
Influence of the Process Parameters on the Quality and Efficiency of the Resistance Spot Welding Process of Advanced High-Strength Complex-Phase Steels



Abstract
:1. Introduction
2. Materials, Equipment and Methods
2.1. Base Material
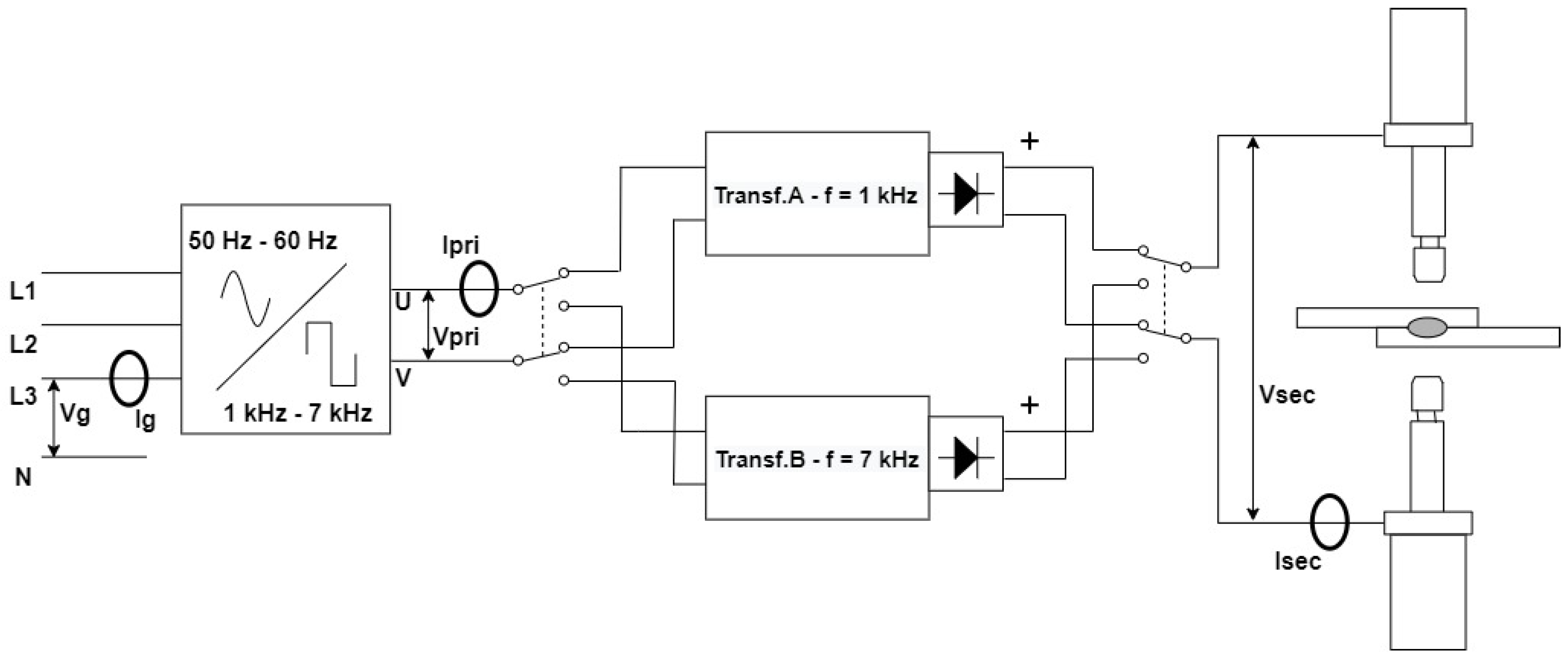
2.2. Equipment
2.3. Tests and Methods
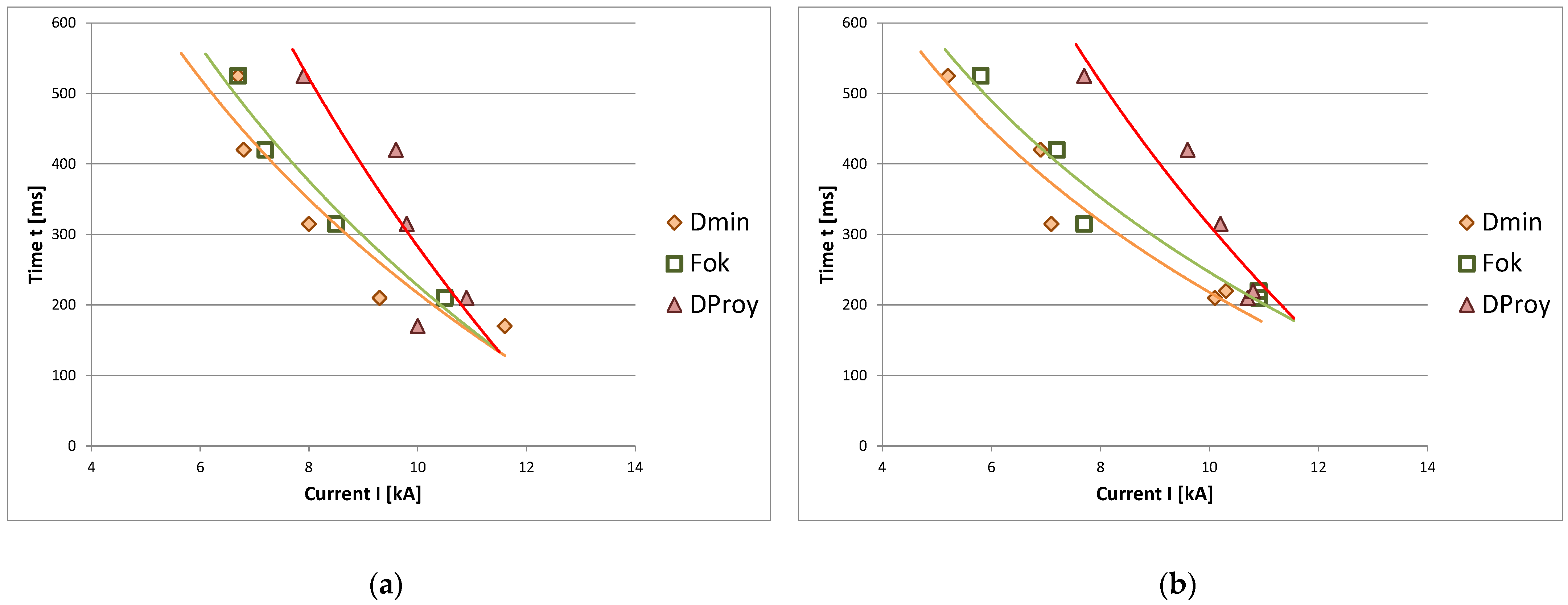
2.4. Weldability Lobe Criteria
2.5. Quality Criteria
3. Results and Discussions
3.1. Study of the Base Material
3.2. Weldability Lobes
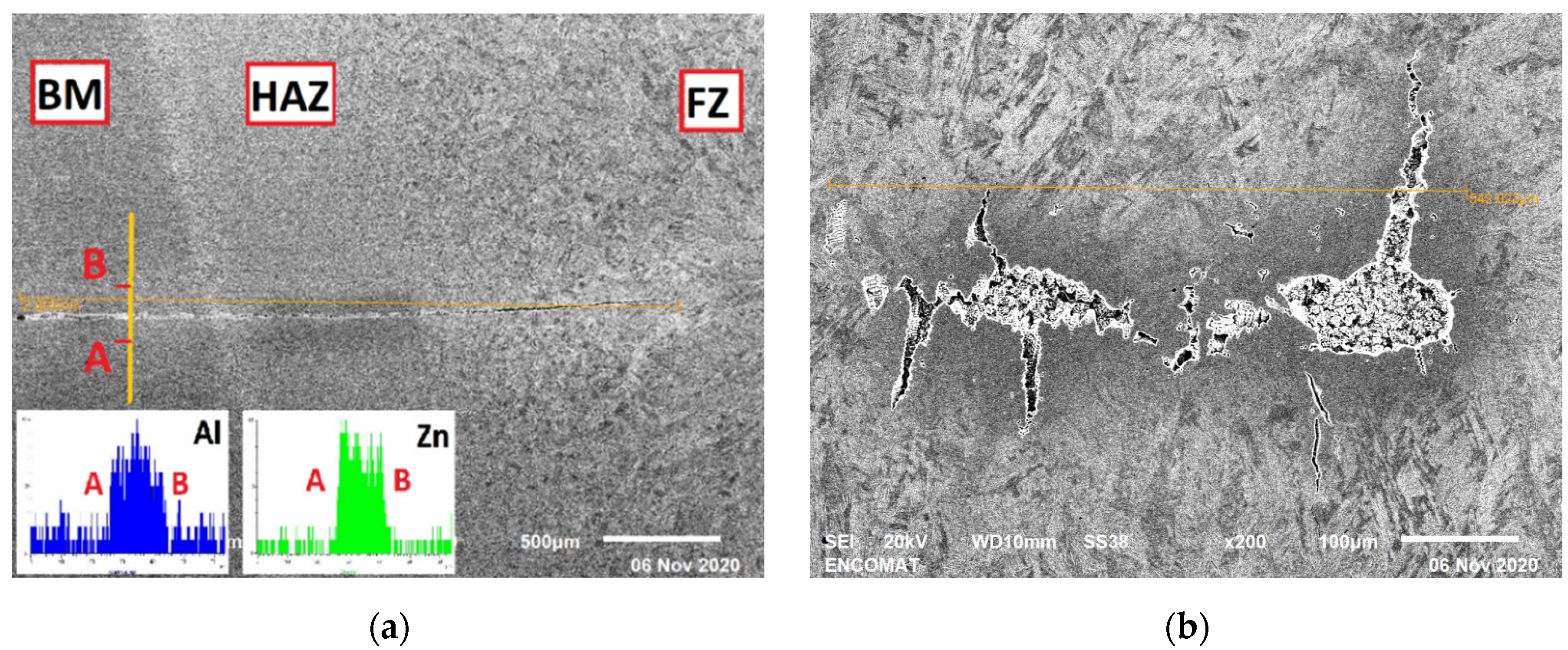
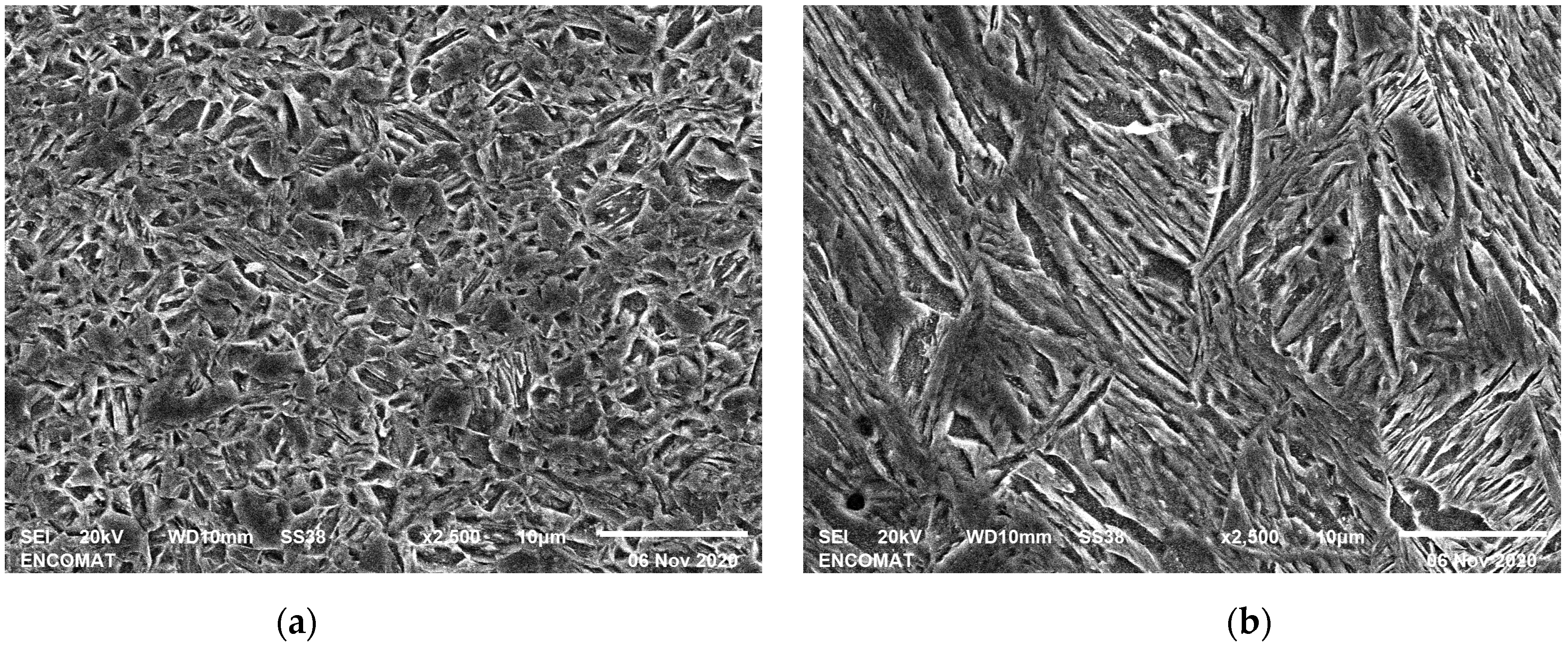
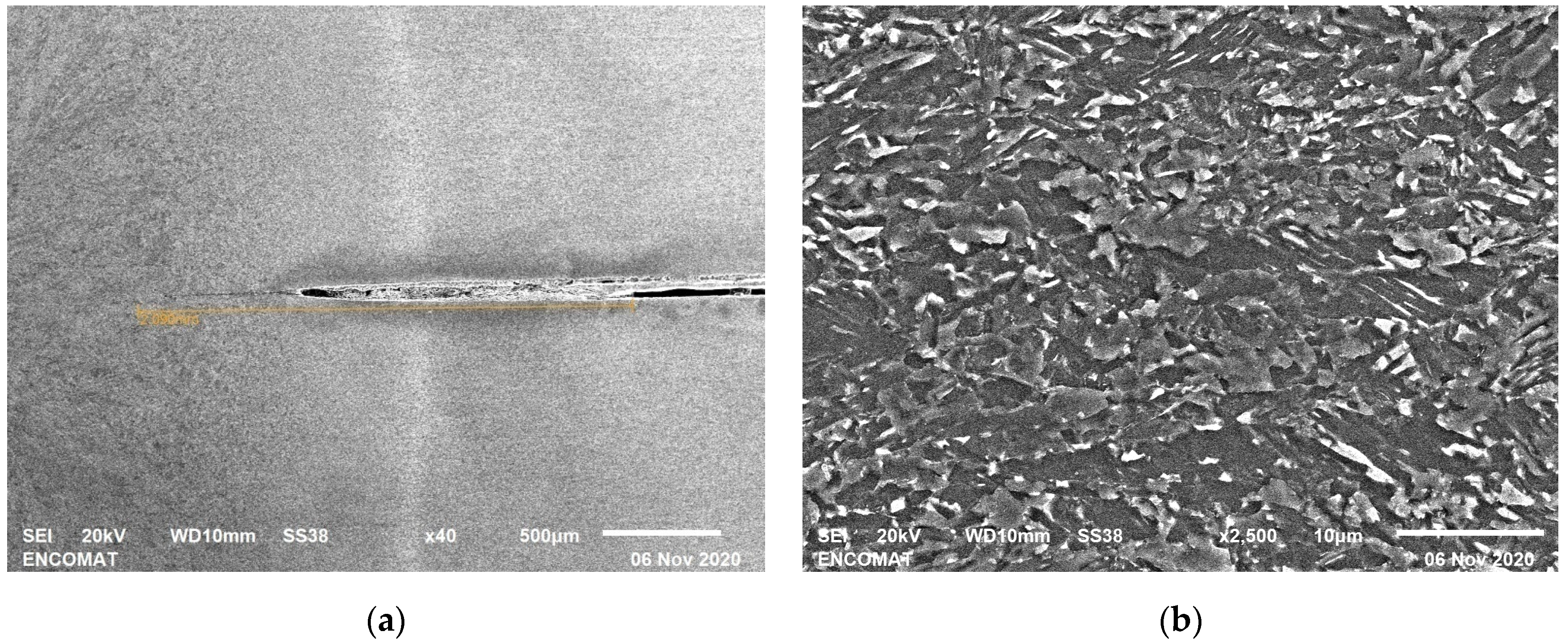
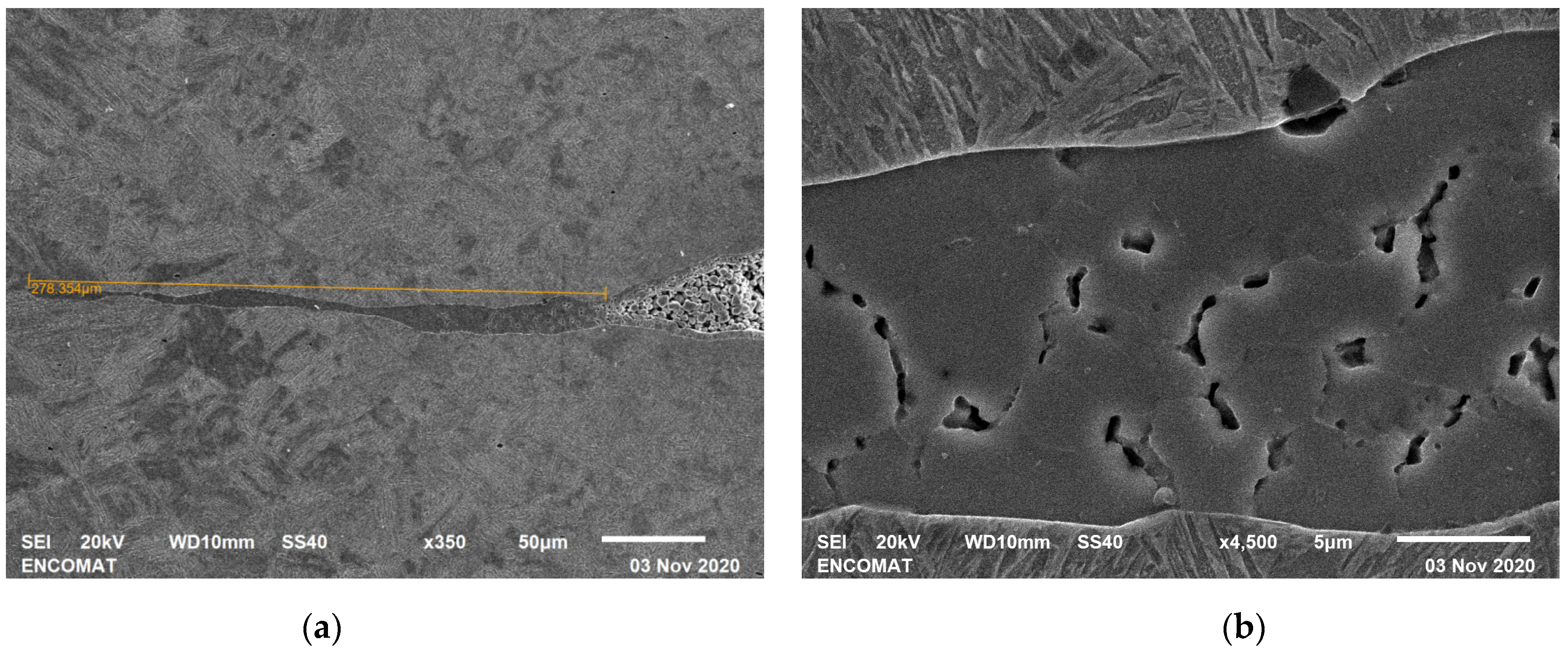
3.3. Geometry and Microstructure of the Weld Point
3.4. Weld Spot Diameter
3.5. Hardness Analysis
