3.2. Investigation of the Oxidation Behaviour at 800 and 1200 °C
Prior to assessing the creep behaviour of the (Mo,Ti)
5Si
3-containing alloys, the oxidation resistance is briefly addressed at 800 and 1200 °C, as these alloys are only viable when being oxidation-resistant, especially pesting-resistant below 1000 °C. Therefore, small mass changes (smaller than ± 5 mg/cm
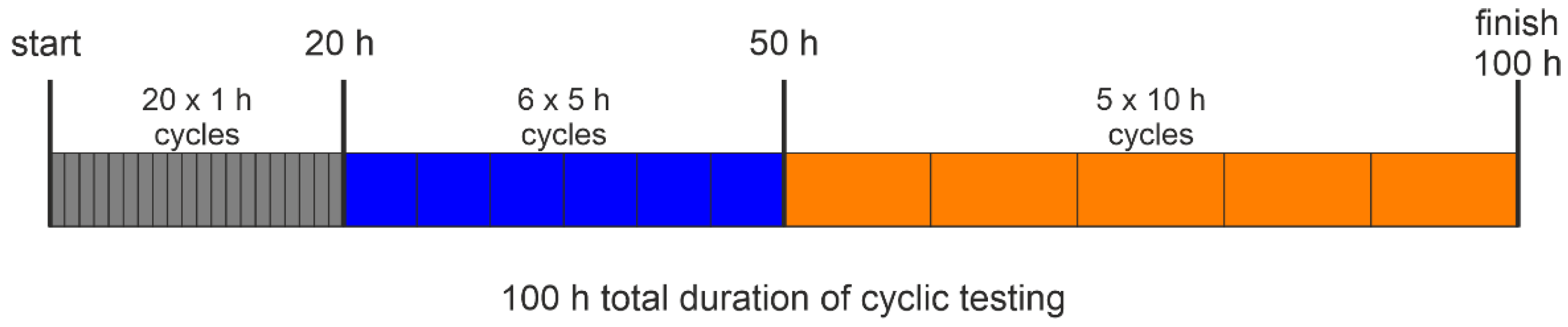
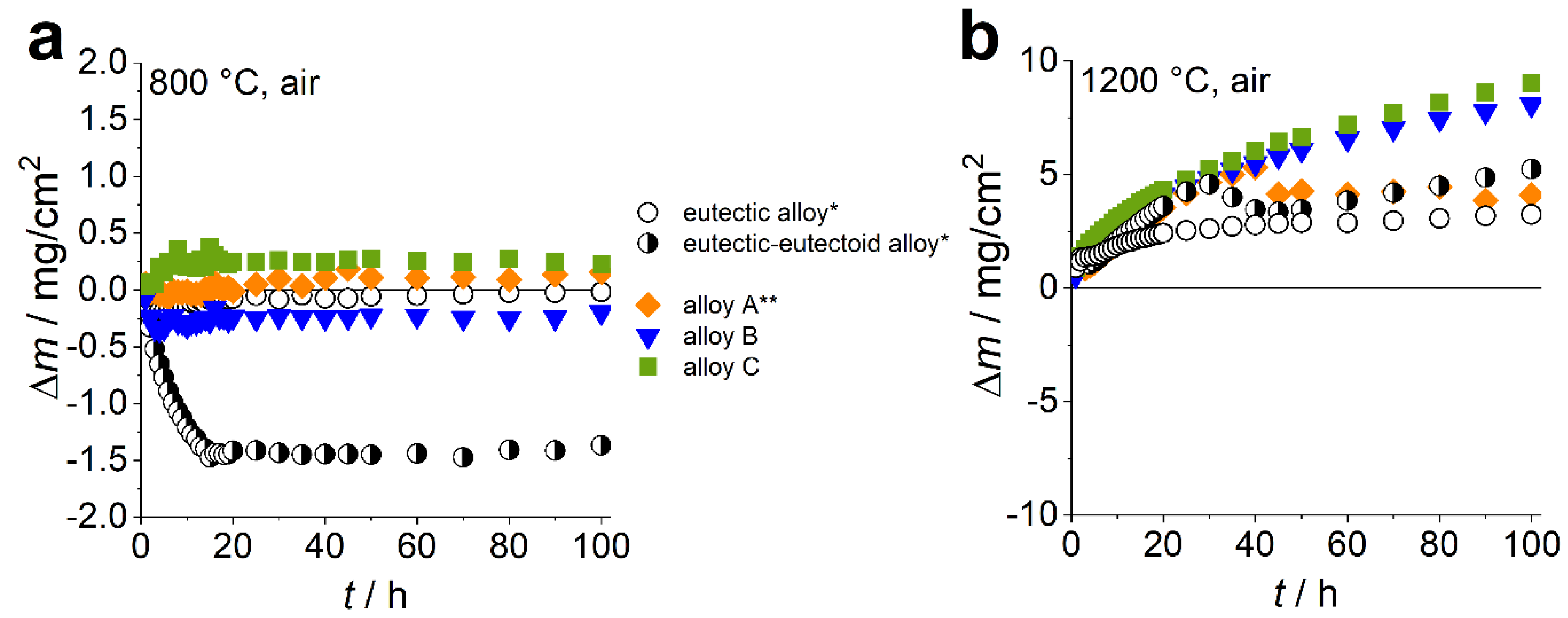
2) are targeted in conjunction with thin oxide scale growth for achieving pesting-resistance. A temperature of 800 °C represents the critical pesting regime, whereas 1200 °C is regarded as future application temperature and the temperature creep is assessed at in the last part of this publication. The results on the cyclic oxidation experiments at 800 °C are depicted in
Figure 4a (note that three specimens were tested for each alloy, but only one representative sample is shown). In general, the observed mass changes are a superposition of mass gain due to solid oxide scale growth and mass loss caused by evaporation of gaseous MoO
3 [
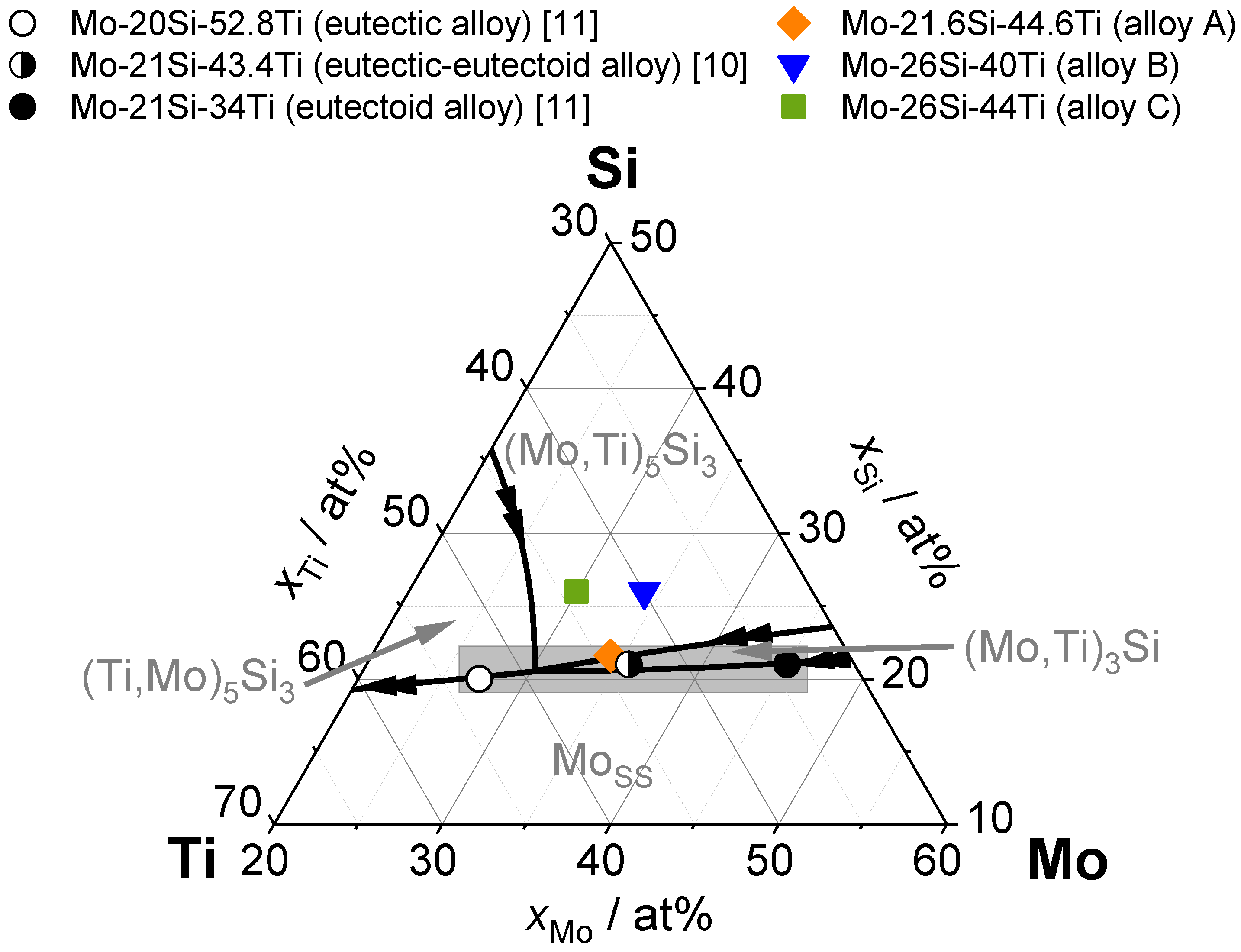
10]. The eutectic alloy Mo-20Si-52.8Ti (opened circles) and the eutectic-eutectoid reference alloy Mo-21Si-43.4Ti (half-filled circles) are considered as benchmark, as these represent excellent [
10,
11] and just adequate pesting resistance [
10], respectively. Alloy A (orange diamonds) has already been oxidation tested and was found to exhibit pesting resistance as well [
5]. Therefore, a direct comparison with the novel high (Mo,Ti)
5Si
3-containing alloys B (blue triangles) and C (green squares) is allowed. Both new alloys exhibit good pesting resistance with mass changes of (−0.2 ± 0.1) (alloy B) and (0.2 ± 0.0) mg/cm
2 (alloy C) after 100 h, which is even better compared to the eutectic-eutectoid reference alloy. The negative mass changes observed for alloy B and the eutectic-eutectoid reference alloy are likely to be caused by the initial evaporation of MoO
3 until an oxide scale is formed passivating the alloy substrate. As has been previously reported [
5,
10], the Ti content solved in Mo
SS is decisive for the suppression of pesting. A threshold of 35 at.% Ti solved in Mo
SS was postulated to be exceeded in order to achieve pesting resistance [
10]. The here investigated alloys A, B, and C comprise 39, 37, and 34 at.% Ti in Mo
SS (determined by comparing the lattice parameters of bcc Mo
SS to literature data on resulting Ti concentrations [
17], analogous to [
10]). These results support the former determined threshold [
10] and lead to the suggestion that the threshold can be adjusted to minimum 34 at.% Ti in Mo
SS for pesting resistance. However, although the Ti content in Mo
SS is very similar in the eutectic-eutectoid reference alloy (35 at.% [
10]) and alloy C (34 at.%), the difference in mass change is considerable. Thus, the high fraction of (Mo,Ti)
5Si
3 seems to be beneficial and even compensates the conceivable deteriorative impact of the reduced concentration of nominal Ti (43 at.% in the eutectic-eutectoid reference alloy vs. 40 at.% in alloy C).
