The Pitting Corrosion Behavior of the Austenitic Stainless Steel 308L-316L Welded Joint


Abstract
:1. Introduction
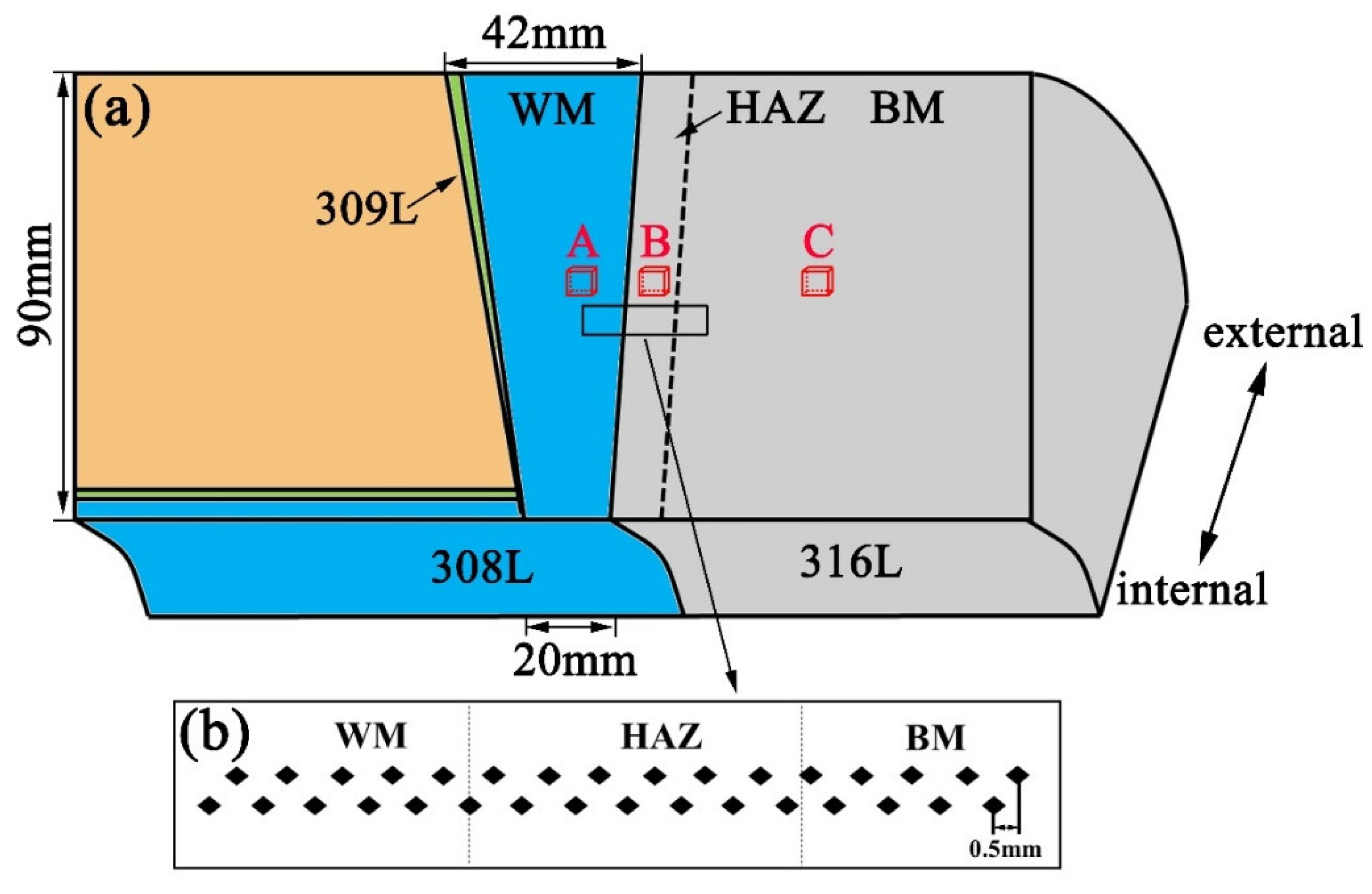
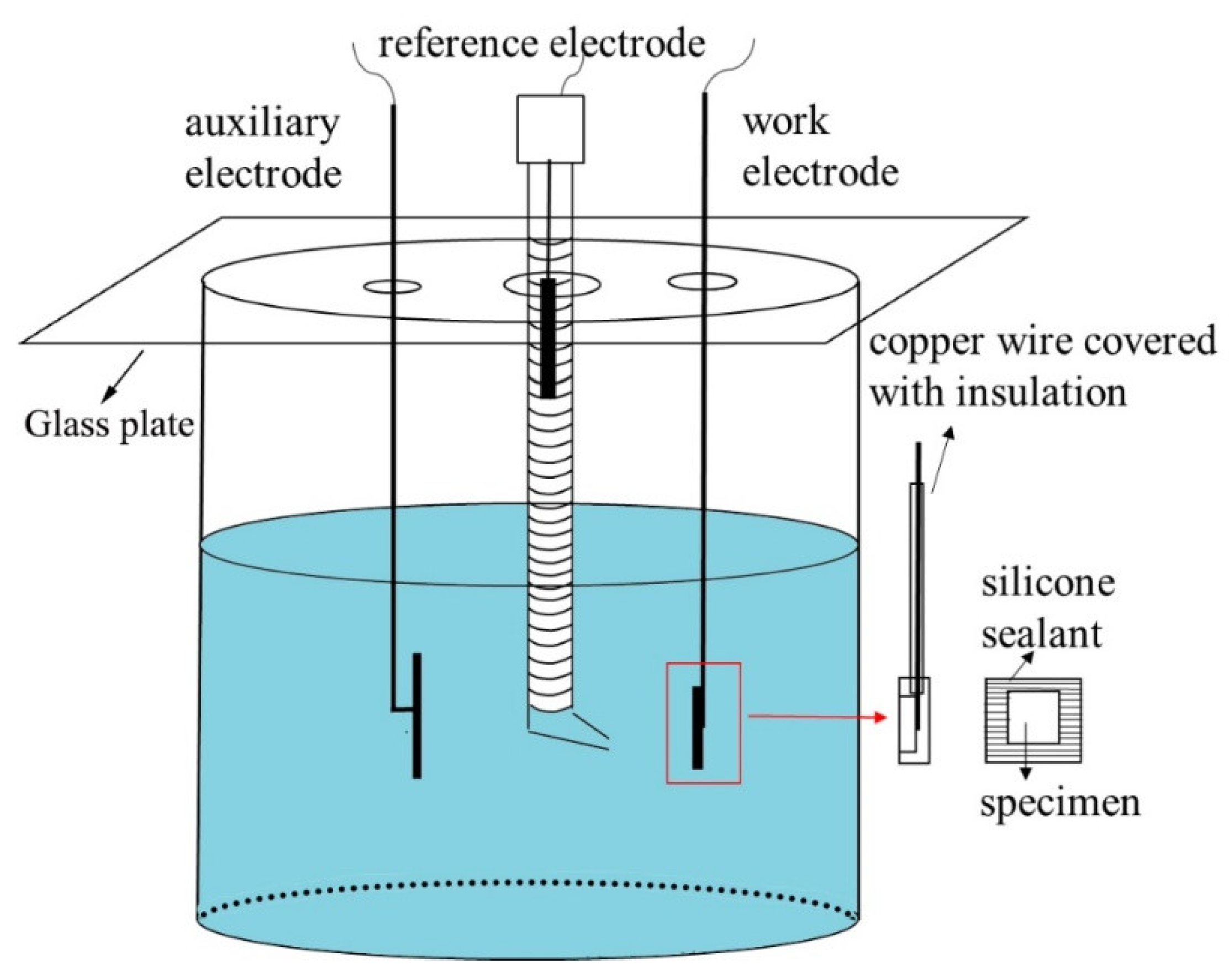
2. Materials and Methods
3. Results
