Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint



Abstract
:1. Introduction
2. Materials and Experimental Procedure
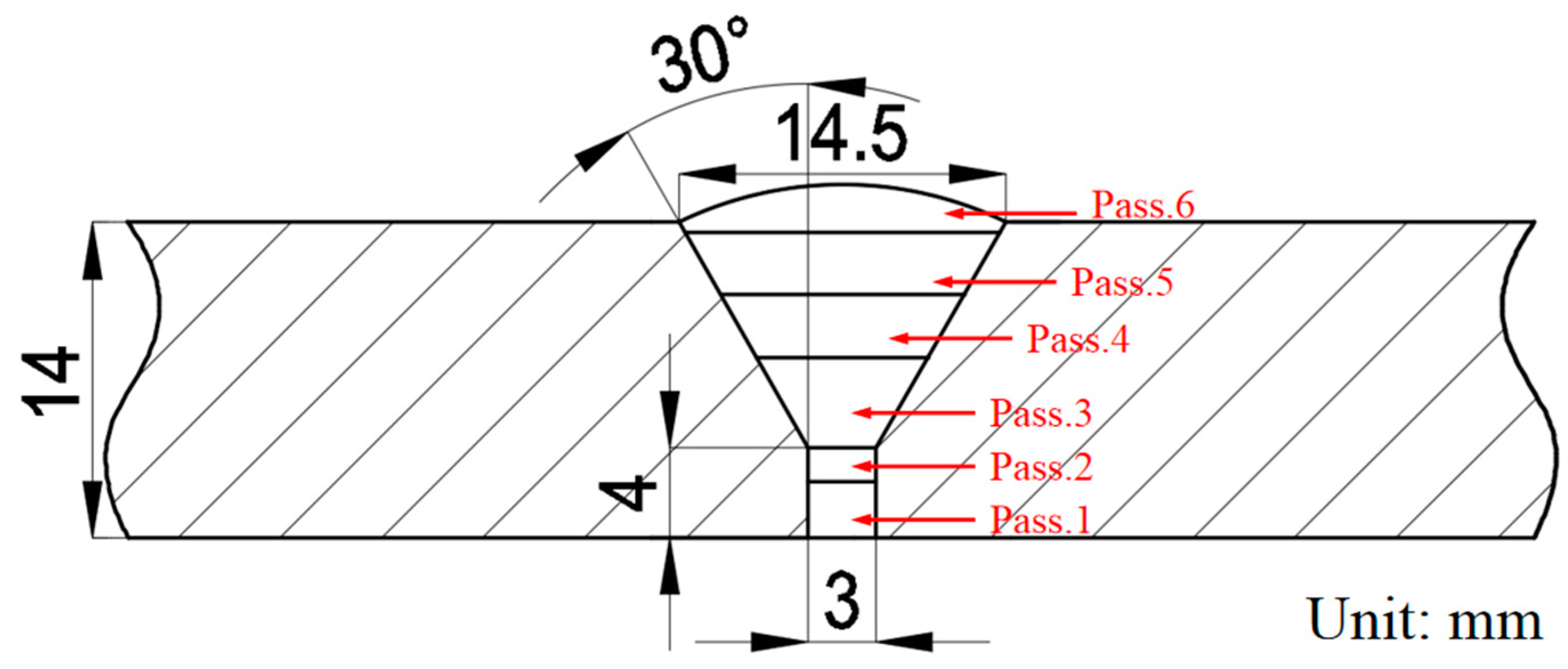
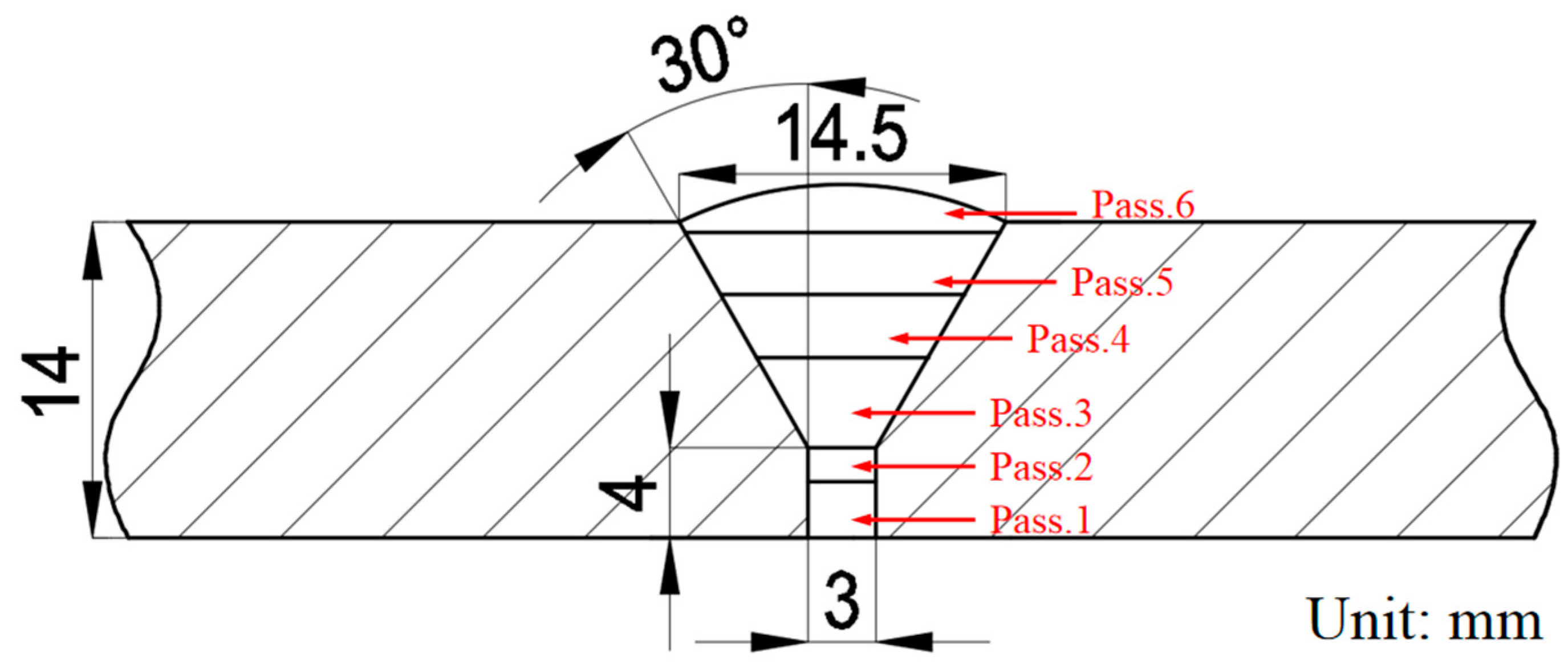
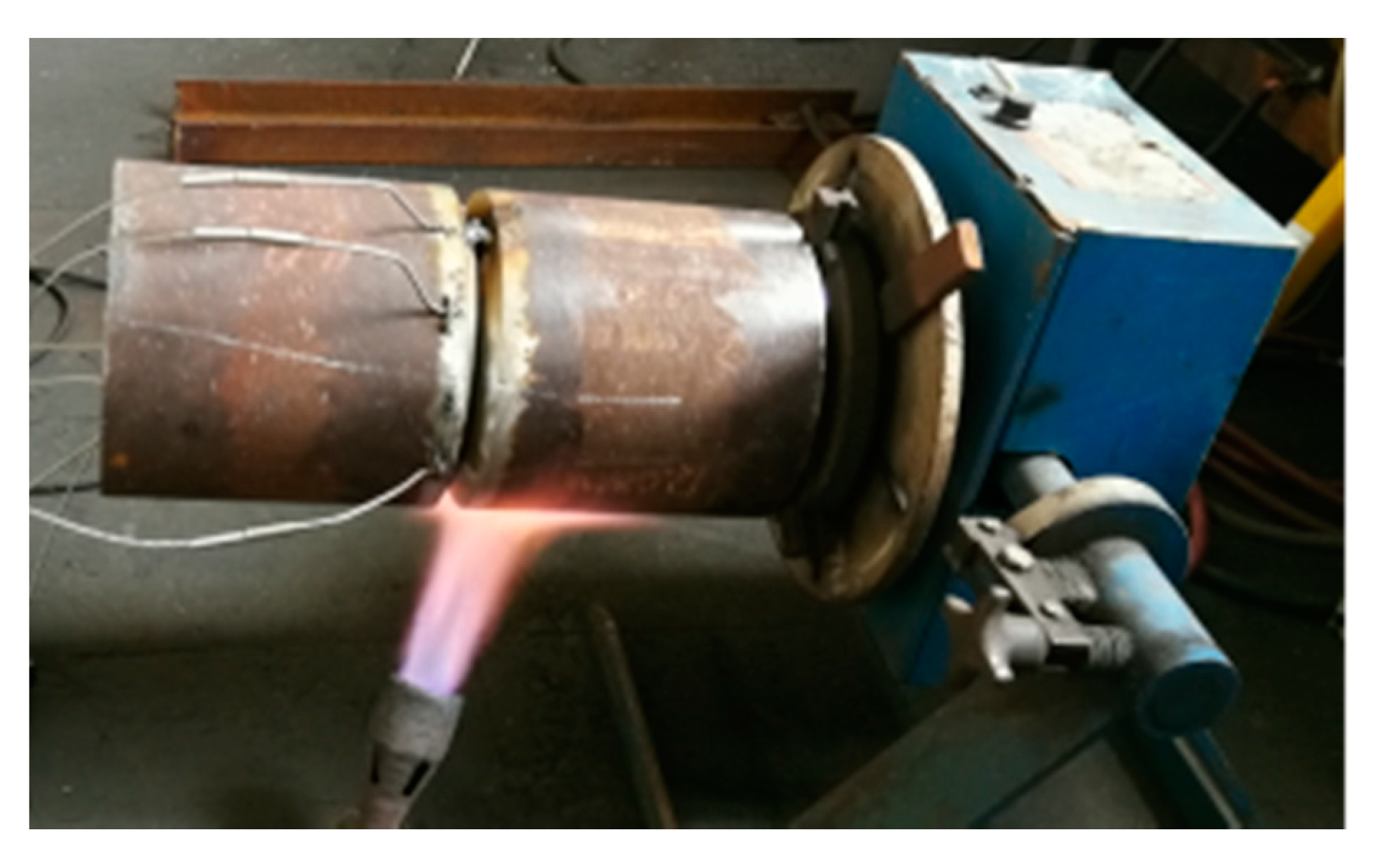
2.1. Materials and Welding Process
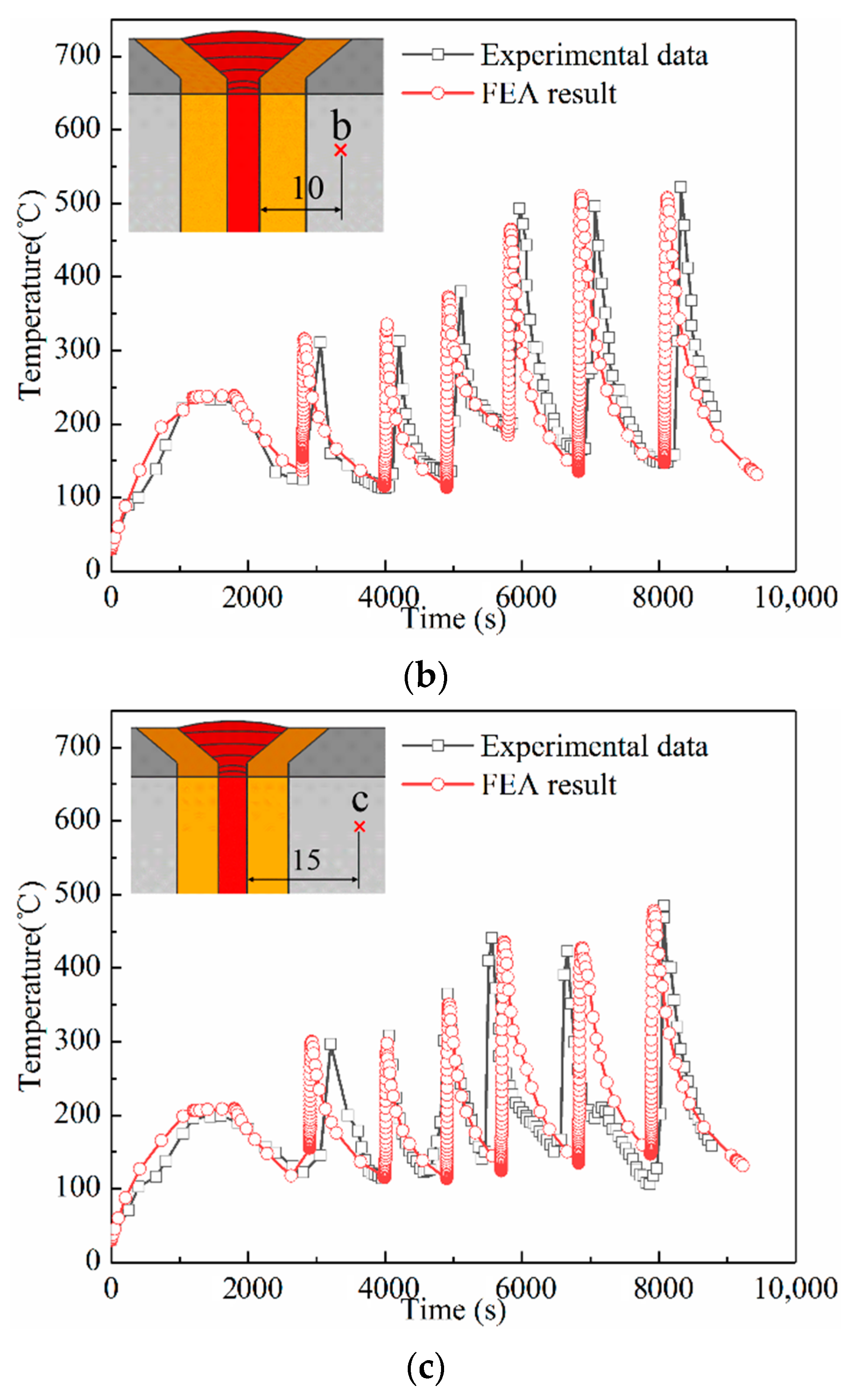
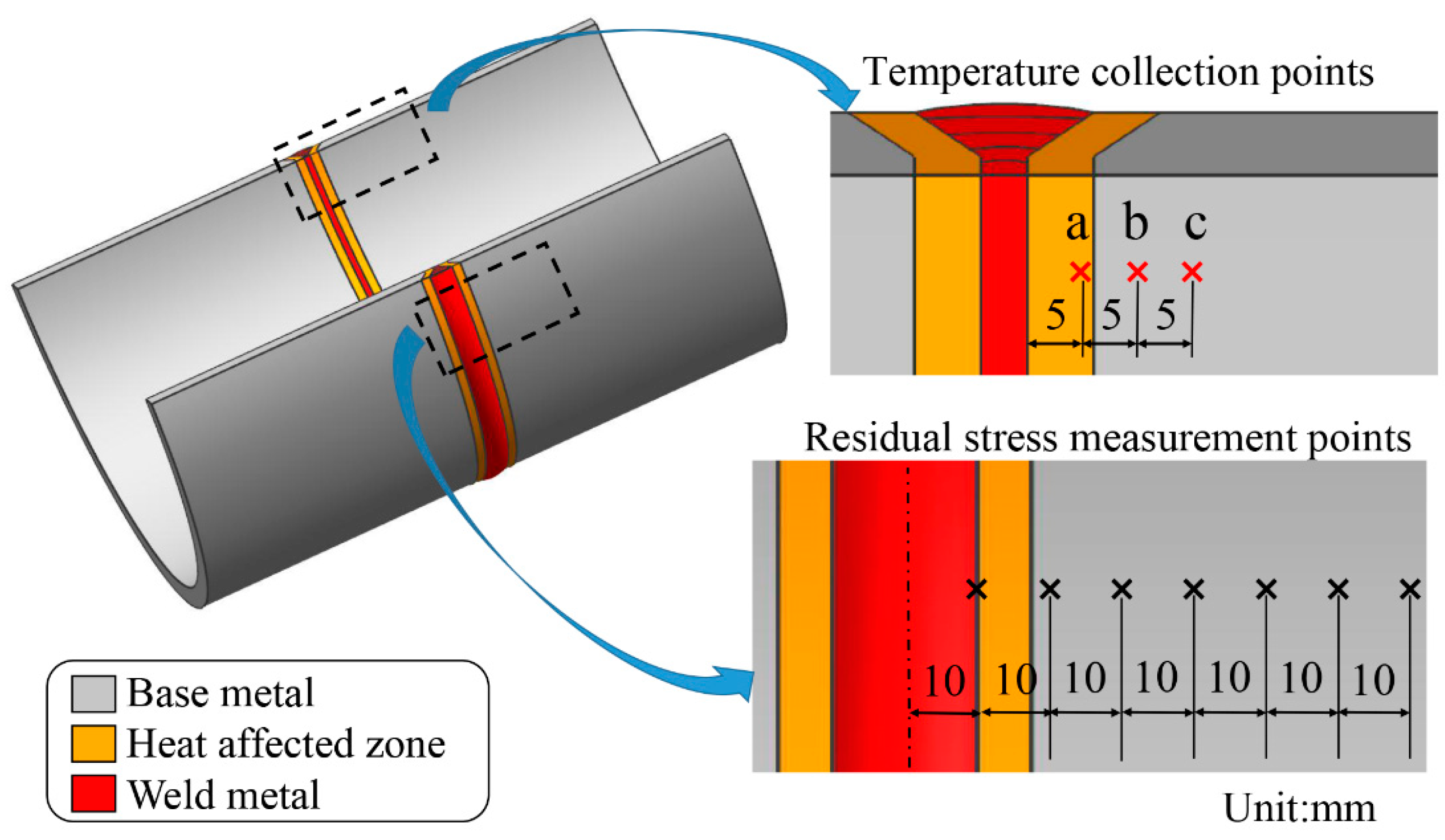
