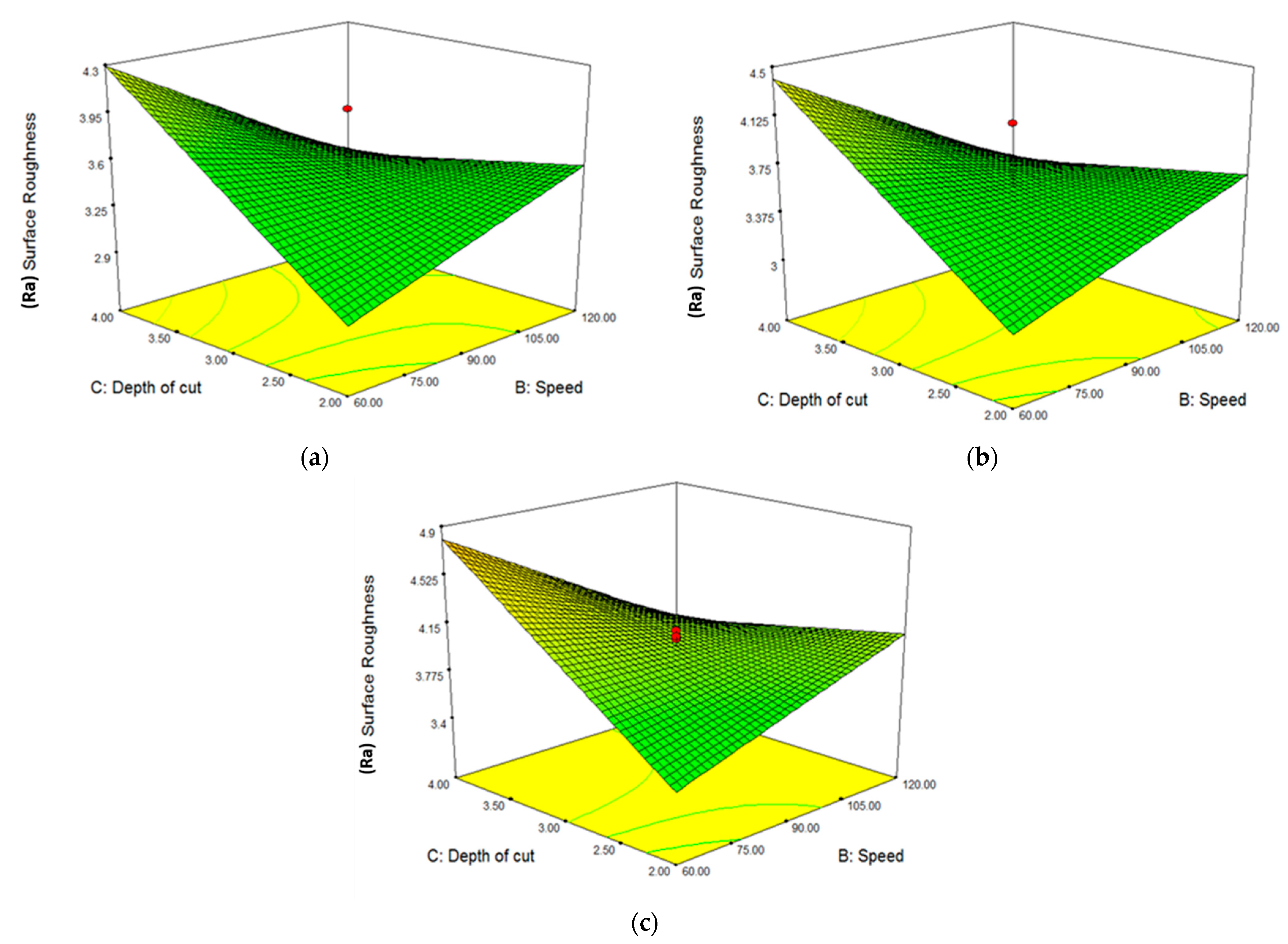
3.3.3. Response Surface Plots for Depth of Cut and Speed
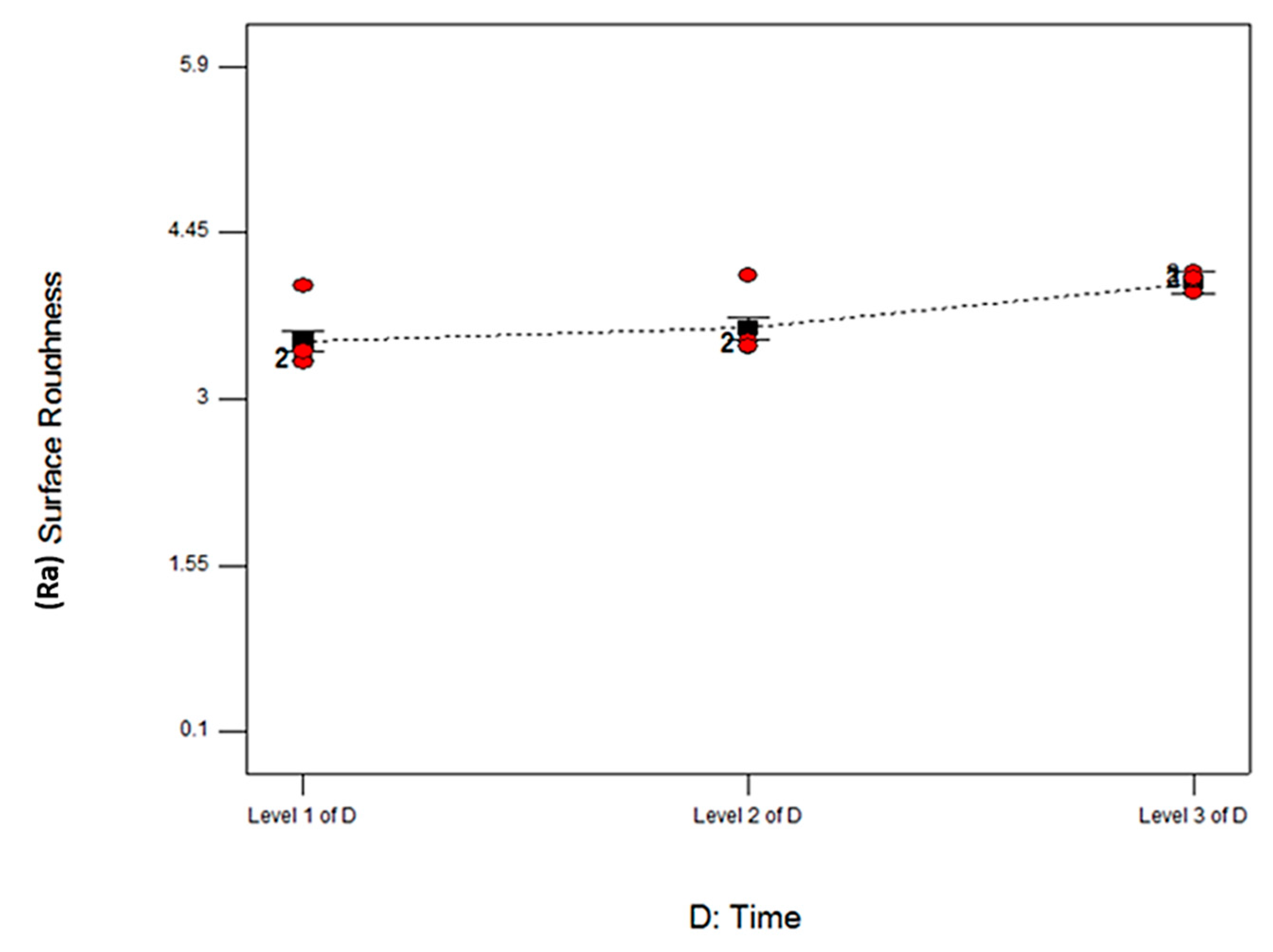
3.3.4. Analysis Based on Time
3.4. Confirmatory Trial Investigations
4. Conclusions
- From the investigation of the influence of the parameters on surface finish, it was revealed that feed rate is the most significant parameter, followed by the rotational speed. The increase in rotational speed at a low feed rate improves the surface finish, whereas, at a higher feed rate, the effect follows a slightly different trend, i.e., quality of surface finish is reduced, which is exhibited as a combined effect of feed, speed, and DOC.