At 1200 °C, the alloys A to C exhibit adequate oxidation resistance as well (see
Figure 4b). Due to accelerated oxide scale growth kinetics at higher temperatures, which hinder the MoO
3 volatilization, positive mass changes are observed. The mass changes of alloy A are comparable to the ones observed for the eutectic-eutectoid reference alloy, which are (1.2 ± 5.3) and (2.7 ± 1.9) mg/cm
2, respectively [
10]. The high (Mo,Ti)
5Si
3-containing alloys reveal mass changes in the range of (8.0 ± 0.2) (alloy B) and (8.8 ± 0.2) mg/cm
2 (alloy C). Note the temporary decline in mass change for alloy A and the eutectic-eutectoid alloy after 30 to 40 h. Since no indications of scale spallation were observed by SEM, it is likely that somehow the evaporation of MoO
3 is gaining temporarily dominance.
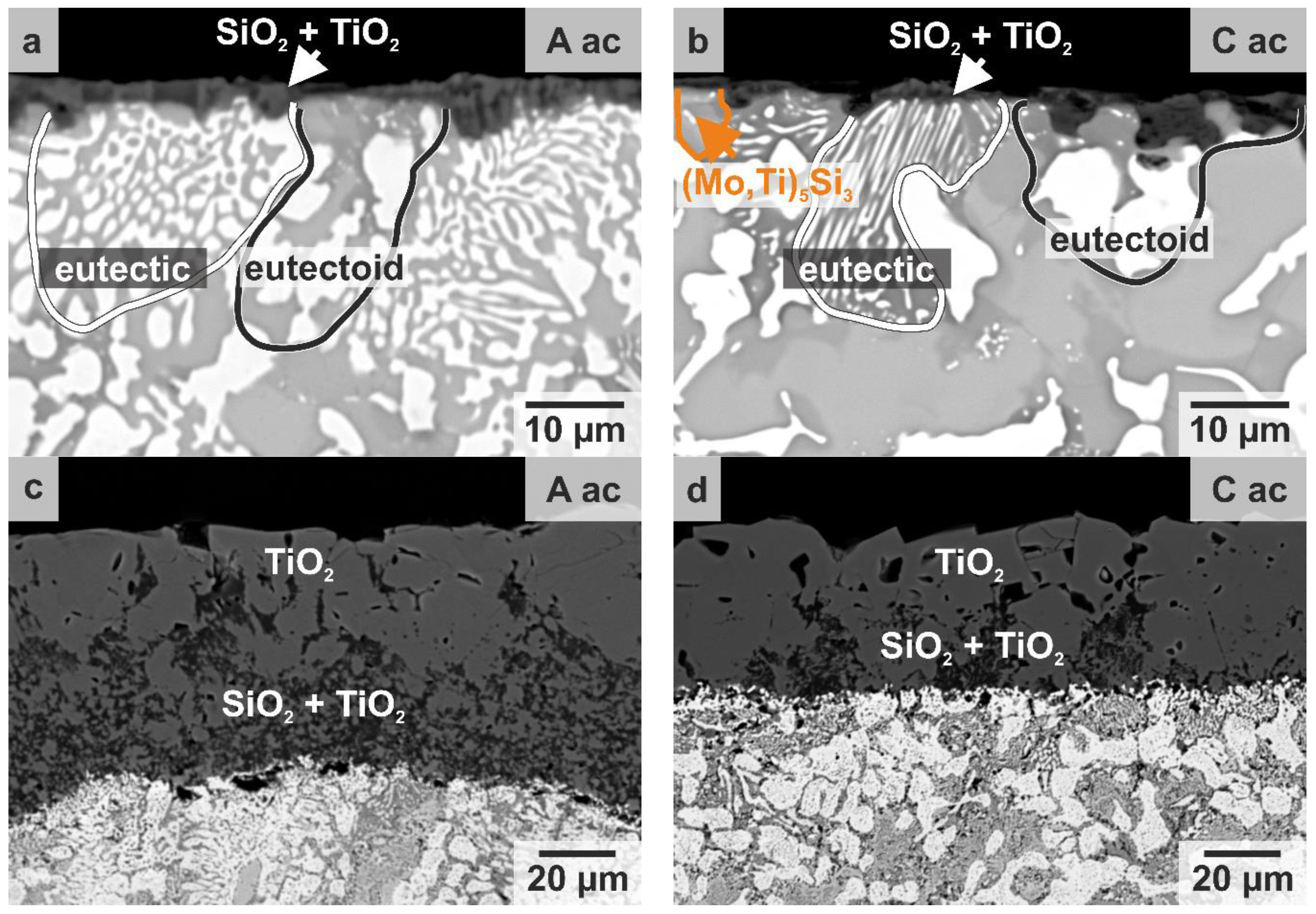
SEM analyses of the oxide scales formed at 800 °C reveal that comparably thin, mixed SiO
2-TiO
2 oxide scales are formed with thicknesses of (4.3 ± 1.8) (alloy A), (4.1 ± 2.4) (alloy B) and (2.3 ± 1.7) µm (alloy C) after 100 h of cyclic oxidation (see
Figure 5a,b, micrographs of the oxide scale formed on alloy B are not included due to similarity to alloy C). The surface-near (Mo,Ti)
5Si
3 precipitates slowly oxidise outwards to thin oxide scales, while the oxide scale grows quicker and especially inwards on surface-near Mo
SS regions within the eutectic and eutectoid areas (see
Figure 5b). This selective oxidation behaviour is especially observed in the high (Mo,Ti)
5Si
3-containing alloys B and C.
The oxide scales formed at 1200 °C are characterised by a similar morphology like of the eutectic and eutectic-eutectoid reference alloys [
10,
11] (see
Figure 5c,d). An outer TiO
2 oxide scale is formed on top of a SiO
2-TiO
2 duplex scale with average scale thicknesses of (60 ± 12) (alloy A), (40 ± 16) (alloy B), and (38 ± 7) µm (alloy C) in total. The oxide scales are thinner on the high (Mo,Ti)
5Si
3-containing alloys B and C with a lower fraction of around (30 ± 7) vol.% SiO
2 within the duplex scale. For comparison, the duplex scales formed on the eutectic and eutectic-eutectoid reference alloys are composed of around (50 ± 5) vol.% SiO
2 [
10,
11]. This difference is likely to be caused by the primarily solidified (Mo,Ti)
5Si
3 particles, which oxidise slower and, therefore, the fast growing TiO
2 forming from the Mo
SS regions is dominating. Some porosity is enclosed at the substrate/oxide scale interface, which is only below 2 vol.% of the oxide scale including the interface region. The surface-near pores or cavities might result from the oxide scale growth. It is assumed that the porosity does not directly affect the oxidation resistance of the investigated alloys.
Conclusively, all alloys are found to be oxidation-resistant at 800 and 1200 °C and are, hence, considered for creep testing.