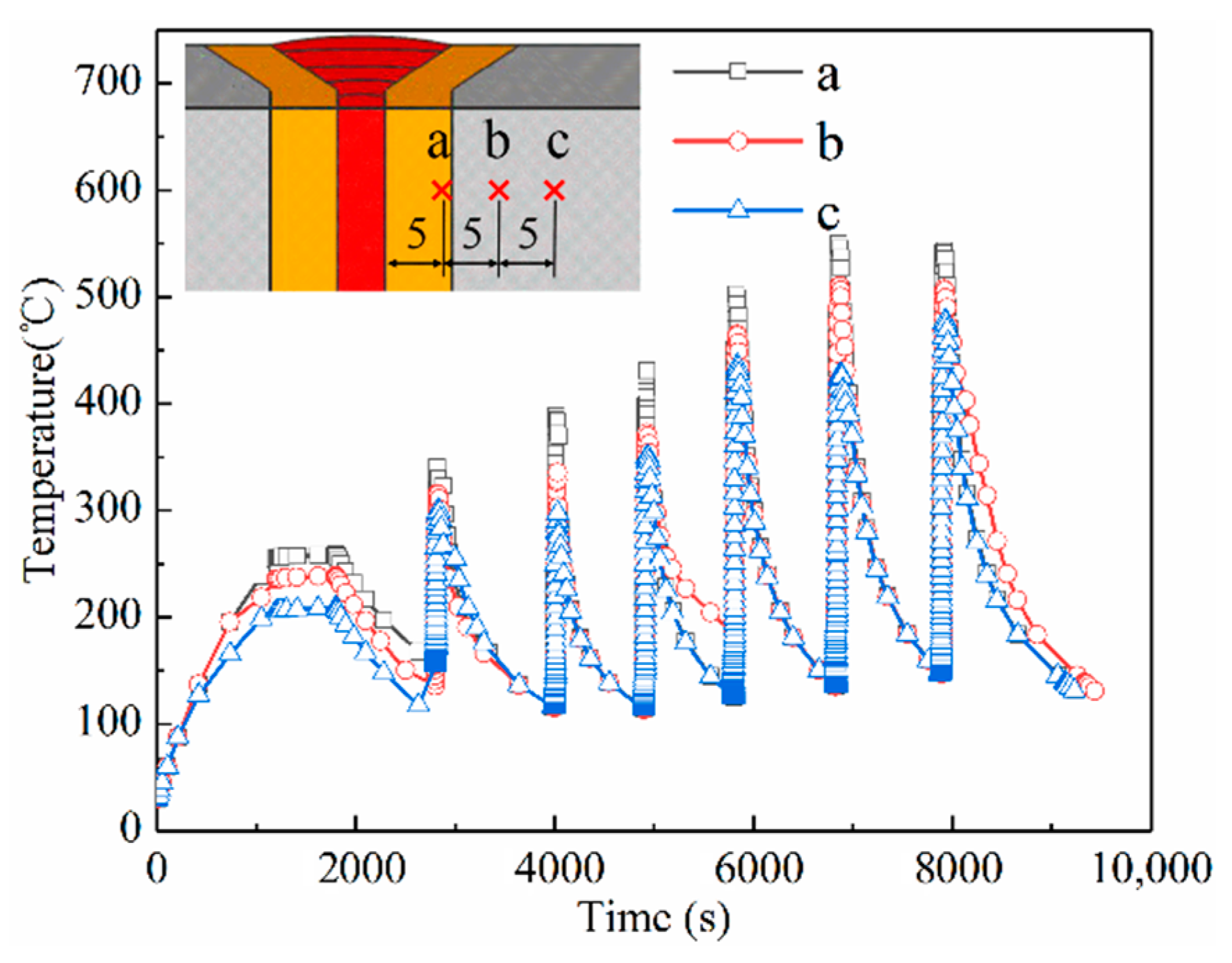
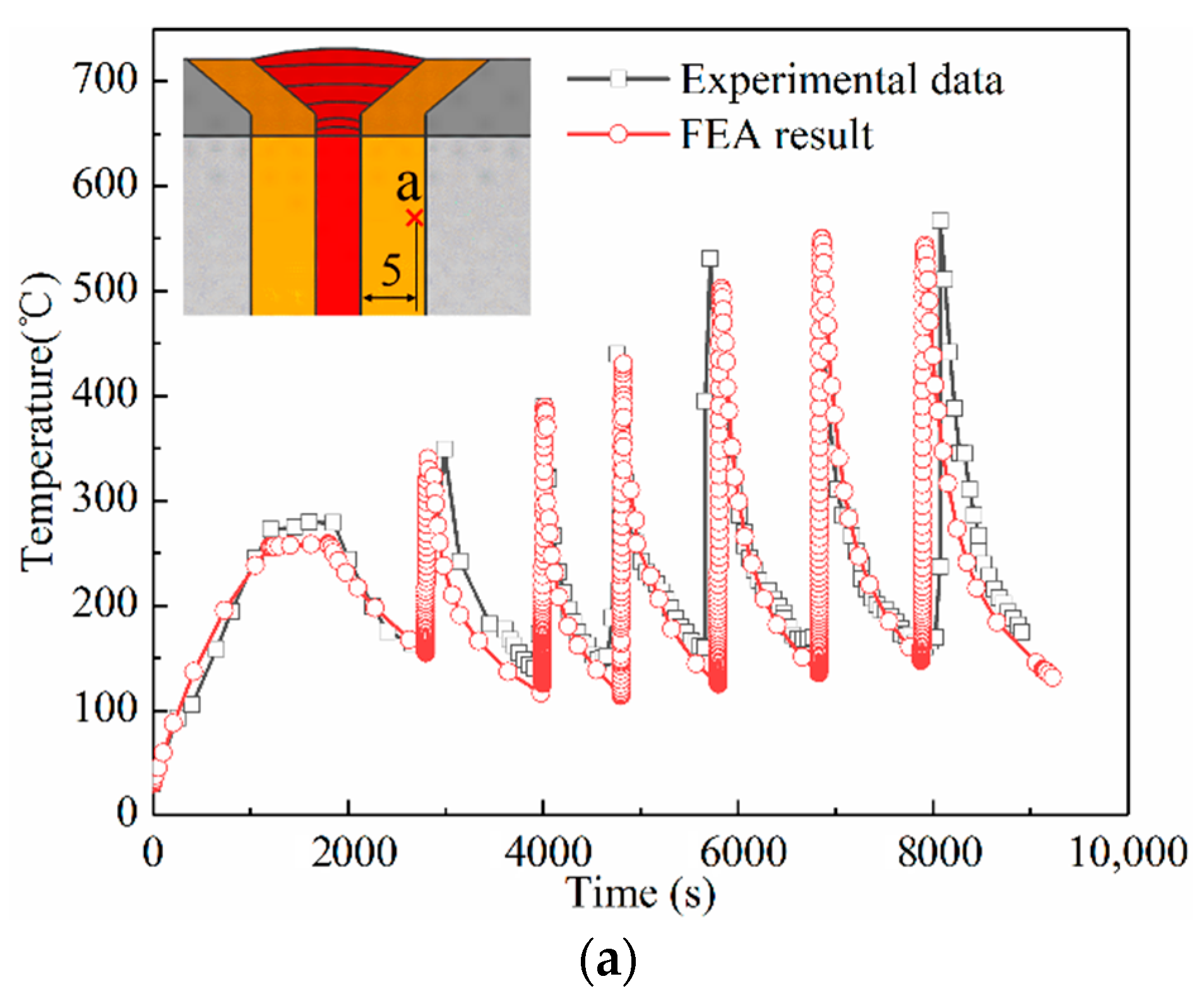
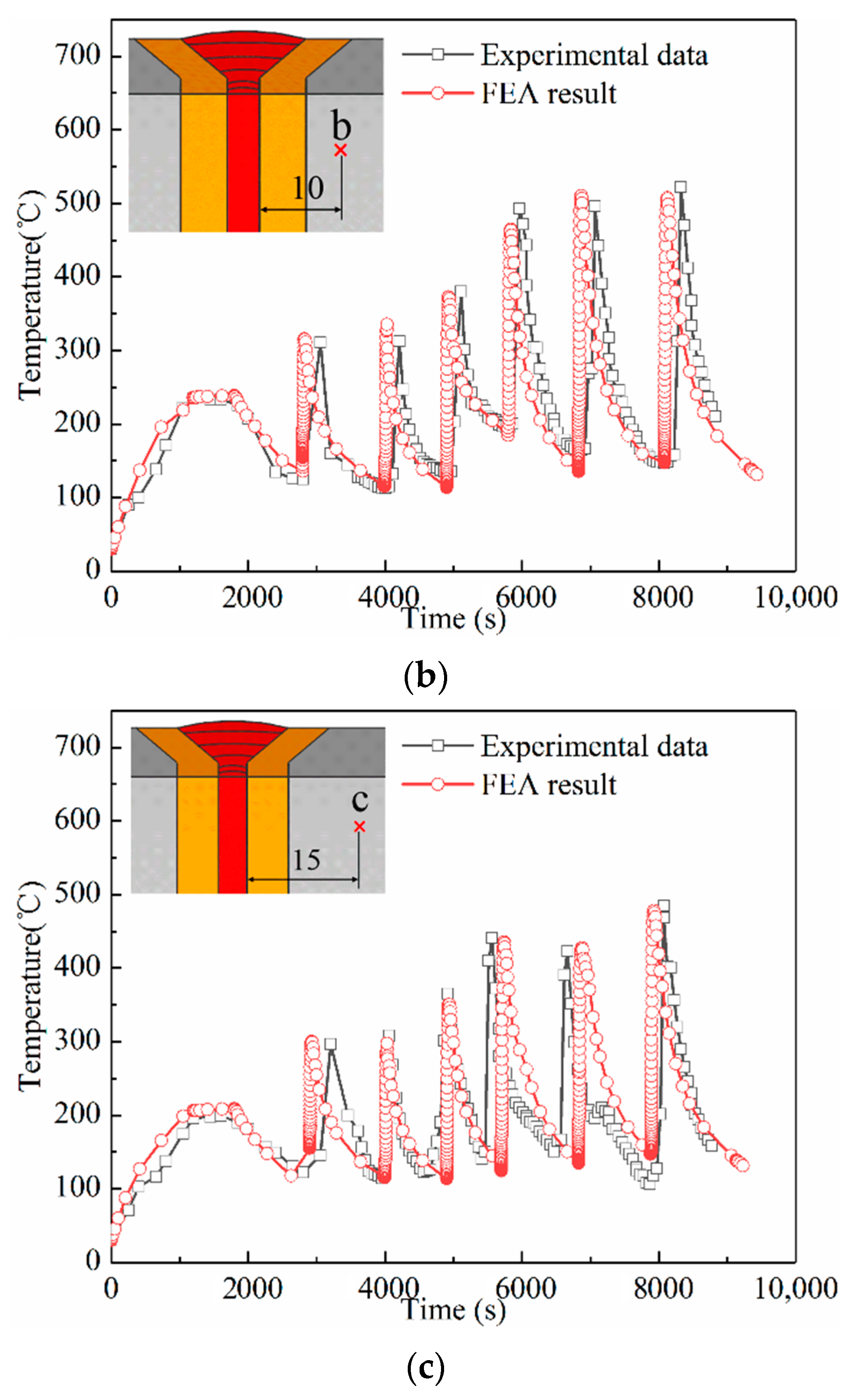
2.2. Measurement of Welding Heat Cycle Curve
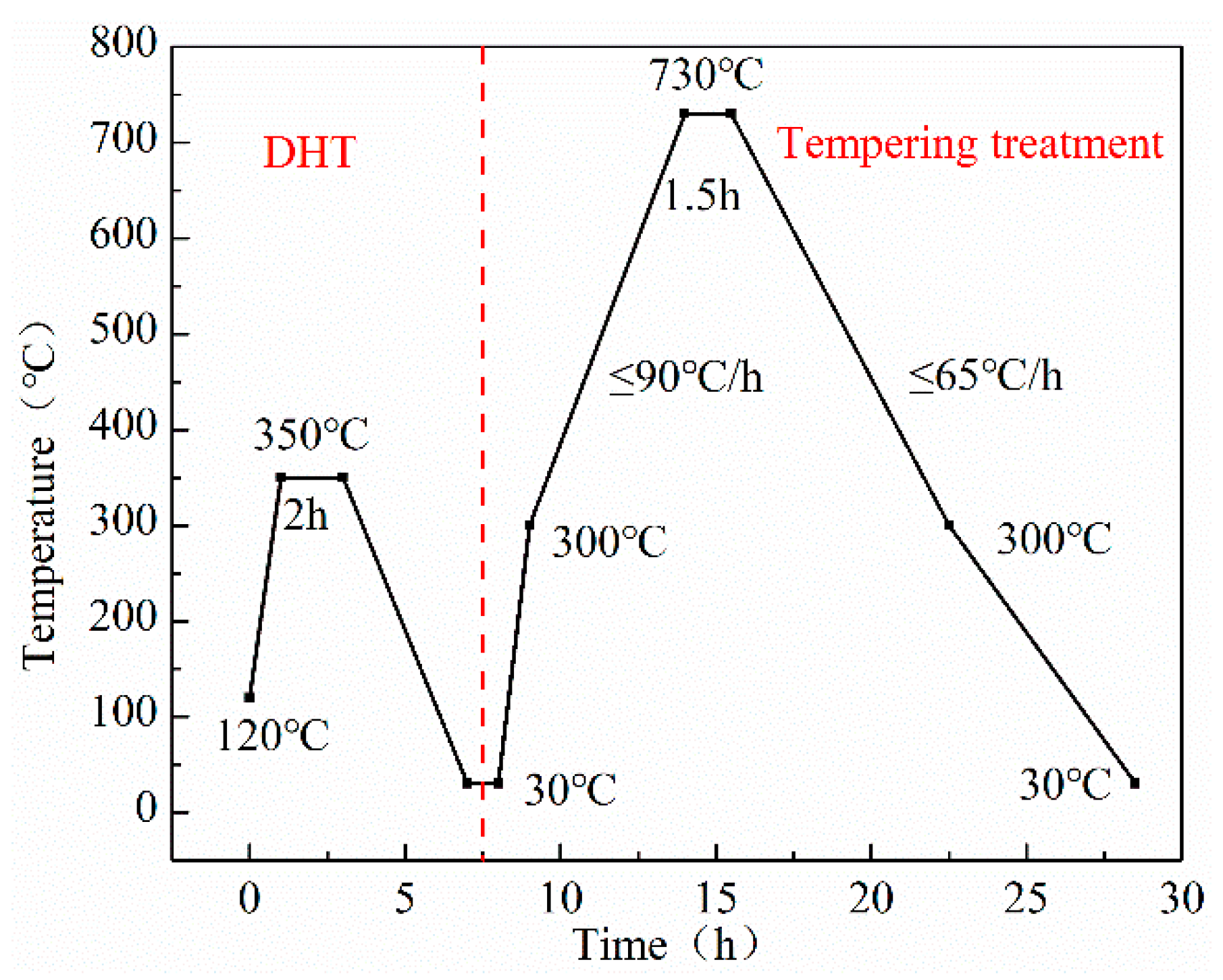
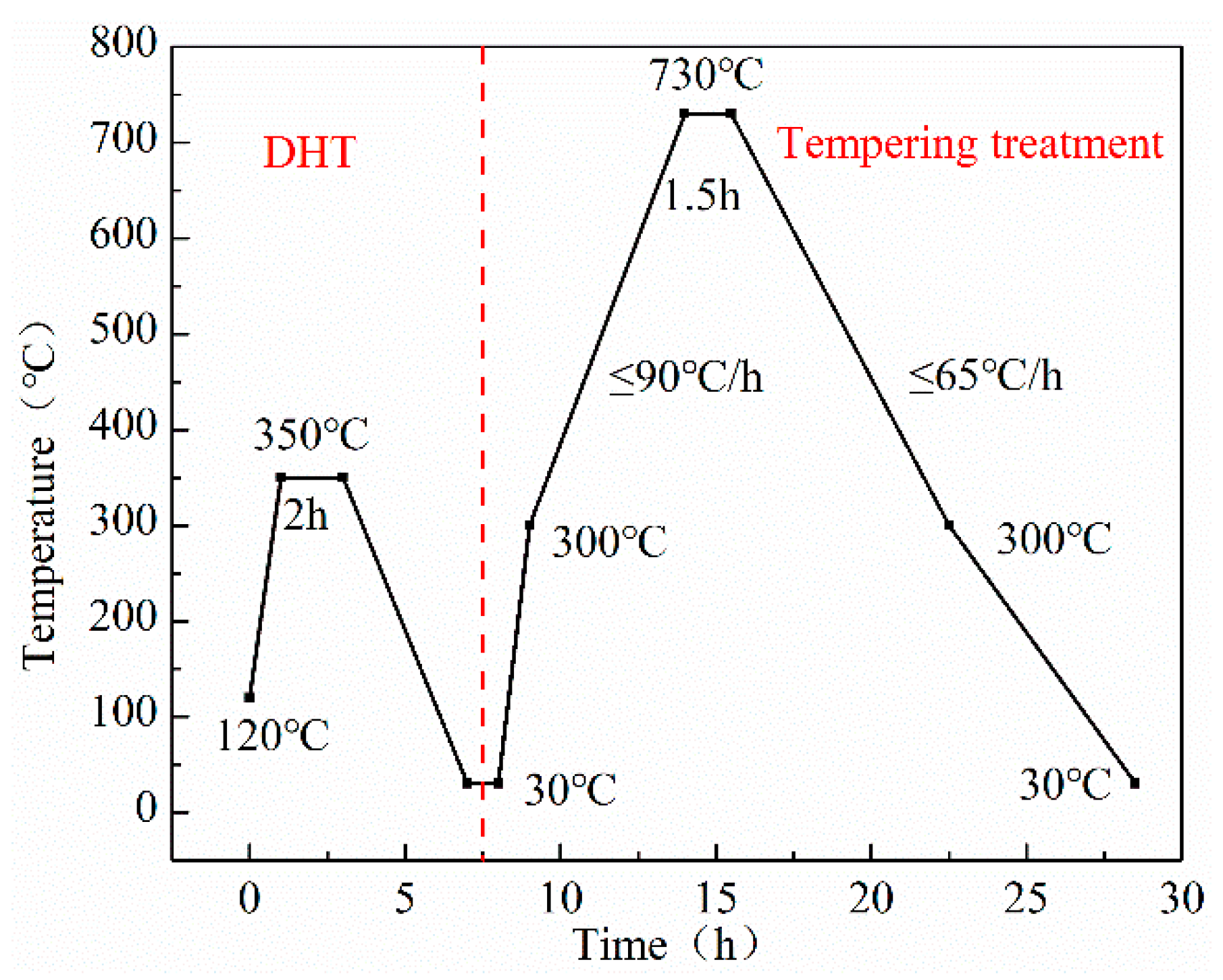
2.3. Post-Weld Heat Treatment Process
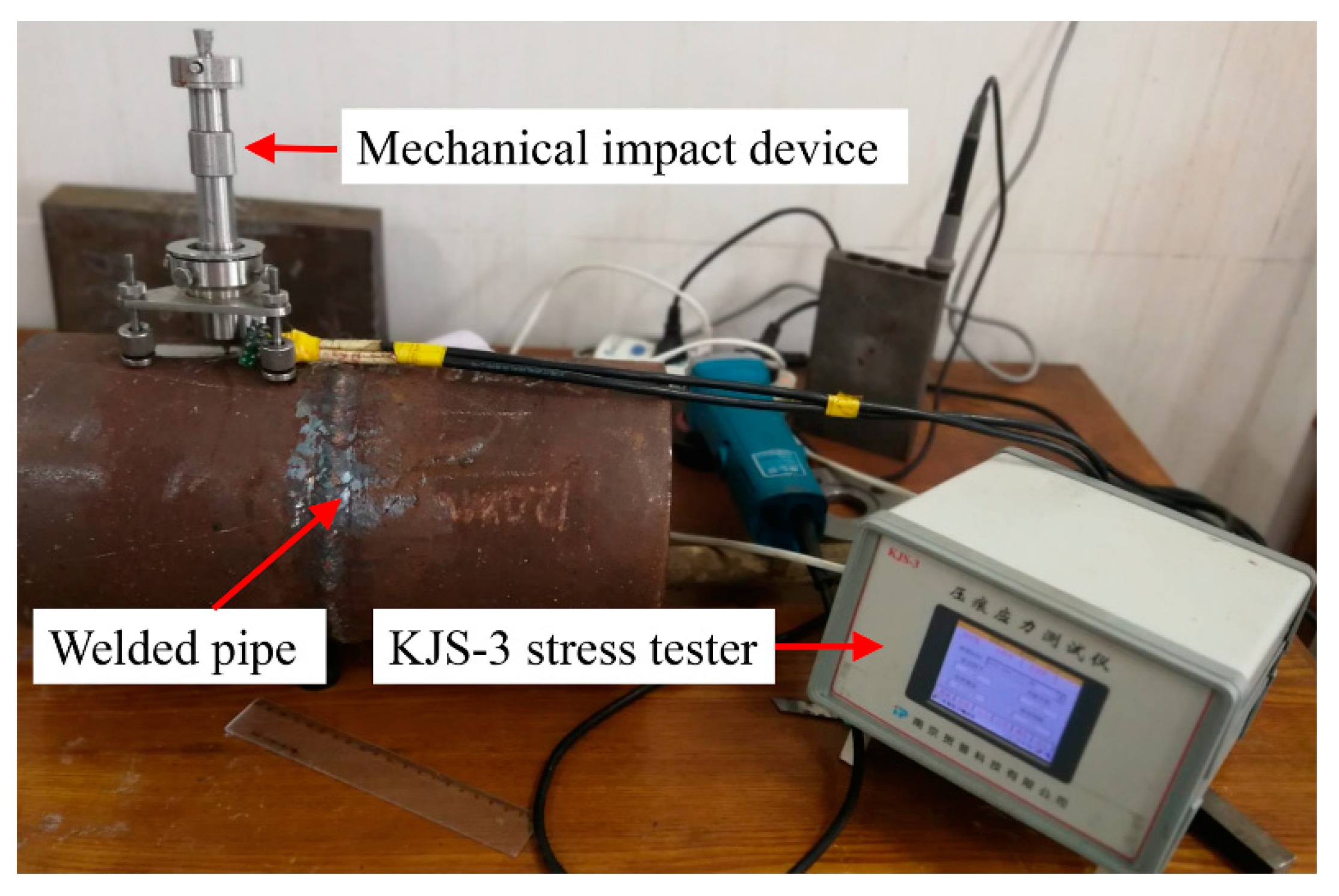
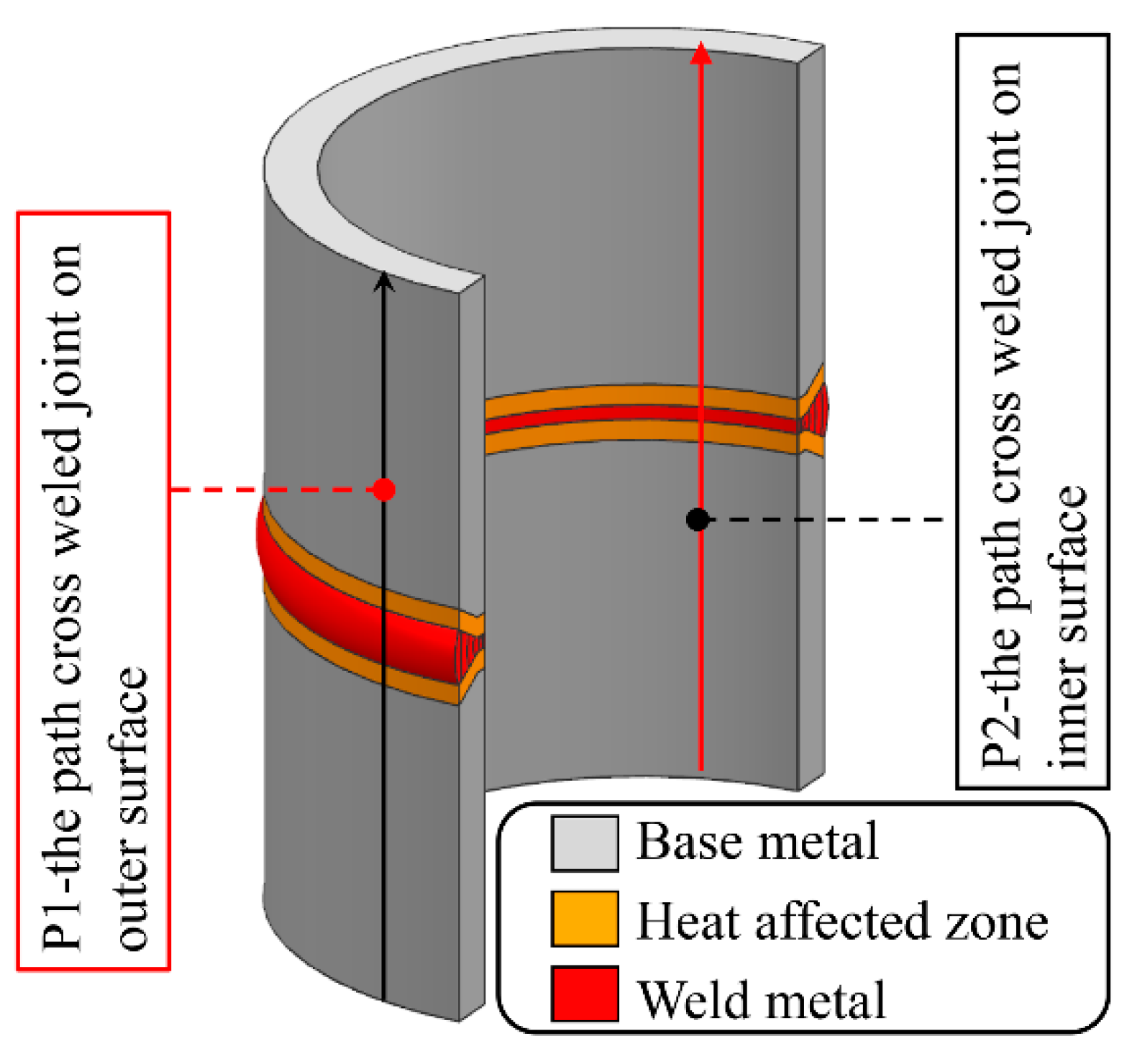