- At low feed rates, the effect of DOC is not highly significant. However, at a higher feed rate, it greatly affects the tool wear. The combined effect of DOC and feed decreases the surface finish quality at higher values of input parameters. The sudden decrease in surface finish quality at low speeds has been measured with an increase in DOC. However, the same effect is less influenced at the same DOC with the increase in speed.
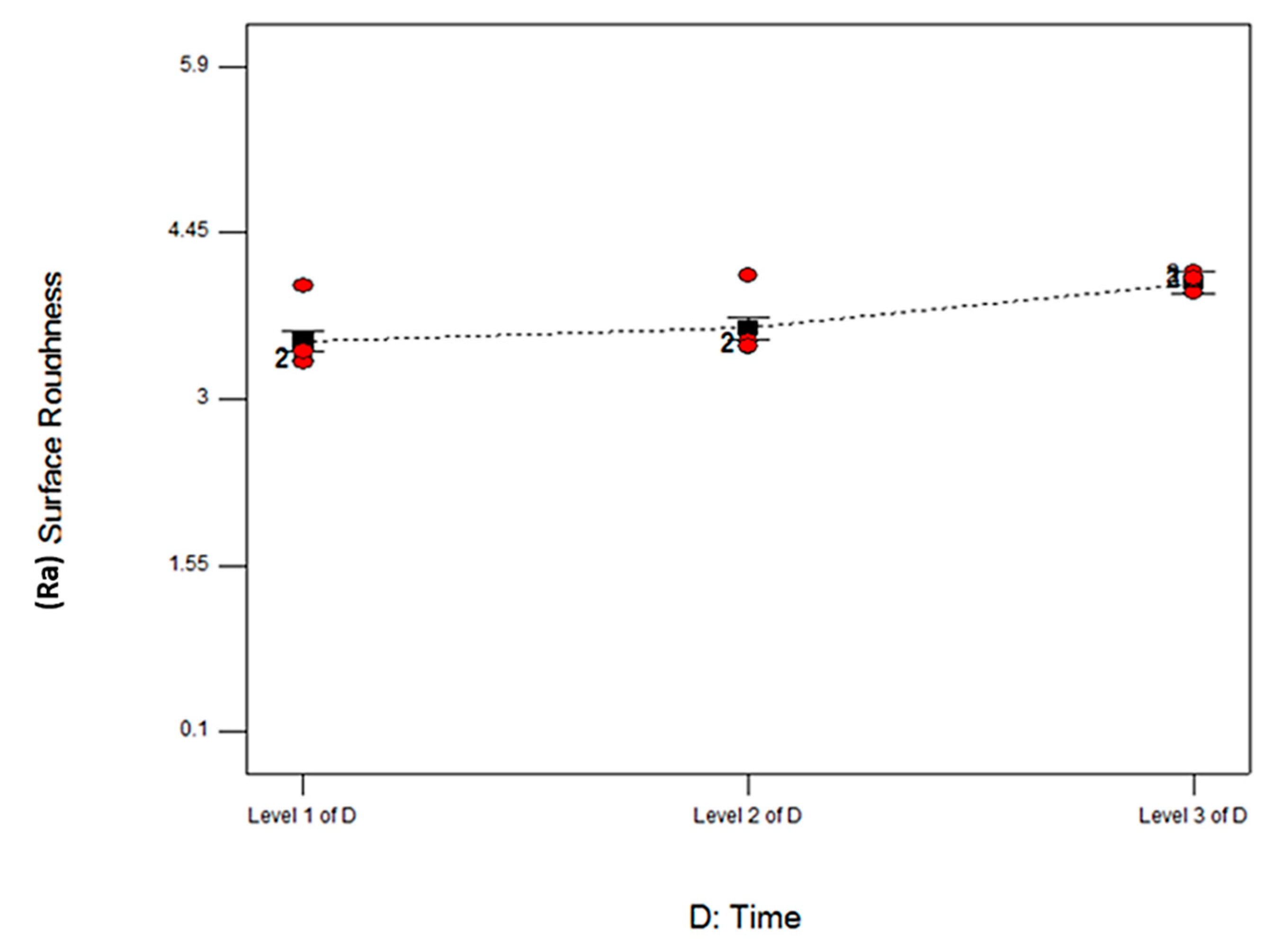
- Machining time, which was considered a categorical parameter in this research, also reduces the surface finish, though it is negligible at lower levels of time. This may be because of the tool wear observed as the machining time lapses.