3.6. Shear Tensile Test
3.7. Efficiency
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Arcelor Mittal. 1st Generation AHSS. Available online: https://automotive.arcelormittal.com/products/flat/first_gen_AHSS/overview (accessed on 20 September 2021).
- Tamarelli, C.M. AHSS 101: The evolving use of advanced high strength steels for automotive applications. Available online: http://www.autosteel.org/ (accessed on 15 April 2020).
- Keeler, S.; Kimchi, M.; Mooney, P.J. Advanced High-Strength Steels Guidelines Version 6.0. 2017. Available online: https://www.worldautosteel.org/projects/advanced-high-strength-steel-application-guidelines/ (accessed on 20 April 2020).
- Complex-Phase Steels CP-W and CP-K. For Weight-Saving Manufacturing of High-Strength Components and Reinforcements. ThyssenKrupp Steel Eur. 2014. Available online: https://automotive.arcelormittal.com/products/flat/first_gen_AHSS/CP (accessed on 15 June 2020).
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry: A review. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Abad, F.; Bisbe, J.M. Manual de Soldadura por Resistencia; Junta de Castilla y León. Consejería de Industría: Valladolid, Spain, 2002. [Google Scholar]
- Devarasiddappa, D. Automotive Applications of Welding Technology-A Study. Int. J. Mod. Eng. Res. 2014, 4, 7. [Google Scholar]
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403. [Google Scholar] [CrossRef]