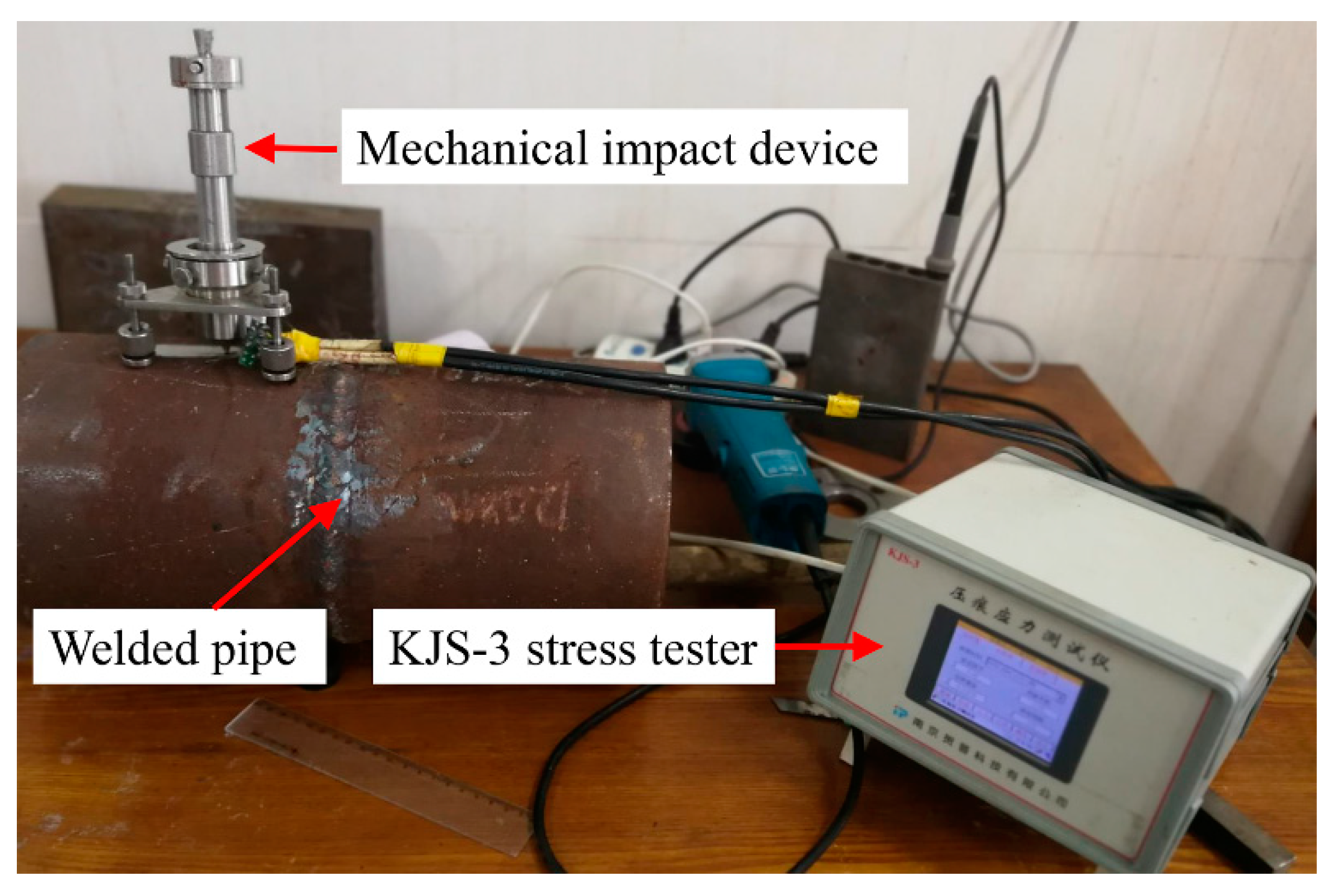
2.4. Residual Stress Measurement
3. Finite Element Simulation
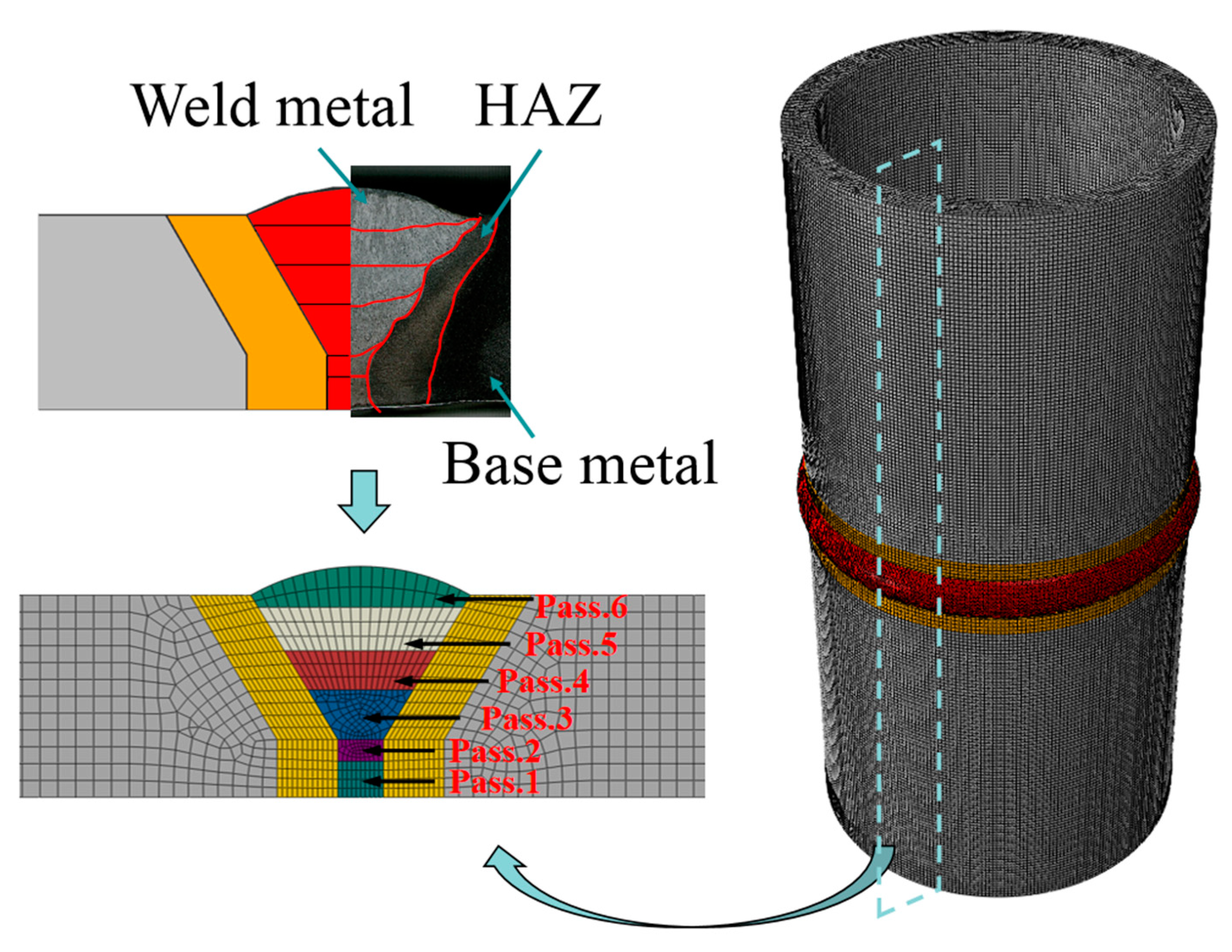
3.1. Finite Element Model
3.2. Thermal Analysis
3.3. Simulation of Welding and Post-Weld Heat Treatment
4. Results and Discussion
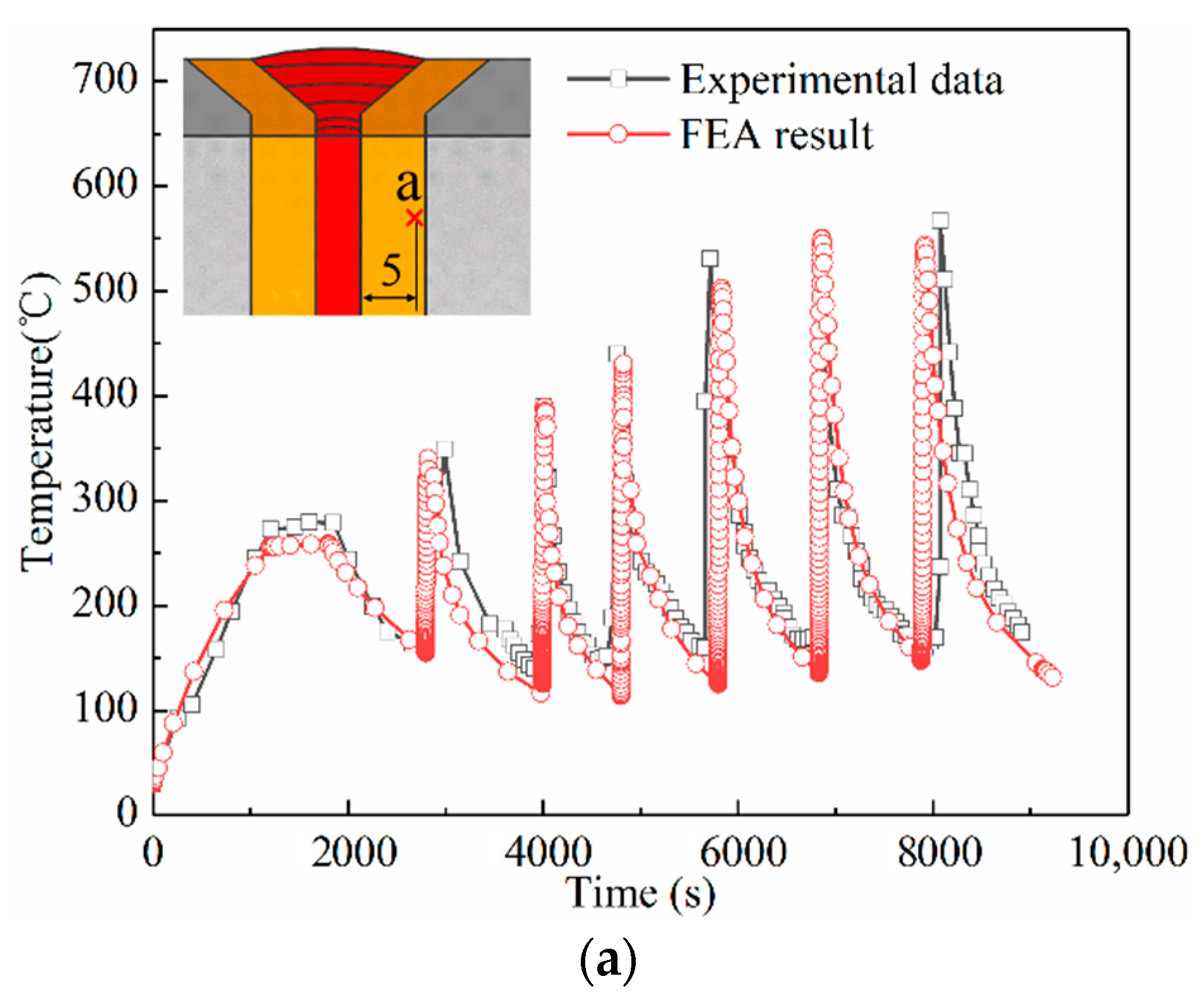
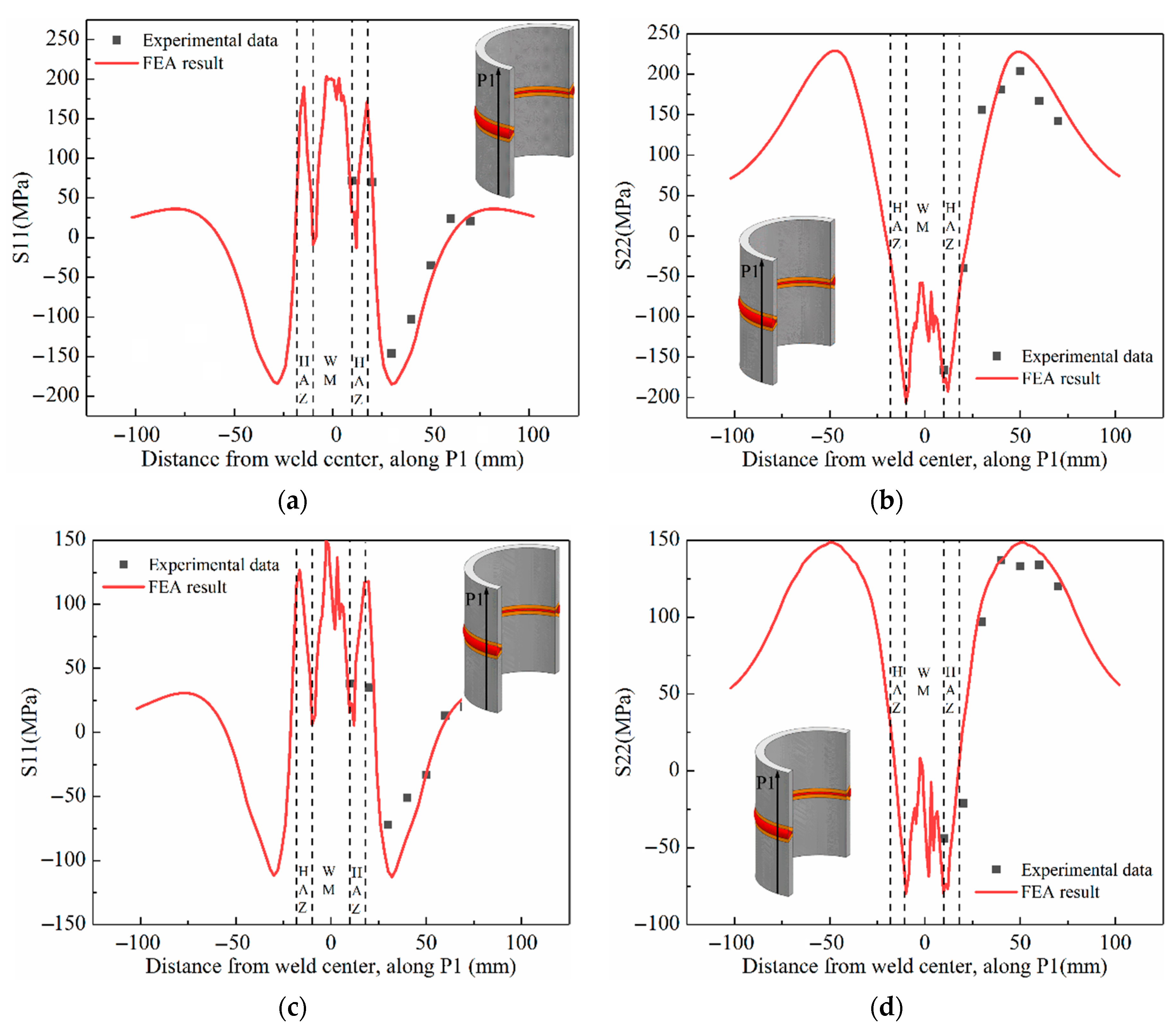