- RSM has been successfully used in this research for the analysis of results and the development of mathematical models. The adequacy of the models was verified using standard statistical techniques and by applying the confirmatory experimental tests.
- The superior value of surface roughness obtained was 0.137 μm at parametric settings of 0.19 mm/rev feed, 90 rpm speed, 3 mm depth of cut, and 4 min time.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhong, Y.; Xie, J.; Chen, Y.; Yin, L.; He, P.; Lu, W. Microstructure and mechanical properties of micro laser welding NiTiNb/Ti6Al4V dissimilar alloys lap joints with nickel interlayer. Mater. Lett. 2022, 306, 130896. [Google Scholar] [CrossRef]
- China Die & Mould Industry Association. Brief Statistics on 2017 China’s Die & Mould Import & Export. Available online: http://www.cdmia.com.cn/news/detail/4756.html (accessed on 29 January 2021).
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and analysis of surface roughness, flank wear and 5 different sensorial data via tool condition monitoring system in turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of cutting parameters and tool geometry for multi-criteria optimization of surface roughness and vibration via response surface methodology in turning of AISI 5140 steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Mikolajczyk, T.; El Danaf, E.A.; Taha, M.A. Minimization of turning time for high-strength steel with a given surface roughness using the edgeworth–pareto optimization method. Int. J. Adv. Manuf. Technol. 2017, 93, 2375–2392. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric optimization for cutting forces and material removal rate in the turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E.; Lisowicz, J.; Chudy, R.; Mrugalski, R. Cutting forces and chip shaping when finish turning of 17-4 PH stainless steel under dry, wet, and Mql machining conditions. Metals 2020, 10, 1187. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E.; Królczyk, G.M.; Legutko, S. On the chip shaping and surface topography when finish cutting 17-4 PH precipitation-hardening stainless steel under near-dry cutting conditions. Materials 2020, 13, 2188. [Google Scholar] [CrossRef]
- Galoppi, G.D.; Batalha, G.F. Hard turning of tempered DIN 100Cr6 steel with coated and no coated CBN inserts. J. Mater. Process. Technol. 2006, 179, 146–153. [Google Scholar] [CrossRef]
- Liu, C.; Gao, X.; Chi, D.; He, Y.; Liang, M.; Wang, H. On-line chatter detection in milling using fast kurtogram and frequency band power. Eur. J. Mech. A. Solids 2021, 90, 104341. [Google Scholar] [CrossRef]
- Mandal, N.; Doloi, B.; Mondal, B. Predictive modeling of surface roughness in high speed machining of AISI 4340 steel using Yttria stabilized zirconia toughened alumina turning insert. Int. J. Refract. Met. Hard Mater. 2013, 38, 40–46. [Google Scholar] [CrossRef]
- Ippolito, R.; Tornincasa, S.; Levi, R. High speed machining: Tool performance and surface finish in steel turning. CIRP Ann. 1988, 37, 105–108. [Google Scholar] [CrossRef]
- Das, D.K.; Sahoo, A.K.; Das, R.; Routara, B.C. Investigations on hard turning using coated carbide insert: Grey dased Taguchi and regression methodology. Procedia Mater. Sci. 2014, 6, 1351–1358. [Google Scholar] [CrossRef] [Green Version]