- Müftüoǧlu, F.; Keskinel, T. Effect of coating thickness on electrode life in the spot welding of galvanized steels. Turkish J. Eng. Environ. Sci. 2007, 31, 183–187. [Google Scholar] [CrossRef]
- Hamedi, M.; Atashparva, M. A review of electrical contact resistance modeling in resistance spot welding. Weld. World 2017, 61, 269–290. [Google Scholar] [CrossRef]
- Wu, P. Testing and Modeling of Machine Properties in Resistance Welding. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, 2004. [Google Scholar]
- RWMA. Resistance Welding Manual; RWMA: Philadelphia, PA, USA, 2003; pp. 1–503. [Google Scholar]
- SSAB DOCOL The Automotive Steel. Welding of AHSS/UHSS Steel. 2015. Available online: https://www.ssab.com/brands-and-products/docol (accessed on 21 June 2020).
- Batista, M.; Furlanetto, V.; Brandi, S.D. Development of a resistance spot welding process using additive manufacturing. Metals 2020, 10, 555. [Google Scholar] [CrossRef]
- Li, X.; Ramazani, A.; Prahl, U.; Bleck, W. Quantification of complex-phase steel microstructure by using combined EBSD and EPMA measurements. Mater. Charact. 2018, 142, 179–186. [Google Scholar] [CrossRef]
- Murugan, S.P.; Jeon, J.B.; Ji, C.; Park, Y. Do Liquid zinc penetration induced intergranular brittle cracking in resistance spot welding of galvannealed advanced high strength steel. Weld. World 2020, 64, 1957–1969. [Google Scholar] [CrossRef]
- Recommended Practices for Resistance Welding AWS C1.1M/C1.1:2000. 2000. Available online: https://pubs.aws.org/ (accessed on 10 January 2021).