3.3. Investigation of the Creep Behaviour
The capability of the developed alloys to withstand plastic deformation caused by constant load at temperature higher than 0.4–0.5
, namely the creep resistance, is of key importance for future application. Thus, the creep behaviour of the alloys A to C was exemplarily assessed at 1200 °C under compressive true stress
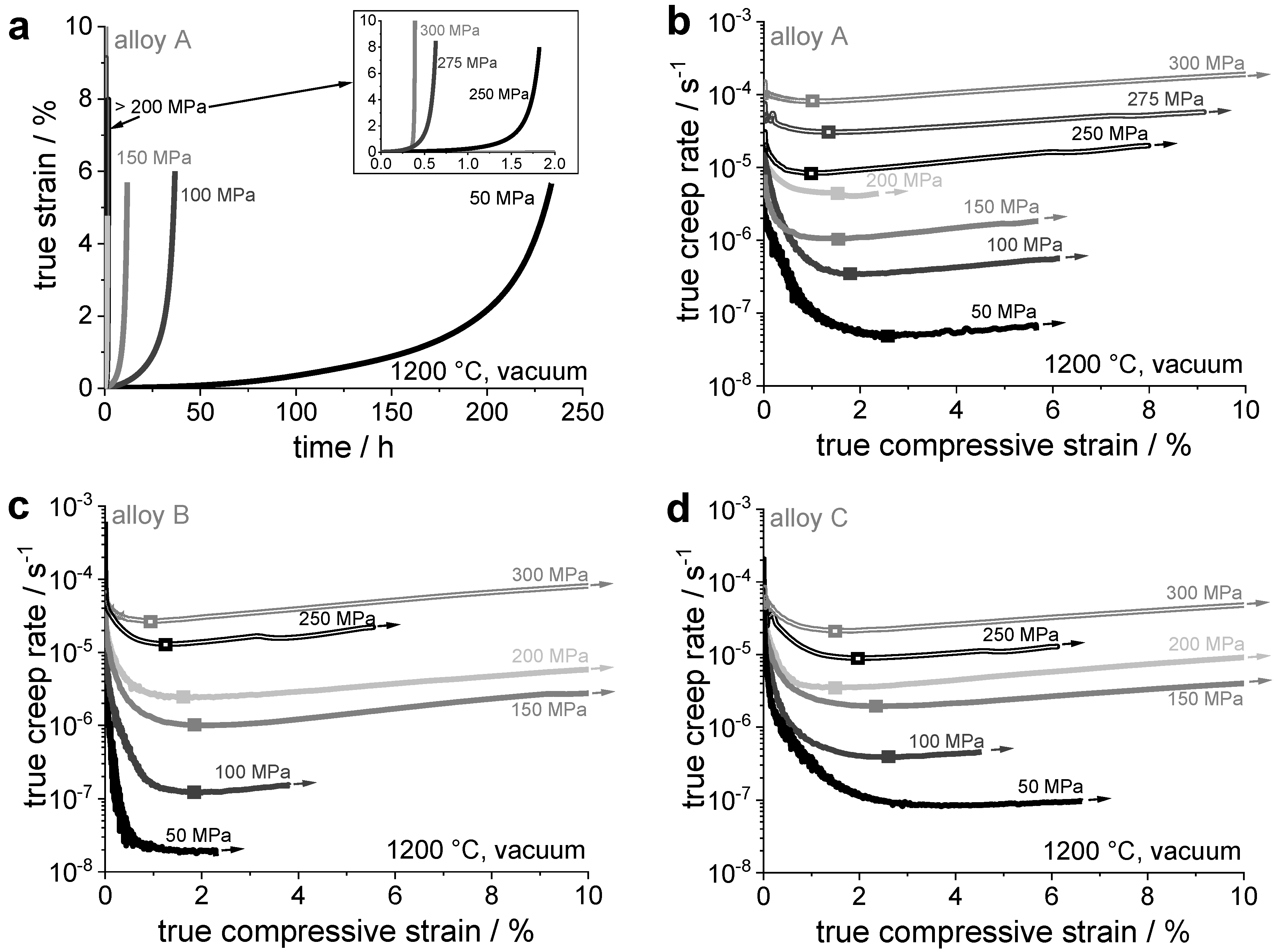
. The evolution of the true strain with time is shown in
Figure 6a for alloy A and the resulting true creep rates are displayed in
Figure 6b–d for alloys A to C as a function of true strain. In general, the evolution of the creep rate is characterized by a significant deceleration during the primary stage of creep until a minimum
is reached (marked by square symbols). These observations apply to all alloys at almost all stress levels, independent of the (Mo,Ti)
5Si
3 fraction. The only exception is observed at 50 MPa for alloys B and C. Here, the true creep rate seems to assume a macroscopic steady-state for the tested strains [
18].
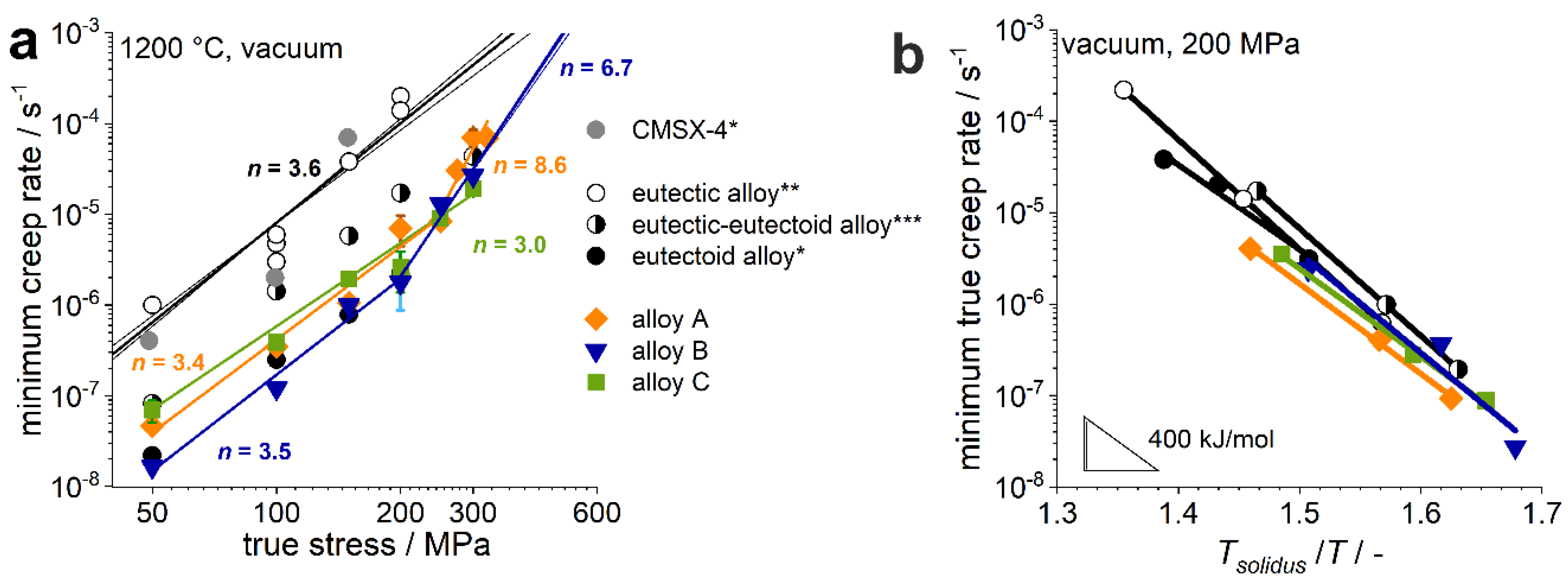
The determined creep rate minima as well as the steady-state values are plotted against the corresponding stress levels for all alloys along with the commercially applied Ni-based superalloy CMSX-4 in a Norton plot in
Figure 7a. Note that up to three tests were performed at selected stress levels (especially at 200 MPa) and the respective average values are used with standard deviations (see error bars). The eutectic, eutectic-eutectoid and eutectoid alloys (Mo-20Si-52.8Ti, Mo-21Si-43.4Ti, and Mo-21Si-34Ti, respectively) are included as well for comparison. These represent the potential of the hitherto developed Mo-Si-Ti alloys and highlight the already mentioned dilemma of oxidation and creep resistance. The most creep-resistant eutectoid alloy (black circular symbols) is not pesting-resistant [
11]. In contrast, the eutectic-eutectoid alloy, just exhibiting pesting resistance is less creep-resistant by more than half an order of magnitude increased minimum creep rates [
10]. However, the here investigated (Mo,Ti)
5Si
3-containing, pesting-resistant alloys exhibit creep resistances competitive to the eutectoid alloy and superior to CMSX-4. Especially, the creep behaviour of alloy A is improved compared to the eutectic-eutectoid reference alloy, although it exhibits a lower Mo/Ti ratio of 0.77 and even a slightly lower solidus temperature. This is unexpected, and it is questionable whether this enhancement in creep resistance can be reasoned by the rather low fraction of (5 ± 1) vol.% of primarily solidified (Mo,Ti)
5Si
3. Assuming power law creep:
, two different creep mechanisms seem to be apparent in alloy A, as the stress exponent
is determined to be 3.4 for stresses up to 200 MPa, and then 8.6 at increased stress levels. The exponent
= 3.4 reveals dislocation climb controlled creep, which is in accordance to the eutectic, eutectic-eutectoid and eutectoid alloys, exhibiting stress exponents in the range of 3.5 to 3.7 [
10,
11]. At higher stress levels power law break-down seems to be apparent in alloy A indicating that particle strengthening effects determine the creep mechanism. This is further supported by SEM analysis of the deformed microstructure showing precipitates in (Mo,Ti)
5Si
3, as well as in Mo
SS regions as displayed in
Figure 8a. Such precipitation is not observed for the as-cast state (see
Figure 3a).
