
Experimental Investigation on Machinability of Titanium Alloy by Laser-Assisted End Milling


Abstract
:1. Introduction
2. Material and Methods
2.1. Experimental Set-Up
2.2. Workpiece Material and Absorptivity
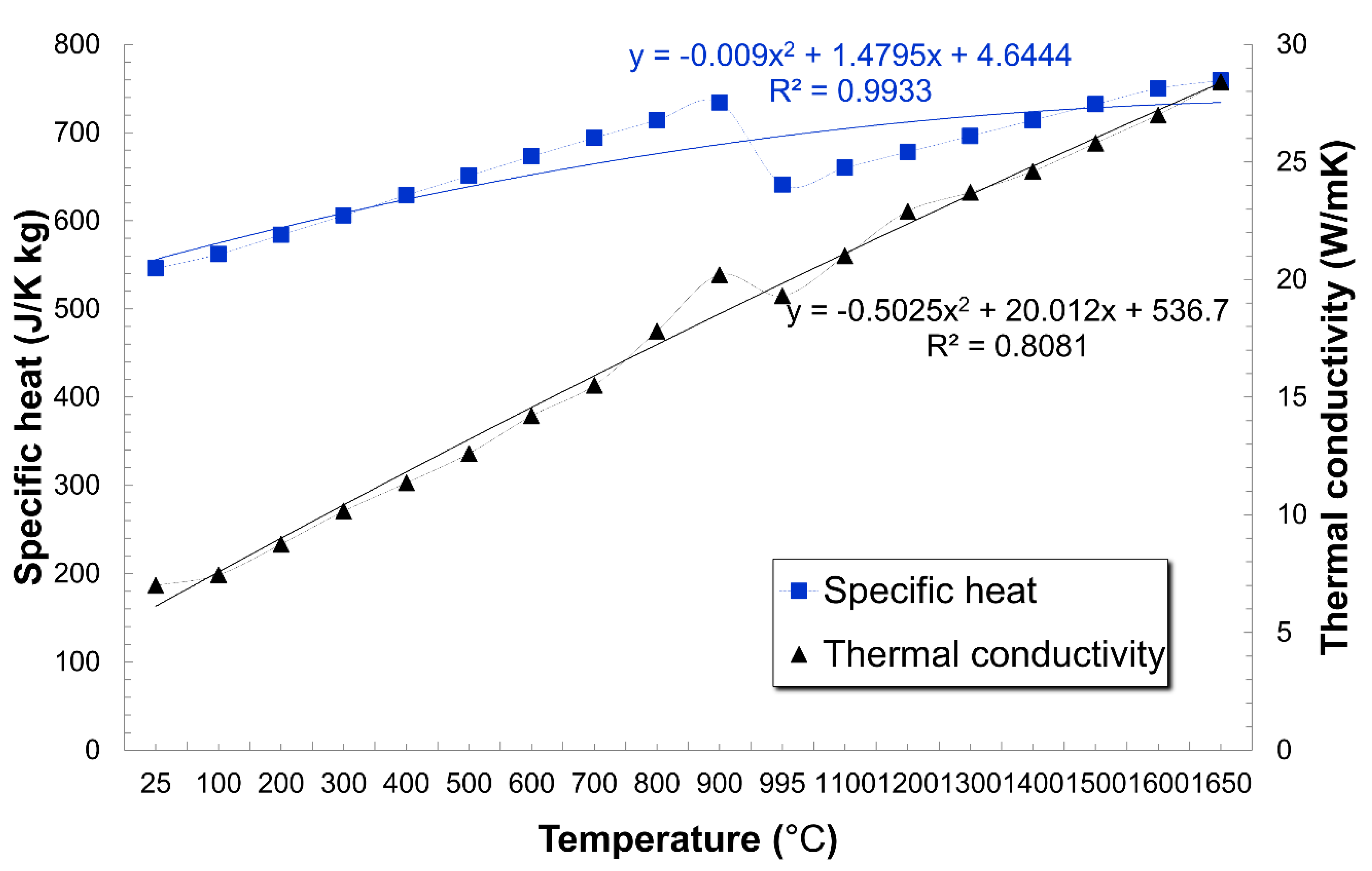