- Haq, M.A.; Hussain, S.; Ali, M.A.; Farooq, M.U.; Mufti, N.A.; Pruncu, C.I.; Wasim, A. Evaluating the effects of nano-fluids based MQL milling of IN718 associated to sustainable productions. J. Clean. Prod. 2021, 310, 127463. [Google Scholar] [CrossRef]
- Mughal, M.P.; Farooq, M.U.; Mumtaz, J.; Mia, M.; Shareef, M.; Javed, M.; Jamil, M.; Pruncu, C.I. Surface modification for osseointegration of Ti6Al4V ELI using powder mixed sinking EDM. J. Mech. Behav. Biomed. Mater. 2021, 113, 104145. [Google Scholar] [CrossRef] [PubMed]
- Khanna, N.; Shah, P.; Maruda, R.W.; Krolczyk, G.M.; Hegab, H. Experimental investigation and sustainability assessment to evaluate environmentally clean machining of 15-5 PH stainless steel. J. Manuf. Process. 2020, 56, 1027–1038. [Google Scholar] [CrossRef]
- Grzesik, W. Influence of tool wear on surface roughness in hard turning using differently shaped ceramic tools. Wear 2008, 265, 327–335. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Effect of work material hardness and cutting parameters on performance of coated carbide tool when turning hardened steel: An optimization approach. Measurement 2013, 46, 1572–1584. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Lauro, C.H.; Davim, J.P. Experimental Investigation on surface finish during intermittent turning of UNS M11917 magnesium alloy under dry and near dry machining conditions. Measurement 2014, 56, 136–154. [Google Scholar] [CrossRef]
- Kini, M.V.; Chincholkar, A.M. Effect of Machining Parameters on Surface Roughness and Material Removal Rate in Finish Turning of ±30 glass fibre reinforced polymer pipes. Mater. Des. 2010, 31, 3590–3598. [Google Scholar] [CrossRef]
- Ishfaq, K.; Farooq, M.U.; Anwar, S.; Ali, M.A.; Ahmad, S.; El-Sherbeeny, A.M. A comprehensive investigation of geometrical accuracy errors during WEDM of Al6061-7.5%SiC composite. Mater. Manuf. Process. 2020, 36, 362–372. [Google Scholar] [CrossRef]
- Lalwani, D.I.; Mehta, N.K.; Jain, P.K. Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of MDN250 steel. J. Mater. Process. Technol. 2008, 206, 167–179. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Samuel, G.L. Some studies on hard turning of AISI 4340 steel using multilayer coated carbide tool. Measurement 2012, 45, 1872–1884. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V.N.; Samuel, G.L. Machinability investigations on hardened AISI 4340 steel using coated carbide insert. Int. J. Refract. Met. Hard Mater. 2012, 33, 75–86. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Figueira, L.; Davim, J.P. Machinability investigations in hard turning of AISI D2 cold work tool steel with conventional and wiper ceramic inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 754–763. [Google Scholar] [CrossRef]
- Noordin, M.Y.; Venkatesh, V.C.; Sharif, S.; Elting, S.; Abdullah, A. Application of response surface methodology in describing the performance of coated carbide tools when turning AISI 1045 steel. J. Mater. Process. Technol. 2004, 145, 46–58. [Google Scholar] [CrossRef] [Green Version]
- Ezilarasan, C.; Kumar, V.S.; Velayudham, A.; Palanikumar, K. Modeling and analysis of surface roughness on machining of nimonic C-263 alloy by PVD coated carbide insert. Trans. Nonferrous Met. Soc. China 2011, 21, 1986–1994. [Google Scholar] [CrossRef]