Alloy B, which contains a considerably increased volume fraction of silicide phases of around 70 vol.% compared to the so far investigated Mo-Si-Ti alloys (alloy A, the eutectic-eutectoid alloy [
10], and the eutectic and eutectoid alloy [
11]) and the highest Mo/Ti ratio of 0.85, competes with the eutectoid alloy the best at intermediate stress levels. At stresses below 200 MPa, the stress exponent is found to be around 3.5 indicating dislocation-controlled creep deformation. At stresses exceeding 200 MPa, power law break-down is indicated by an increased stress exponent of 6.7. This results in higher minimum creep rates than those of the eutectoid alloy. Particle strengthening effects seem to become more relevant as also indicated by SEM analysis confirming severe precipitation in the deformed microstructure (see
Figure 8b).
Alloy C, being characterized by the lowest Mo/Ti ratio of 0.68, reveals a comparable creep behaviour to alloy A for intermediate stress levels (up to 200 MPa). The main difference is the constant stress exponent of 3.0 of alloy C within the entire tested stress regime (50 to 300 MPa). The reduced Mo/Ti ratio of alloy C compared to alloy A is presumably compensated by its significantly higher volume fraction of silicide phases and increased solidus temperature.
Interestingly, there is no immense improvement in creep resistance from alloy A to B or C. This indicates that the volume fraction of primarily solidified (Mo,Ti)
5Si
3 does not control the creep resistance. Therefore, the solidus temperatures of the alloys are considered for further discussion. Thus, the minimum creep rates are assessed as a function of temperature, which is normalised by the solidus temperature, in double logarithmic manner. The resulting Arrhenius plot allows for the solidus-temperature-independent comparison of the creep resistance of these alloys (see
Figure 7b). It is found that alloys A, B, and C possess an apparent activation energy for creep of 405, 403, and 463 kJ/mol, respectively. As this is in the same order of the other Mo-Si-Ti alloys (eutectic alloy: 471 kJ/mol [
11], eutectic-eutectoid alloy: 484 kJ/mol [
10] and eutectoid alloy: 444 kJ/mol [
11]), all data points nearly represent a single master straight. Conclusively, all alloys exhibit comparable creep resistance when compared at the same homologous temperature. These results are in good agreement with the observations made for the Mo-Si-Ti alloys without primarily solidified (Mo,Ti)
5Si
3 by Obert et al. [
10].
To further investigate the mechanical behaviour of these Ti-rich Mo-Si-Ti alloys, some compression tests were conducted for the eutectic reference alloy and alloy B. Since 1200 °C represents a high testing temperature and the selected strain rate of 10
−3 s
−1 is rather fast, the ultimate compressive strength (maximum stress) was chosen as parameter for comparison to avoid influence of inhomogeneous, localized sample deformation. The eutectic alloy exhibits a compressive strength in the range of 305–355 MPa, while alloy B reveals a higher compressive strength of around 675–690 MPa. In order to relate this to the creep behaviour, the linear fit functions in the Norton plot (see