2.3. Thermal Analysis
3. Results and Discussion
3.1. Experiment
3.2. Surface Roughness and Cutting Tool Damage
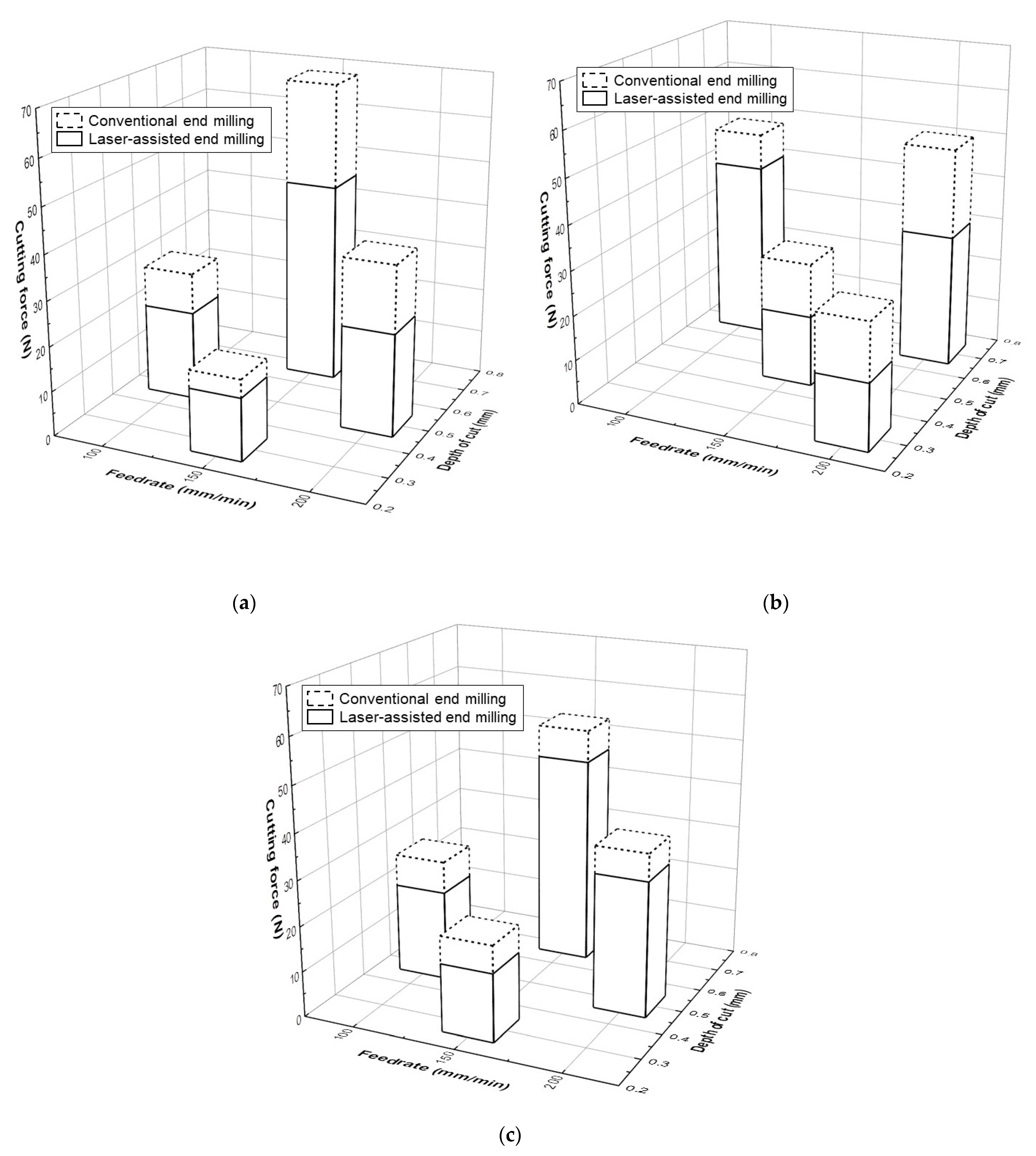
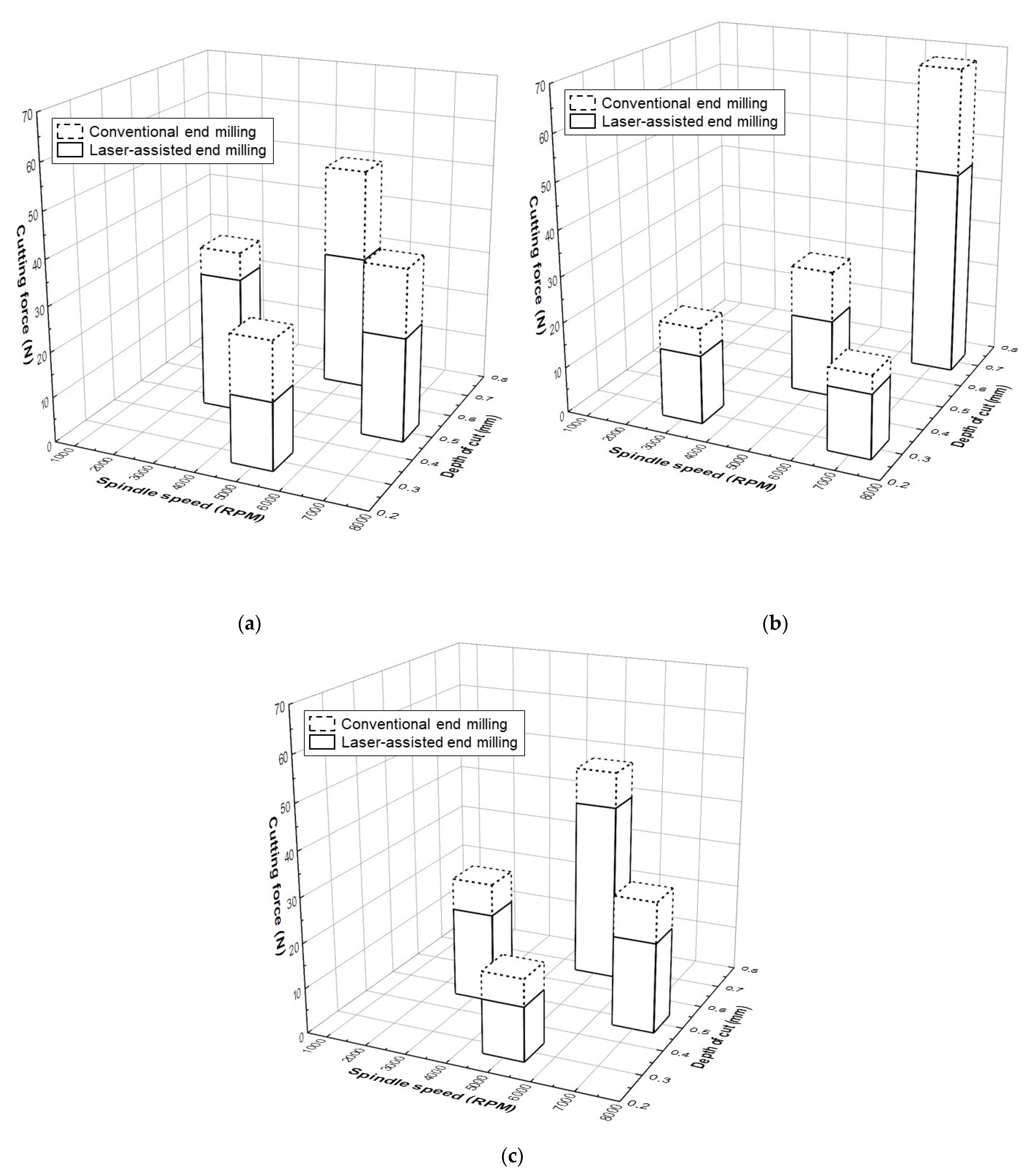
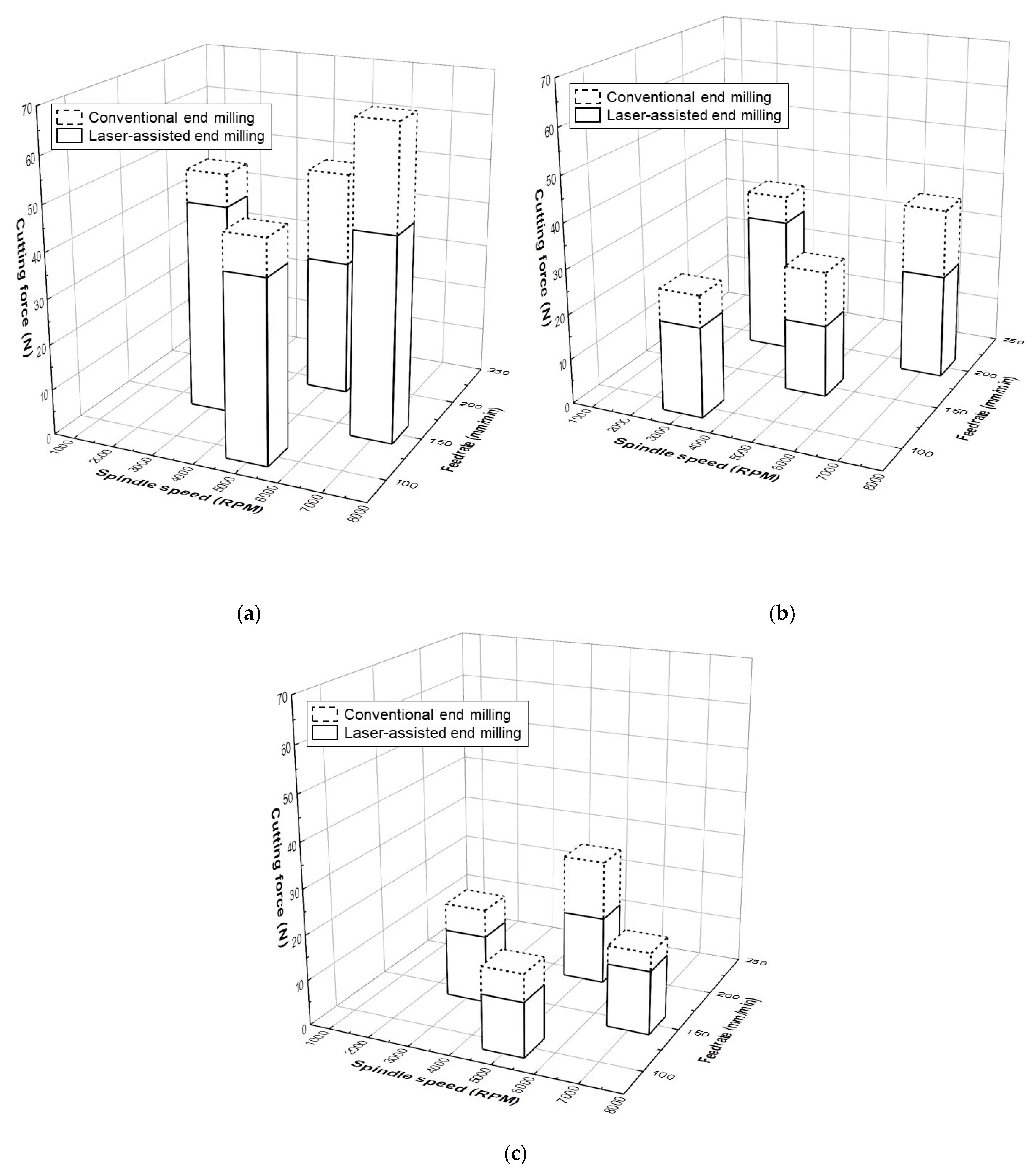
