Effects of Laser Melting Distribution on Wear Resistance and Fatigue Resistance of Gray Cast Iron

Abstract
1. Introduction
2. Experimental
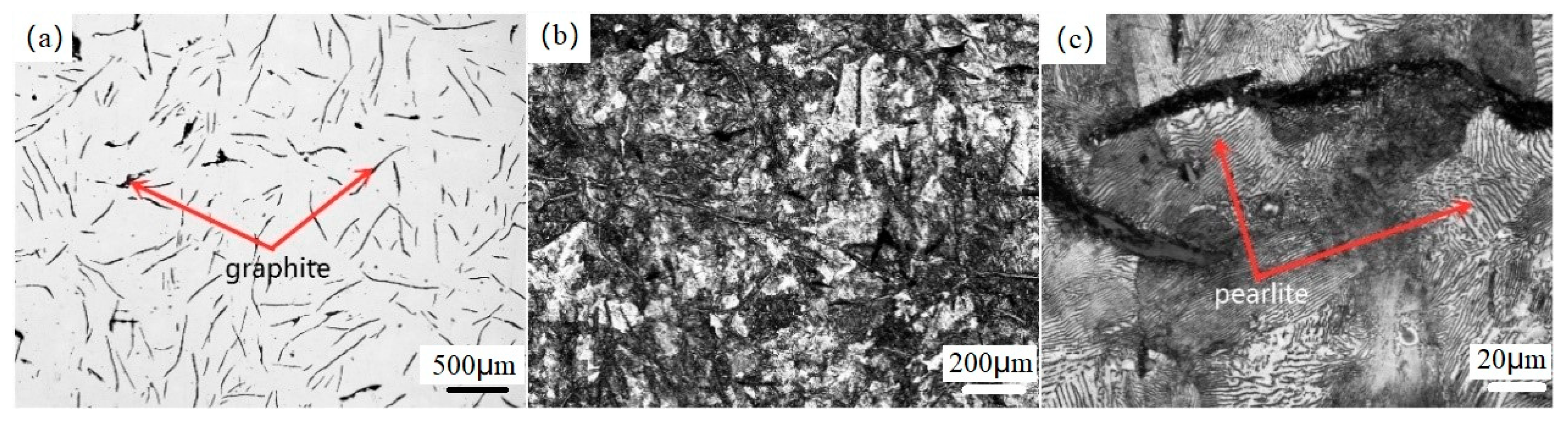
