Optimization of the Post-Process Heat Treatment of Inconel 718 Superalloy Fabricated by Laser Powder Bed Fusion Process

 , ,
, ,  and
and 
Abstract

1. Introduction
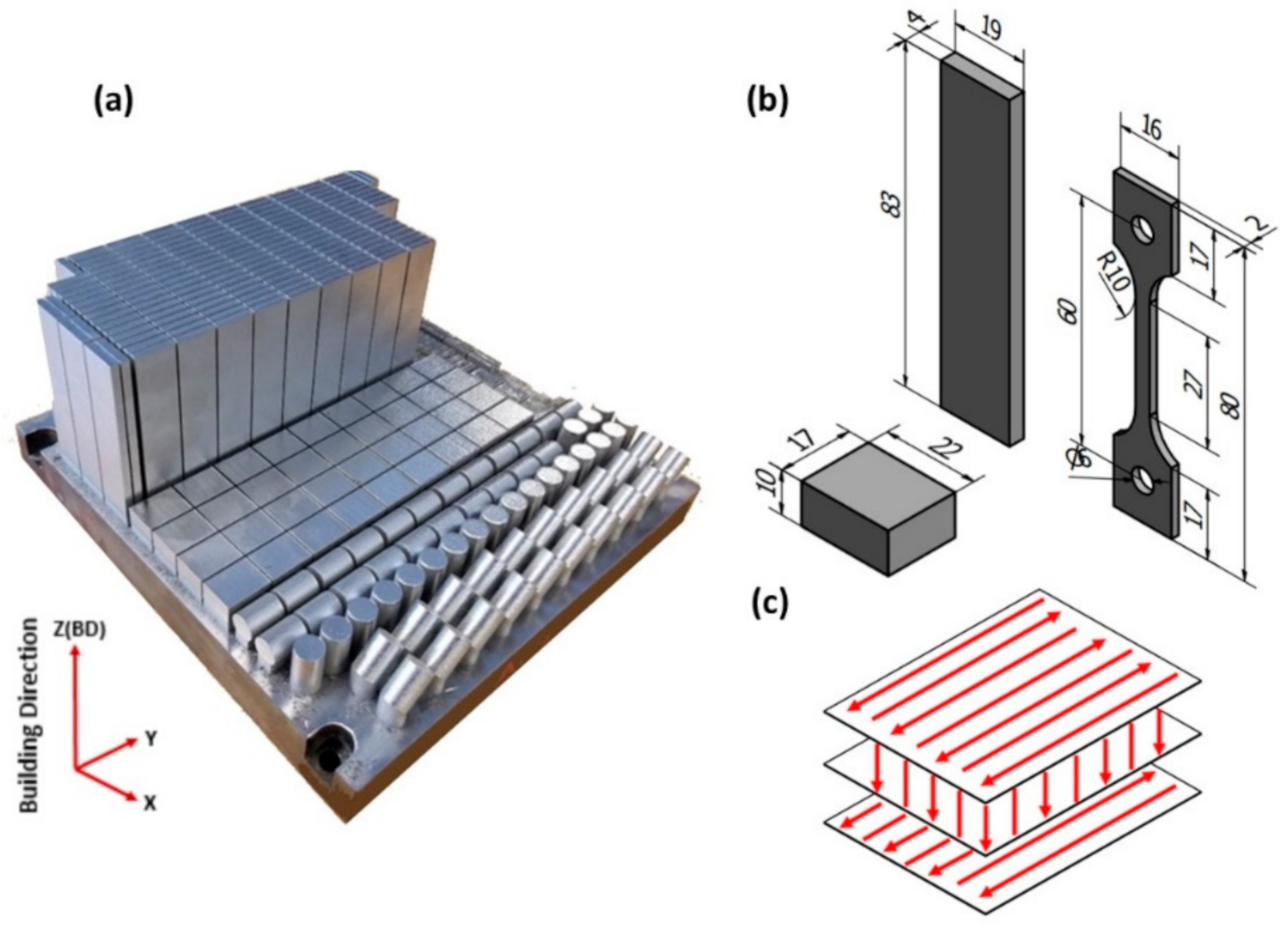
2. Materials and Methods
3. Results and Discussion
3.1. Effect of the Interaction between