4.1. Verification of Simulation Results
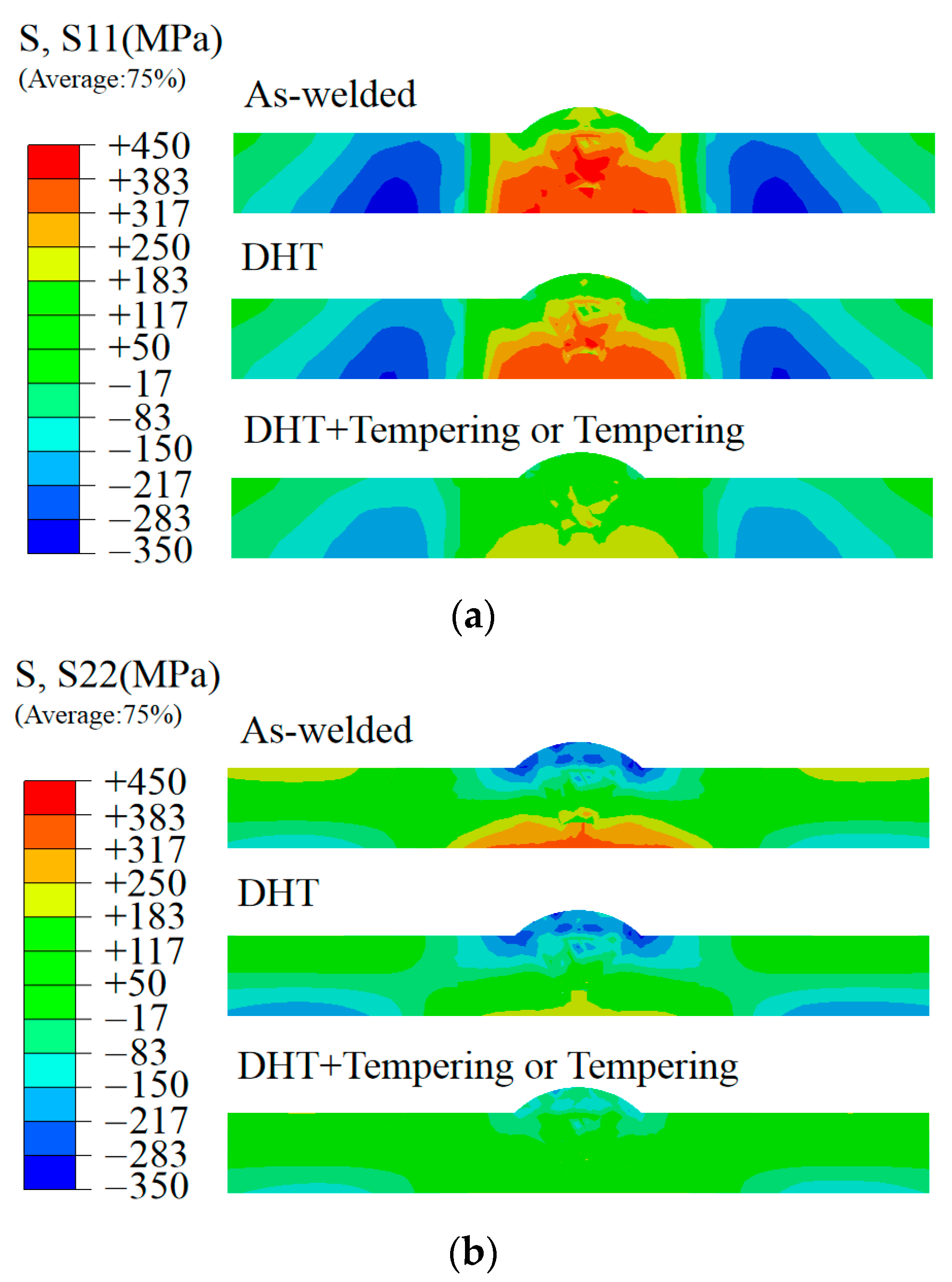
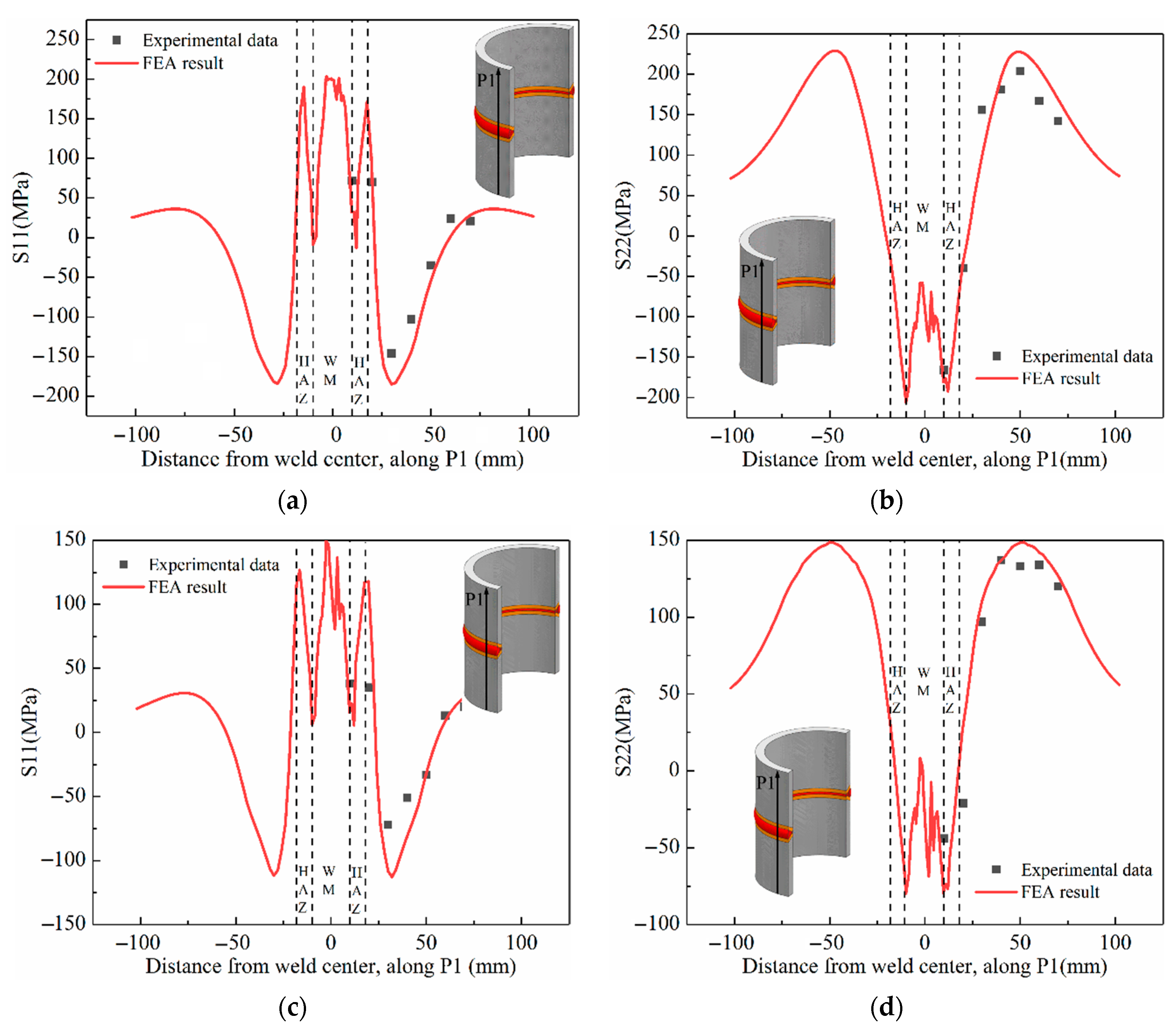
4.2. Comparison of Residual Stress Reduction Effects of Different Heat Treatment Processes
4.3. Optimization of Post-Weld Heat Treatment Process
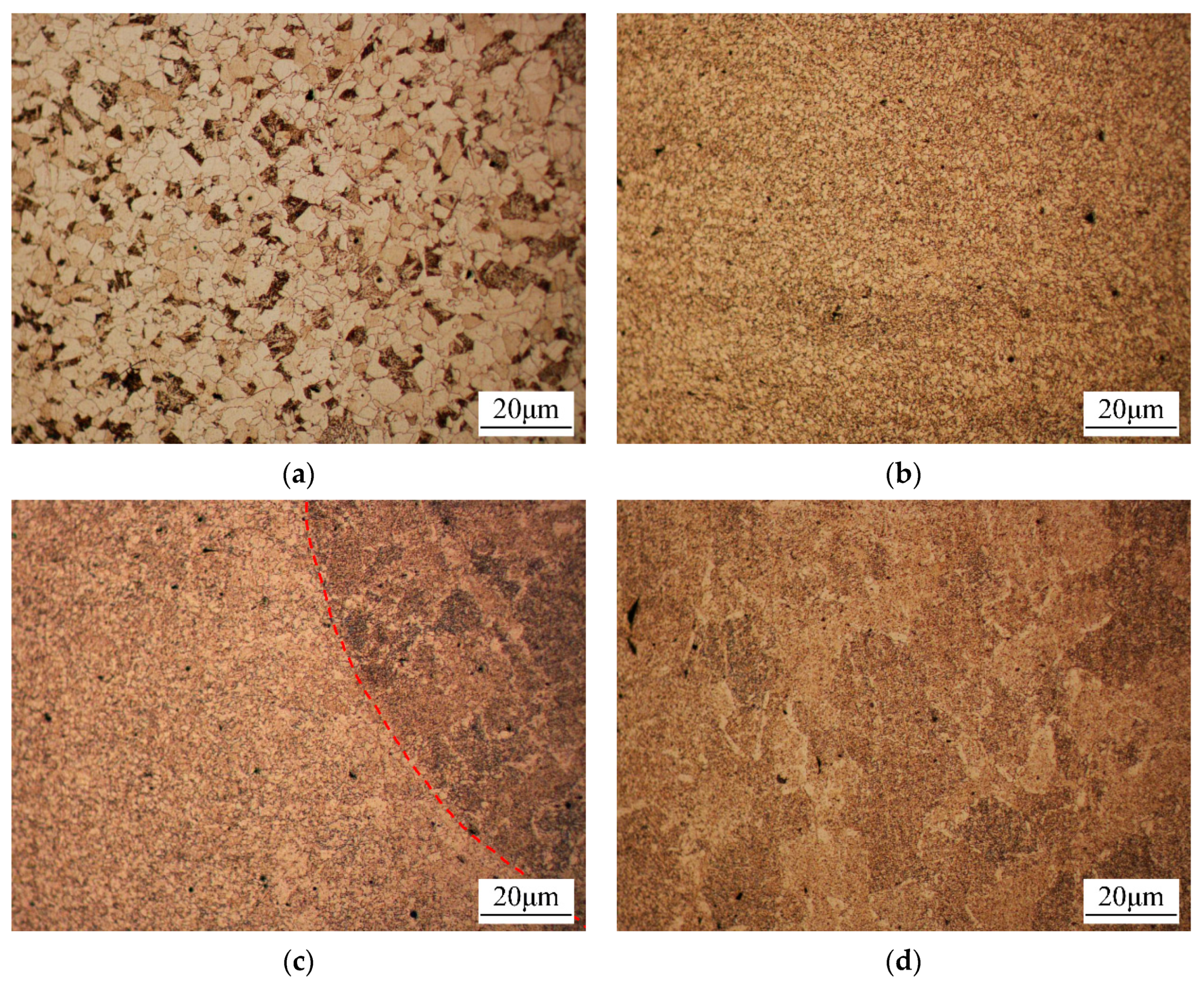
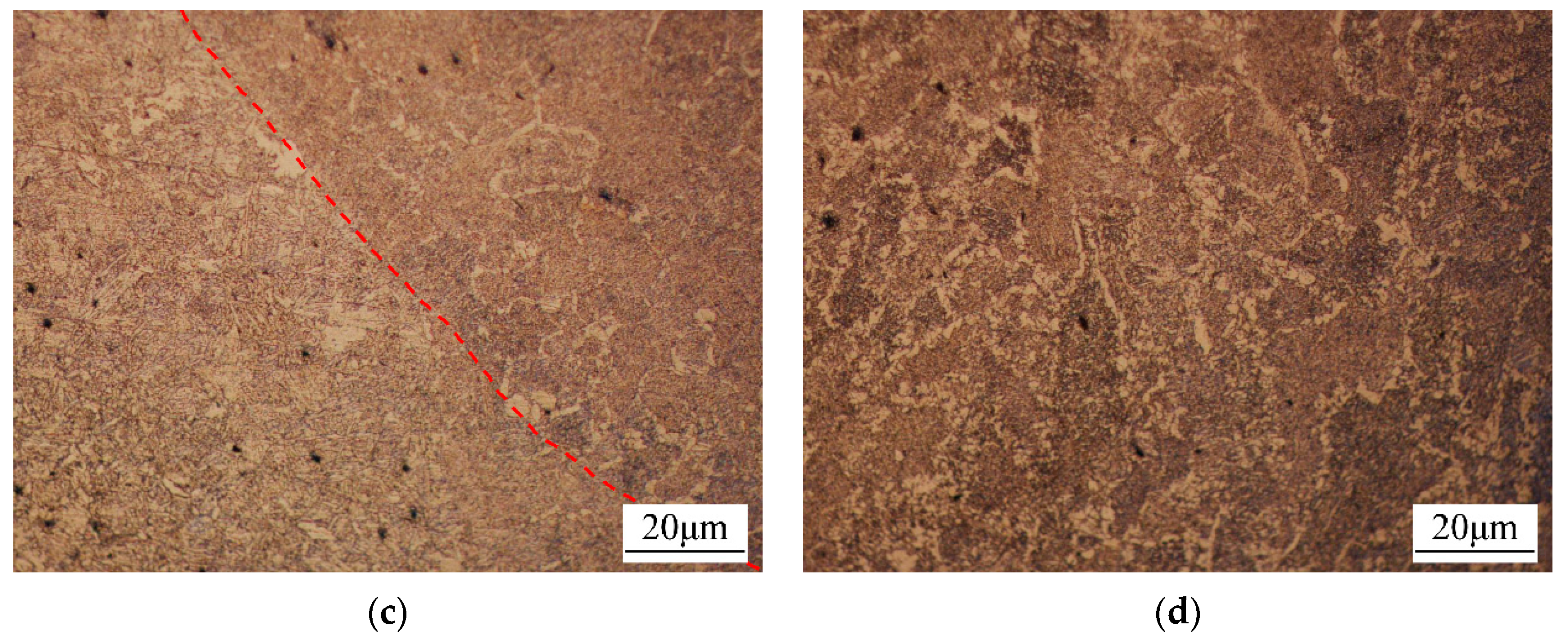