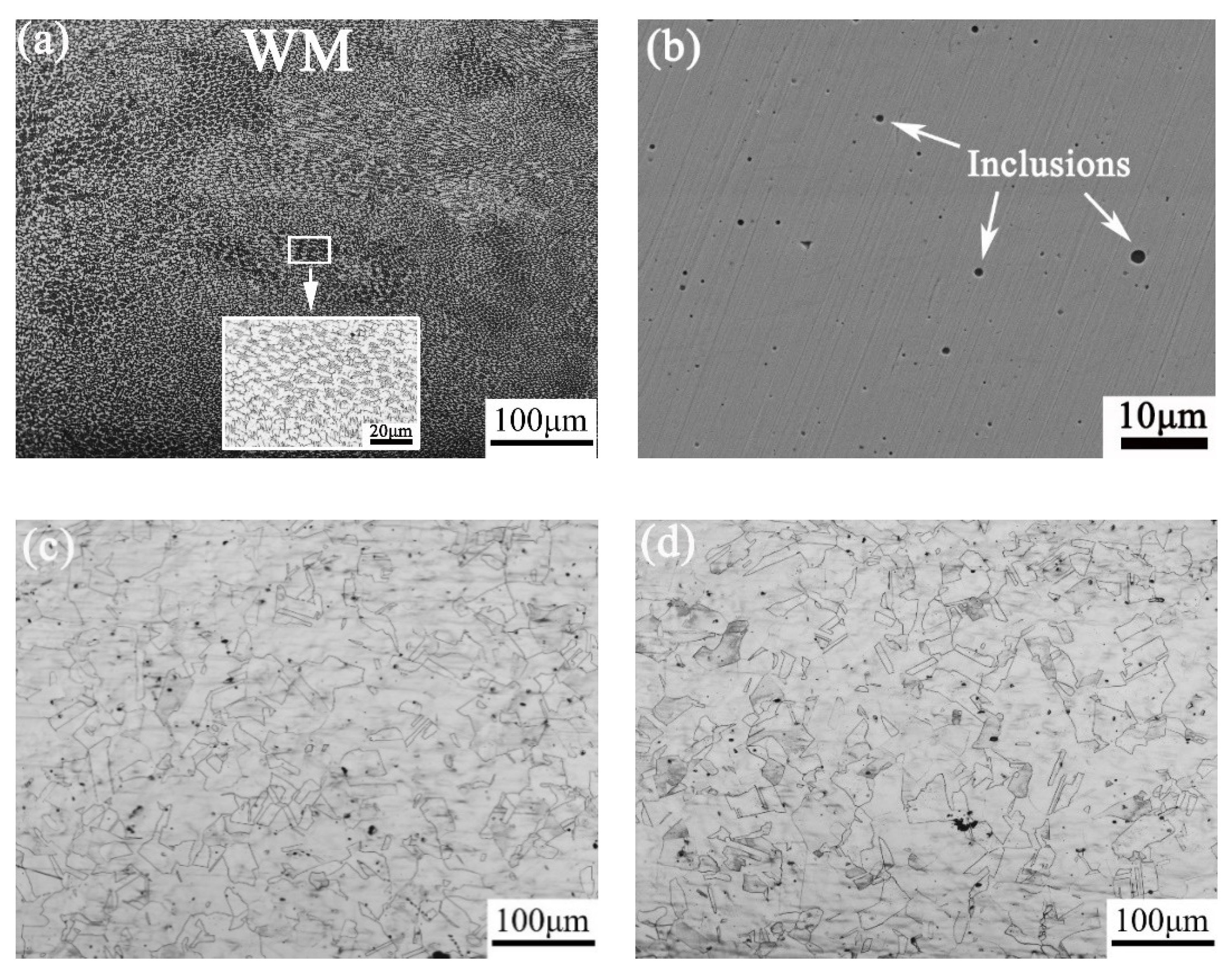
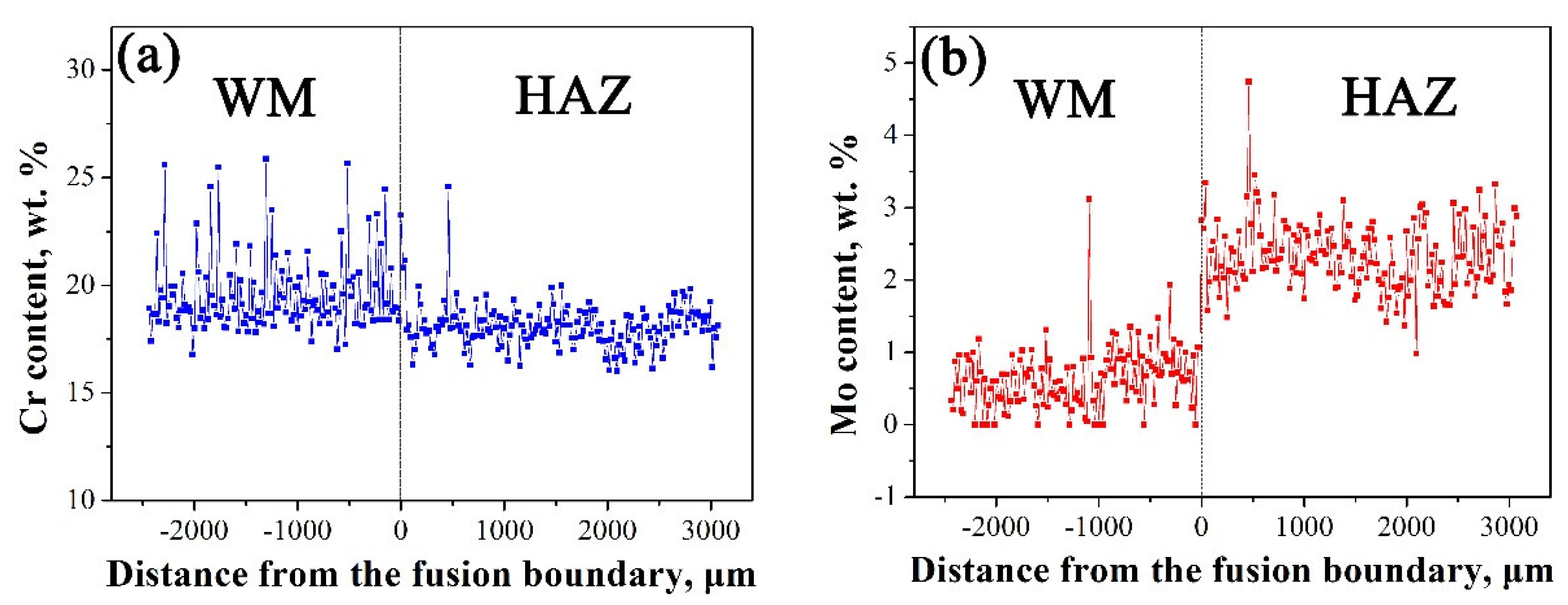
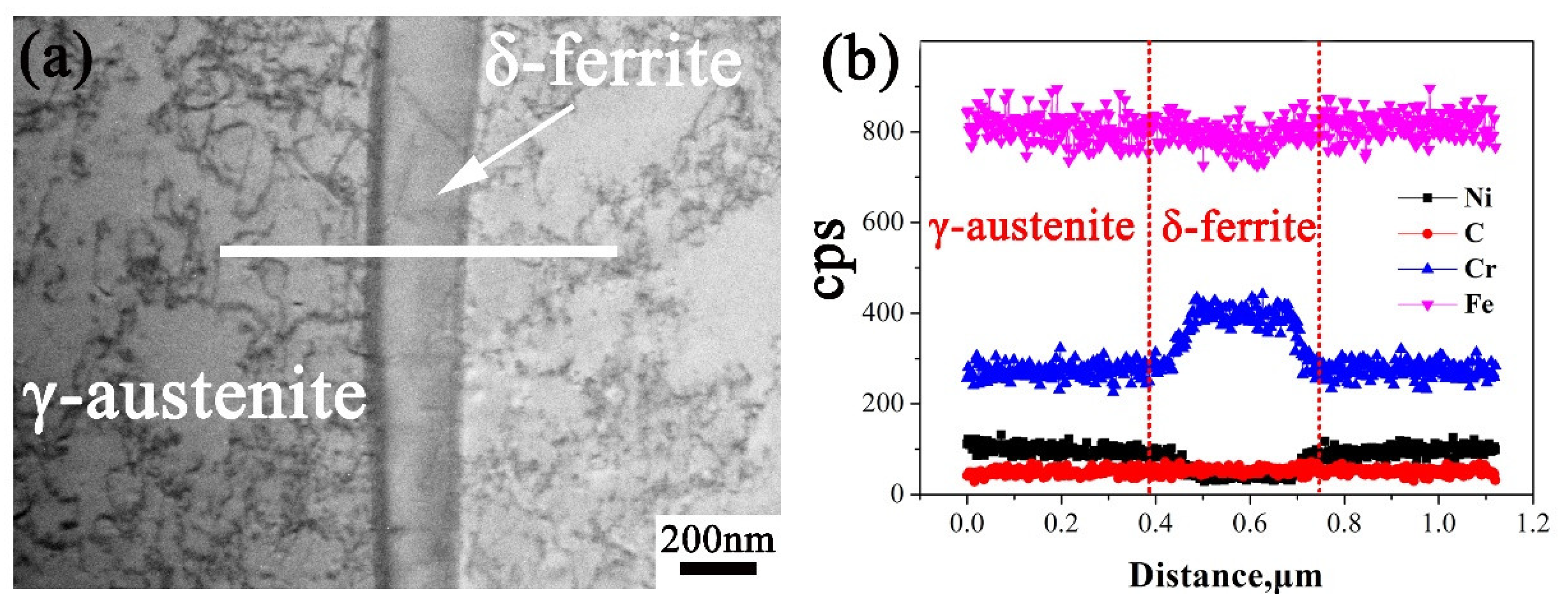
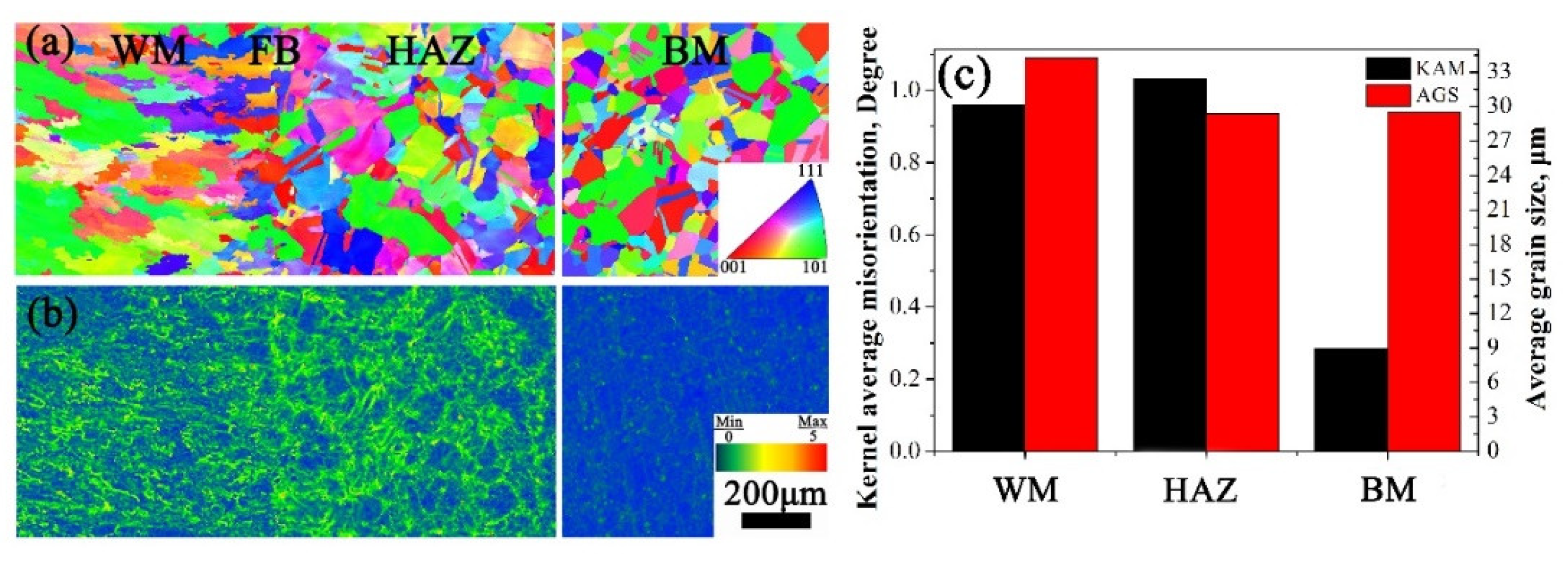
3.1. Microstructure of the 308L-316L Welded Joint
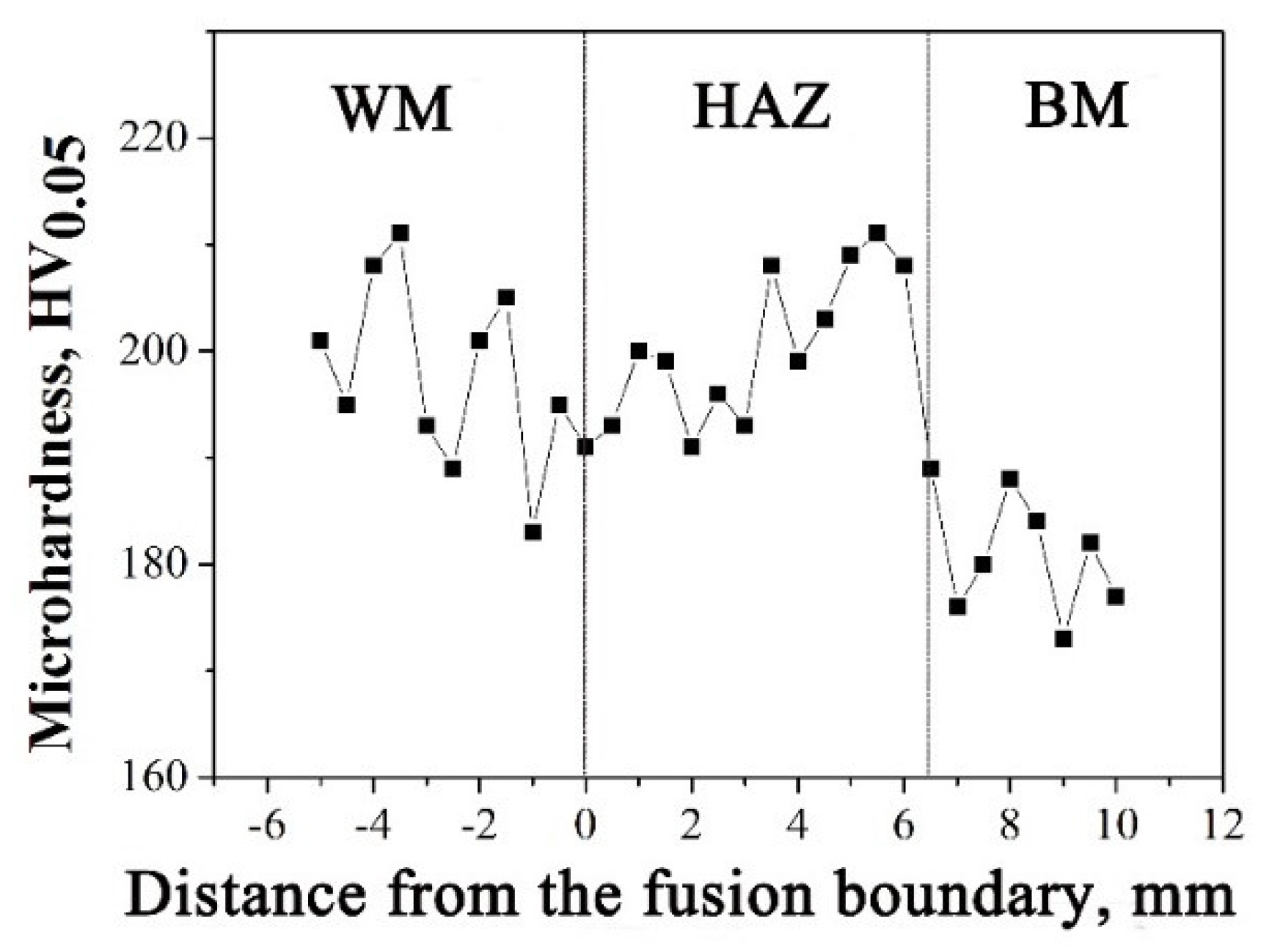