3.3. Influence of Machining Parameters on Cutting Force Reduction
4. Conclusions
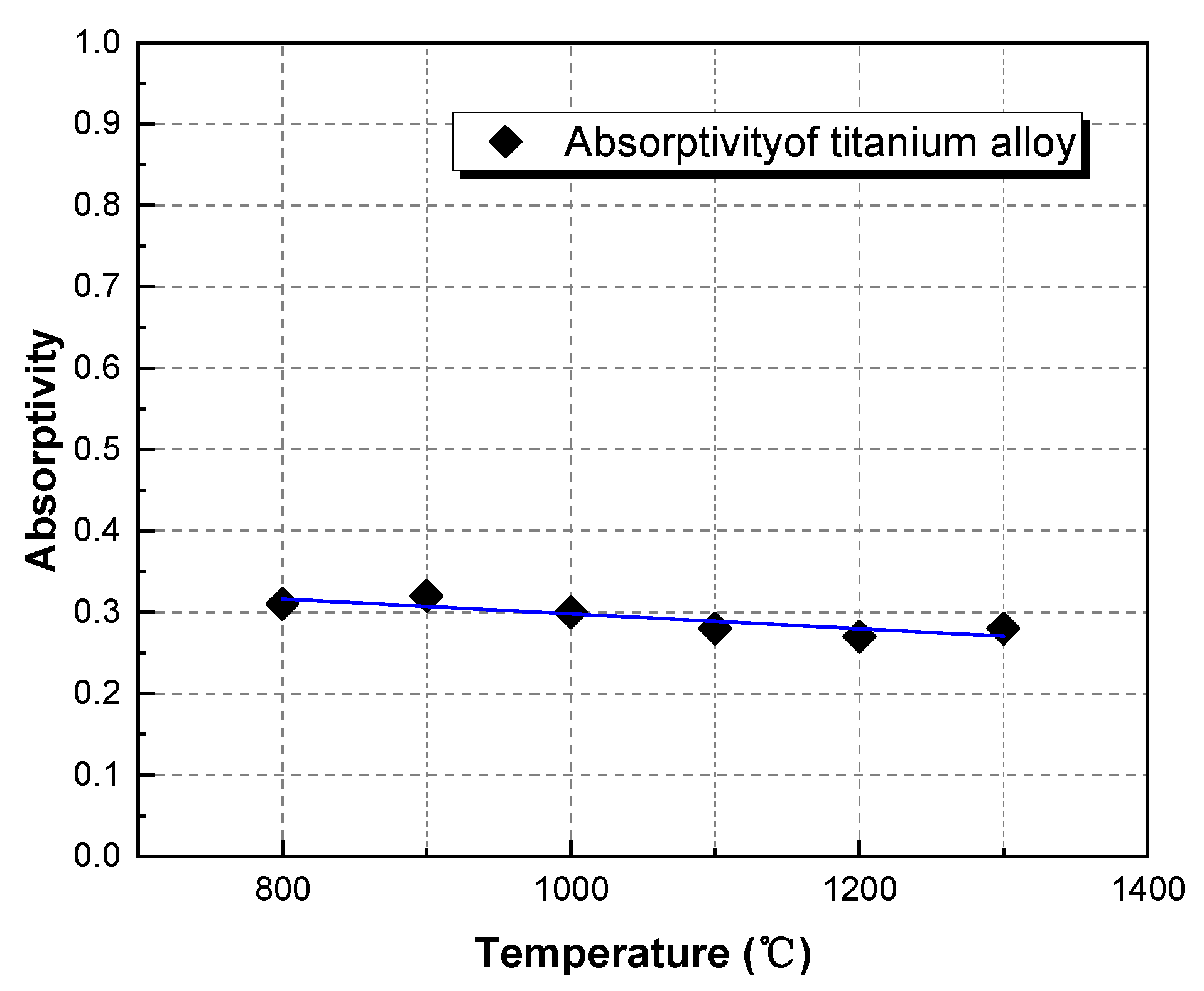
- The absorptivity of Ti-6Al-4V titanium alloy was calculated by conducting heating experiments. The absorptivity was approximately 0.3 by the high-power diode laser.