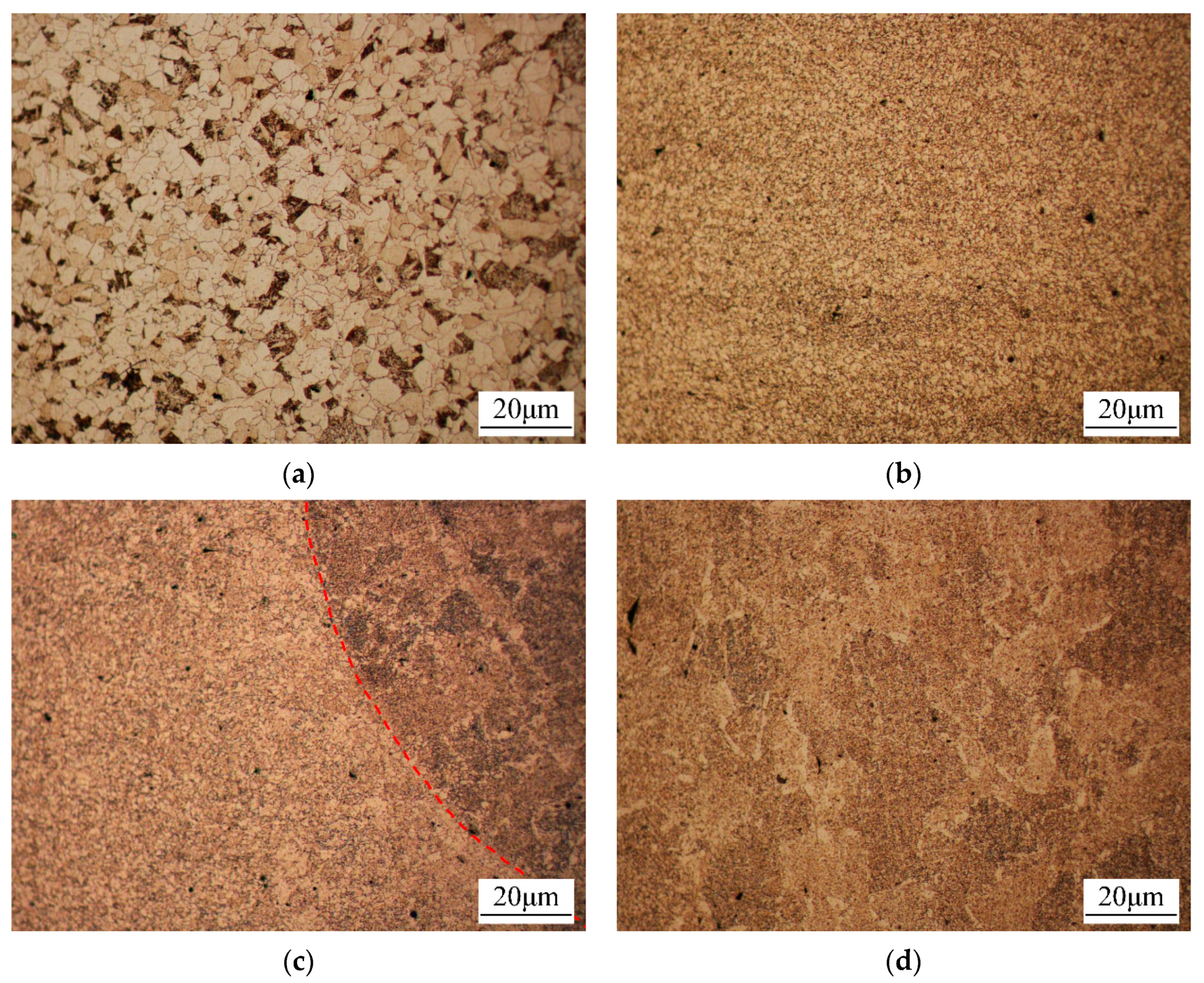
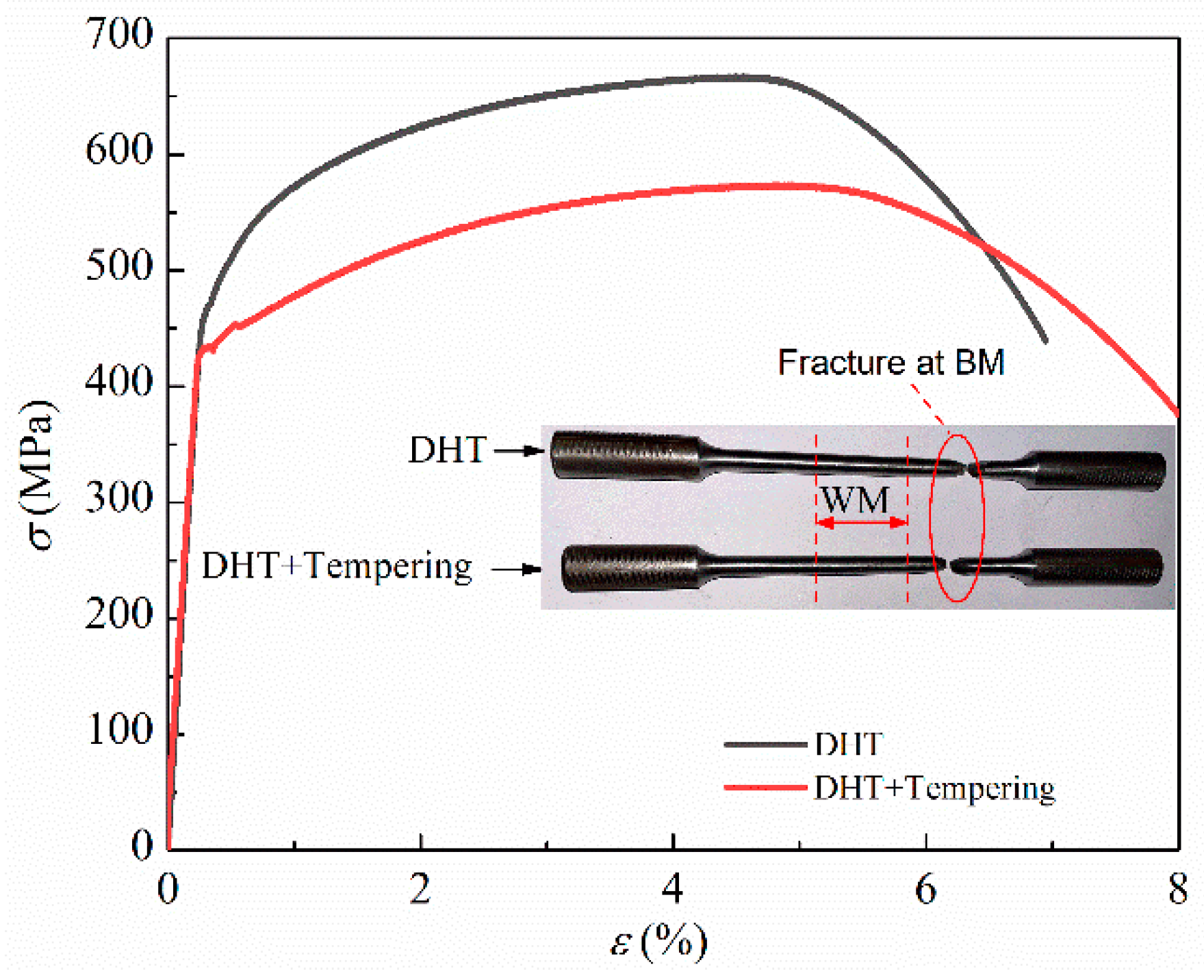
4.4. Influence of Post-Weld Heat Treatment on Microstructure and Tensile Property
5. Conclusions
- (1)
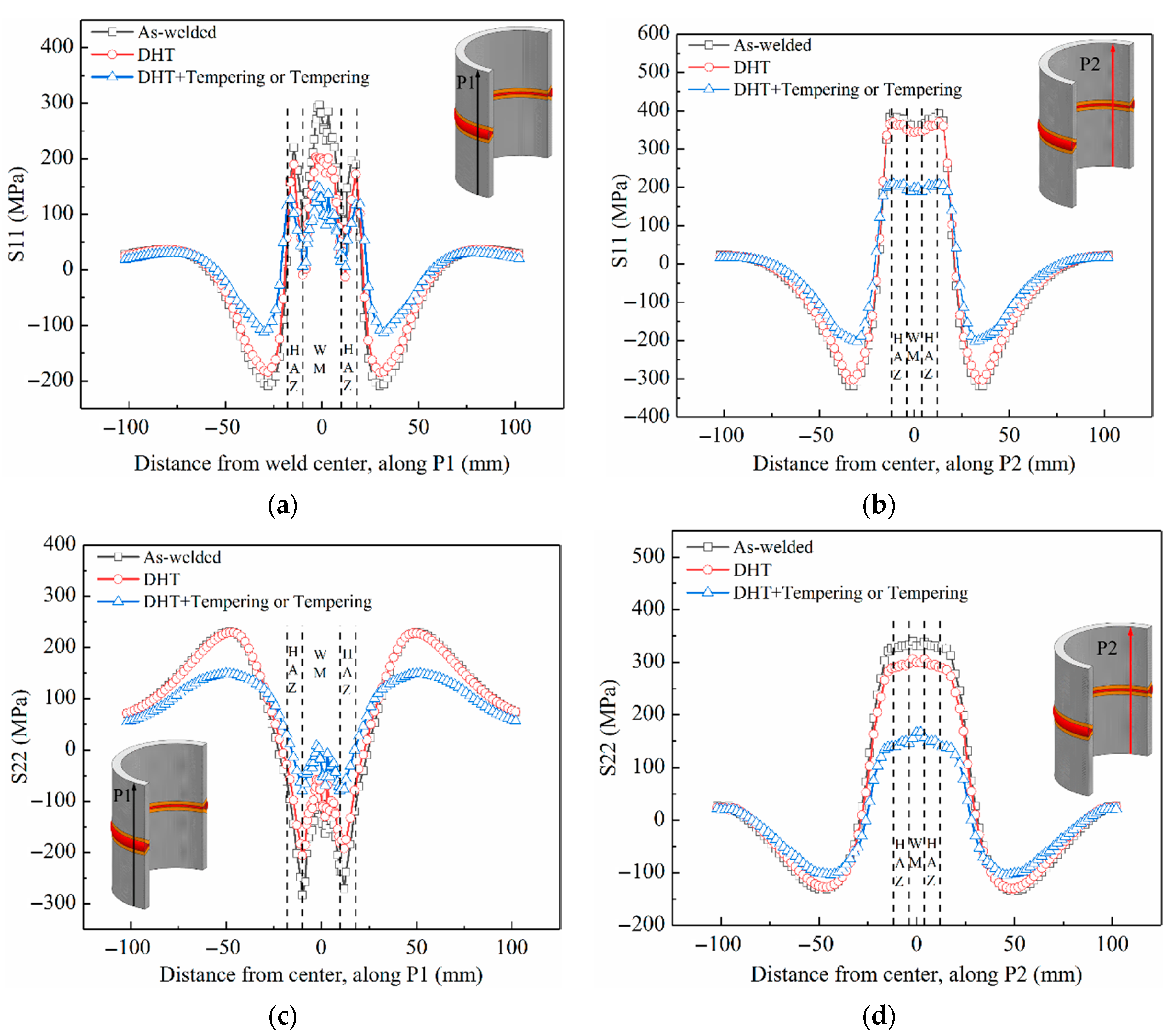
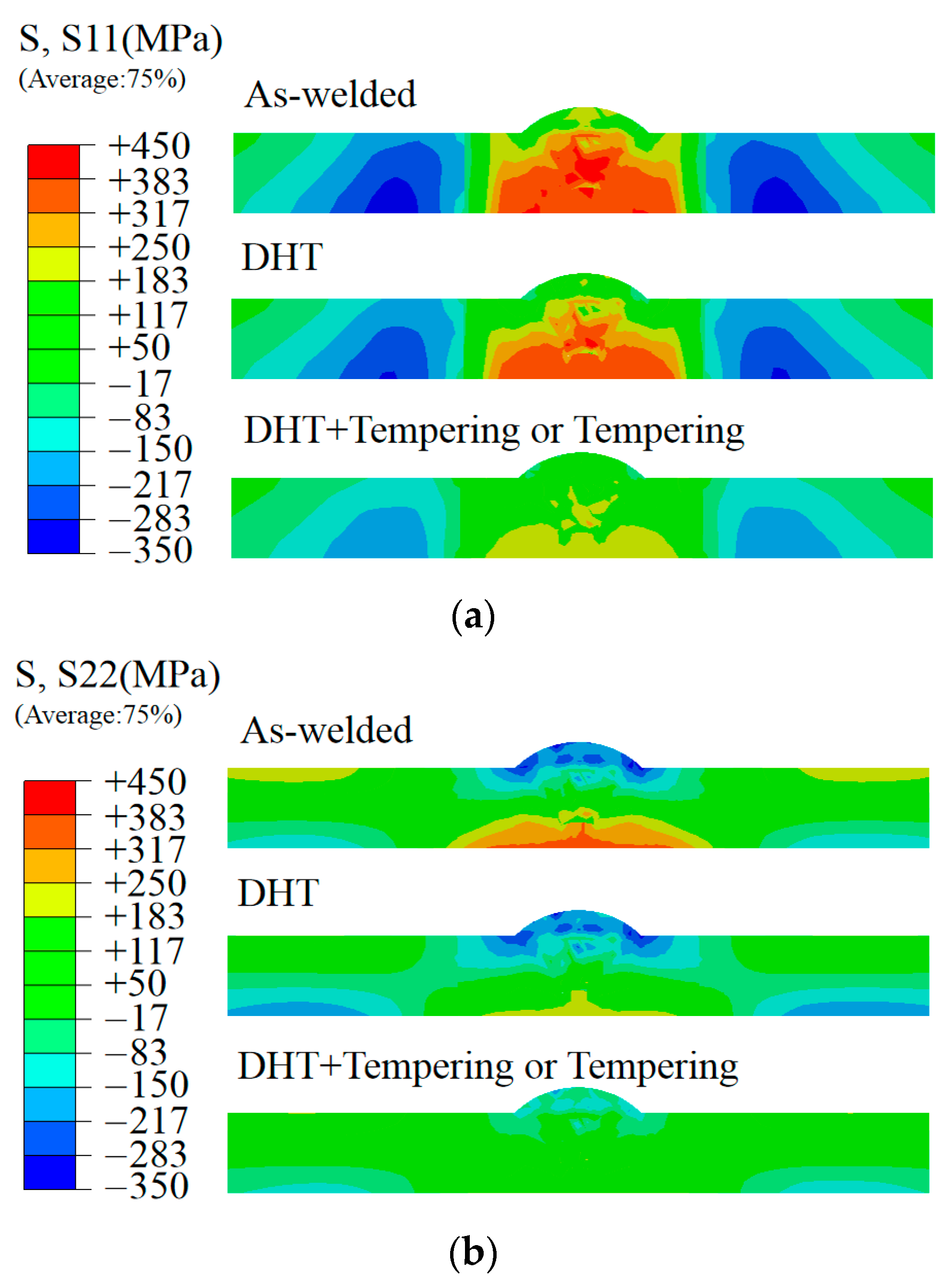
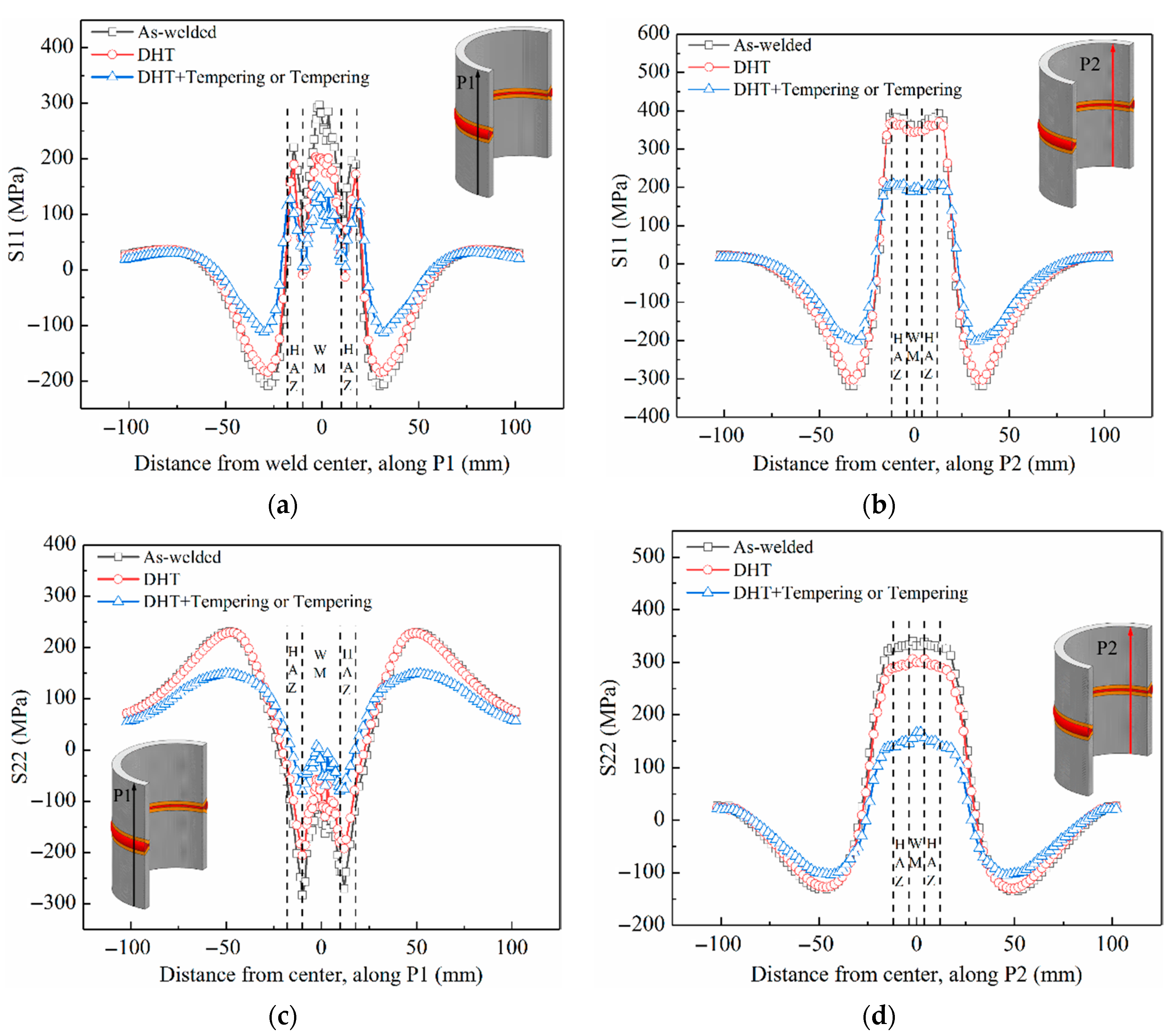
- The residual stress relief effect of DHT is limited to the weld metal and heat-affected zone with reduction margin of about 10%. DHT has no effect on hoop stress S11, it only affects axial stress S22. Tempering heat treatment can reduce the residual stress including hoop stress S11 and axial stress S22 by 65%. After tempering heat treatment, the nonhomogeneous residual stress tend to be uniform.