3.2. Microhardness Distribution of 308L-316L Welded Joint
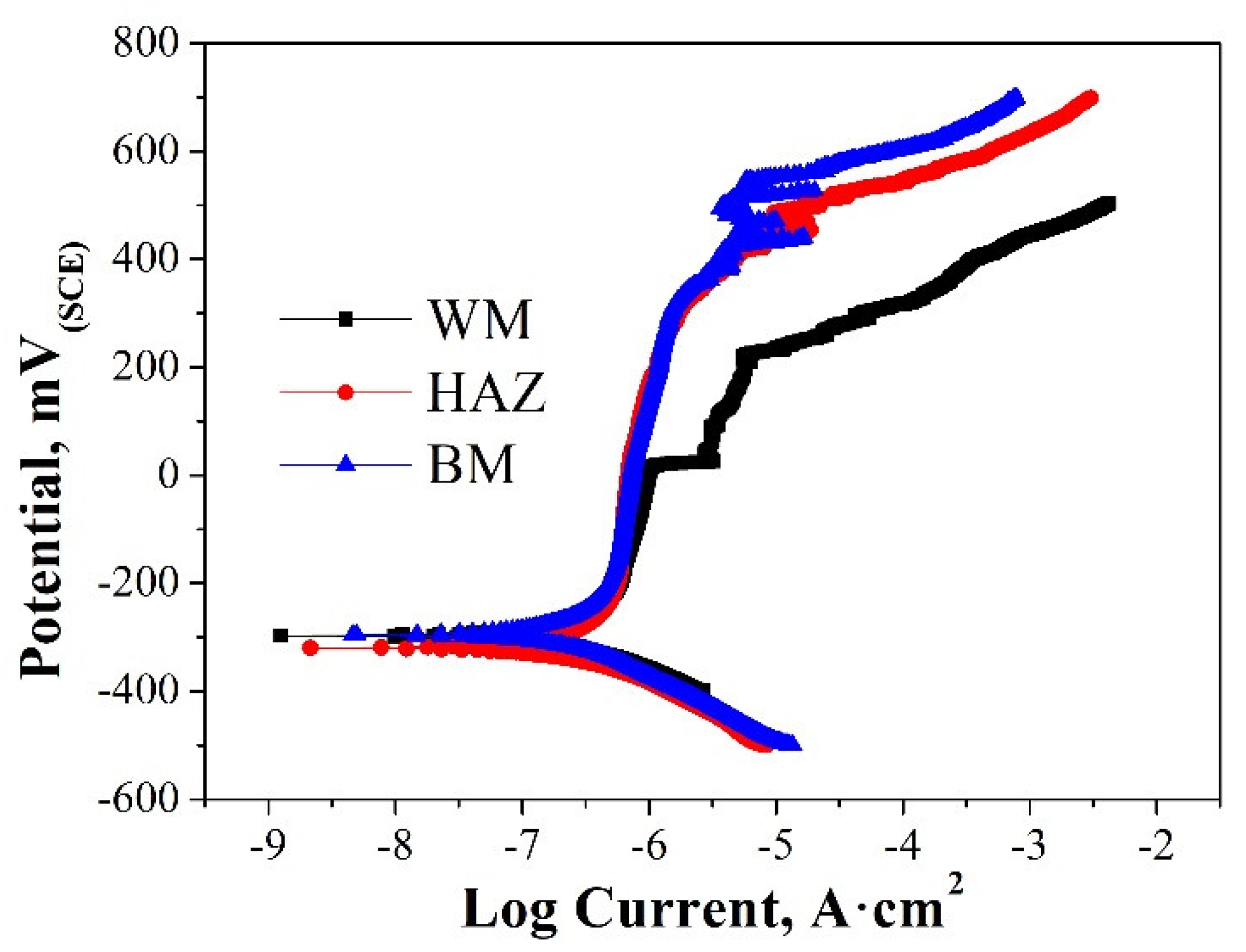
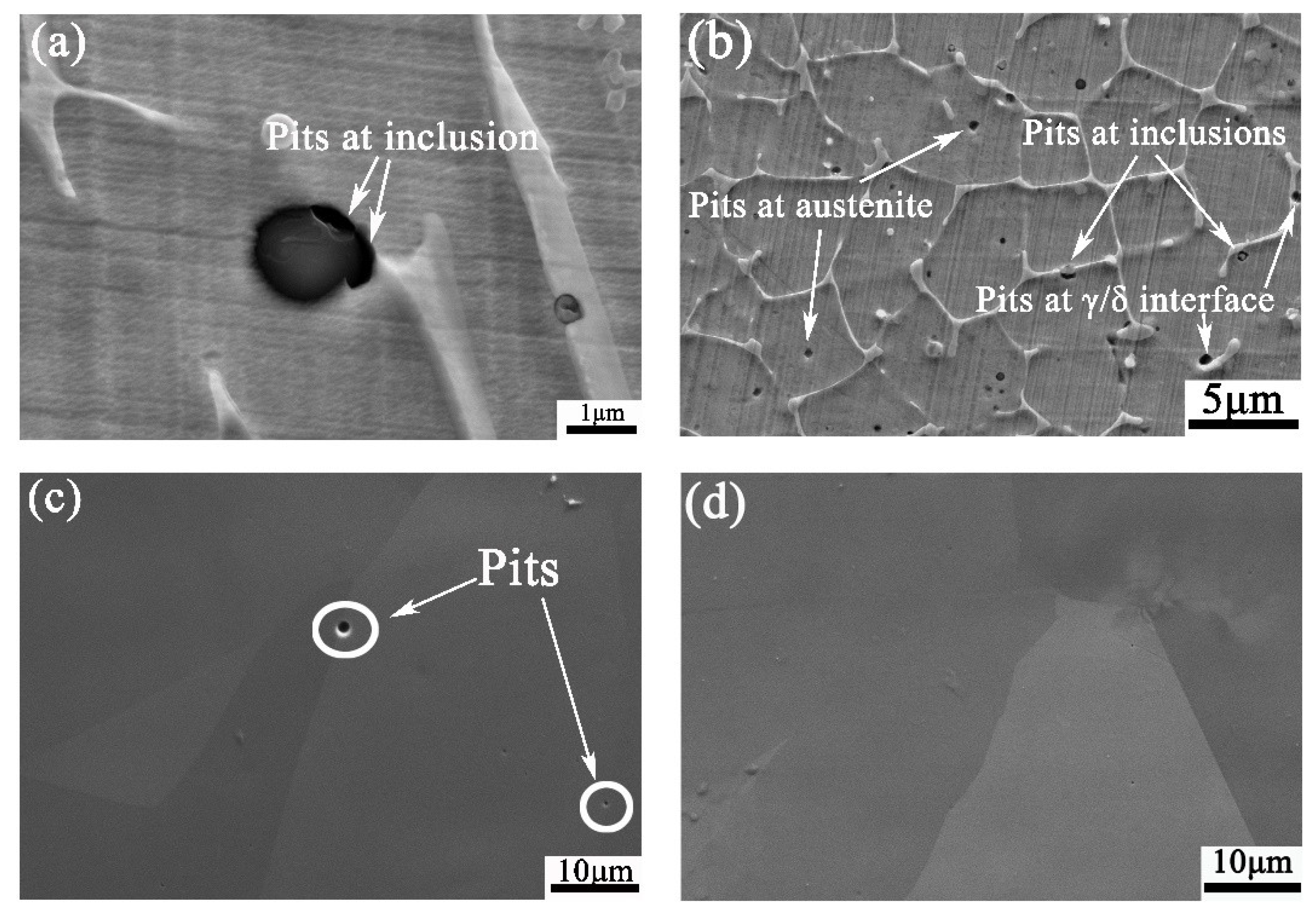
3.3. Electrochemical Test and Pitting Corrosion Morphology of 308L-316L Welded Joint