Homogenization and Solution Treatment Times on the Mechanical Properties and Crystallographic Texture
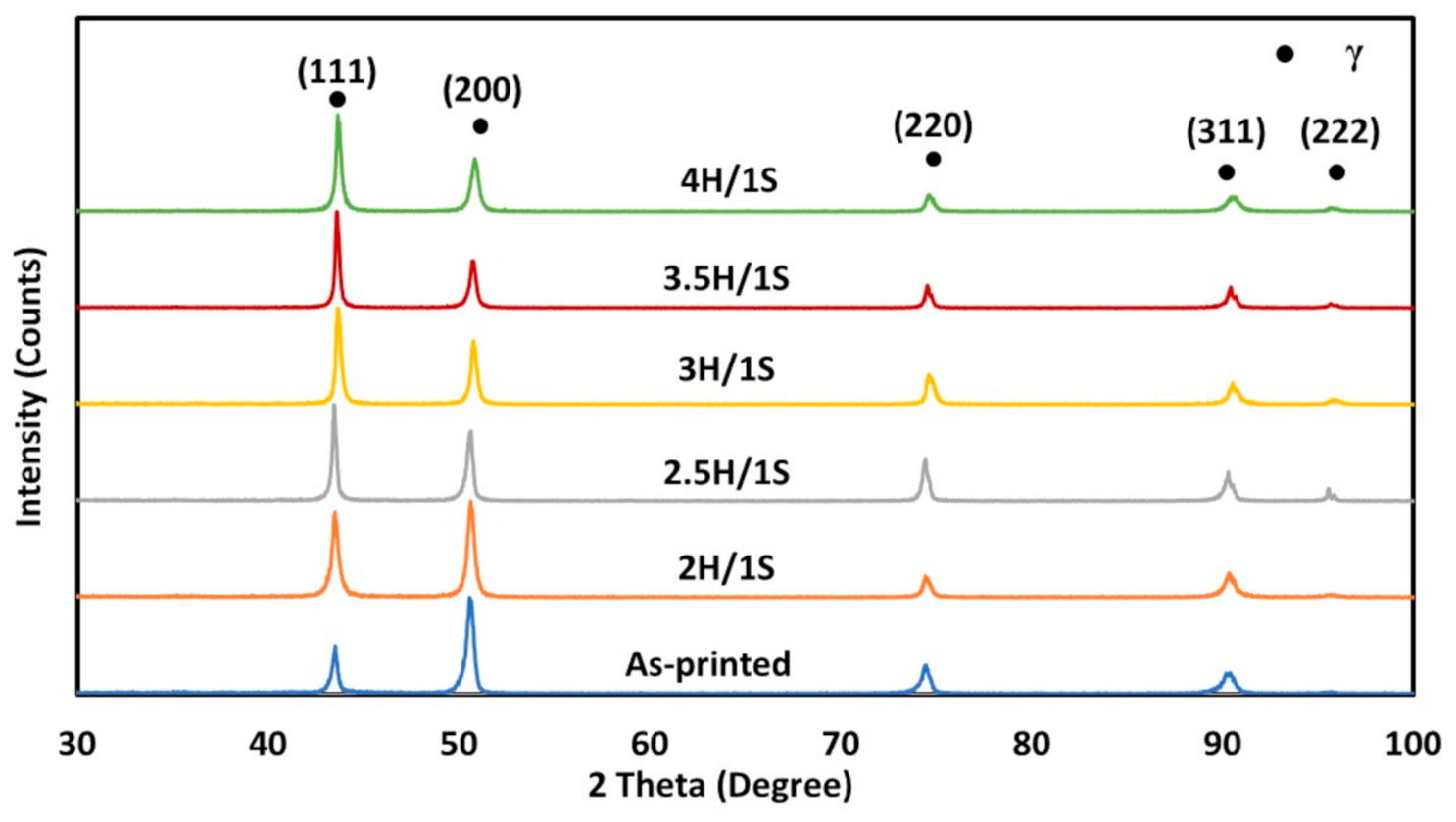
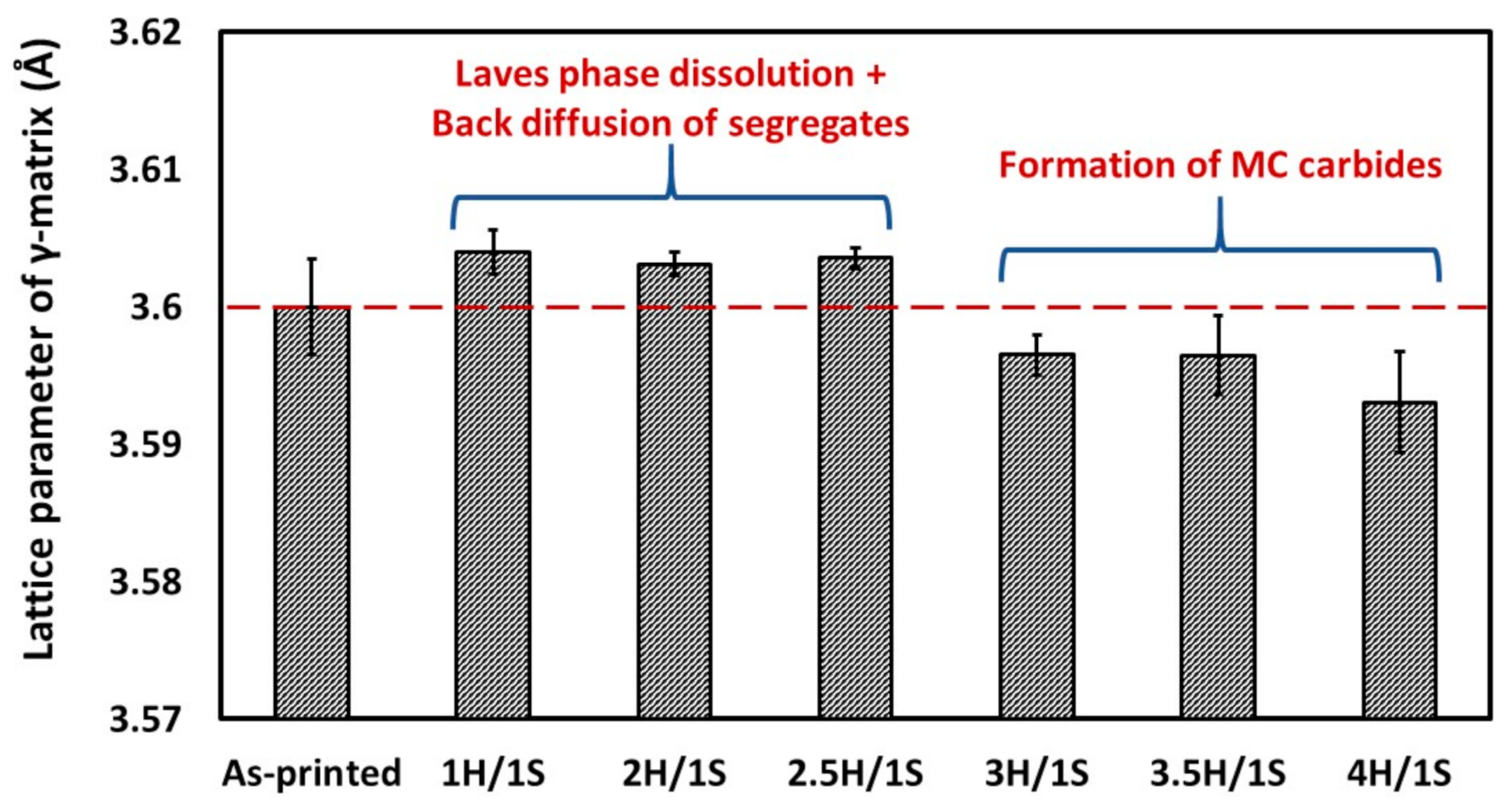
3.2. Texture and Phase Evolution Using XRD Analysis
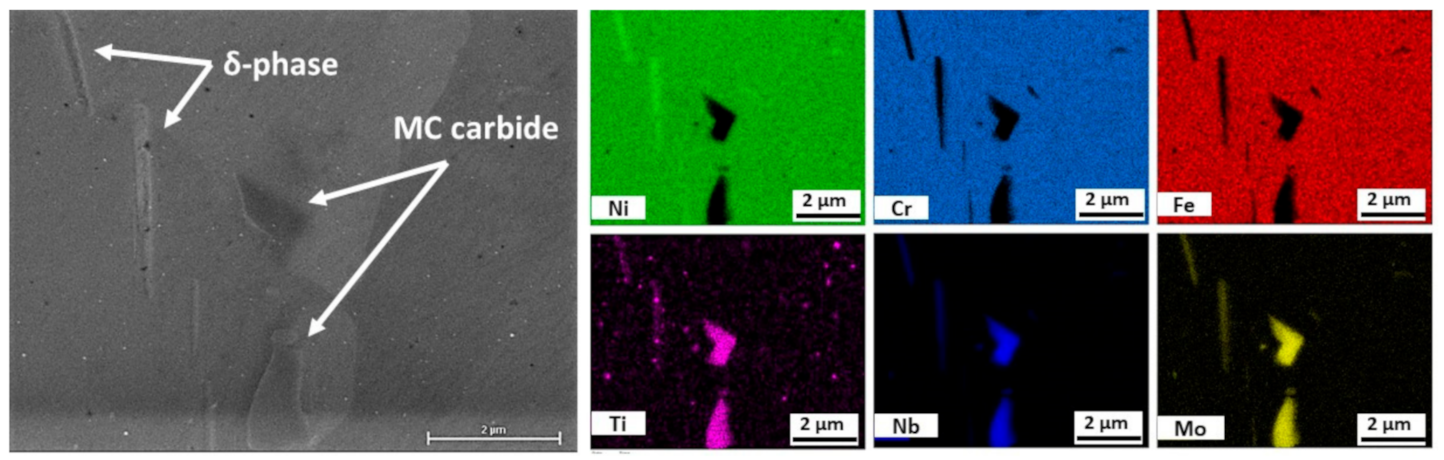
3.3. Microstructure and Elemental Analysis