- (2)
- The residual stress field after “DHT + tempering heat treatment” is same as that after tempering heat treatment alone. Therefore, it is not absolutely necessary to conduct DHT for as-welded joints. If the actual conditions permit, tempering treatment shall be carried out immediately after welding to save time and cost.
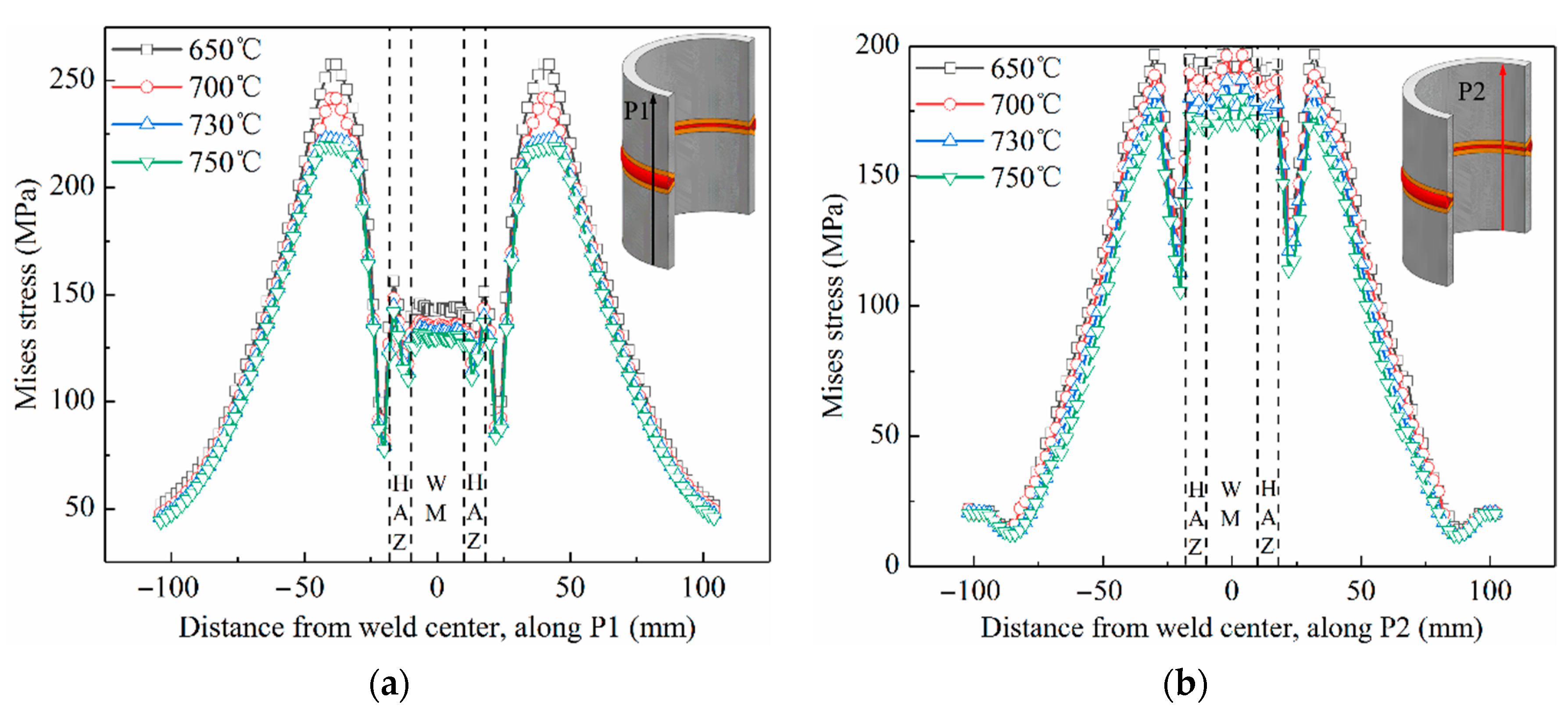
- (3)
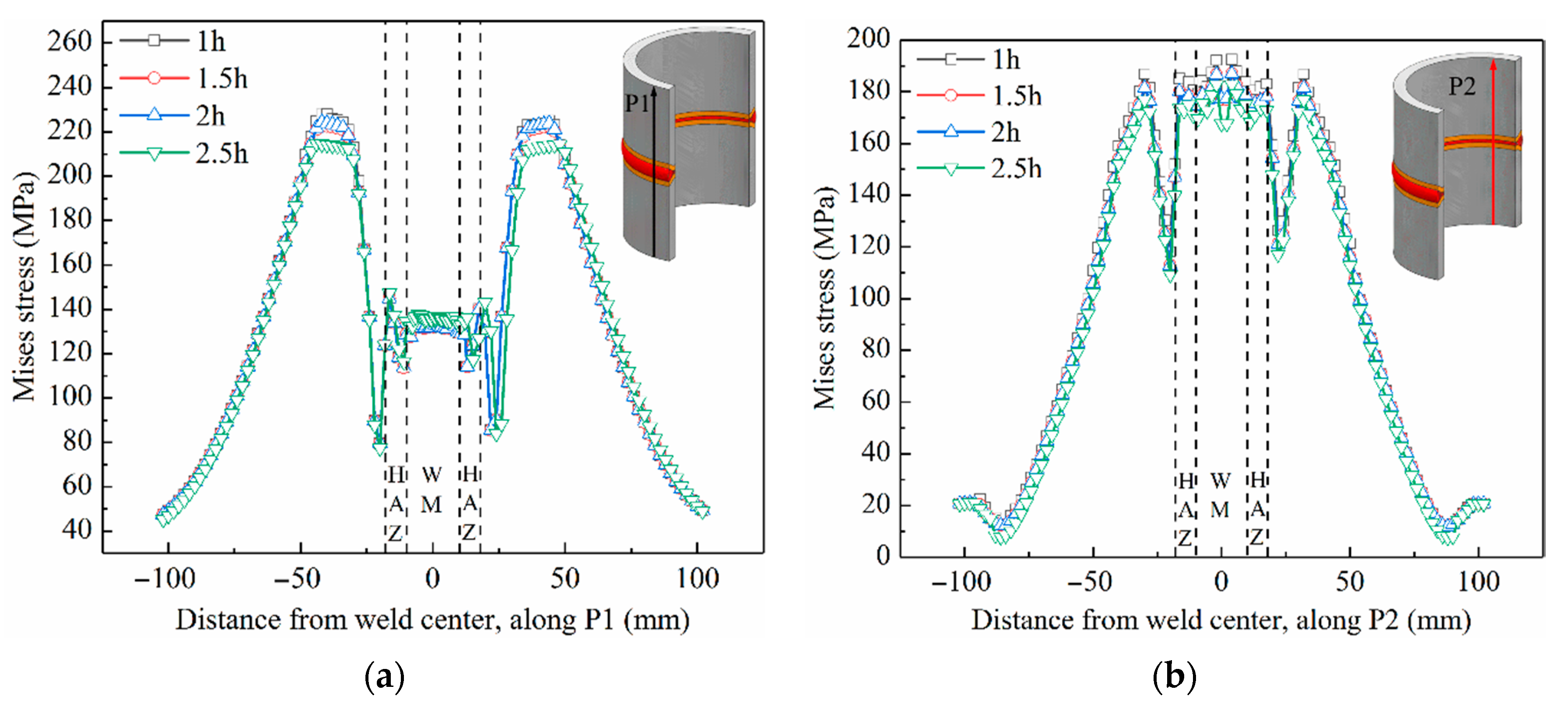
- The higher the peak temperature of tempering treatment, the more obvious the residual stress reduced. However, a longer holding time has no obvious effect on the reduction of residual stress. If the main purpose of post-weld heat treatment is to reduce residual stress, the holding time can be appropriately shortened to obtain higher economic benefits.
- (4)
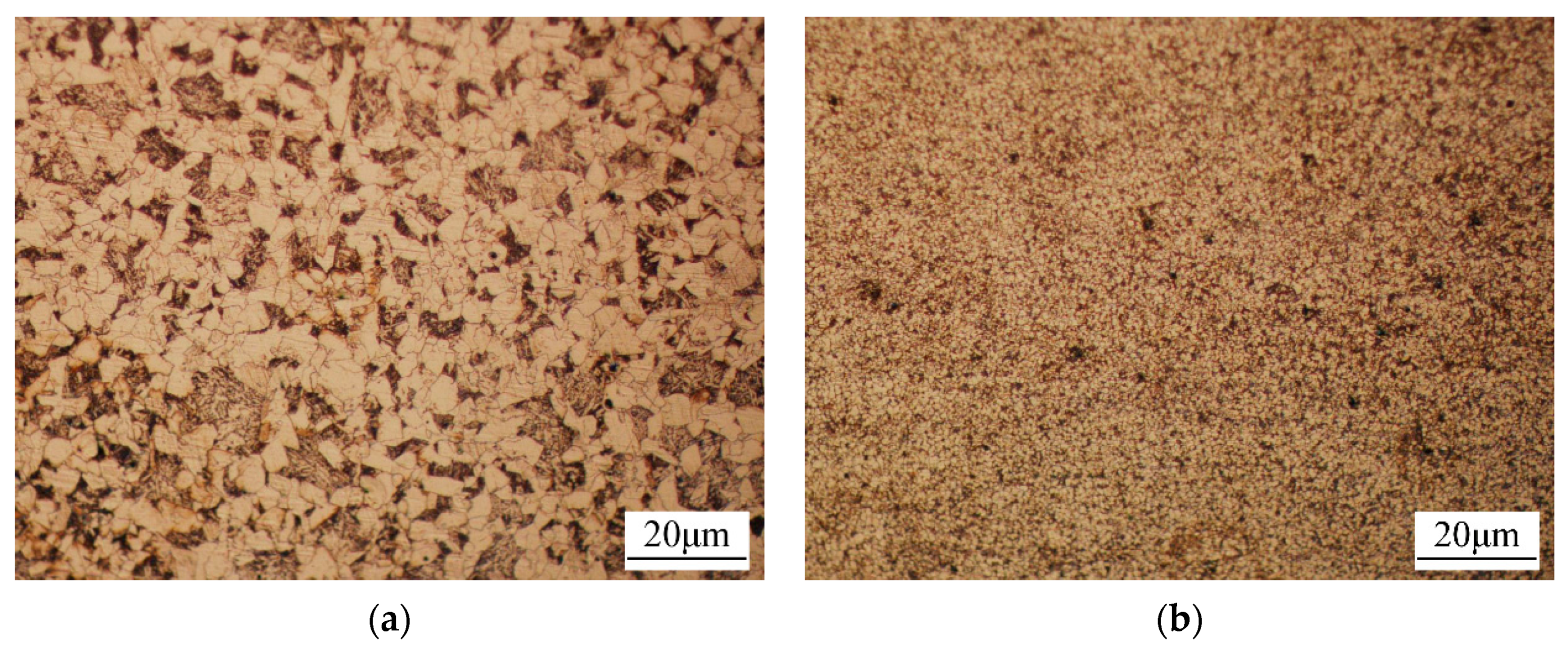
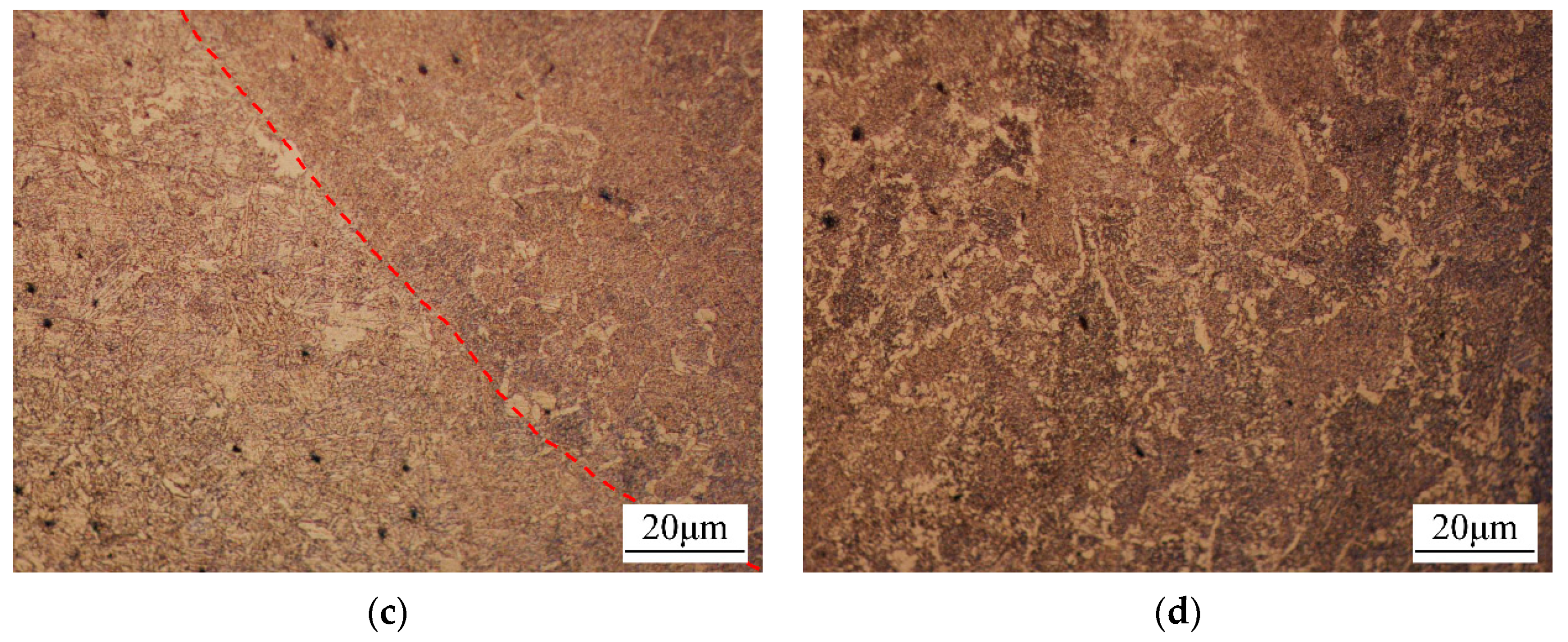
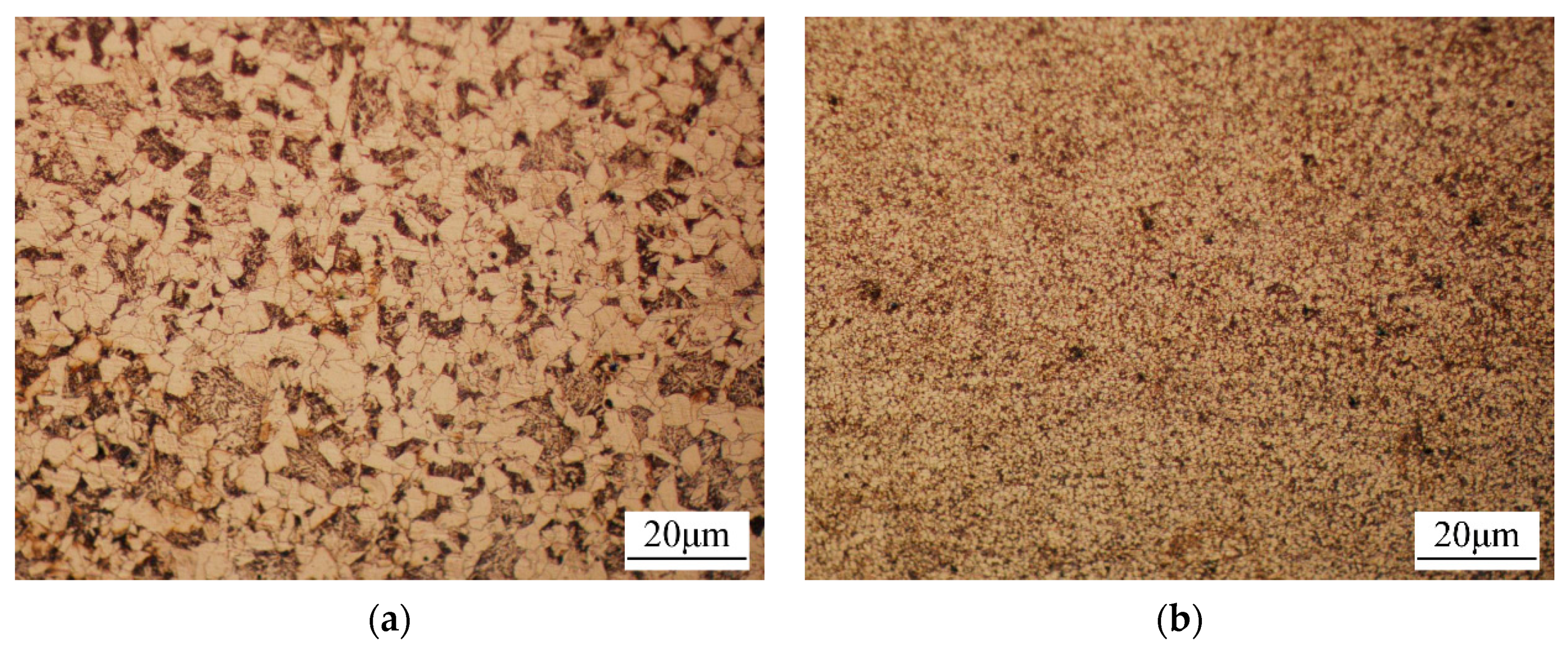
- For both welded joints, based on the micro-hardness, the order of different subzones is: WM > HAZ > BM. This is consistent with the observation of fracture occurred in BMs due to their lower strength. In addition, the micro-hardness of DHT welded joint is about 15–50 HV higher than that of tempering heat treatment. After tempering heat treatment, due to the decrease in pearlite content, the yield strength decreases from 487 MPa to 427 MPa and the tensile strength from 665 MPa to 574 MPa. While, the elongation increases with the decrease of grain boundary ferrite of WM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, B.; Xuan, F.Z. Nonhomogeneous microstructure related creep damage of the CrMoV multi-pass weld metal. Mater. Sci. Eng. A 2019, 763, 138122. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z.; Chen, J.K. Evaluation of the microstructure related strength of CrMoV weldment by using the in-situ tensile test of miniature specimen. Mater. Sci. Eng. A 2018, 736, 193–201. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z. Creep behavior of subzones in a CrMoV weldment characterized by the in-situ creep test with miniature specimens. Mater. Sci. Eng. A 2018, 723, 148–156. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z.; Liu, X.P. Heterogeneous creep behavior of a CrMoV multi-pass weld metal. Mater. Sci. Eng. A 2017, 690, 6–15. [Google Scholar] [CrossRef]
- Jang, J.; Lee, B.W.; Ju, J.B.; Kwon, D.; Kim, W. Experimental analysis of the practical LBZ effects on the brittle fracture performance of cryogenic steel HAZs with respect to crack arrest toughness near fusion line. Eng. Fract. Mech. 2003, 70, 1245–1257. [Google Scholar] [CrossRef]
- Nitsche, A.; Allen, D.; Mayr, P. Damage assessment of creep affected weldments of a Grade 91 header component after long-term high temperature service. Weld World 2015, 59, 675–682. [Google Scholar] [CrossRef]
- Fabricius, A.; Jackson, P.S. Premature Grade 91 failures—Worldwide plant operational experiences. Eng. Fail. Anal. 2016, 66, 398–406. [Google Scholar] [CrossRef]
- Vinoth Kumar, M.; Balasubramanian, V.; Rajakumar, S.; Albert, S.K. Stress corrosion cracking behaviour of gas tungsten arc welded super austenitic stainless steel joints. Def. Technol. 2015, 11, 282–291. [Google Scholar] [CrossRef]
- Hu, J.; Liu, F.; Cheng, G.; Zhang, Z. Life prediction of steam generator tubing due to stress corrosion crack using Monte Carlo Simulation. Nucl. Eng. Des. 2011, 241, 4289–4298. [Google Scholar] [CrossRef]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaz, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancement through high temperature powder bed pre-heating of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, Y.L.; Zhao, J.P.; Gou, R.B. Evaluation of welding residual stress based on temper bead welding technique. Adv. Mater. Res. 2011, 418–420, 1208–1212. [Google Scholar] [CrossRef]
- Fan, Z.; Du, J.; Zhang, Z.; Tian, J.; Ma, J.; Niu, K. Failure Mechanism of 12Cr1MoVG Tubes from Reheater in an Ultra-Supercritical Boiler. Mater. China 2019, 6, 614–619. [Google Scholar]
- Ronevich, J.A.; Song, E.J.; Feng, Z.; Wang, Y.; D’Elia, C.; Hill, M.R. Fatigue crack growth rates in high pressure hydrogen gas for multiple X100 pipeline welds accounting for crack location and residual stress. Eng. Fract. Mech. 2020, 228, 106846. [Google Scholar] [CrossRef]
- Olabi, A.G.; Hashmi, M.S.J. The effect of post-weld heat-treatment on mechanical-properties and residual-stresses mapping in welded structural steel. J. Mater. Process. Technol. 1995, 55, 117–122. [Google Scholar] [CrossRef]
- Samuel, E.I.; Choudhary, B.K.; Rao, K.B.S. Influence of post-weld heat treatment on tensile properties of modified 9Cr–1Mo ferritic steel base metal. Mater. Sci. Technol. 2007, 23, 992–999. [Google Scholar] [CrossRef]
- Wang, J.; Sun, J.; Yu, X.; Chen, G.; Fu, Q.; Gao, C.; Tang, W. Microstructures and mechanical properties of 12Cr1MoVG tube welded joints with/without post-weld heat treatment. J. Mater. Eng. Perform. 2017, 26, 4659–4666. [Google Scholar] [CrossRef]
- Xue, C.; Li, Z.; Zhang, J. Influence of Dehydrogenation Process after Welding on High Strength Steel Welding Residual Stress. Welded Pipe Tube 2013, 36, 22–25. [Google Scholar]
- Khalaj, G.; Pouraliakbar, H.; Jandaghi, M.R.; Gholami, A. Microalloyed steel welds by HF-ERW technique: Novel PWHT cycles, microstructure evolution and mechanical properties enhancement. Int. J. Press. Vessel. Pip. 2017, 152, 15–26. [Google Scholar] [CrossRef]
- Chen, Z.; Zhao, Y.; Zhao, J.; Wang, G.; Lu, L.; Liu, W. Analysis and Controlling for Cracks in Welded Joint of Thick Walled Steel 12Cr1MoVG. Proc. CSEE 2012, 32, 137–143. [Google Scholar]
- Paddea, S.; Francis, J.A.; Paradowska, A.M.; Bouchard, P.J.; Shibli, I.A. Residual stress distributions in a P91 steel-pipe girth weld before and after post weld heat treatment. Mater. Sci. Eng. A 2012, 534, 663–672. [Google Scholar] [CrossRef]