Figure 7a) were (i) extrapolated to a strain rate of 10
−3 s
−1; and (ii) varied by ± 0.2 in the slope (less bold straights), considering the uncertainty of the stress exponent
. A stress regime of 350–420 MPa is identified for the eutectic alloy, in comparison to 490–515 MPa for alloy B. Note that these ranges might scatter due to the logarithmic extrapolation of the apparent power law for creep. Additionally, the discrepancy between the compressive strength and the stress range observed for alloy B might be attributed to the limited data in the vicinity of the power law break-down at around 200 MPa. If the stress for the break-down is taken higher, or if the stress exponent in the break-down regime is assumed to be lower, the stress range is observed at higher stress levels. Better consistence with the ultimate strength of the quasistatic compression tests is observed in that case.
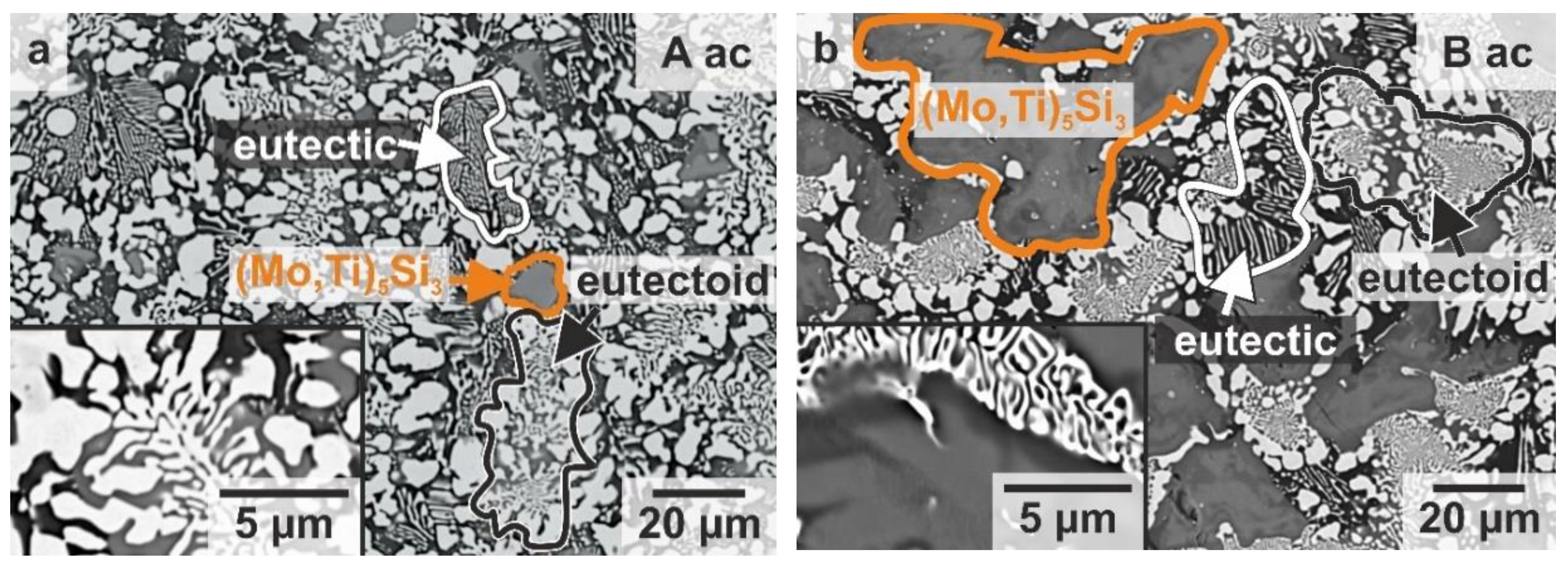
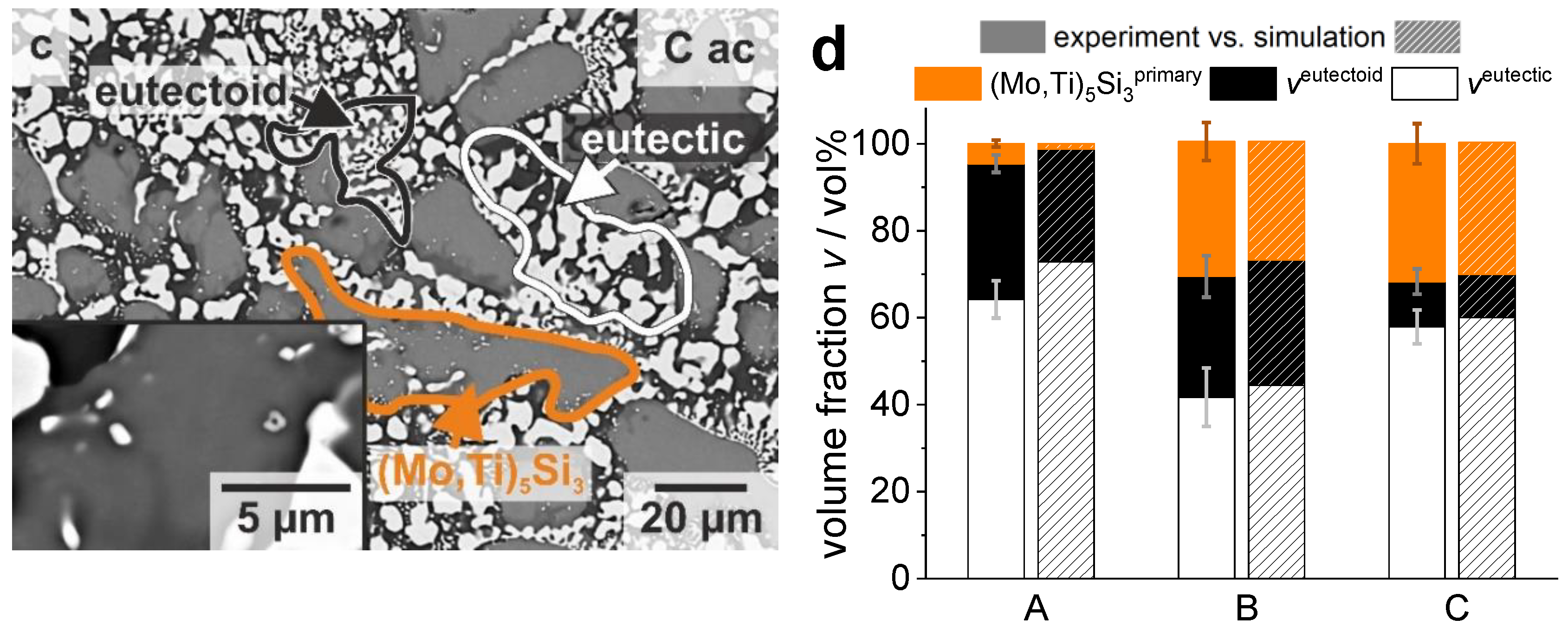
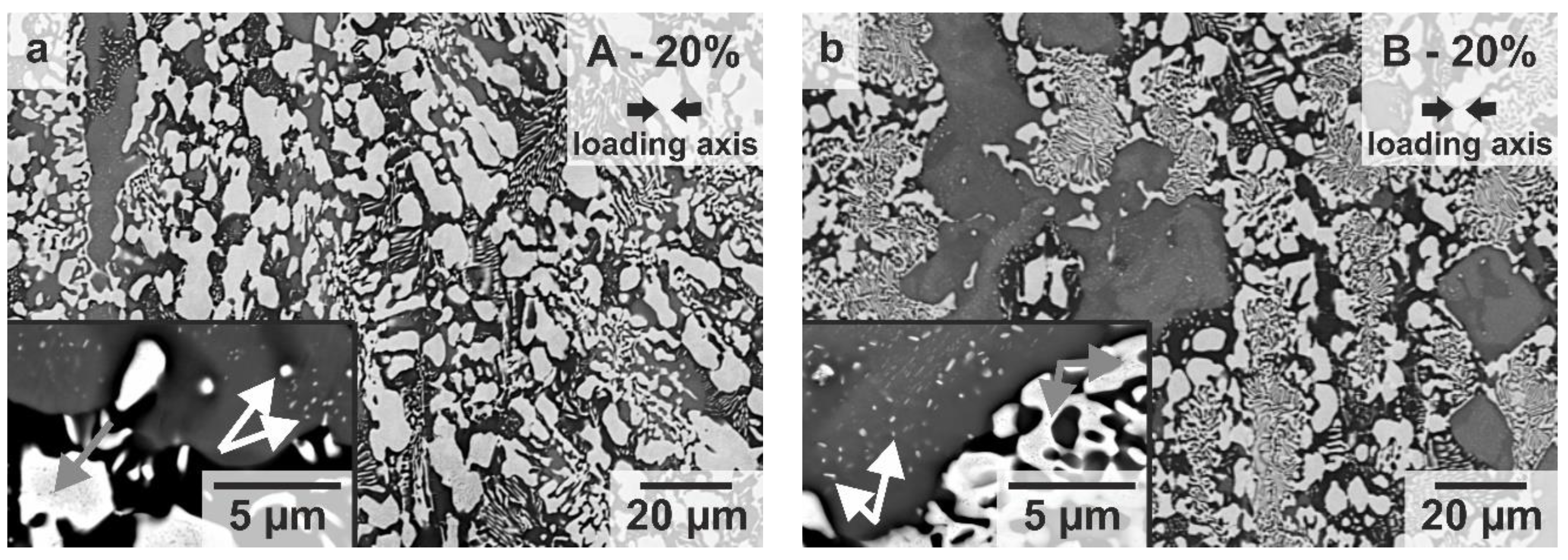
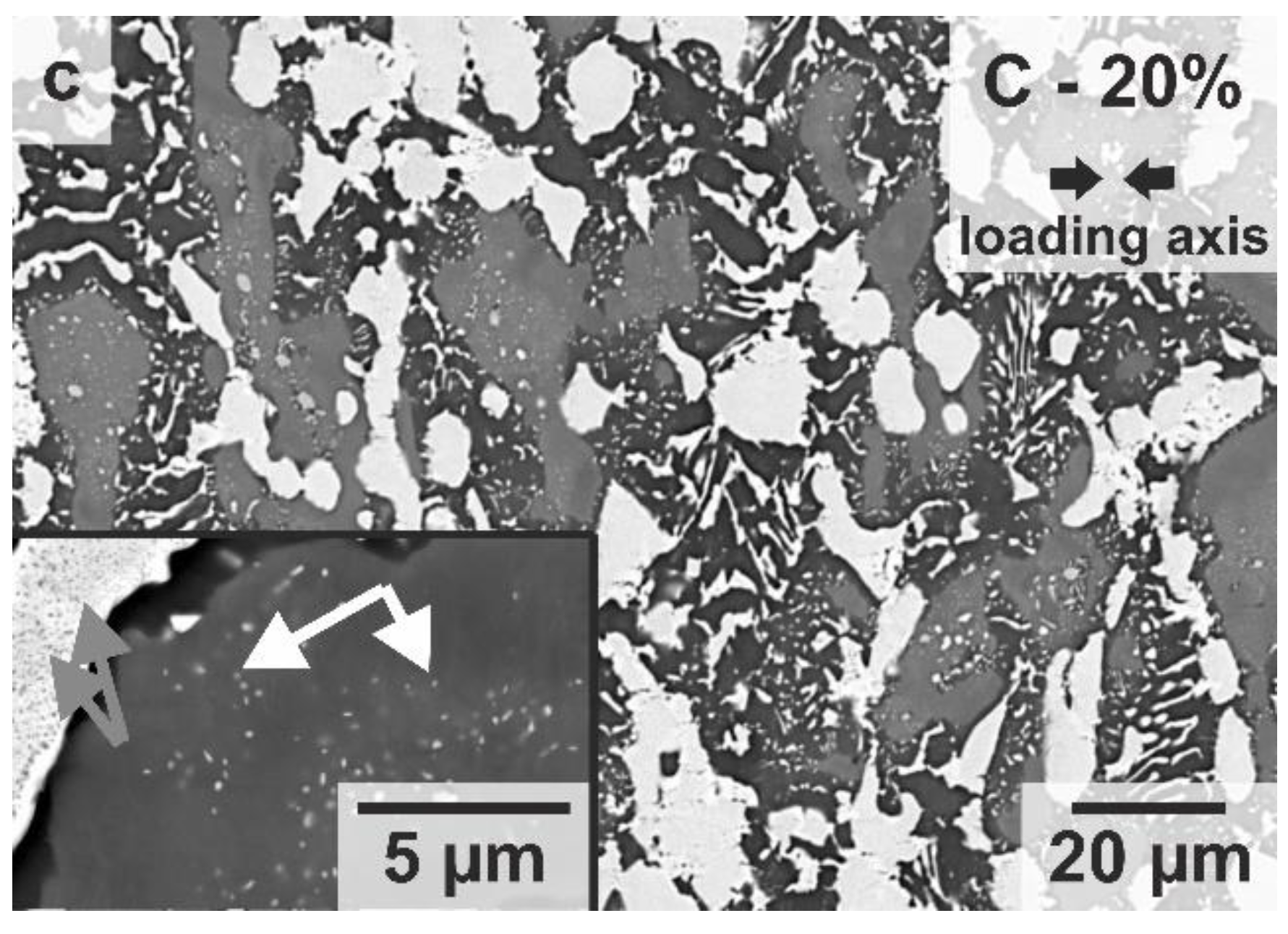
In order to investigate the impact of the different microstructural constituents on the overall creep deformation, microstructural analyses after 5, 20, and 40% true strain were undertaken. As no considerable microstructural changes were observed in the 5% compressed samples, these are excluded in the following discussion. Representative BSE micrographs of alloys A to C are shown in
Figure 8 after 20% creep deformation. It is revealed that the eutectic, as well as the eutectoid regions deform considerably in alloy A. Thus, it is not possible to identify whether either one of those regions is less prone to creep deformation, even after only 5% strain (not shown here). However, there is evidence of considerable degeneration and alignment of Mo
SS along the loading axis (see
Figure 8a). In comparison, it seems as if the eutectoid regions still exhibit their original as-cast morphology in alloy B, while the interdendritic, eutectic regions are degenerated as well (see
Figure 8b). The (Mo,Ti)
5Si
3 regions are not aligned noticeably and seem not to participate in creep deformation at 20% compression. In contrast, the crept microstructure of alloy C is characterized by significant compression and alignment of the (Mo,Ti)
5Si
3 regions perpendicular to the loading axis (see
Figure 8c). The former eutectic regions are degenerated and coarsened compared to the as-cast condition. Moreover, the former eutectoid regions cannot be distinguished anymore. Precipitation within the primarily solidified (Mo,Ti)
5Si
3, as well as in Mo
SS regions is observed in all alloys (see white and grey arrows in insets of
Figure 8). Interestingly, alloys A and B show power law break-down at around 200 MPa, which is assumed to be controlled by particle strengthening effects. The respective stress level for power law break-down seems higher for alloy C, or might not be interpreted as clear as for the other alloys due to the statistical deviations in the creep data. The precipitation is triggered by the thermal heat impact during creep testing at 1200 °C as SEM analyses confirm similar precipitation in heat-treated, but not deformed samples (not shown here).