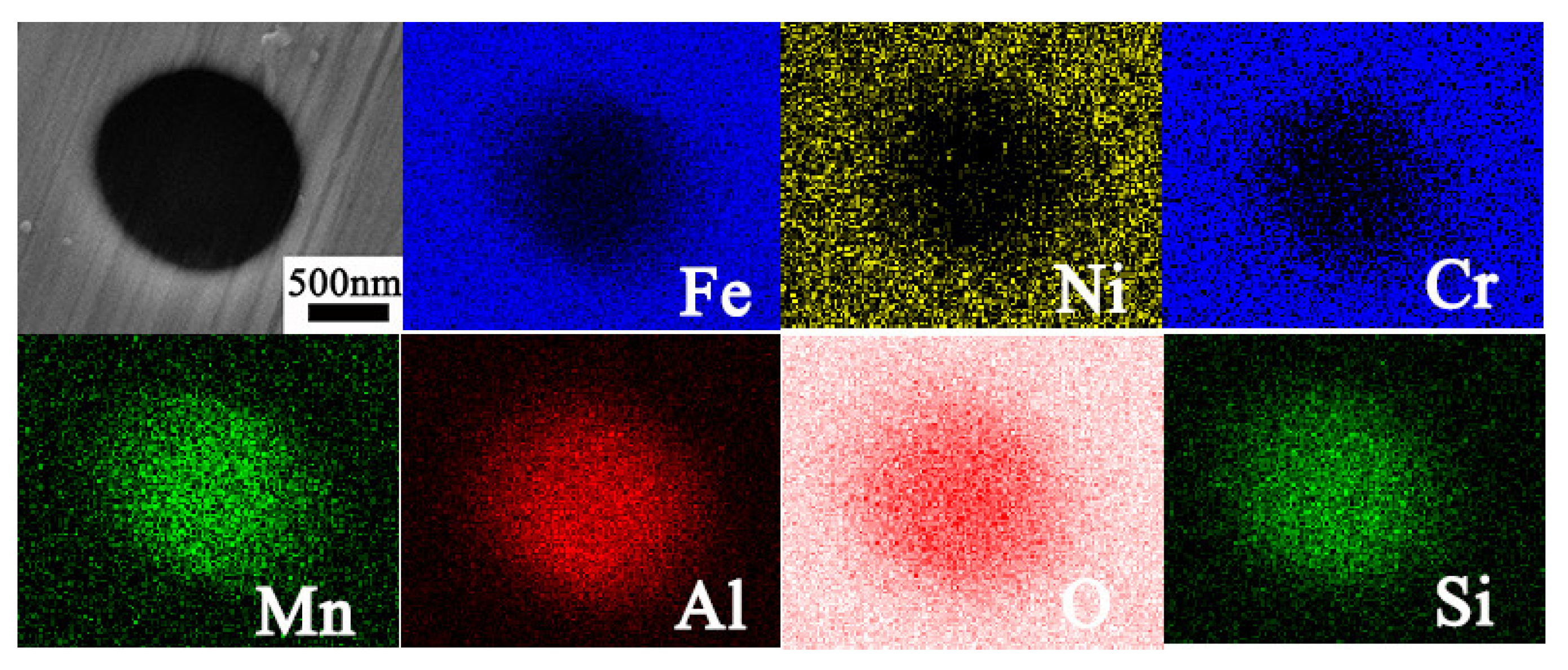
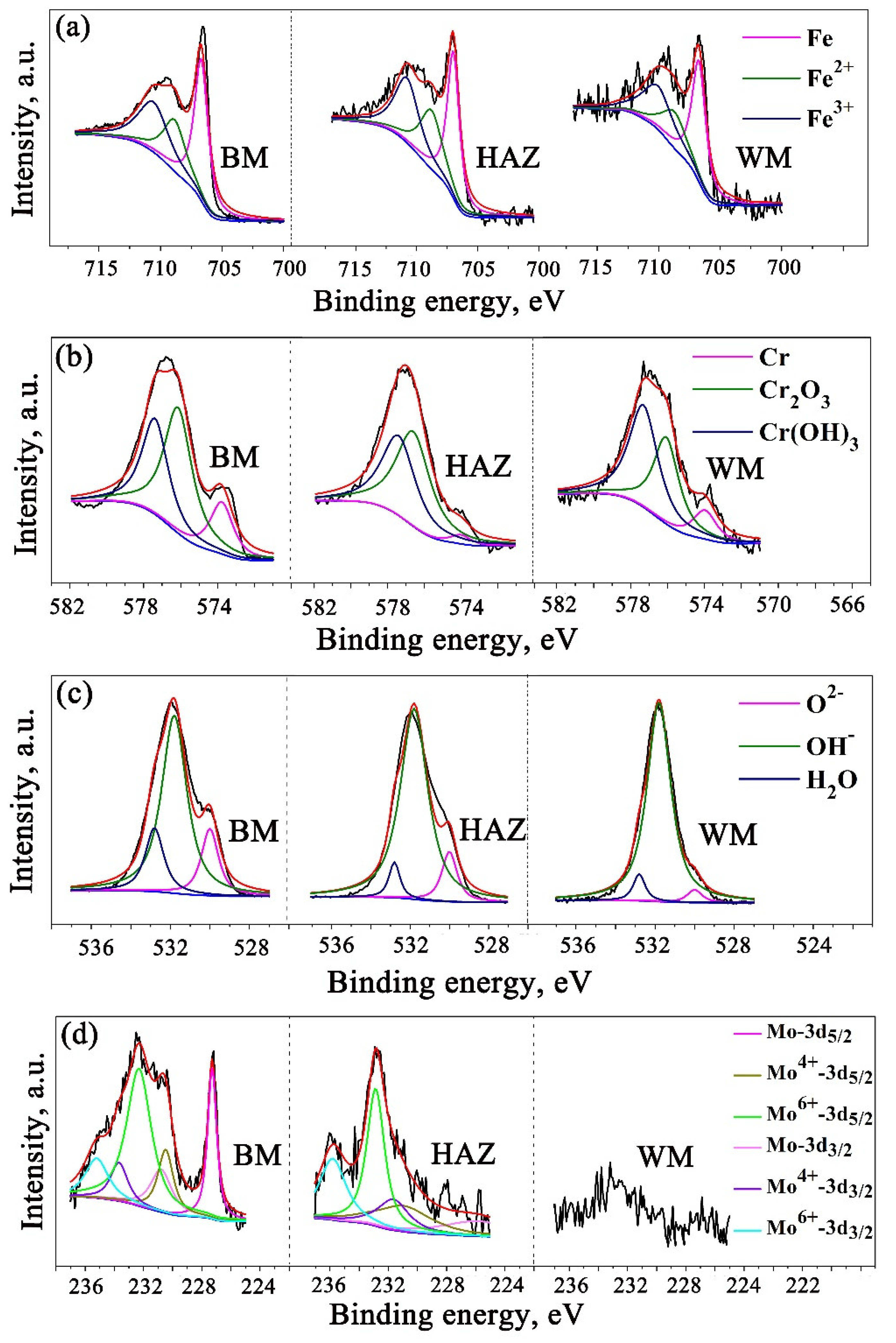
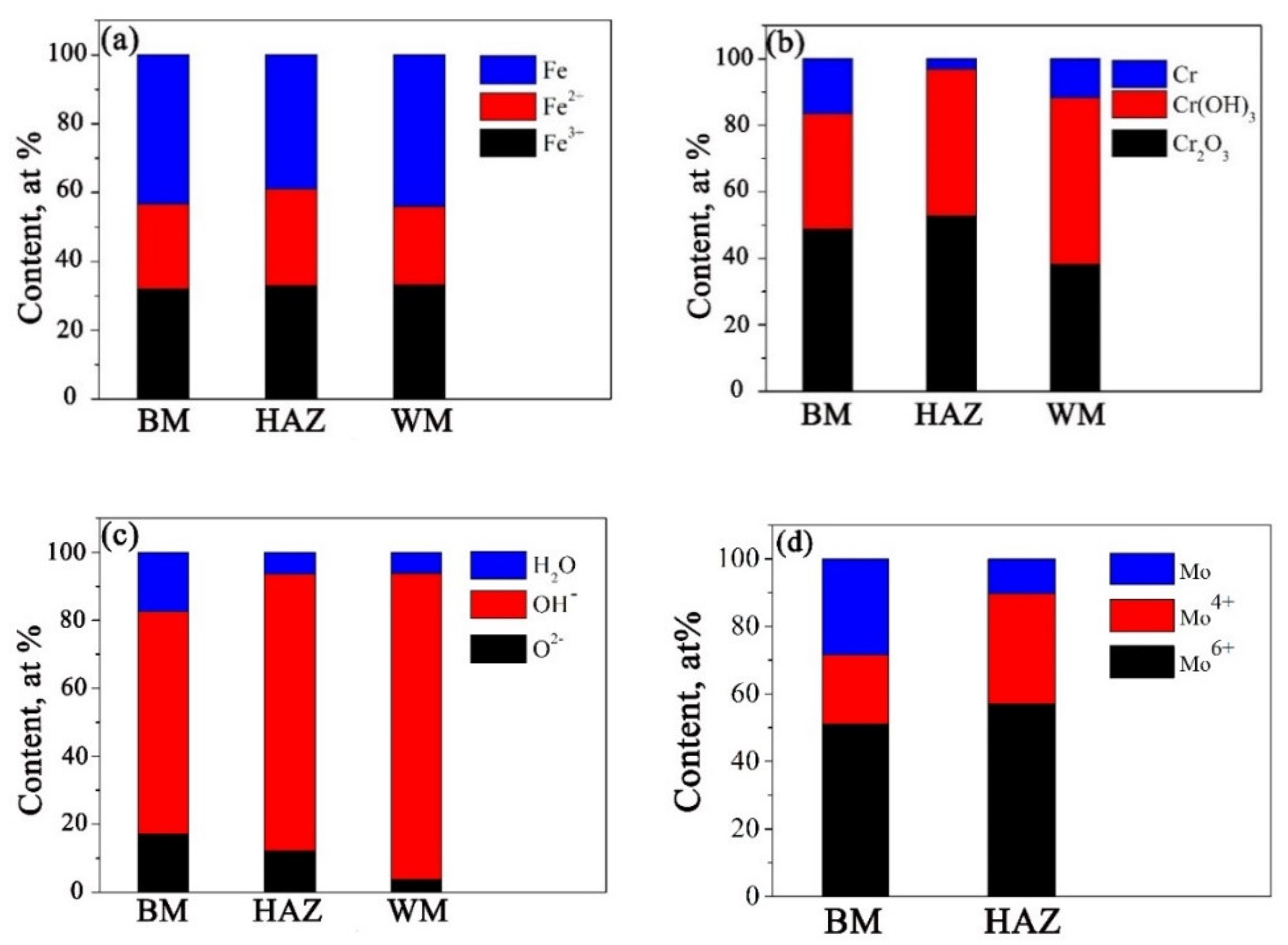
3.4. XPS Analysis of 308L-316L Welded Joint
4. Discussion
5. Conclusions
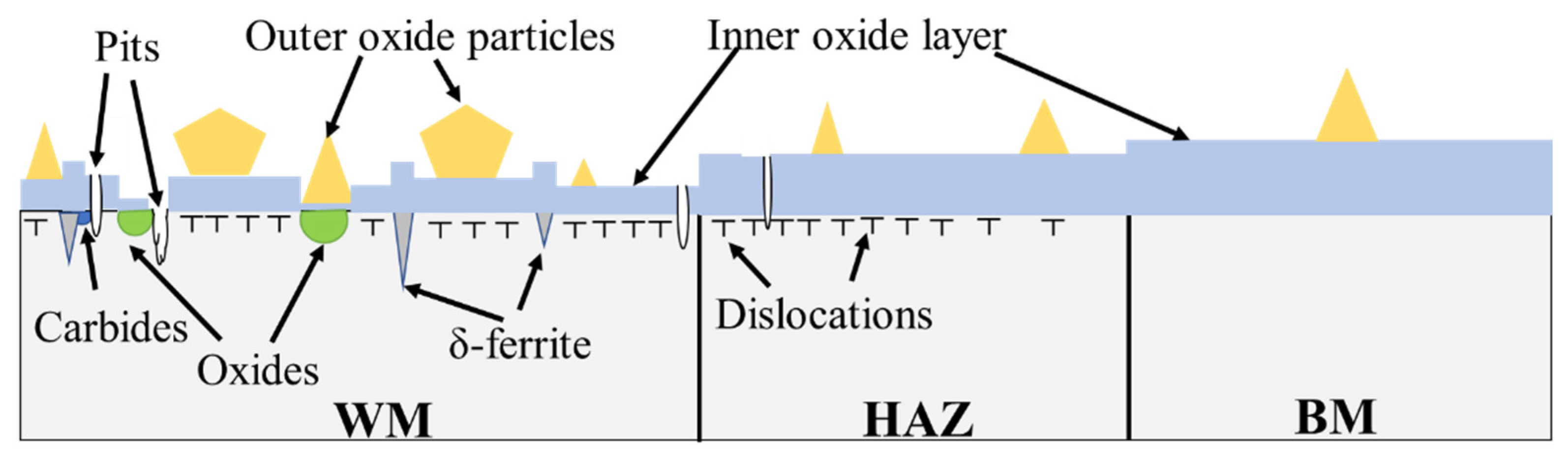
- WM is the most vulnerable for pits to initiate in the 308L-316L welded joint. By statistical study, there are 53.8% pits initiating at Mn, Al, and Si oxides, 23.0% in austenite, and 23.2% at interface between ferrite and austenite.
- The passive film is inhomogeneous due to lots of Cr-depleted zones such as Mn, Al, and Si oxides, carbides at interface, and austenite. It is also unstable owing to few Mo content and large residual strain.
- HAZ is slightly easier for pits corrosion, compared with the BM even though austenite distribution in the two sections is similar. This is because the residual strain in HAZ is estimated to be 9.96%, about five times higher than the BM, which accelerates the concentration of Cl ion and promotes pitting corrosion.