- Akulwar, S.; Akela, A.; Satish Kumar, D.; Ranjan, M. Resistance Spot Welding Behavior of Automotive Steels. Trans. Indian Inst. Met. 2021, 74, 601–609. [Google Scholar] [CrossRef]
- Khan, M.I.; Kuntz, M.L.; Zhou, Y. Effects of weld microstructure on static and impact performance of resistance spot welded joints in advanced high strength steels. Sci. Technol. Weld. Join. 2008, 13, 294–304. [Google Scholar] [CrossRef]
- Marconi, C.D.; Castillo, M.J.; Consigli, C.F.; Svoboda, H.G. Optimización del proceso RSW para acero DP 1000. Rev. Mater. 2018, 23. [Google Scholar] [CrossRef] [Green Version]
- Amirthalingam, M.; van der Aa, E.M.; Kwakernaak, C.; Hermans, M.J.M.; Richardson, I.M. Elemental segregation during resistance spot welding of boron containing advanced high strength steels. Weld. World 2015, 59, 743–755. [Google Scholar] [CrossRef] [Green Version]
- Huin, T.; Dancette, S.; Fabrègue, D.; Dupuy, T. Investigation of the failure of advanced high strength steels heterogeneous spot welds. Metals 2016, 6, 111. [Google Scholar] [CrossRef]
- Williams, N.T.; Parker, J.D. Review of resistance spot welding of steel sheets: Part 1 - Modelling and control of weld nugget formation. Int. Mater. Rev. 2004, 49, 45–75. [Google Scholar] [CrossRef]
- Zhou, K.; Yao, P. Overview of recent advances of process analysis and quality control in resistance spot welding. Mech. Syst. Signal Process. 2019, 124, 170–198. [Google Scholar] [CrossRef]
- Li, W.; Feng, E.; Cerjanec, D.; Grzadzinski, G.A. Energy Consumption in AC and MFDC resistance spot welding. In Proceedings of the Sheet Metal Welding Conference XI, Sterling Heights, MI, USA, 11–14 May 2004; pp. 1–12. [Google Scholar]
- Alfaro, S.; Wolff, M.; Vargas, J.; Vilarinho, L. Comparison between AC and MF-DC resistance spot welding by using high speed filming. J. Achiev. Mater. Manuf. Eng. 2007, 24, 333–339. [Google Scholar]
- Li, W.; Cerjanec, D.; Grzadzinski, G.A. A comparative study of single-phase AC and multiphase DC resistance spot welding. J. Manuf. Sci. Eng. Trans. ASME 2005, 127, 583–589. [Google Scholar] [CrossRef]
- Wagner, M.; Bernet, S. High frequency inverter for resistance spot welding applications with increased power cycling capability. IEEE Africon Conf. 2013. [Google Scholar] [CrossRef]
- Corporation, B.S. Development of a Portable AC/DC Welding Power Supply Module; Naval Surface Warfare Center, Bethesda: Rockville, MD, USA, 1975. [Google Scholar]
- Habjan, G.; Petrun, M. Impact of the winding arrangement on efficiency of the resistance spot welding transformer. Energies 2019, 12, 3735. [Google Scholar] [CrossRef] [Green Version]
- Rashidi, A.M. Resistance Spot Welding—Effect of Welding Transformer and Electrode Tip on Weld Nugget Formation. 2018. Available online: https://www.researchgate.net/publication/328417150_Resistance_Spot_Welding_-_Effect_of_Welding_Transformer_and_Electrode_Tip_on_Weld_Nugget_Formation?channel=doi&linkId=5bcd168b299bf17a1c661789&showFulltext=true (accessed on 1 September 2021).
- Klopčič, B.; Štumberger, G.; Dolinar, D. Iron core saturation of a welding transformer in a medium frequency resistance spot welding system caused by the asymmetric output rectifier characteristics. In Proceedings of the 2007 IEEE Industry Applications Annual Meeting, New Orleans, LA, USA, 23–27 September 2007; pp. 2319–2326. [Google Scholar] [CrossRef]
- Sakhno, L.I.; Ivanov, I.A.; Nazare, S.N. Analysis of power consumption of high frequency resistance spot welding systems. In Proceedings of the 2017 IEEE Conference of Russian Young Researchers in Electrical and Electronic Engineering (EIConRus), Moscow, Russia, 1–3 February 2017; pp. 322–326. [Google Scholar] [CrossRef]
- Supply Specifications from ArcelorMittal. Available online: https://industeel.arcelormittal.com/ (accessed on 1 September 2021).