- Ezilarasan, C.; Velayudham, A. An experimental analysis and measurement of process performances in machining of nimonic C-263 super alloy. Measurement 2013, 46, 185–199. [Google Scholar] [CrossRef]
- Pavel, C.C.; Tzimas, E. Raw Materials in the European Defence Industry; Publications Office of the European Union: Luxembourg, 2016; p. 126. [Google Scholar]
- Jawad, M.; Jahanzaib, M.; Ali, M.A.; Farooq, M.U.; Mufti, N.A.; Pruncu, C.I.; Hussain, S.; Wasim, A. Revealing the microstructure and mechanical attributes of pre-heated conditions for gas tungsten arc welded AISI 1045 steel joints. Int. J. Press. Vessel. Pip. 2021, 192, 104440. [Google Scholar] [CrossRef]
- Duplák, J.; Hatala, M.; Zajac, J.; Vasilko, K.; Kormoš, M.; Jurko, S. The comprehensive comparison of the selected cutting materials with standard ISO 3685 in machining process of steel C60. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Bach, Switzerland, 2015; Volume 718, pp. 93–98. [Google Scholar] [CrossRef]
- Liao, Z.; la Monaca, A.; Murray, J.; Speidel, A.; Ushmaev, D.; Clare, A.; Axinte, D.; M’Saoubi, R. Surface integrity in metal machining—Part I: Fundamentals of surface characteristics and formation mechanisms. Int. J. Mach. Tools Manuf. 2020, 162, 103687. [Google Scholar] [CrossRef]
- Kalpakjian, S. Manufacturing Processes for Engineering Materials; Pearson Education: Delhi, India, 1984. [Google Scholar]
- Niemczewska-Wójcik, M. Multi-Sensor measurements of titanium alloy surface texture formed at subsequent operations of precision machining process. Measurement 2017, 96, 8–17. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Yao, G.; Wang, B.; Ren, X. Investigation of surface topography and its deterioration resulting from tool wear evolution when dry turning of titanium alloy Ti-6Al-4V. Tribol. Int. 2019, 135, 130–142. [Google Scholar] [CrossRef]
- Das, A.; Das, S.R.; Patel, S.K.; Biswal, B.B. Effect of MQL and nanofluid on the machinability aspects of hardened alloy steel. Mach. Sci. Technol. 2020, 24, 291–320. [Google Scholar] [CrossRef]
- Yu, X.; Sun, Y.; Zhao, D.; Wu, S. A revised contact stiffness model of rough curved surfaces based on the length scale. Tribol. Int. 2021, 164, 107206. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, F.; Zhang, H.; Zhang, T.; Wang, H.; Xu, Y.; Ma, Q. Influence of CeO2 addition on forming quality and microstructure of TiCx-reinforced CrTi4-based laser cladding composite coating. Mater. Charact. 2020, 171, 110732. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Mn | Cr | Ni | Mo | V |
|---|---|---|---|---|---|---|---|
| % wt | 93.92 | 0.3 | 0.2 | 1.5 | 3.5 | 0.4 | 0.18 |
| UTS (MPa) | 0.2% Ys (MPa) | % Elongation | Impact Strength (−40 °C) (J) |
|---|---|---|---|
| 1300 | 1200 | 15 | 60 |
| Parameters | Levels | ||||
|---|---|---|---|---|---|
| −2 | −1 | 0 | +1 | +2 | |
| Feed (mm/rev) | 0.2 | 0.3 | 0.45 | 0.60 | 0.70 |
| Speed (rpm) | 40 | 60 | 90 | 120 | 140 |
| Depth of Cut (mm) | 1.32 | 2.00 | 3.00 | 4.00 | 4.68 |
| Time (min) | - | 4 | 8 | 12 | - |
| Source | Sum of Squares | DF | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Mean vs. Total | 643.86 | 1 | 643.86 | |||