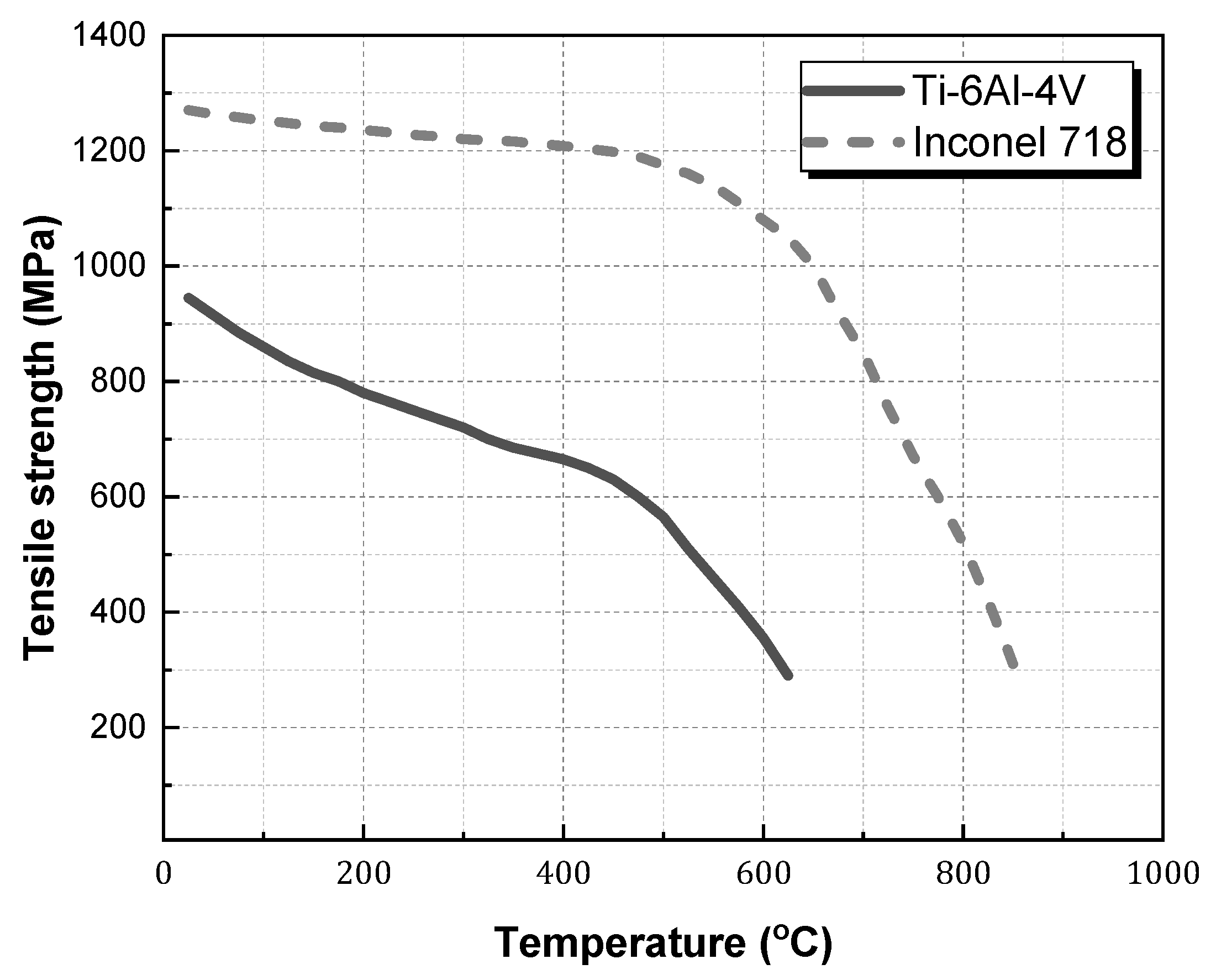
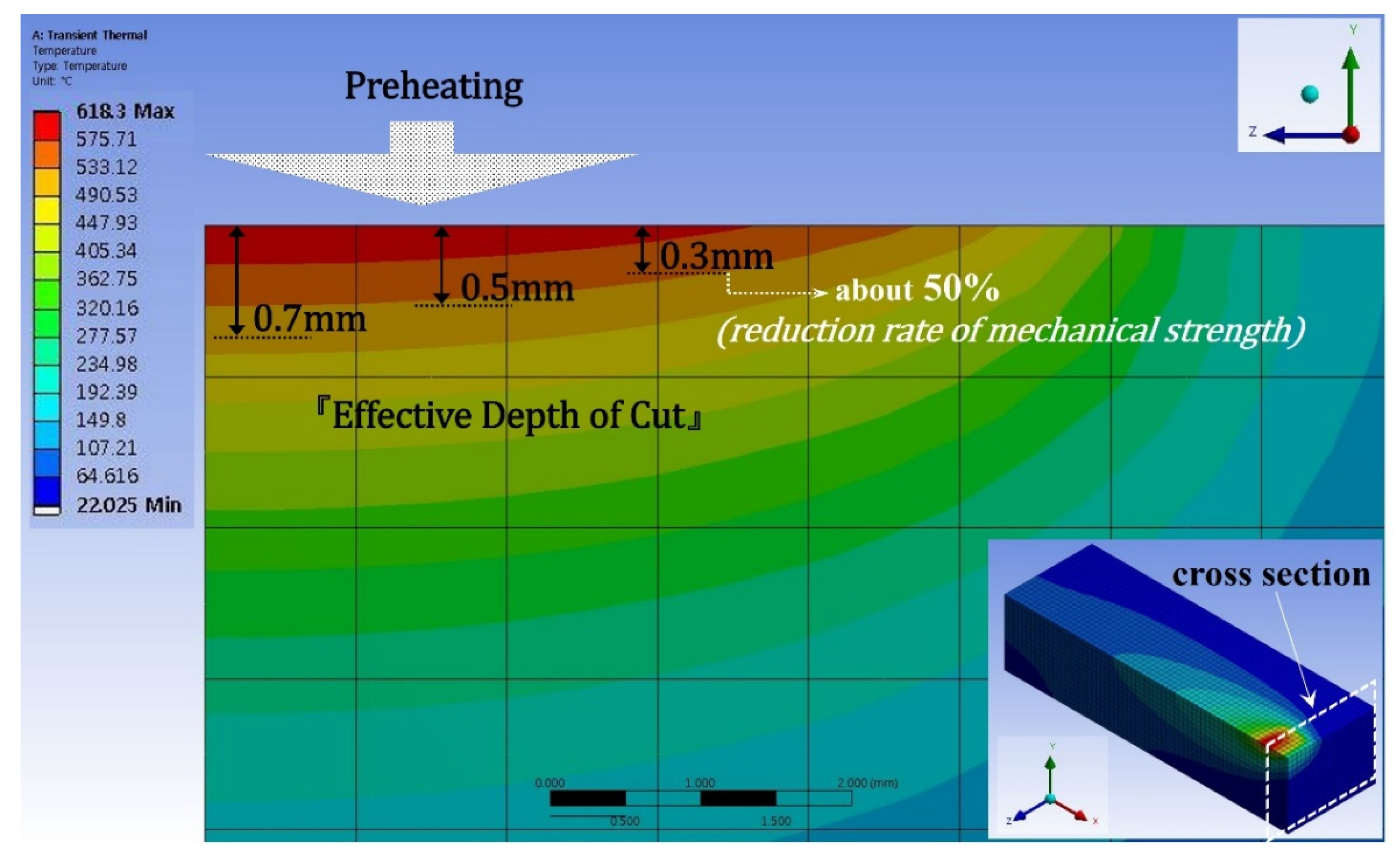
- The 3D transient analysis model was established. The depth of cut was selected through thermal analysis results, in consideration with the depth that was heated to a temperature of up to 500 °C, where the tensile strength sharply decreased.
- The experiments were performed with conventional machining and laser-assisted machining. Surface roughness, tool wear, and cutting force were evaluated.