3.3.1. Precipitates and Grain Morphology Evolution
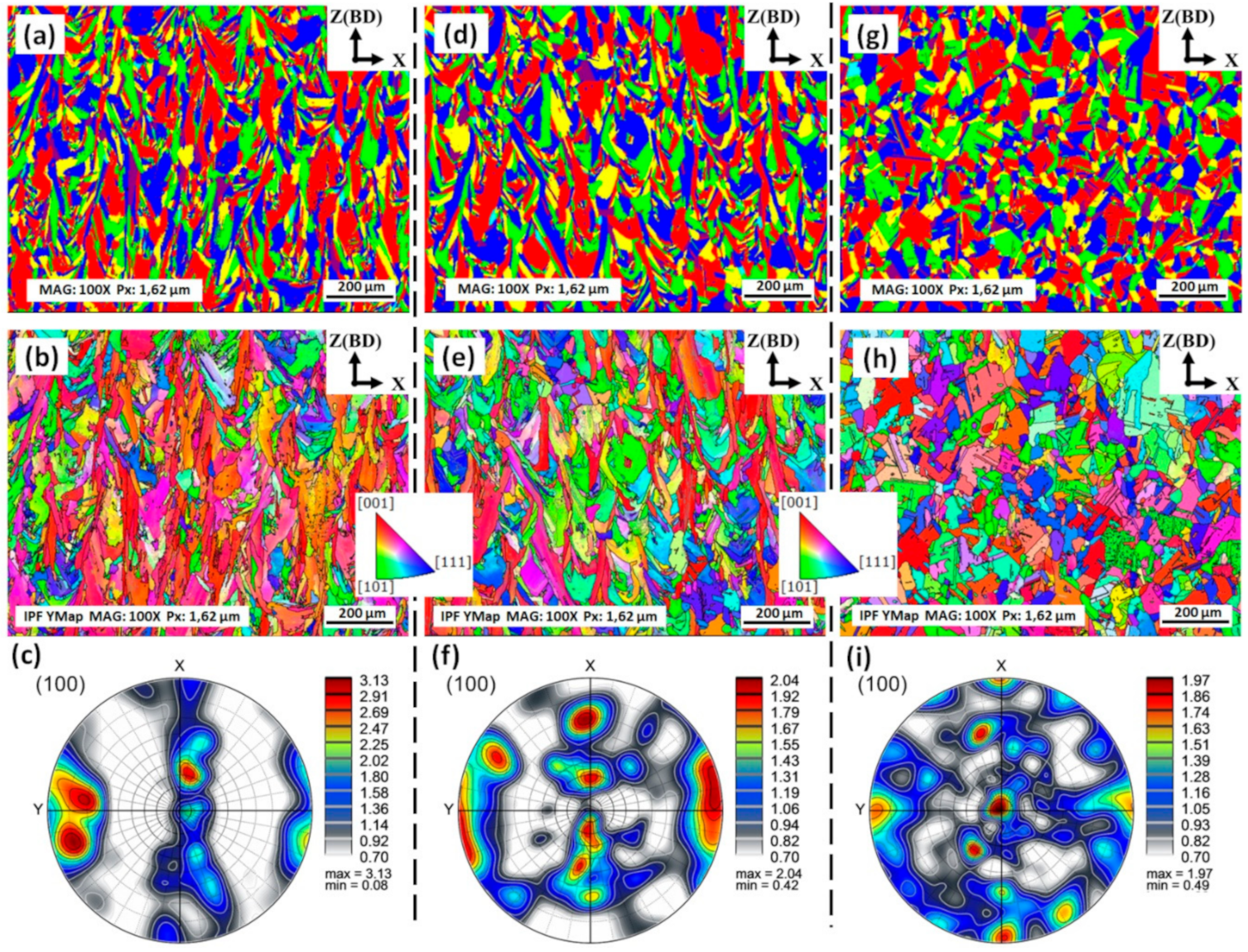
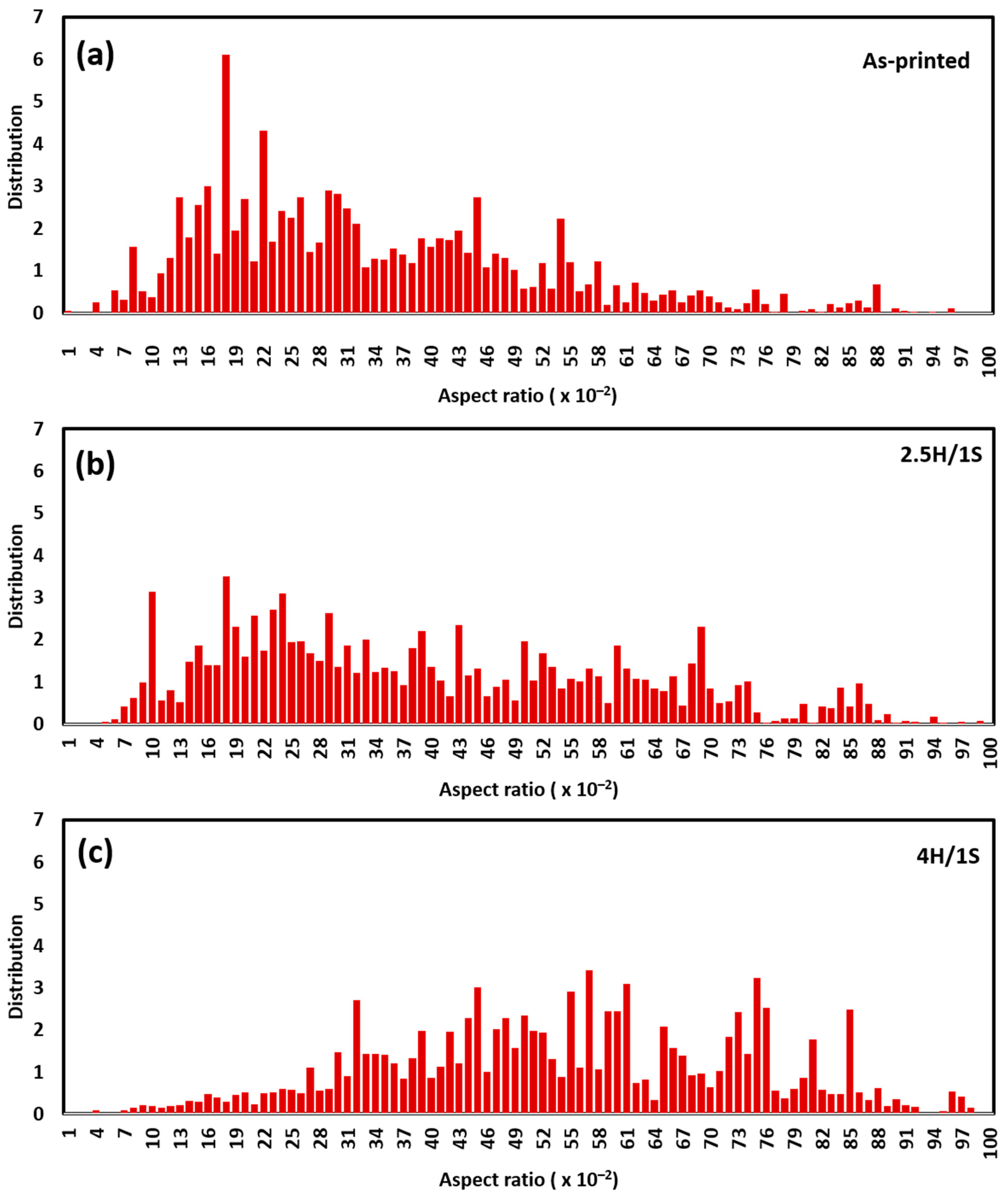
3.3.2. Texture and Grain Structure Evolution
3.3.3. Misorientation Angle Evolution
3.4. Mechanical Properties
3.4.1. Room Temperature Tensile Properties
3.4.2. High-Temperature Tensile Testing (650 °C)
4. Conclusions
- The as-printed microstructure shows an elongated grain morphology with a continuous chain of segregates and Laves phase in the inter-dendritic zones and along the grain boundaries. In addition, a strong texture along the (100) plane is observed.