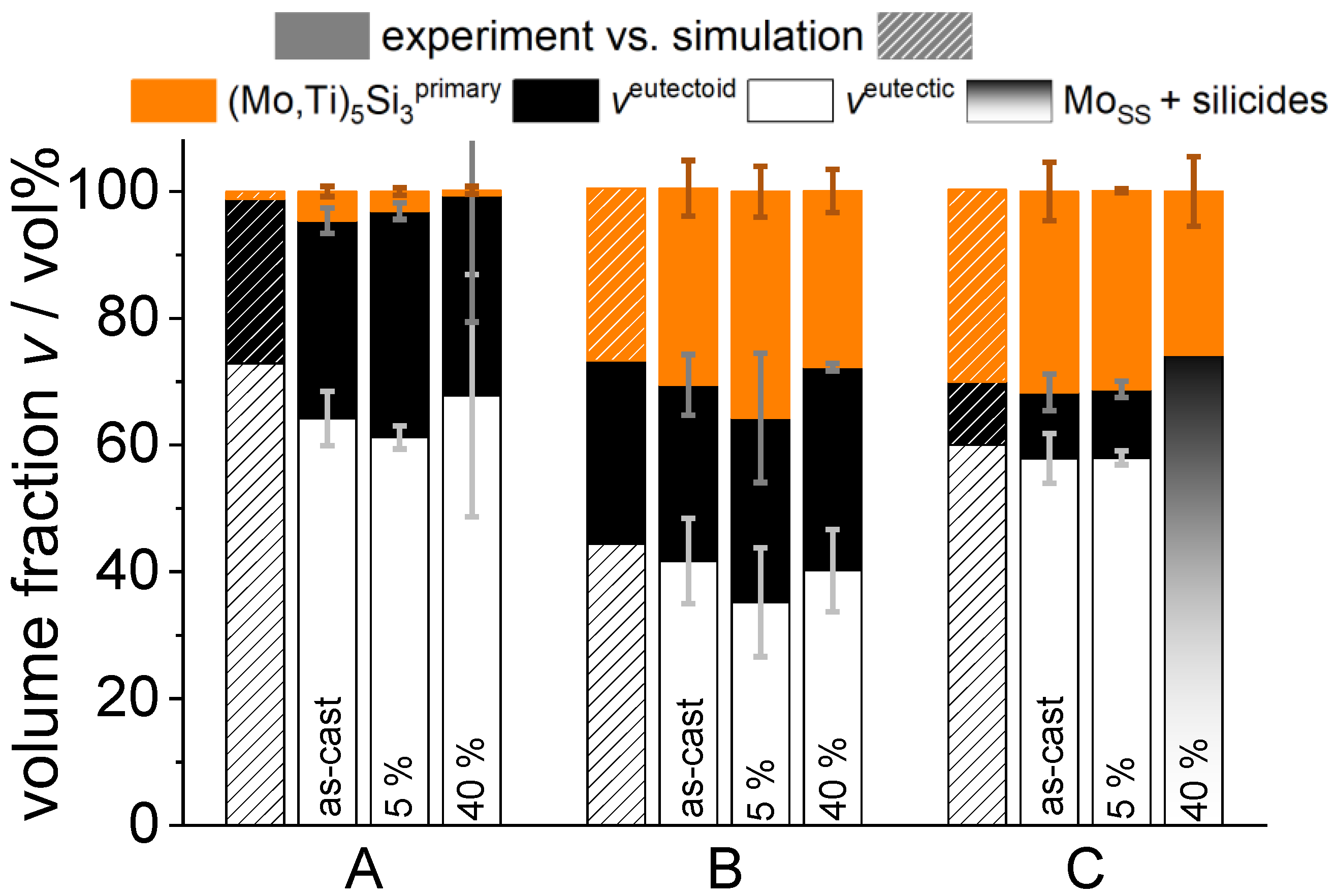
The determination of the volume fractions of the microstructural constituents after creep deformation at 1200 °C confirms that no phase transformation has occurred in alloys A and B (see
Figure A2). This applies to alloy C as well, but only up to 5% true strain, as for higher strains the eutectoid regions cannot be identified anymore. However, it is proven that the volume fractions of primarily solidified (Mo,Ti)
5Si
3, Mo
SS and the silicide phases remain unchanged after creep deformation (
Figure A2).
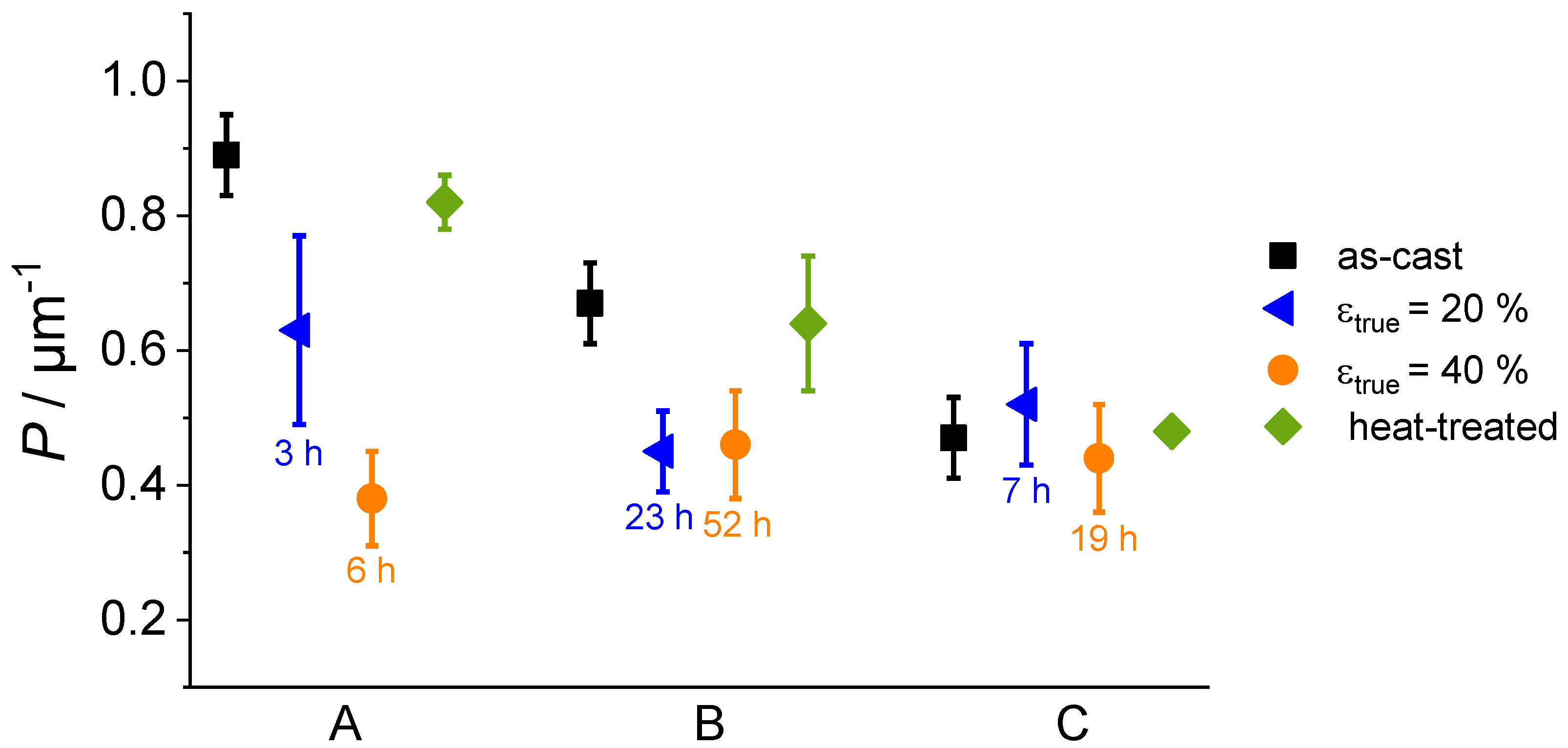
In order to analyse the individual contributions of the thermal impact and the compressive load to the observed microstructural changes, solely heat-treated microstructures (
= 0, 1200 °C, 100 h) were analysed for comparison. The interface density
was determined according to Equation (1) in
Section 2 for the as-cast, heat-treated, and creep tested conditions (see
Figure 9). It reveals that the microstructures of all investigated alloys are stable at 1200 °C for at least 100 h, as the interface density is comparable to the as-cast condition. Thus, the observed coarsening in 20 and 40% deformed creep samples of the alloys A and B is related to the degeneration and coagulation of phase regions like Mo
SS. In comparison, the microstructure of alloy C does not show any change in interface boundary fraction.