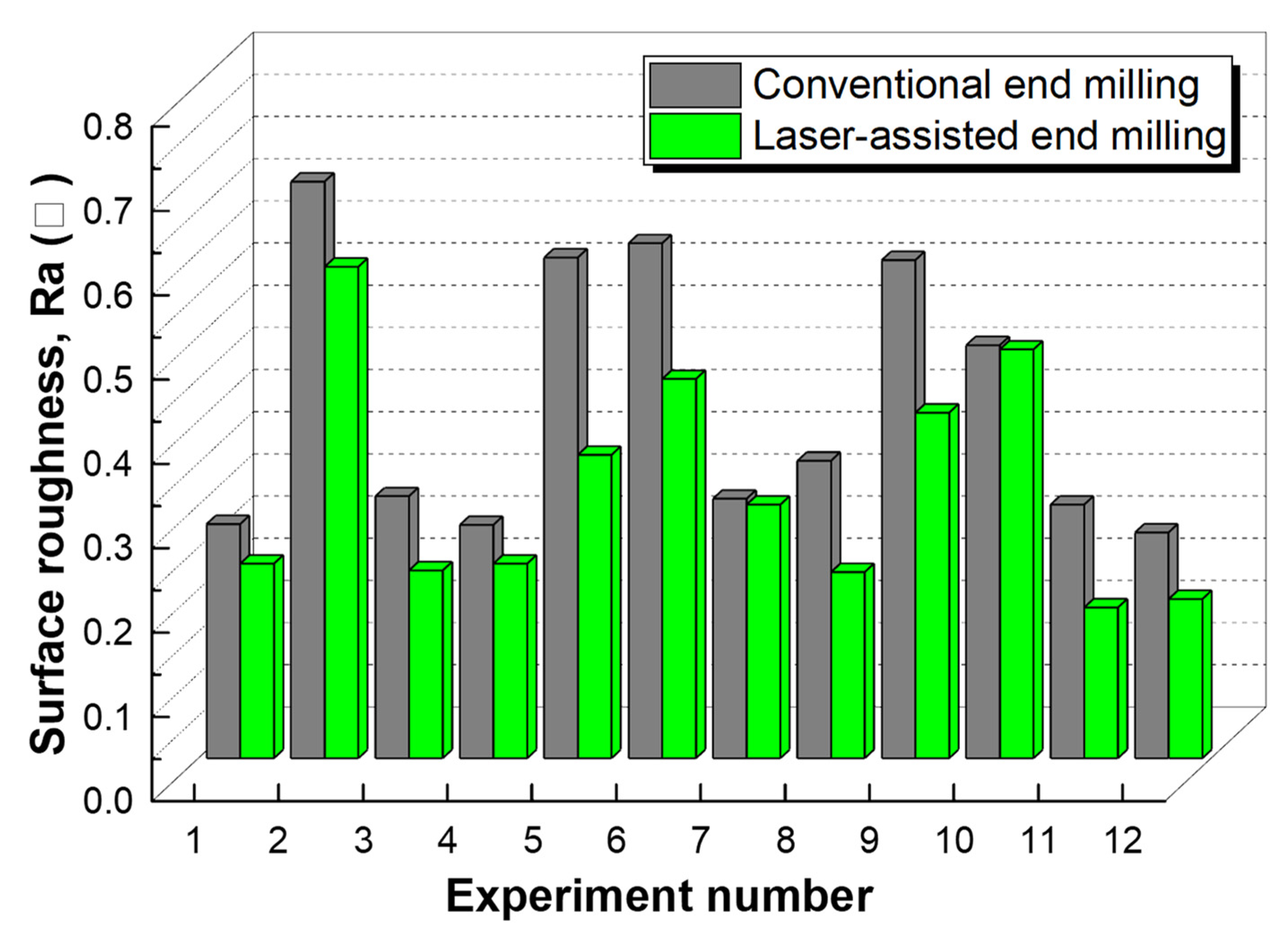
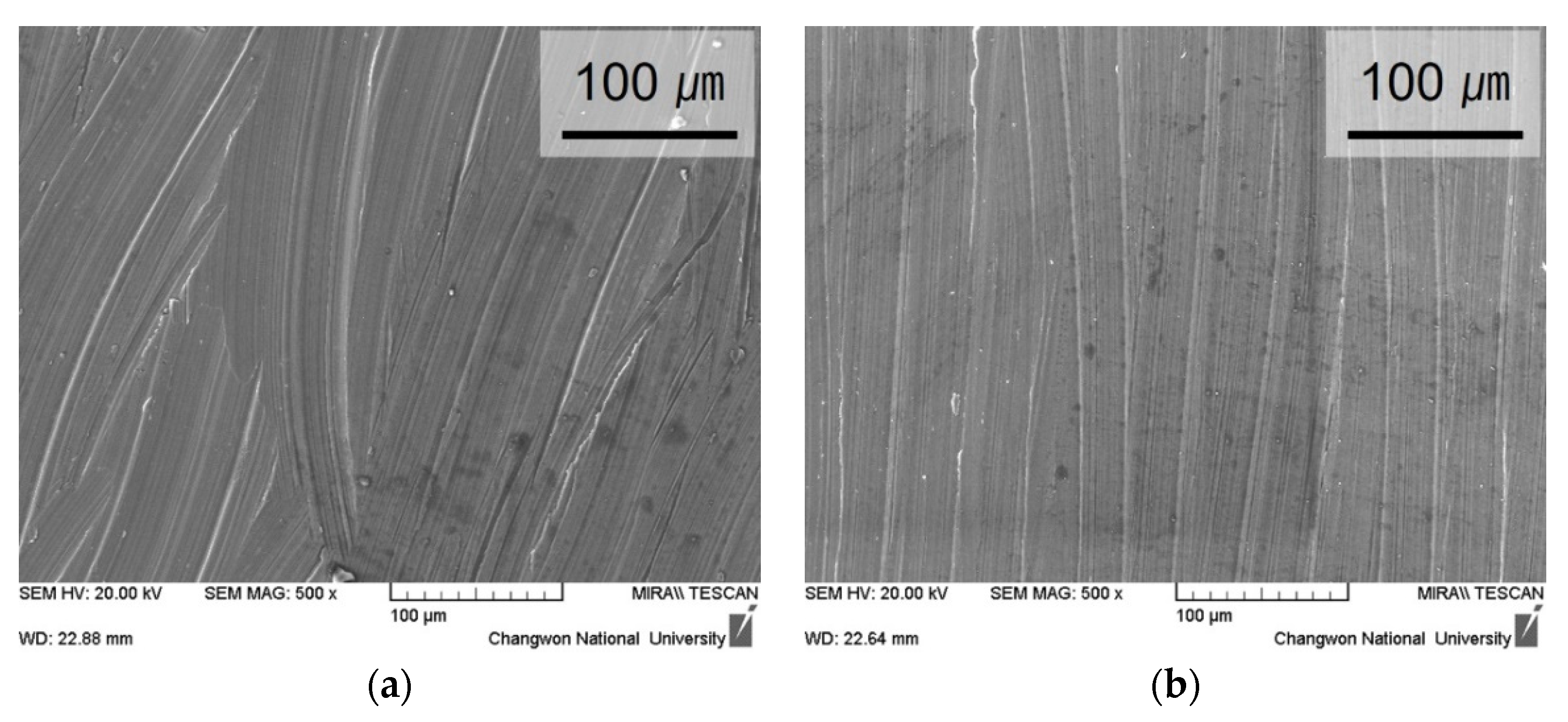
- The surface roughness was improved by the laser-assisted end milling compared to the results of conventional end milling in all cases. Additionally, the cutting tool wears were measured. It was confirmed that laser-assisted end milling was better than conventional milling in terms of cutting tool damage. The fact that a cutting tool’s life can be extended by using laser-assisted machining is not well defined. The tool’s life is evaluated by specific conditions of cutting parameters, laser parameters, cutting tool type, and material.