- ISO 5821. Resistance Welding. Spot Welding Electrode Caps; ISO: Geneva, Switzerland, 2009. [Google Scholar]
- Kong, J.P.; Han, T.K.; Chin, K.G.; Park, B.G.; Kang, C.Y. Effect of boron content and welding current on the mechanical properties of electrical resistance spot welds in complex-phase steels. Mater. Des. 2014, 54, 598–609. [Google Scholar] [CrossRef]
- ISO 18278-2. Resistance Welding. Weldability. Part 2: Evaluation Procedures for Weldability in Spot Welding; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 14327. Resistance Welding. Procedures for Determining the Weldability Lobe for Resistance Spot, Projection and Seam Welding; ISO: Geneva, Switzerland, 2005. [Google Scholar]
- ISO 14373. Resistance Welding. Procedure for Spot Welding of Uncoated and Coated Low Carbon Steels; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 14273. Specimen Dimensions and Procedure for Shear Testing Resistance Spot, Seam and Embossed Projection Welds; ISO: Geneva, Switzerland, 2002. [Google Scholar]
- Marya, M.; Gayden, X.Q. Development of requirements for resistance spot welding Dual-Phase (DP600) Steels. Part 2: Statistical analyses and process maps. Weld. J. 2005, 84, 197–204. [Google Scholar]
- ISO 14329. Resistance Welding. Destructive Test of Welds. Failure Types and Geometric Measurements for Resistance Spot, Seam and Projection Welds; CEN-CENELEC: Brussels, Belgium, 2004. [Google Scholar]
- ISO 14271. Resistance Welding. Vickers Hardness Testing (Low-Force and Microhardness) of Resistance Spot, Projection, and Seam Welds; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 6892-1. Metallic Materials. Tensile Testing. Part 1: Method of Test at Room Temperature; CEN-CENELEC: Brussels, Belgium, 2020. [Google Scholar]
- Noell, P.J.; Carroll, J.D.; Boyce, B.L. The mechanisms of ductile rupture. Acta Mater. 2018, 161, 83–98. [Google Scholar] [CrossRef]
- Howe, P.; Kelley, S.C. A Comparison of the Resistance Spot Weldability of Bare, Hot–Dipped, Galvannealed, and Electrogalvanized DQSK Sheet Steels. SAE Trans. J. Mater. 1988, 97, 138–152. [Google Scholar]
- Emre, H.E.; Kaçar, R. Resistance spot weldability of galvanize coated and uncoated TRIP steels. Metals 2016, 6, 299. [Google Scholar] [CrossRef] [Green Version]
- Ighodaro, O. Effects of Metallic Coatings on Resistance Spot Weldability of Hot Stamping Steel; University of Waterloo: Waterloo, ON, Canada, 2017. [Google Scholar]
- Chan, K.R. Weldability and Degradation Study of Coated Electrodes for Resistance Spot Welding; University of Waterloo: Waterloo, ON, Canada, 2005. [Google Scholar]
- Jonietz, F.; Myrach, P.; Suwala, H.; Ziegler, M. Examination of Spot Welded Joints with Active Thermography. J. Nondestruct. Eval. 2016, 35, 1–14. [Google Scholar] [CrossRef]
- Hairer, F.; Krempaszky, C.; Werner, E.; Hebesberger, T.; Pichler, A. Influence of Heat Treatment on the Microstructure and Hardness of a Low Alloyed Complex Phase Steel. In Proceedings of the Proceedings of International Doctoral Seminar, Smolenice, Slovakia, 17–19 May 2009. [Google Scholar]
- Shen, Q.; Li, Y.; Lin, Z.; Chen, G. Impact of external magnetic field on weld quality of resistance spot welding. J. Manuf. Sci. Eng. Trans. ASME 2011, 133, 1–7. [Google Scholar] [CrossRef]
- Shen, Q.; Li, Y.B.; Lin, Z.Q.; Chen, G.L. Effect of external constant magnetic field on weld nugget of resistance spot welded dual-phase steel DP590. IEEE Trans. Magn. 2011, 47, 4116–4119. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | S | P | V | Al | Si | Cr |