- After heat treatments, there is a significant back diffusion of the segregated elements and a dissolution of Laves phase. However, a homogenization treatment for more than 2.5 h results in the depletion of the elements (Ti and Nb) necessary for the precipitation of γ′ and γ′′ phases from the γ-matrix, as a drop in the γ-matrix lattice parameter after 3, 3.5 and 4 h-long treatment supports this hypothesis.
- Noticeable changes in the preferred crystallographic (100) texture are observed after a 2.5 h homogenization treatment. However, a nearly complete recrystallization with a significantly weakened texture along the (100) direction is obtained after a 4 h homogenization treatment.
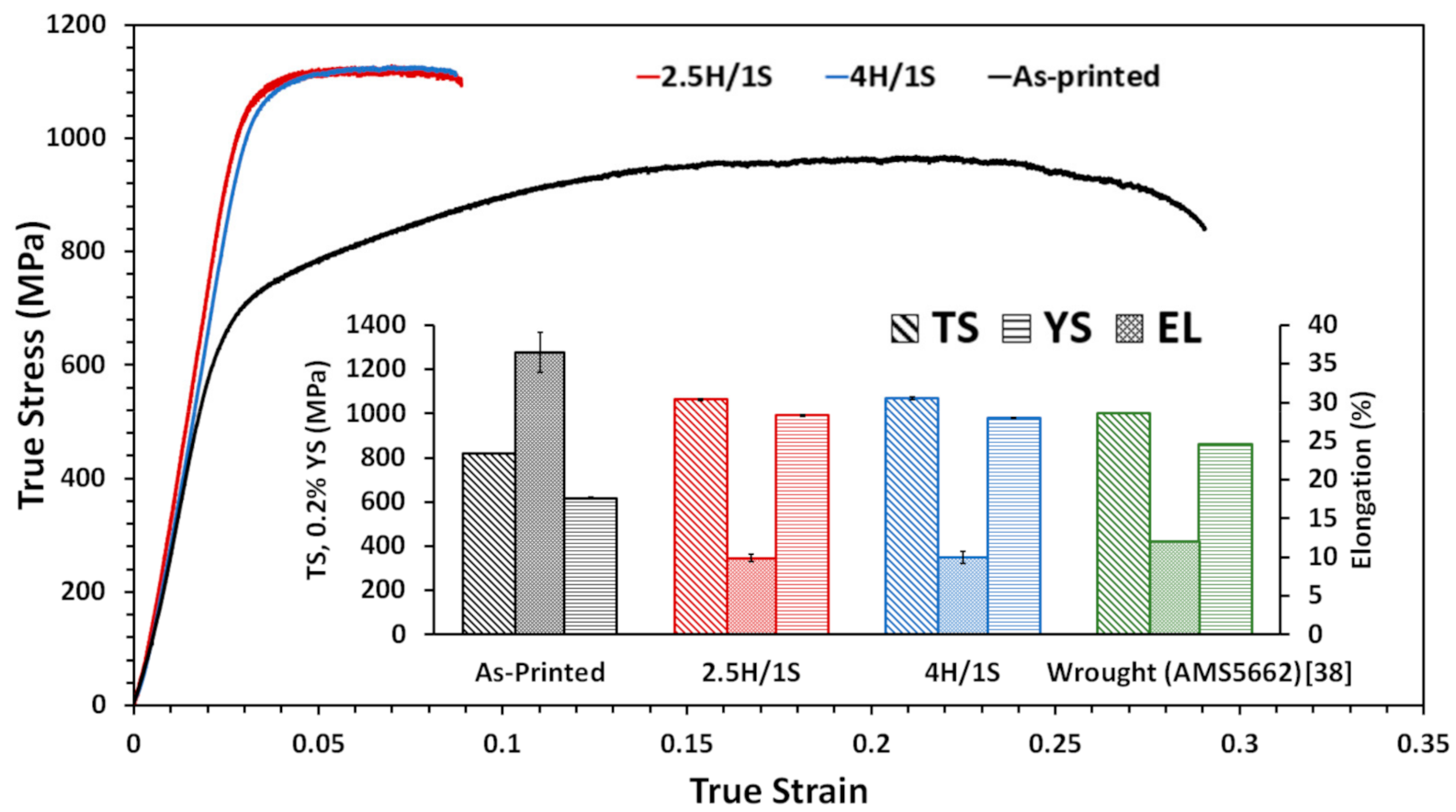
- At room temperature, the 2.5H/1S and 4H/1S treatments lead to a significant improvement in the tensile properties (TS, YS and El) of LPBF IN718 alloy, as compared to those of the conventionally heat-treated LPBF IN718 (AMS standards) and the wrought (AMS5662) alloy. Moreover, a superior balance between the material strength and ductility is obtained after the 4H/1S treatment due to the presence of a high fraction of annealing twins.