- Laser-assisted end milling reduced the cutting forces in line with increasing preheated workpiece temperatures. Reduction in the cutting force of up to 49% was achieved at 5000 RPM of spindle speed, 200 mm/min of feed rate, and 0.3 mm of depth of cut.
5. Future Research Perspectives
- Three-dimensional laser-assisted milling of workpieces with complicated shapes is needed to apply products to industry fields. However, it is highly challenging to control cutting tool axes and laser module axes simultaneously. Therefore, a control method should be developed to effectively machine a complex tool path.
- Damage to the cutting tool can be caused by a high-temperature heat source, which can decrease accuracy and increase costs. Therefore, a new cutting tool should be developed with heat resistance and hardness in mind.
- More studies are necessary to determine the optimum machining conditions in laser-assisted milling. Various factors affecting machining, including machining parameters, type of laser, and material characteristics, should be considered simultaneously.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbol | Name | Unit |
| A | Absorptivity | |
| Weight of the workpiece | g | |
| Specific heat | J/k·kg | |
| Temperature rise | °C | |
| Laser power | W | |
| Heating time of the laser | s | |
| Density | Kg/m3 | |
| Thermal conductivity | W/m·K | |
| Power per unit volume | W/m3 | |
| Heat flux | W/m2 | |
| Heat transfer coefficient | W/(m2K) | |
| Surface temperature | °C | |
| Ambient temperature | °C |
References
- Lee, C.M.; Kim, D.H.; Baek, J.T.; Kim, E.J. Laser Assisted Milling Device: A Review. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 199–208. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, C.M. A Study of Cutting Force and Preheating-Temperature Prediction for Laser-Assisted Milling of Inconel 718 and AISI 1045 steel. Int. J. Heat Mass Transf. 2014, 71, 264–274. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, C.M. A Study on the Laser-Assisted Ball-End Milling of Difficult-to-cut Materials using a New Back-and-forth Preheating Method. Int. J. Adv. Manuf. Technol. 2016, 85, 1825–1834. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental Investigation and 3D Finite Element Prediction of the Heat Affected Zone during Laser Assisted Machining of Ti6Al4V Alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Thermally Enhanced Machining of Hard-to-machine Materials-A Review. Int. J. Mach. Tools Manuf. 2010, 50, 663–680. [Google Scholar] [CrossRef]
- Che-Haron, C.H.; Jawaid, A. The Effect of Machining on Surface Integrity of Titanium Alloy Ti-6% Al-4%V. J. Mater. Process. Technol. 2005, 166, 188–192. [Google Scholar] [CrossRef]
- Arrazola, P.-J.; Garay, A.; Iriarte, L.-M.; Armendia, M.; Marya, S.; Le Maître, F. Machinability of Titanium Alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef] [Green Version]
- Ezugwu, E.O.; Da Silva, R.B.; Sales, W.F.; Machado, A.R. Overview of the Machining of Titanium Alloys. Encyclopedia Sustain. Technol. 2017, 2, 487–506. [Google Scholar]
- Brecher, C.; Rosen, C.J.; Emonts, M. Laser-assisted Milling of Advanced Materials. Phys. Procedia 2010, 5, 259–272. [Google Scholar] [CrossRef]
- Sim, M.S.; Lee, C.M. Determination of Optimal Laser Power according to the Tool Path Inclination Angle of a Titanium Alloy Workpiece in Laser-Assisted Machining. Int. J. Adv. Manuf. Technol. 2016, 83, 1717–1724. [Google Scholar] [CrossRef]
- Oh, N.S.; Woo, W.S.; Lee, C.M. A Study on the Machining Characteristics and Energy Efficiency of Ti-6Al-4V in Laser-Assisted Trochoidal Milling. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 37–45. [Google Scholar] [CrossRef]
- Zhai, C.; Xu, J.; Li, Y.; Hou, Y.; Yuan, S.; Wang, X.; Liu, Q. Study on Surface Heat-Affected Zone and Surface Quality of Ti-6Al-4V Alloy by Laser-Assisted Micro-Cutting. Int. J. Adv. Manuf. Technol. 2020, 109, 2337–2352. [Google Scholar] [CrossRef]
- Kalantari, O.; Jafarian, F.; Fallah, M.M. Comparative Investigation of Surface Integrity in Laser Assisted and Conventional Machining of Ti-6Al-4V alloy. J. Manuf. Process. 2021, 62, 90–98. [Google Scholar] [CrossRef]
- Dargusch, M.S.; Sivarupan, T.; Bermingham, M.; Rashid, R.A.R.; Palanisamy, S.; Sun, S. Challenges in Laser-Assisted Milling of Titanium Alloys. Int. J. Extrem. Manuf. 2021, 3, 015001. [Google Scholar] [CrossRef]
- Feng, Y.; Hung, T.P.; Lu, Y.T.; Lin, Y.F.; Hsu, F.C.; Lin, C.F.; Lu, Y.C.; Liang, S.Y. Residual Stress Prediction in Laser-Assisted Milling considering Recrystallization Effects. Int. J. Adv. Manuf. Technol. 2019, 102, 393–402. [Google Scholar] [CrossRef]