- Dong, P.; Song, S.; Zhang, J. Analysis of residual stress relief mechanisms in post-weld heat treatment. Int. J. Press. Vessel. Pip. 2014, 122, 6–14. [Google Scholar] [CrossRef]
- Qian, Y.; Zhao, J. Influences of local PWHT from different criteria at home and abroad on the residual stress of the under-matching welded joint. Int. J. Press. Vessel. Pip. 2017, 154, 11–16. [Google Scholar] [CrossRef]
- Liang, M.; Liu, S.; Song, L.; Zhao, Y. Effect of simulated stress-relieving heat treatment on microstructure and tensile properties of CLAM steel. Fusion Eng. Design 2019, 148, 111287. [Google Scholar] [CrossRef]
- Sterjovski, Z.; Carr, D.G.; Dunne, D.P. Effect of PWHT cycles on fatigue crack growth and toughness of quenched and tempered pressure vessel steels. Mater. Sci. Eng. A 2005, 391, 256–263. [Google Scholar] [CrossRef]
- Dey, H.C.; Albert, S.K.; Bhaduri, A.K.; Roy, G.G.; Balakrishnan, R.; Panneerselvi, S. Effect of post-weld heat treatment (PWHT) time and multiple PWHT on mechanical properties of multi-pass TIG weld joints of modified 9Cr-1Mo steel. Weld. World 2014, 58, 389–395. [Google Scholar] [CrossRef]
- Chen, L.; Xie, X.; Zhang, J.; Xia, C.; Gao, M.; Bai, Q. Performance evaluation of 12Cr1MoVG thick-wall pipe after multiple simulated post-weld heat treatment. Phys. Exam. Test 2019, 37, 23–28. [Google Scholar]
- Huang, C.; Li, H.; Luo, C.; Song, Y. Comparative study of blind hole method and indentation method in measuring residual stress of 2219 aluminum alloy arc-welded joint. Trans. China Weld. Inst. 2017, 38, 54–58, 131. [Google Scholar]
- Deng, D.; Kiyoshima, S.; Ogawa, K.; Yanagida, N.; Saito, K. Predicting welding residual stresses in a dissimilar metal girth welded pipe using 3D finite element model with a simplified heat source. Nucl. Eng. Des. 2011, 241, 46–54. [Google Scholar] [CrossRef]
- Deng, D.; Zhang, C.; Pu, X.; Liang, W. Influence of material model on prediction accuracy of welding residual stress in an austenitic stainless steel multi-pass butt-welded joint. J. Mater. Eng. Perform. 2017, 26, 1494–1505. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H.; Liang, W. Numerical and experimental investigations on welding residual stress in multi-pass butt-welded austenitic stainless steel pipe. Comput. Mater. Sci. 2008, 42, 234–244. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, B.Y.; Tu, S.T.; Gong, J.M. Residual stress reduction in the penetration nozzle weld joint by overlay welding. Mater. Des. 2014, 60, 443–450. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, W.; Woo, W.; Tu, S.-T.; Zhang, X.-C.; Em, V. Effects of low-temperature transformation and transformation-induced plasticity on weld residual stresses: Numerical study and neutron diffraction measurement. Mater. Des. 2018, 147, 67–79. [Google Scholar] [CrossRef]
- Dong, P. On repair weld residual stress and significance to structural integrity. Welding World 2018, 62, 351–362. [Google Scholar] [CrossRef]
- Fu, K. Dissimilar Heat-Resistant Steel Tube Joint Welding Numerical Simulation. Master’s Thesis, Inner Mongol University, Hohhot, Inner Mongolia, China, 2015. [Google Scholar]
- Tan, L.; Zhang, J.; Zhuang, D.; Liu, C. Influences of lumped passes on welding residual stress of a thick-walled nuclear rotor steel pipe by multipass narrow gap welding. Nucl. Eng. Des. 2014, 273, 47–57. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | Cr | Mo | V | S | P |
|---|---|---|---|---|---|---|---|---|
| 12Cr1MoV (BM) | 0.13 | 0.55 | 0.34 | 1.08 | 0.31 | 0.23 | 0.018 | 0.017 |
| R317 (rod) | 0.12 | 0.90 | 0.60 | 1.50 | 0.65 | 0.35 | 0.020 | 0.020 |
| Weld Bead Number | Current (A) | Voltage (V) | Welding Time (s) | Cooling Time (s) | Heat Input Value (kJ/mm) | Filler Rod Diameter (mm) |
|---|---|---|---|---|---|---|
| Pass.1 | 150 | 22 | 100 | 1100 | 0.438 | 3.2 |
| Pass.2 | 120 | 22 | 120 | 780 | 0.418 | 3.2 |
| Pass.3 | 140 | 25 | 115 | 785 | 0.525 | 4.0 |
| Pass.4 | 140 | 25 | 130 | 900 | 0.583 | 4.0 |
| Pass.5 | 140 | 25 | 140 | 910 | 0.628 | 4.0 |
| Pass.6 | 150 | 25 | 145 | Cool to 120 °C | 0.675 | 4.0 |
| Temperature | Specific Heat | Thermal Conductivity | Thermal Expansion Coefficient | Elastic Modulus | Poisson Ratio | Yield Stress |
|---|---|---|---|---|---|---|
| T (°C) | C (J/Kg·K) | λ (W/m·k) | α (10−6/°C) | E (Gpa) | μ | σ (MPa) |
| 20 | 560 | 45.2 | 10.8 | 214 | 0.29 | 393 |
| 100 | 569 | 45.2 | 13.0 | 211 | 0.29 | 374 |
| 200 | 586 | 45.2 | 13.4 | 206 | 0.29 | - |
| 300 | 611 | 42.7 | 13.6 | 195 | 0.30 | 308 |
| 400 | 653 | 40.5 | 13.8 | 187 | 0.30 | 285 |
| 500 | 682 | 37.7 | 14.2 | 179 | 0.30 | 266 |
| 600 | 729 | 35.5 | 14.4 | 167 | 0.32 | 251 |
| 700 | - | 33.4 | 14.6 | - | 0.32 | - |
| Heat Treatment | Micro-Hardness (HV) | ||
|---|---|---|---|
| Base Metal | HAZ | Weld Metal | |
| DHT | 200.6 | 233.1 | 274.9 |
| DHT + Tempering | 183.8 | 199.1 | 226.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Hu, X.; Yang, Z.; Yang, B.; Chen, J.; Luo, Y.; Song, M. Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint. Metals 2021, 11, 127. https://doi.org/10.3390/met11010127
Liu Z, Hu X, Yang Z, Yang B, Chen J, Luo Y, Song M. Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint. Metals. 2021; 11(1):127. https://doi.org/10.3390/met11010127
Chicago/Turabian StyleLiu, Zichen, Xiaodong Hu, Zhiwei Yang, Bin Yang, Jingkai Chen, Yun Luo, and Ming Song. 2021. "Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint" Metals 11, no. 1: 127. https://doi.org/10.3390/met11010127
APA StyleLiu, Z., Hu, X., Yang, Z., Yang, B., Chen, J., Luo, Y., & Song, M. (2021). Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint. Metals, 11(1), 127. https://doi.org/10.3390/met11010127