The microstructural degeneration and coagulation was quantitatively assessed by analysing the size and orientation of the different phase regions (Mo
SS and (Mo,Ti)
5Si
3). Thereby, only phase regions with a minimum areal size of 12 µm
2 (corresponding to 100 pixels) were considered, in order to avoid misleading results due to small precipitates of Mo
SS in (Mo,Ti)
5Si
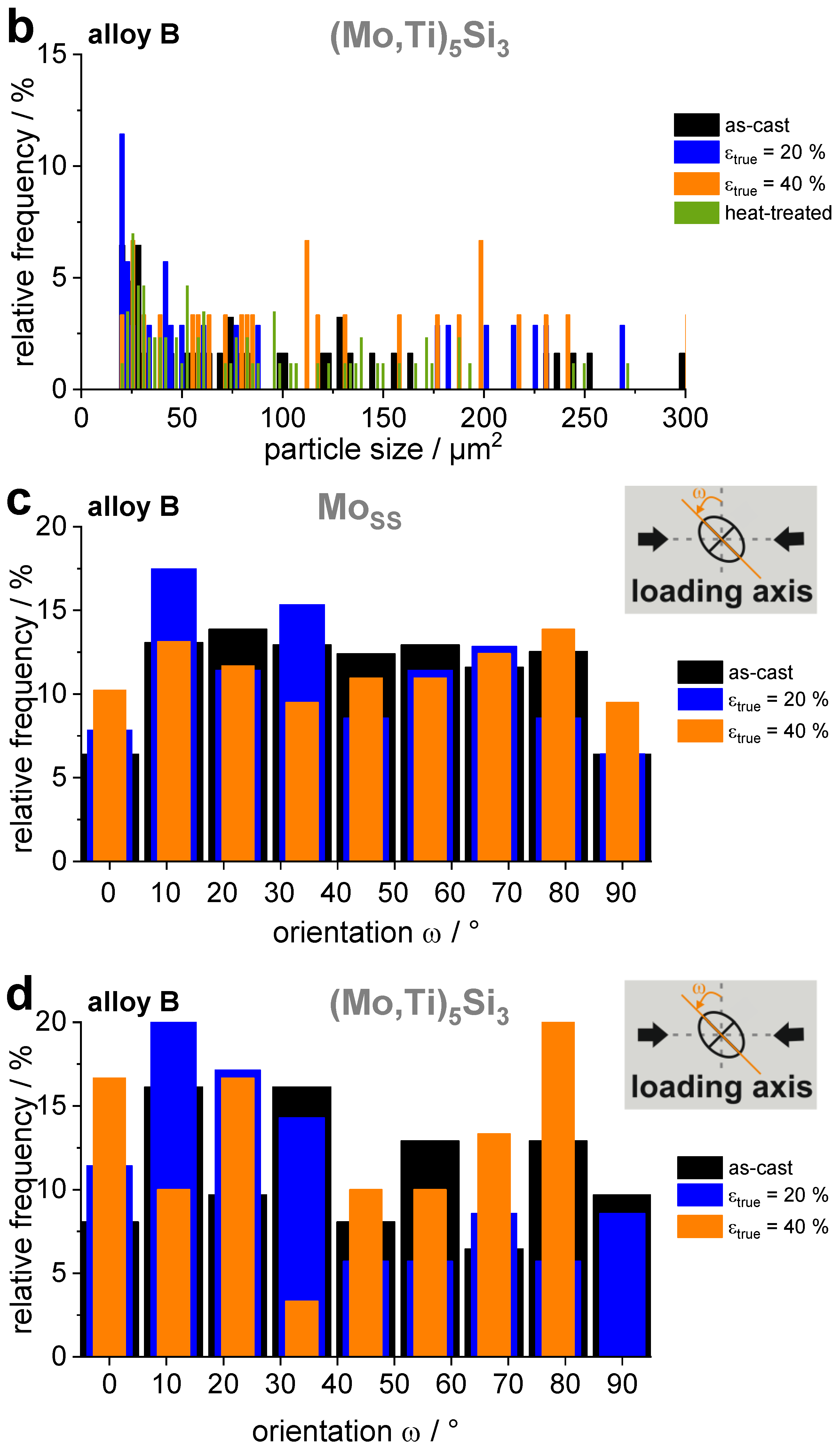
3 and vice versa. The shape of these regions was approximated by an ellipsoid and the corresponding area (regarded as an estimate for the particle size) and orientation towards the loading axis were evaluated (see
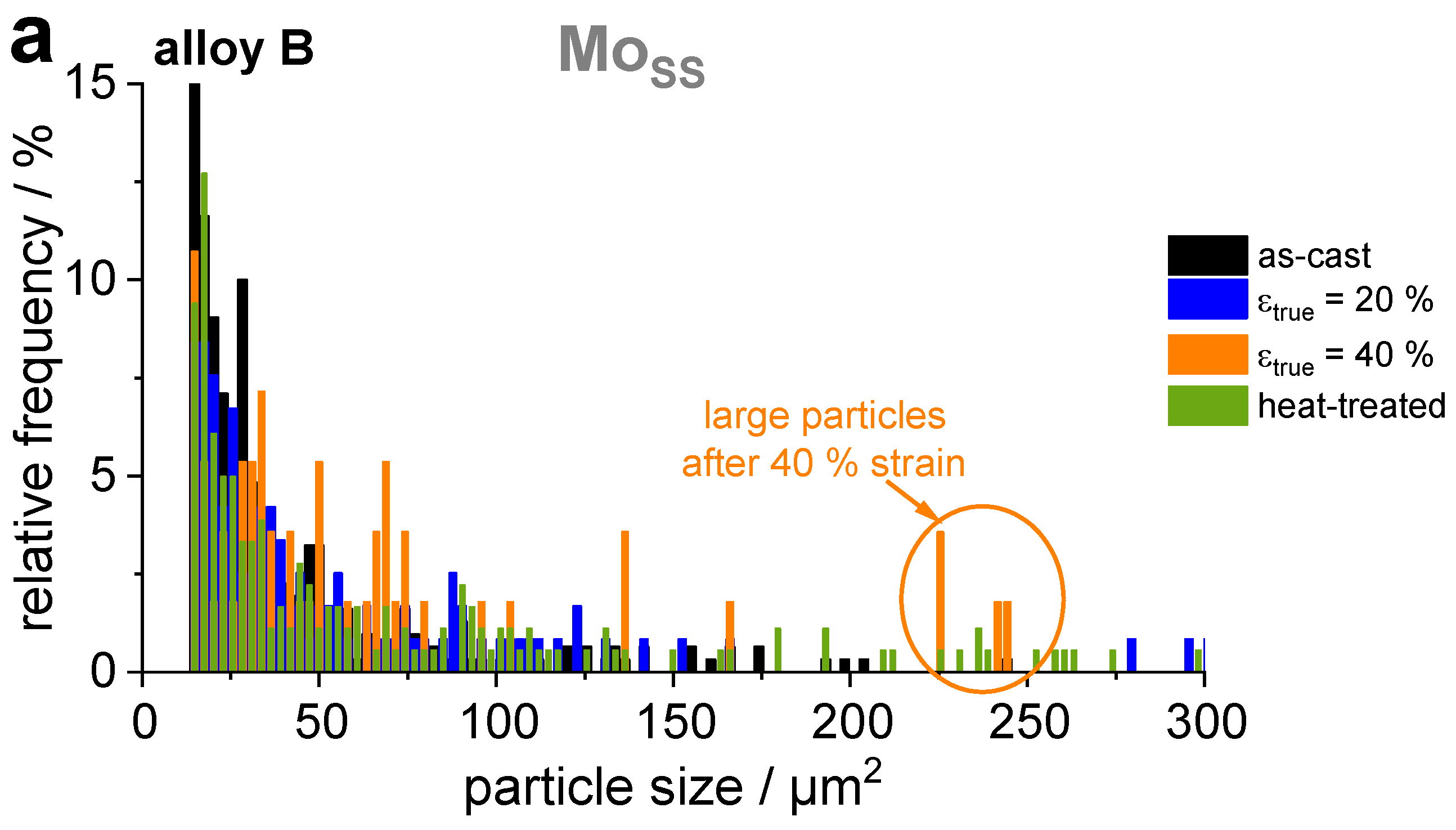
Figure 10a for results of alloy B and
Figure A3a of alloys A and C, respectively). The analysis was performed for one individual sample for each condition (as-cast, 20 and 40% creep compression). Thereby, for the analysis in as-cast condition, a representative cross-section of the as-cast cuboid (investigated cross sectional area: 15 × 20 mm
2) was analysed allowing for conclusions on the overall microstructural appearance. Thus, variations between different locations within the as-cast cuboid are minimised.
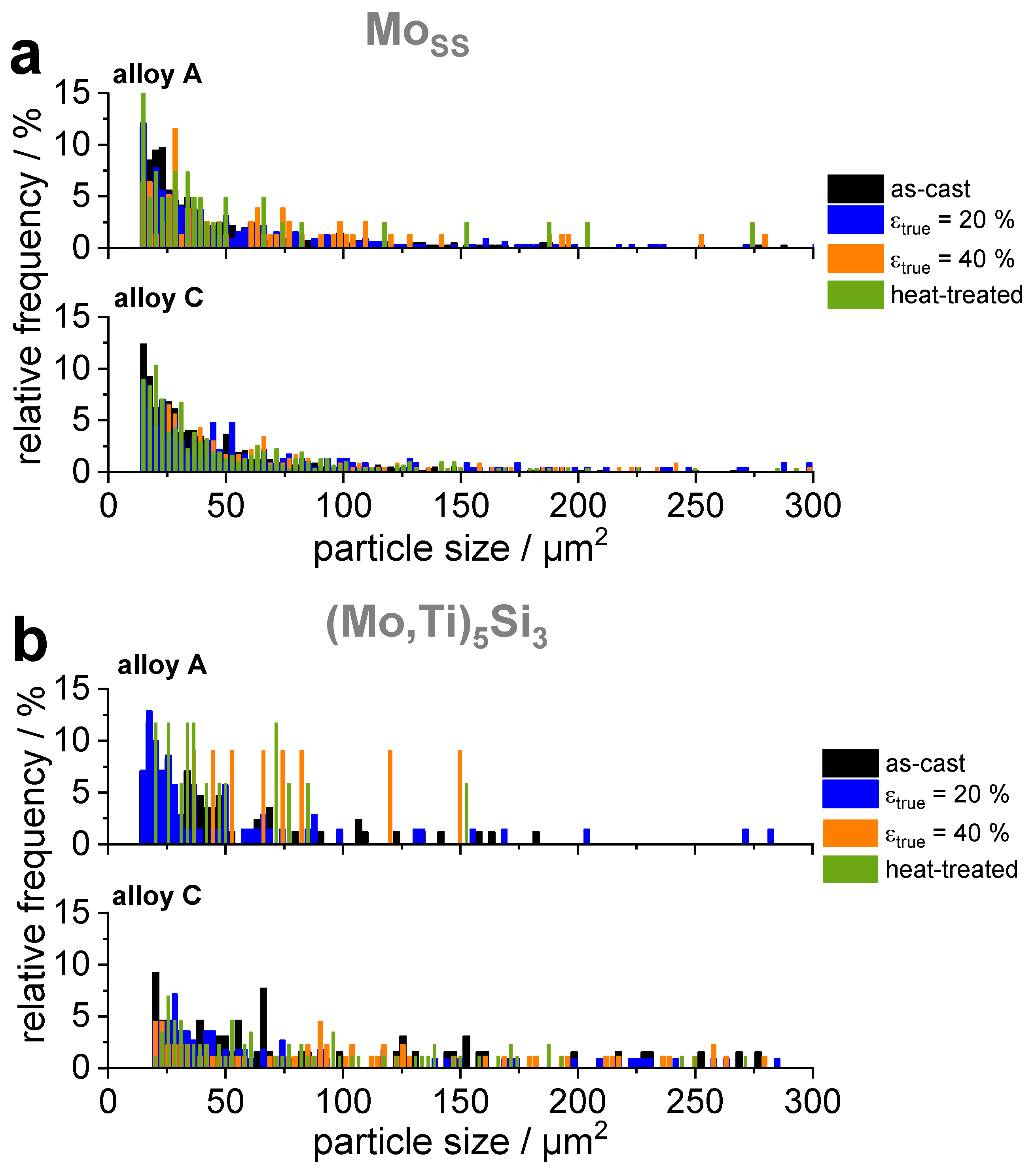
The coarsening/coagulation of Mo
SS regions as observed by SEM analysis is confirmed for all alloys. This is demonstrated when comparing the fraction of particles with an intermediate size of 12 to 50 µm
2 in as-cast condition and after creep deformation. The fraction of such small Mo
SS particles reduces from 73 to 51% (alloy A), 79 to 57% (alloy B) and 73 to 61% (alloy C) when comparing the as-cast state with the 40% compressed microstructures. Especially, large Mo
SS particles of more than 200 µm
2 in size are present (see
Figure 10a orange circle). While there are less than 1% of the particles of more than 200 µm
2 in size in the as-cast condition, this fraction is increased up to 11, 14, and 7% in alloys A to C, respectively.