| Linear vs. Mean | 108.54 | 5 | 21.70 | 52.66 | <0.0001 | |
| 2FI vs. Linear | 12.788 | 9 | 1.42 | 7.91 | <0.0001 | |
| Quadratic vs. 2FI | 4.877 | 3 | 1.62 | 27.60 | <0.0001 | Suggested |
| Cubic vs. Quadratic | 1.41 | 16 | 0.08 | 2.50 | 0.0269 | Aliased |
| Residual | 0.70 | 20 | 0.035 | |||
| Total | 772.19 | 54 | 14.29 | |||
| Source | Sum of Squares | DF | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Linear | 19.19178065 | 39 | 0.4921 | 7.448663 | 0.0016 | |
| 2FI | 6.403758775 | 30 | 0.21346 | 3.231033 | 0.0343 | |
| Quadratic | 1.52597495 | 27 | 0.05652 | 0.855483 | 0.6471 | Suggested |
| Cubic | 0.110821801 | 11 | 0.01007 | 0.152497 | 0.9975 | Aliased |
| Pure Error | 0.59458625 | 9 | 0.06607 |
| Source | Std. Deviation | R-Squared | Adjusted R-Squared | Predicted R-Squared | PRESS | |
|---|---|---|---|---|---|---|
| Linear | 0.6429 | 0.8458 | 0.8297 | 0.7995 | 25.72 | |
| 2FI | 0.4236 | 0.9454 | 0.9258 | 0.8998 | 12.85 | |
| Quadratic | 0.2427 | 0.9834 | 0.9756 | 0.9615 | 4.92 | Suggested |
| Cubic | 0.1878 | 0.9945 | 0.9854 | 0.9786 | 2.73 | Aliased |
| Source | Sum of Squares | DF | Mean Square | F-Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 125.60 | 9 | 13.95 | 225.51 | <0.0001 | Significant |
| A—Feed | 102.83 | 1 | 102.83 | 1661.72 | <0.0001 | |
| B—Speed | 0.5195 | 1 | 0.5195 | 8.39 | 0.0058 | |
| C—Depth of cut | 2.60 | 1 | 2.60 | 42.06 | <0.0001 | |
| D—Time | 2.57 | 2 | 1.28 | 20.84 | <0.0001 | |
| AB | 6.49 | 1 | 6.49 | 104.96 | <0.0001 | |
| AC | 1.42 | 1 | 1.42 | 23.05 | <0.0001 | |
| BC | 4.36 | 1 | 4.36 | 70.54 | <0.0001 | |
| A2 | 4.77 | 1.00 | 4.77 | 77.16 | <0.0001 | |
| Residual | 2.72 | 44.00 | 0.062 | |||
| Lack of Fit | 2.13 | 35.00 | 0.061 | 0.92 | 0.6029 | Not Significant |
| Pure Error | 0.59 | 9.00 | 0.066 | |||
| Cor Total | 128.32 | 53 |
| Exp. Test | Feed | Speed | DOC | Time | Avg. Experimented | Predicted | Error % |
|---|---|---|---|---|---|---|---|
| 1 | 0.5 | 75 | 2 | 4 | 3.563 | 3.417 | 4.3 |
| 2. | 0.6 | 60 | 3 | 12 | 4.599 | 4.453 | 3.3 |
| 3. | 0.4 | 80 | 2 | 8 | 2.737 | 2.834 | −3.4 |
| 4. | 0.65 | 110 | 3.5 | 8 | 5.787 | 5.657 | 2.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raza, S.M.; Khan, A.M.; Farooq, M.U.; Iqbal, A.; Pimenov, D.Y.; Giasin, K.; Leksycki, K. Modelling and Analysis of Surface Evolution on Turning of Hard-to-Cut CLARM 30NiCrMoV14 Steel Alloy. Metals 2021, 11, 1751. https://doi.org/10.3390/met11111751
Raza SM, Khan AM, Farooq MU, Iqbal A, Pimenov DY, Giasin K, Leksycki K. Modelling and Analysis of Surface Evolution on Turning of Hard-to-Cut CLARM 30NiCrMoV14 Steel Alloy. Metals. 2021; 11(11):1751. https://doi.org/10.3390/met11111751
Chicago/Turabian StyleRaza, Syed Muhammad, Aqib Mashood Khan, Muhammad Umar Farooq, Asif Iqbal, Danil Yurievich Pimenov, Khaled Giasin, and Kamil Leksycki. 2021. "Modelling and Analysis of Surface Evolution on Turning of Hard-to-Cut CLARM 30NiCrMoV14 Steel Alloy" Metals 11, no. 11: 1751. https://doi.org/10.3390/met11111751
APA StyleRaza, S. M., Khan, A. M., Farooq, M. U., Iqbal, A., Pimenov, D. Y., Giasin, K., & Leksycki, K. (2021). Modelling and Analysis of Surface Evolution on Turning of Hard-to-Cut CLARM 30NiCrMoV14 Steel Alloy. Metals, 11(11), 1751. https://doi.org/10.3390/met11111751