|---|---|---|---|---|---|---|---|---|
| wt% | 0.17 | 2.0 | 0.010 | 0.030 | 0.030 | 0.1 | 0.35 | 0.60 |
| Freq. (Hz) | Specimens | Ensayos | Total Tests | |||||
|---|---|---|---|---|---|---|---|---|
| η | Fm | Φ | HV01 | Macro | SEM | |||
| 1000 | 285 | 244 | 180 | 221 | 26 | 27 | 7 | 705 |
| 7000 | 271 | 237 | 159 | 198 | 26 | 26 | 9 | 655 |
| Total | 556 | 481 | 339 | 419 | 52 | 53 | 16 | 1360 |
| Mechanical Characteristic | Longitudinal_1 | Longitudinal_2 | Transversal_1 | Transversal_2 |
|---|---|---|---|---|
| Re (MPa) | 945.7 | 904.7 | 861.8 | 912.8 |
| Rm (MPa) | 1023.9 | 997.8 | 996.5 | 997.8 |
| A% | 11 | 11.78 | 8.65 | 8.8 |
| Z% | 9.4 | 13.9 | 20.6 | 22.8 |
| Frequency | ||||||||
|---|---|---|---|---|---|---|---|---|
| f = 1000 Hz | f = 7000 Hz | |||||||
| Time (ms) | IDmin (kA) | IFok (kA) | IProy (kA) | Range (kA) | IDmin (kA) | IFok (kA) | IProy (kA) | Range (kA) |
| 170 | 11.6 | - | 10 | - | - | - | - | - |
| 210 | 9.3 | 10.5 | 10.9 | 1.6 | 10.1 | 10.9 | 10.7 | 0.6 |
| 220 | - | - | - | - | 10.3 | 10.9 | 10.8 | 0.5 |
| 315 | 8 | 8.5 | 9.8 | 1.8 | 7.1 | 7.7 | 10.2 | 3.1 |
| 420 | 6.8 | 7.2 | 9.6 | 2.8 | 6.9 | 7.2 | 9.6 | 2.7 |
| 525 | 6.7 | 6.7 | 7.9 | 1.2 | 5.2 | 5.8 | 7.7 | 2.5 |
| Frequency | ||||||
|---|---|---|---|---|---|---|
| f = 1000 Hz | f = 7000 Hz | |||||
| Values | Dmin | Fok | DProy | Dmin | Fok | DProy |
| Diameter ϕ(mm) | 4.4 | 5.1 | 6.8 | 4.5 | 5.8 | 8.0 |
| Standard desviation | 0.1 | 0.3 | 0.6 | 0.1 | 0.3 | 0.1 |
| Tensile Shear Force Fm (kN) | 11.1 | 15.8 | 22.4 | 11.9 | 15.9 | 32.1 |
| Standard desviation | 0.5 | 1.8 | 9.3 | 1.3 | 1.3 | 1.1 |
| Hardness FZ (HV01) | 424.1 | 413.8 | 426.5 | 366.9 | 303.3 | 400.1 |
| Standard desviation | 44.4 | 62.6 | 35.0 | 85.0 | 16.7 | 43.4 |
| Frequency | f = 1000 Hz | f = 7000 Hz | ||||
|---|---|---|---|---|---|---|
| F(daN) | T(ms) | I(kA) | ϕ(mm) | Fm(kN) | ϕ(mm) | Fm(kN) |
| 470 | 210 | 11 | 5.43 | 16.95 | 5.39 | 17.22 |
| 470 | 260 | 10 | 5.65 | 17.51 | 5.64 | 18.01 |
| 470 | 420 | 7 | 5.08 | 15.83 | 5.24 | 15.05 |
| 572 | 210 | 10 | 4.69 | 12.61 | 4.76 | 12.57 |
| 572 | 210 | 11 | 5.27 | 16.52 | 5.49 | 16.41 |
| Galvanized chemically removed | ||||||
| 470 | 210 | 10 | 6.70 | 25.69 | 6.80 | 25.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morales-Sánchez, G.; Collazo, A.; Doval-Gandoy, J. Influence of the Process Parameters on the Quality and Efficiency of the Resistance Spot Welding Process of Advanced High-Strength Complex-Phase Steels. Metals 2021, 11, 1545. https://doi.org/10.3390/met11101545
Morales-Sánchez G, Collazo A, Doval-Gandoy J. Influence of the Process Parameters on the Quality and Efficiency of the Resistance Spot Welding Process of Advanced High-Strength Complex-Phase Steels. Metals. 2021; 11(10):1545. https://doi.org/10.3390/met11101545
Chicago/Turabian StyleMorales-Sánchez, Gerardo, Antonio Collazo, and Jesús Doval-Gandoy. 2021. "Influence of the Process Parameters on the Quality and Efficiency of the Resistance Spot Welding Process of Advanced High-Strength Complex-Phase Steels" Metals 11, no. 10: 1545. https://doi.org/10.3390/met11101545
APA StyleMorales-Sánchez, G., Collazo, A., & Doval-Gandoy, J. (2021). Influence of the Process Parameters on the Quality and Efficiency of the Resistance Spot Welding Process of Advanced High-Strength Complex-Phase Steels. Metals, 11(10), 1545. https://doi.org/10.3390/met11101545