In the heat-treated samples of all alloys (no external load), the fraction of particles of size 12 to 50 µm2 is determined to be comparable to the as-cast condition. Conclusively, it is the creep loading, which accounts for the coarsening or coagulation of the MoSS regions.
The investigation of the primarily solidified (Mo,Ti)
5Si
3 particles does not reveal coarsening upon creep deformation. Their size is considerably varying due to the casting procedure and is not changing consistently with increasing true strain (see
Figure 10b for results of alloy B and
Figure A3b of alloys A and C).
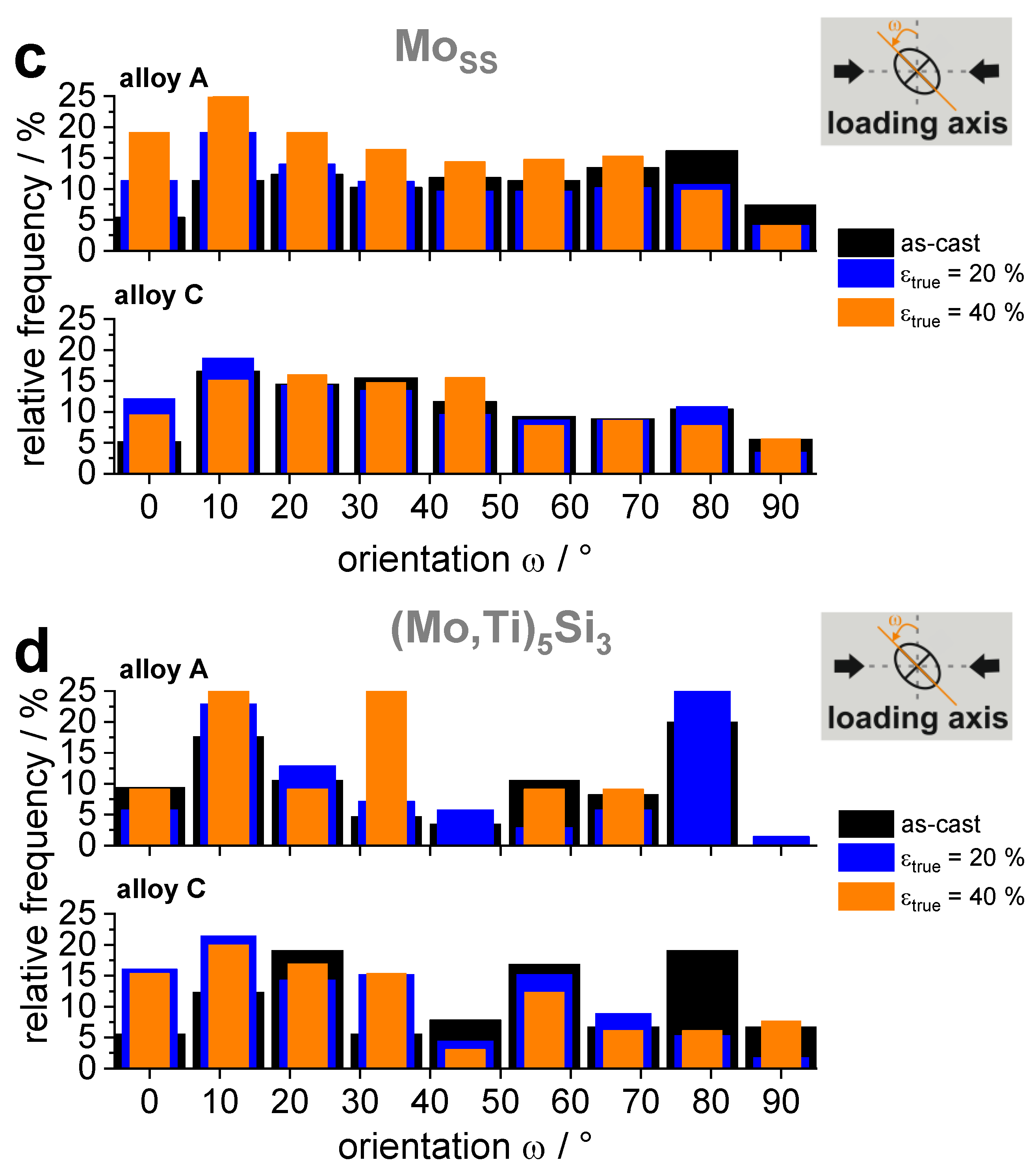
The assessment of the particle orientation reveals strong alignment of both Mo
SS and (Mo,Ti)
5Si
3 regions perpendicular to the loading axis (corresponds to a reference angle ω = 0°, see inset in
Figure 10c,d. This is demonstrated in alloy B by the increase in relative frequency of such oriented particles from the as-cast to the 40% compressed state (see
Figure 10c,d for results of alloy B and
Figure A3c,d of alloys A and C). Especially, (Mo,Ti)
5Si
3 aligns with increasing creep deformation, as in the as-cast state only 8% are oriented perpendicular to the loading axis, while this are 17% after 40% creep compression.
In conclusion, Mo
SS is regarded as main participant to the plastic deformation under creep conditions in all alloys. However, note the different degrees of deformation of the primary (Mo,Ti)
5Si
3 particles in alloys B and C, as (Mo,Ti)
5Si
3 deforms to a greater extent than in alloy C (compare
Figure 8b,c). This is confirmed by the following observations for the deformed microstructures of alloys B and C: (i) The primarily solidified (Mo,Ti)
5Si
3 particles are less deformed in alloy B than in alloy C. (ii) The degeneration and coagulation of Mo
SS is more pronounced in alloy B, as the particles size is reduced by a factor of approximately 0.27 (from 79 to 57%) after 40% compression in contrast to a factor of only 0.16 (from 73 to 61%) in alloy C. (iii) The boundary fraction remains nearly unchanged upon creep deformation in alloy C. Conclusively, it seems as if (Mo,Ti)
5Si
3 and Mo
SS participate with a varying degree to the overall creep deformation in alloys B and C.
The difference in creep behaviour of alloys B and C might be influenced by the following reasons: (i) Solid solution strengthening of (Mo,Ti)
5Si
3 by Ti to a different extent, as the alloys possess a difference in nominal Ti content of 4 at.%. However, thermodynamic calculations in equilibrium conditions reveal a reduced difference in dissolved Ti in (Mo,Ti)
5Si
3 of 2 at.% when comparing alloys B and C. Hence, this impact is assumed to be negligible. Additionally, this is difficult to assess experimentally due to significant segregation within (Mo,Ti)
5Si
3 (see varying BSE contrast in (Mo,Ti)
5Si
3 regions) and the fine scaled microstructure. (ii) Particle strengthening of (Mo,Ti)
5Si
3 by Mo-rich particles (see bright particles within (Mo,Ti)
5Si
3 in the insets of
Figure 3b,c and
Figure 8b,c. However, further research on those particles has to be conducted in order to quantitatively evaluate their impact on the creep performance. (iii) The different volume fraction of eutectoid microstructure, which is (28 ± 5) and (10 ± 3) vol.% in alloys B and C, respectively. Thus, as the same loading and compression state was applied to both alloys, the load partitioning on the different microstructural constituents is assumed to result in the different deformation behaviour of the primarily solidified (Mo,Ti)
5Si
3 regions.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}