- Feng, Y.; Hung, T.P.; Lu, Y.T.; Lin, Y.F.; Hsu, F.C.; Lin, C.F.; Lu, Y.C.; Liang, S.Y. Analytical Prediction of Temperature in Laser-Assisted Milling with Laser Preheating and Machining Effects. Int. J. Adv. Manuf. Technol. 2019, 100, 3185–3195. [Google Scholar] [CrossRef]
- Hourmand, M.; Sarhan, A.A.D.; Sayuti, M.; Hamdi, M. A Comprehensive Review on Machining of Titanium Alloys. Arab. J. Sci. Eng. 2021, 46, 7087–7123. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, I.V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kaplonek, W. Improvement of Machinability of Ti and its Alloys using Cooling-Lubrication Techniques: A Review and Future Prospect. J. Mater. Res. Technol-JMRT. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6AL4V. Metals 2021, 11, 1461. [Google Scholar] [CrossRef]
- Bharat, N.; Bose, P.S.C. An Overview on Machinability of Hard to cut Materials using Laser Assisted Machining. Mater. Today Proc. 2021, 43, 665–672. [Google Scholar] [CrossRef]
- Mruthunjaya, M.; Yogesha, K.B. A Review on Conventional and Thermal Assisted Machining of Titanium Based Alloy. Mater. Today Proc. 2021, 46, 8466–8472. [Google Scholar] [CrossRef]
- Luan, X.; Meng, J.; Huang, B.; Dong, X.; Hu, Y.; Zhao, Y.; Zhang, H.; Qu, L. Machining Characteristics of Ti6Al4V alloy in Laser-Assisted Machining under Minimum Quantity Lubricant. Int. J. Adv. Manuf. Technol. 2021, 112, 775–785. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, C.M. A Fundamental Study on the Absorptivity of Diode laser for Titanium Alloy. In Proceedings of the KSMTE Spring Conference, Busan, Korea, 25–26 April 2013; p. 235. [Google Scholar]
- Kim, D.H. Laser Processing; revised edition; Kyungmoon Publishers: Seoul, Korea, 2005; pp. 208–219. [Google Scholar]
- Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamentals of Heat and Mass Transfer, 6th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2007; pp. 70–95. [Google Scholar]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys, 1st ed.; Antony Rowe Ltd.: Wiltshire, UK, 2002; p. 217. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element. | N | C | H | F | O | Al | V | Ti |
|---|---|---|---|---|---|---|---|---|
| Weight % | 0.05 | 0.08 | 0.015 | 0.40 | 0.20 | 5.50-6.75 | 3.50-4.50 | Bal. |
| Temp. (°C) | Density (kg/m3) | Temp. (°C) | Density (kg/m3) | Temp. (°C) | Density (kg/m3) |
|---|---|---|---|---|---|
| 25 | 4420 | 600 | 4336 | 1200 | 4252 |
| 100 | 4406 | 700 | 4324 | 1300 | 4240 |
| 200 | 4395 | 800 | 4309 | 1400 | 4225 |
| 300 | 4381 | 900 | 4294 | 1500 | 4205 |
| 400 | 4366 | 995 | 4282 | 1600 | 4198 |
| Parameters | Levels | ||
|---|---|---|---|
| Spindle speed (RPM) | 3000 | 5000 | 7000 |
| Feed rate (mm/min) | 100 | 150 | 200 |
| Depth of cut (mm) | 0.3 | 0.5 | 0.7 |
| Run Order | Spindle Speed (RPM) | Feed Rate (mm/min) | Depth of Cut (mm) | Surface Roughness, Ra (μm) | Cutting Force (N) | ||
|---|---|---|---|---|---|---|---|
| CM 1 | LAM 2 | CM 1 | LAM 2 | ||||
| 1 | 7000 | 100 | 0.5 | 0.278 | 0.231 | 29 | 20 |
| 2 | 5000 | 200 | 0.7 | 0.684 | 0.583 | 50 | 30 |
| 3 | 7000 | 150 | 0.3 | 0.311 | 0.223 | 18 | 14 |
| 4 | 7000 | 200 | 0.5 | 0.277 | 0.231 | 38 | 23 |
| 5 | 5000 | 150 | 0.5 | 0.594 | 0.360 | 28 | 16 |
| 6 | 7000 | 150 | 0.7 | 0.611 | 0.450 | 68 | 45 |
| 7 | 3000 | 200 | 0.5 | 0.308 | 0.301 | 36 | 30 |
| 8 | 5000 | 200 | 0.3 | 0.353 | 0.221 | 28 | 15 |
| 9 | 3000 | 150 | 0.7 | 0.591 | 0.410 | 53 | 46 |
| 10 | 5000 | 100 | 0.7 | 0.490 | 0.485 | 48 | 40 |
| 11 | 3000 | 150 | 0.3 | 0.301 | 0.179 | 21 | 15 |
| 12 | 5000 | 100 | 0.3 | 0.268 | 0.189 | 18 | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, D.-H.; Lee, C.-M. Experimental Investigation on Machinability of Titanium Alloy by Laser-Assisted End Milling. Metals 2021, 11, 1552. https://doi.org/10.3390/met11101552
Kim D-H, Lee C-M. Experimental Investigation on Machinability of Titanium Alloy by Laser-Assisted End Milling. Metals. 2021; 11(10):1552. https://doi.org/10.3390/met11101552
Chicago/Turabian StyleKim, Dong-Hyeon, and Choon-Man Lee. 2021. "Experimental Investigation on Machinability of Titanium Alloy by Laser-Assisted End Milling" Metals 11, no. 10: 1552. https://doi.org/10.3390/met11101552
APA StyleKim, D.-H., & Lee, C.-M. (2021). Experimental Investigation on Machinability of Titanium Alloy by Laser-Assisted End Milling. Metals, 11(10), 1552. https://doi.org/10.3390/met11101552