- Both the 2.5H/1S and 4H/1S-treated samples show comparable strengths at RT and at 650 °C. However, the strengthening mechanisms after both treatments are different: a precipitation hardening combined with the contribution of a primary dislocation network are the strengthening mechanisms during the 2.5H/1S treatment, whereas during the 4H/1S treatment, precipitation hardening becomes the main strengthening mechanism.
- At 650 °C, the 2.5H/1S- and 4H/1S-treated samples exhibit higher tensile and yield strengths than, and a comparable ductility to those of the (AMS5662) wrought IN718.
- It is concluded that the 4H/1S treatment offers optimized mechanical properties at RT and at 650 °C and a desirable random crystallographic texture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mostafa, A.; Picazo Rubio, I.; Brailovski, V.; Jahazi, M.; Medraj, M. Structure, texture and phases in 3D printed IN718 alloy subjected to homogenization and HIP treatments. Metals 2017, 7, 196. [Google Scholar] [CrossRef]
- Calandri, M.; Yin, S.; Aldwell, B.; Calignano, F.; Lupoi, R.; Ugues, D. Texture and microstructural features at different length scales in Inconel 718 produced by selective laser melting. Materials 2019, 12, 1293. [Google Scholar] [CrossRef] [PubMed]
- Luke Nelson, C. Selective Laser Melting of Nickel Superalloys for High Temperature Applications. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2013. [Google Scholar]
- Mostafa, A.; Shahriari, D.; Rubio, I.P.; Brailovski, V.; Jahazi, M.; Medraj, M. Hot compression behavior and microstructure of selectively laser-melted IN718 alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 371–385. [Google Scholar] [CrossRef]
- GE Reports Staff 5 Ways GE is Changing the World with 3D Printing. Available online: https://www.ge.com/news/reports/5-ways-ge-changing-world-3d-printing (accessed on 10 November 2019).
- Lesyk, D.A.; Martinez, S.; Mordyuk, B.N.; Dzhemelinskyi, V.V.; Lamikiz, А.; Prokopenko, G.I. Post-processing of the Inconel 718 alloy parts fabricated by selective laser melting: Effects of mechanical surface treatments on surface topography, porosity, hardness and residual stress. Surf. Coat. Technol. 2020, 381, 125136. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Bean, G.E.; McLouth, T.D.; Witkin, D.B.; Sitzman, S.D.; Adams, P.M.; Zaldivar, R.J. Build orientation effects on texture and mechanical properties of selective laser melting Inconel 718. J. Mater. Eng. Perform. 2019, 28, 1942–1949. [Google Scholar] [CrossRef]
- Newell, D. Solution Anneal Heat Treatments to Enhance Mechanical Performance of Additively Manufactured Inconel 718. Ph.D. Thesis, Air Force Institute of Technology, Dayton, OH, USA, 2020. [Google Scholar]
- Huang, W.; Yang, J.; Yang, H.; Jing, G.; Wang, Z.; Zeng, X. Heat treatment of Inconel 718 produced by selective laser melting: Microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 750, 98–107. [Google Scholar] [CrossRef]
- Shi, R.; Khairallah, S.A.; Roehling, T.T.; Heo, T.W.; McKeown, J.T.; Matthews, M.J. Microstructural control in metal laser powder bed fusion additive manufacturing using laser beam shaping strategy. Acta Mater. 2020, 184, 284–305. [Google Scholar] [CrossRef]
- Raghavan, N.; Simunovic, S.; Dehoff, R.; Plotkowski, A.; Turner, J.; Kirka, M.; Babu, S. Localized melt-scan strategy for site specific control of grain size and primary dendrite arm spacing in electron beam additive manufacturing. Acta Mater. 2017, 140, 375–387. [Google Scholar] [CrossRef]
- Roehling, T.T.; Wu, S.S.Q.; Khairallah, S.A.; Roehling, J.D.; Soezeri, S.S.; Crumb, M.F.; Matthews, M.J. Modulating laser intensity profile ellipticity for microstructural control during metal additive manufacturing. Acta Mater. 2017, 128, 197–206. [Google Scholar] [CrossRef]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D.; Nazé, L.; Sennour, M. Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy. Mater. Sci. Eng. A 2012, 534, 446–451. [Google Scholar] [CrossRef]
- Kuo, Y.-L.; Horikawa, S.; Kakehi, K. Effects of build direction and heat treatment on creep properties of Ni-base superalloy built up by additive manufacturing. Scr. Mater. 2017, 129, 74–78. [Google Scholar] [CrossRef]