Author Contributions
Funding
Conflicts of Interest
References
- Ma, C.; Peng, Q.; Mei, J.; Han, E.-H.; Ke, W. Microstructure and corrosion behavior of the heat affected zone of a stainless steel 308L-316L weld joint. J. Mater. Sci. Technol. 2018, 34, 1823–1834. [Google Scholar] [CrossRef]
- Ming, H.; Zhang, Z.; Wang, J.; Han, E.-H.; Ke, W. Microstructural characterization of an SA508–309L/308L–316L domestic dissimilar metal welded safe-end joint. Mater. Charact. 2014, 97, 101–115. [Google Scholar] [CrossRef]
- Dong, L.; Ma, C.; Peng, Q.; Han, E.-H.; Ke, W. Microstructure and stress corrosion cracking of a SA508-309L/308L-316L dissimilar metal weld joint in primary pressurized water reactor environment. J. Mater. Sci. Technol. 2020, 40, 1–14. [Google Scholar] [CrossRef]
- Haruna, T.; Toyota, R.; Shibata, T. The effect of potential on initiation and propagation of stress corrosion cracks for type 304l stainless steel in a chloride solution containing thiosulfate. Corros. Sci. 1997, 39, 1873–1882. [Google Scholar] [CrossRef]
- Dong, L.; Peng, Q.; Han, E.-H.; Ke, W.; Wang, L. Stress corrosion cracking in the heat affected zone of a stainless steel 308L-316L weld joint in primary water. Corros. Sci. 2016, 107, 172–181. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Zhang, J. Influence of microstructure and elemental partitioning on pitting corrosion resistance of duplex stainless steel welding joints. Appl. Surf. Sci. 2017, 394, 297–314. [Google Scholar] [CrossRef]
- Cui, Y.; Lundin, C.D. Evaluation of initial corrosion location in E316L austenitic stainless steel weld metals. Mater. Lett. 2005, 59, 1542–1546. [Google Scholar] [CrossRef]
- Han, L.; Guobiao, L.; Zidong, W.; Hong, Z.; Feng, L. Study on Corrosion Resistance of 316L Stainless Steel Welded Joint. Rare Met. Mater. Eng. 2010, 39, 393–396. [Google Scholar]
- Patchett, B.; Bringas, J. The Metals Blue Book. Filler Metals; CASTI Publishing Inc. And American Welding Society (AWS): Edmonton, AB, Canada, 1998. [Google Scholar]
- Lo, I.H.; Tsai, W.T. Effect of heat treatment on the precipitation and pitting corrosion behavior of 347 SS weld overlay. Mater. Sci. Eng. A 2003, 355, 137–143. [Google Scholar] [CrossRef]
- Sui, G.; Charles, E.A.; Congleton, J. The effect of delta-ferrite content on the stress corrosion cracking of austenitic stainless steels in a sulphate solution. Corros. Sci. 1996, 38, 687–703. [Google Scholar] [CrossRef]
- Ida, N.; Muto, I.; Sugawara, Y.; Hara, N. Local Electrochemistry and In Situ Microscopy of Pitting at Sensitized Grain Boundary of Type 304 Stainless Steel in NaCl Solution. J. Electrochem. Soc. 2017, 164, C779–C787. [Google Scholar] [CrossRef]
- Ryan, M.P.; Williams, D.E.; Chater, R.J.; Hutton, B.M.; McPhail, D.S. Why stainless steel corrodes. Nature 2002, 415, 770–774. [Google Scholar] [CrossRef] [PubMed]
- Es-Souni, M.; Beaven, P.A. Microanalysis of inclusion/matrix interfaces in weld metals. Surf. Interface Anal. 1990, 16, 504–509. [Google Scholar] [CrossRef]
- Jegdić, B.; Bobić, B.; Radojković, B.; Alić, B.; Radovanović, L. Corrosion resistance of welded joints of X5CrNi18-10 stainless steel. J. Mater. Process. Technol. 2019, 266, 579–587. [Google Scholar] [CrossRef]
- Chu, T.; Nuli, Y.; Cui, H.; Lu, F. Pitting behavior of welded joint and the role of carbon ring in improving corrosion resistance. Mater. Des. 2019, 183, 108120. [Google Scholar] [CrossRef]
- Malhotra, D.; Shahi, A.S. Metallurgical, Fatigue and Pitting Corrosion Behavior of AISI 316 Joints Welded with Nb-Based Stabilized Steel Filler. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2020, 51, 1647–1664. [Google Scholar] [CrossRef]
- Kamaya, M. Measurement of local plastic strain distribution of stainless steel by electron backscatter diffraction. Mater. Charact. 2009, 60, 125–132. [Google Scholar] [CrossRef]
- Ming, H.L.; Zhang, Z.M.; Wang, S.Y.; Wang, J.Q.; Han, E.H.; Ke, W. Short time oxidation behavior of 308L weld metal and 316L stainless steel with different surface state in simulated primary water with 0.1 mg/L dissolved oxygen. Mater. Corros. 2015, 66, 869–881. [Google Scholar] [CrossRef]
- Ma, C.; Han, E.-H.; Peng, Q.; Ke, W. Effect of polishing process on corrosion behavior of 308L stainless steel in high temperature water. Appl. Surf. Sci. 2018, 442, 423–436. [Google Scholar] [CrossRef]
- Kong, X.; Qiao, Y. Crack trapping effect of persistent grain boundary islands. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 753–758. [Google Scholar] [CrossRef]
- Liu, C.T.; Wu, J.K. Influence of pH on the passivation behavior of 254SMO stainless steel in 3.5% NaCl solution. Corros. Sci. 2007, 49, 2198–2209. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Zhu, Y.; Bai, Y.; Yang, B. Improved corrosion resistance of 316LN stainless steel performed by rotationally accelerated shot peening. Appl. Surf. Sci. 2019, 481, 1305–1312. [Google Scholar] [CrossRef]
- Ilevbare, G.O.; Burstein, G.T. The inhibition of pitting corrosion of stainless steels by chromate and molybdate ions. Corros. Sci. 2003, 45, 1545–1569. [Google Scholar] [CrossRef]
- Kuczynska-Wydorska, M.; Flis-Kabulska, I.; Flis, J. Corrosion of low-temperature nitrided molybdenum-bearing stainless steels. Corros. Sci. 2011, 53, 1762–1769. [Google Scholar] [CrossRef]
- Reddy, G.M.; Rao, K.S.; Sekhar, T. Joining. Microstructure and pitting corrosion of similar and dissimilar stainless steel welds. Sci. Technol. Weld. Join. 2008, 13, 363–377. [Google Scholar] [CrossRef]
- Boven, G.V.; Chen, W.; Rogge, R. The role of residual stress in neutral pH stress corrosion cracking of pipeline steels. Part I: Pitting and cracking occurrence. Acta Mater. 2007, 55, 29–42. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Section | Ecorr (mVSCE) | Epit (mVSCE) |
|---|---|---|
| WM | −299 ± 35 | 217 ± 77 |
| HAZ | −319 ± 4 | 485 ± 23 |
| BM | −295 ± 9 | 545 ± 12 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Xu, S.; Ti, W.; Han, Y.; Mei, J.; Wang, X. The Pitting Corrosion Behavior of the Austenitic Stainless Steel 308L-316L Welded Joint. Metals 2020, 10, 1258. https://doi.org/10.3390/met10091258
He J, Xu S, Ti W, Han Y, Mei J, Wang X. The Pitting Corrosion Behavior of the Austenitic Stainless Steel 308L-316L Welded Joint. Metals. 2020; 10(9):1258. https://doi.org/10.3390/met10091258
Chicago/Turabian StyleHe, Jinshan, Shiguang Xu, Wenxin Ti, Yaolei Han, Jinna Mei, and Xitao Wang. 2020. "The Pitting Corrosion Behavior of the Austenitic Stainless Steel 308L-316L Welded Joint" Metals 10, no. 9: 1258. https://doi.org/10.3390/met10091258
APA StyleHe, J., Xu, S., Ti, W., Han, Y., Mei, J., & Wang, X. (2020). The Pitting Corrosion Behavior of the Austenitic Stainless Steel 308L-316L Welded Joint. Metals, 10(9), 1258. https://doi.org/10.3390/met10091258