- Li, X.; Shi, J.; Wang, C.; Cao, G.; Russell, A.; Zhou, Z.; Li, C.; Chen, G. Effect of heat treatment on microstructure evolution of Inconel 718 alloy fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 639–649. [Google Scholar] [CrossRef]
- Diepold, B.; Vorlaufer, N.; Neumeier, S.; Gartner, T.; Göken, M. Optimization of the heat treatment of additively manufactured Ni-base superalloy IN718. Int. J. Miner. Metall. Mater. 2020, 27, 640–648. [Google Scholar] [CrossRef]
- Pande, C.S.; Rath, B.B.; Imam, M.A. Effect of annealing twins on Hall–Petch relation in polycrystalline materials. Mater. Sci. Eng. A 2004, 367, 171–175. [Google Scholar] [CrossRef]
- Yuan, Y.; Gu, Y.; Cui, C.; Osada, T.; Yokokawa, T.; Harada, H. A Novel strategy for the design of advanced engineering alloys—Strengthening turbine disk superalloys via twinning structures. Adv. Eng. Mater. 2011, 13, 296–300. [Google Scholar] [CrossRef]
- Fayed, E.; Shahriari, D.; Saadati, M.; Brailovski, V.; Jahazi, M.; Medraj, M. Influence of homogenization and solution treatments time on the microstructure and hardness of Inconel 718 fabricated by laser powder bed fusion process. Materials 2020, 13, 2574. [Google Scholar] [CrossRef]
- Fayed, E.; Shahriari, D.; Saadati, M.; Brailovski, V.; Jahazi, M.; Medraj, M. Effect of homogenization and solution treatments time on the elevated-temperature mechanical behavior of Inconel 718 fabricated by laser powder bed fusion. Sci. Rep. 2021. [Google Scholar]
- Anderson, H.; Carriere, J.; Vaughn, N.; Kraber, J.; Sobczyk, P. Design Expert Software; Stat-Ease Inc.: Minneapolis, MN, USA, 2019. [Google Scholar]
- Beausir, J.-J. Fundenberger Analysis Tools for Electron and X-Ray Diffraction; ATEX—Software; Université de Lorraine: Metz, France, 2017. [Google Scholar]
- Bruker Nano GmbH. Quantax Esprit Software; Bruker Nano GmbH: Berlin, Germany, 2015. [Google Scholar]
- Zhang, H.; Gu, D.; Ma, C.; Guo, M.; Yang, J.; Wang, R. Effect of post heat treatment on microstructure and mechanical properties of Ni-based composites by selective laser melting. Mater. Sci. Eng. A 2019, 765, 138294. [Google Scholar] [CrossRef]
- Ni, M.; Chen, C.; Wang, X.; Wang, P.; Li, R.; Zhang, X.; Zhou, K. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Zhang, D.; Feng, Z.; Wang, C.; Wang, W.; Liu, Z.; Niu, W. Comparison of microstructures and mechanical properties of Inconel 718 alloy processed by selective laser melting and casting. Mater. Sci. Eng. A 2018, 724, 357–367. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Jiang, R.; Mostafaei, A.; Pauza, J.; Kantzos, C.; Rollett, A.D. Varied heat treatments and properties of laser powder bed printed Inconel 718. Mater. Sci. Eng. A 2019, 755, 170–180. [Google Scholar] [CrossRef]
- Cao, Y.; Bai, P.; Liu, F.; Hou, X.; Guo, Y. Effect of the solution temperature on the precipitates and grain evolution of IN718 fabricated by laser additive manufacturing. Materials 2020, 13, 340. [Google Scholar] [CrossRef]
- Connétable, D.; Ter-Ovanessian, B.; Andrieu, É. Diffusion and segregation of niobium in fcc-nickel. J. Phys. Condens. Matter 2012, 24, 095010. [Google Scholar] [CrossRef]
- Zhao, J.-R.; Hung, F.-Y.; Lui, T.-S. Microstructure and tensile fracture behavior of three-stage heat treated Inconel 718 alloy produced via laser powder bed fusion process. J. Mater. Res. Technol. 2020, 9, 3357–3367. [Google Scholar] [CrossRef]
- Strößner, J.; Terock, M.; Glatzel, U. Mechanical and microstructural investigation of nickel-based superalloy IN718 manufactured by selective laser melting (SLM). Adv. Eng. Mater. 2015, 17, 1099–1105. [Google Scholar] [CrossRef]
- Li, X.; Shi, J.J.; Cao, G.H.; Russell, A.M.; Zhou, Z.J.; Li, C.P.; Chen, G.F. Improved plasticity of Inconel 718 superalloy fabricated by selective laser melting through a novel heat treatment process. Mater. Des. 2019, 180, 107915. [Google Scholar] [CrossRef]
- Dave VanAken Engineering Concepts: Formation of Annealing Twins. Available online: https://www.industrialheating.com/articles/86154-engineering-concepts-formation-of-annealing-twins (accessed on 27 January 2020).
- Gao, Y.; Zhang, D.; Cao, M.; Chen, R.; Feng, Z. Effect of δ phase on high temperature mechanical performances of Inconel 718 fabricated with SLM process. Mater. Sci. Eng. A 2019, 767, 138327. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Watanabe, T. An approach to grain boundary design for strong and ductile polycrystals. Res. Mech. 1984, 11, 47–84. [Google Scholar]
- Kreitcberg, A.; Brailovski, V.; Turenne, S. Elevated temperature mechanical behavior of IN625 alloy processed by laser powder-bed fusion. Mater. Sci. Eng. A 2017, 700, 540–553. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Nb | Mo | Ti | Al | Fe + Traces |
|---|---|---|---|---|---|---|---|
| wt.% | 49.19 | 19.04 | 4.92 | 2.70 | 1.08 | 0.33 | Bal. |
| Process Parameter | Value |
|---|---|
| Laser power (Watt) | 285 |
| Laser scanning velocity (mm/s) | 1000 |
| Laser beam diameter (μm) | 100 |
| Layer thickness (μm) | 40 |
| Hatching space (μm) | 110 |
| Hatch angle (degree) | 67 |
| Building plate pre-heating temperature (°C) | 80 |
| Heat Treatment Conditions | Tensile Properties at 650 °C | HV (0.5/15) | Texture Degree | ||||
|---|---|---|---|---|---|---|---|
| Homogenization (at 1080 °C) | Solution (at 980 °C) | Aging | TS(MPa) | YS(MPa) | El (%) | ||
| 1 h/AC * | 15 min/AC | 720 °C/8 h/FC ** at 55 °C/h to 620 °C + 620 °C/8 h/AC | 1038 ± 14 | 976 ± 9 | 11.2 ±2 | 525 ± 8 | 0.83 |
| 1 h/AC | 1 h/AC | 1074 ± 28 | 1001 ± 12 | 11.8 ± 0.3 | 513 ± 9 | 0.57 | |
| 4 h/AC | 37.5 min/AC | 1017 ± 11 | 927 ± 2 | 8.2 ± 0.2 | 496 ± 7 | 1.84 | |
| 7 h/AC | 15 min/AC | 986 ± 14 | 901 ± 7 | 7.4 ± 0.9 | 454 ± 17 | 2.38 | |
| 7 h/AC | 1 h/AC | 994 ± 11 | 909 ± 8 | 7.3 ± 1 | 460 ± 13 | 1.96 | |
| Variables/Reponses | Input/Output | Criterion | Limit | Importance | |
|---|---|---|---|---|---|
| Lower | Upper | ||||
| Variables | Homogenization soaking time (h) | In range | 1 | 7 | – |
| Solution soaking time (min) | In range | 15 | 60 | – | |
| Responses | Tensile strength, TS (MPa) | Maximize | 986 | 1074 | 5 |
| Yield strength, YS (MPa) | Maximize | 901 | 1001 | 5 | |
| Elongation, El (%) | Maximize | 7 | 12 | 5 | |
| Vickers Microhardness (HV0.5/15) | Maximize | 454 | 525 | 5 | |
| Texture degree, f (ratio) | In range | >1 | 2.4 | 5 | |
| Designation | Homogenization Heat Treatment (H) | Solution Heat Treatment (S) | Aging Heat Treatment |
|---|---|---|---|
| As-printed | None | None | None |
| 2H/1S | 1080 °C for 2 h/AC | ↑ | 980 °C for 1 h/AC | ↓ | ↑ | 720 °C/8 h/FC at 55 °C/h to 620 °C + 620 °C/8 h/AC ↓ |
| 2.5H/1S | 1080 °C for 2.5 h/AC | ||
| 3H/1S | 1080 °C for 3 h/AC | ||
| 3.5H/1S | 1080 °C for 3.5 h/AC | ||
| 4H/1S | 1080 °C for 4 h/AC |
| Material Condition | TS (MPa) | YS (MPa) | El (%) | Reference |
|---|---|---|---|---|
| As-printed | 978 ± 6 | 678 ± 7 | 29 ± 1.5 | ↑ |
| 2.5H/1S | 1366 ± 8 | 1250 ± 8 | 16 ± 0.5 | This work |
| 4H/1S | 1367 ± 7 | 1234 ± 9 | 20 ± 0.5 | ↓ |
| Wrought AMS5662 | 1280 | 1030 | 12 | [38] |
| Wrought AMS5662 | 1276 | 1034 | 12.1 | [39] |
| Cast AMS5383 | 862 | 758 | 5 | [39] |
| LPBF IN718 AMS5662 | 1370 | 1084 | 10.1 | [38] |
| LPBF IN718 AMS5662 | 1380 | 1240 | 15.5 | [34] |
| LPBF IN718 ASM5383 | 1371 | 1046 | 12.3 | [38,39] |
| LPBF IN718 ASM5383 | 1350 | 1238 | 13 | [34] |
| Material Condition | TS (MPa) | YS (MPa) | El (%) | Reference |
|---|---|---|---|---|
| As-printed | 820 ± 2 | 617 ± 4 | 36 ± 3 | ↑ |
| 2.5H/1S | 1063 ± 6 | 991 ± 5 | 10 ± 0.4 | This work |
| 4H/1S | 1069 ± 8 | 979 ± 3 | 10 ± 0.8 | ↓ |
| Wrought AMS5662 | 1000 | 862 | 12 | [38] |
| LPBF IN718 AMS5662 | 1025 | 915 | 5.5 | [34] |
| LPBF IN718 ASM5383 | 1020 | 950 | 3.5 | [34] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fayed, E.M.; Saadati, M.; Shahriari, D.; Brailovski, V.; Jahazi, M.; Medraj, M. Optimization of the Post-Process Heat Treatment of Inconel 718 Superalloy Fabricated by Laser Powder Bed Fusion Process. Metals 2021, 11, 144. https://doi.org/10.3390/met11010144
Fayed EM, Saadati M, Shahriari D, Brailovski V, Jahazi M, Medraj M. Optimization of the Post-Process Heat Treatment of Inconel 718 Superalloy Fabricated by Laser Powder Bed Fusion Process. Metals. 2021; 11(1):144. https://doi.org/10.3390/met11010144
Chicago/Turabian StyleFayed, Eslam M., Mohammad Saadati, Davood Shahriari, Vladimir Brailovski, Mohammad Jahazi, and Mamoun Medraj. 2021. "Optimization of the Post-Process Heat Treatment of Inconel 718 Superalloy Fabricated by Laser Powder Bed Fusion Process" Metals 11, no. 1: 144. https://doi.org/10.3390/met11010144
APA StyleFayed, E. M., Saadati, M., Shahriari, D., Brailovski, V., Jahazi, M., & Medraj, M. (2021). Optimization of the Post-Process Heat Treatment of Inconel 718 Superalloy Fabricated by Laser Powder Bed Fusion Process. Metals, 11(1), 144. https://doi.org/10.3390/met11010144