2.1. Experiment Materials
2.2. Experimental Method
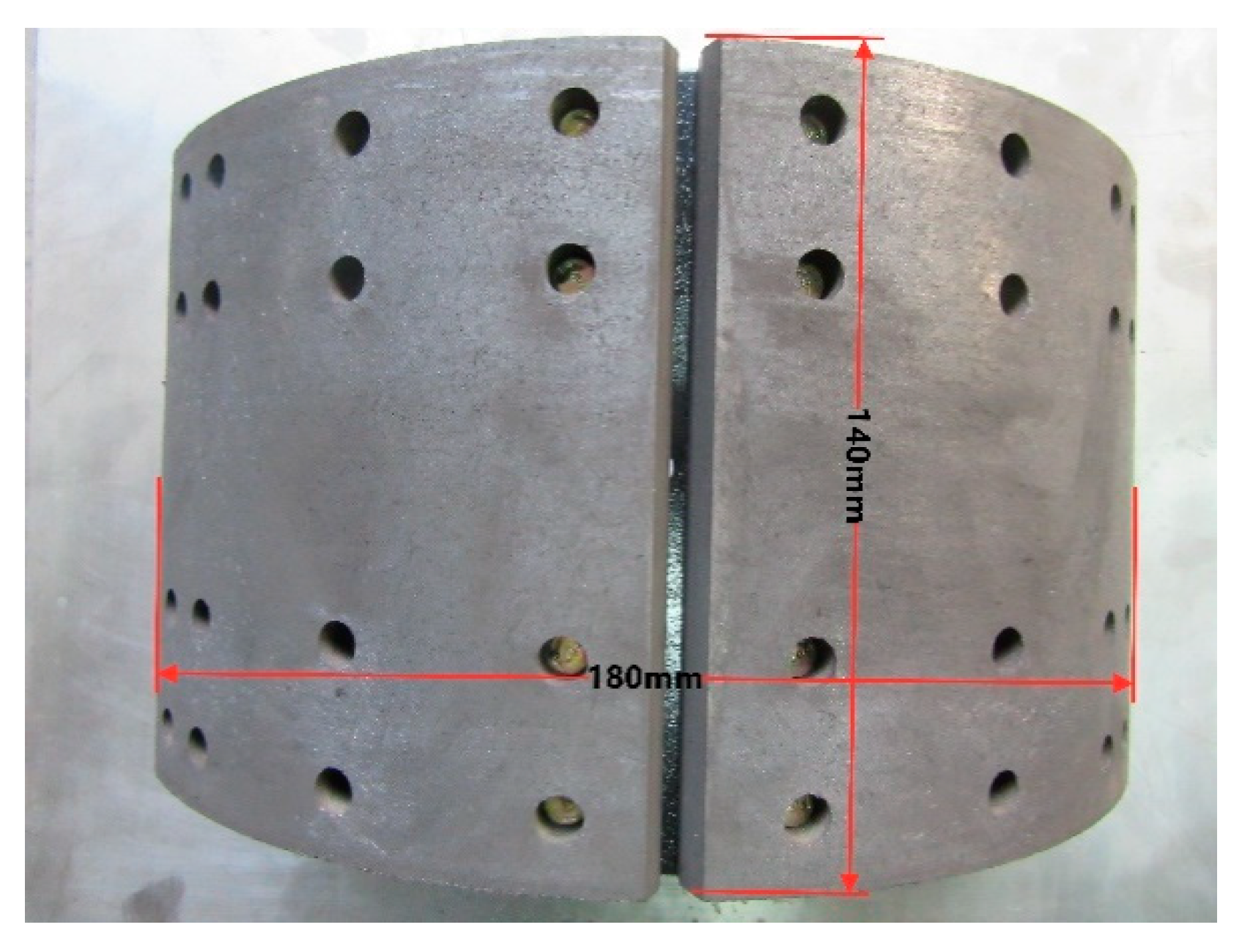
2.3. Sample Preparation
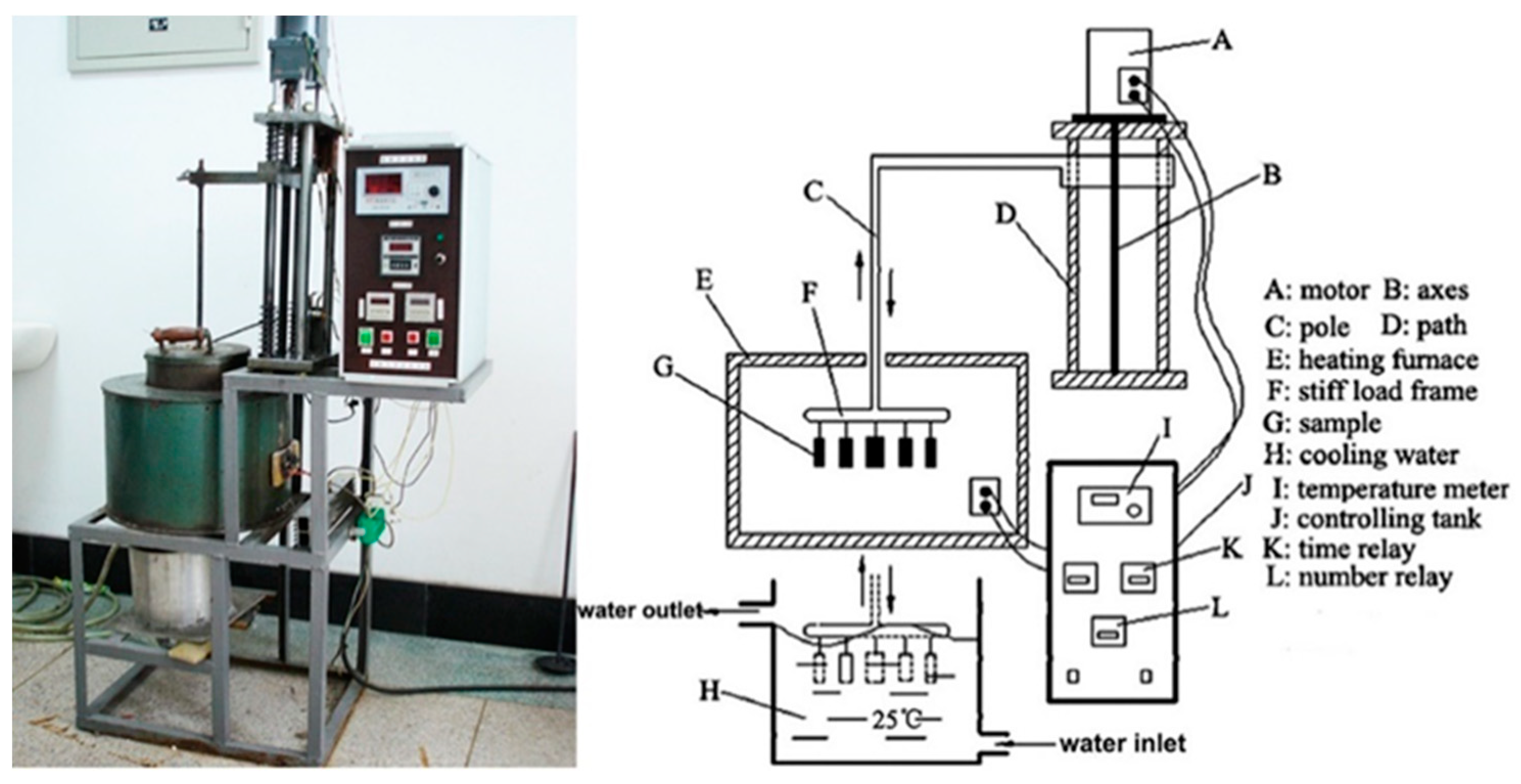
2.4. Thermal Fatigue Test
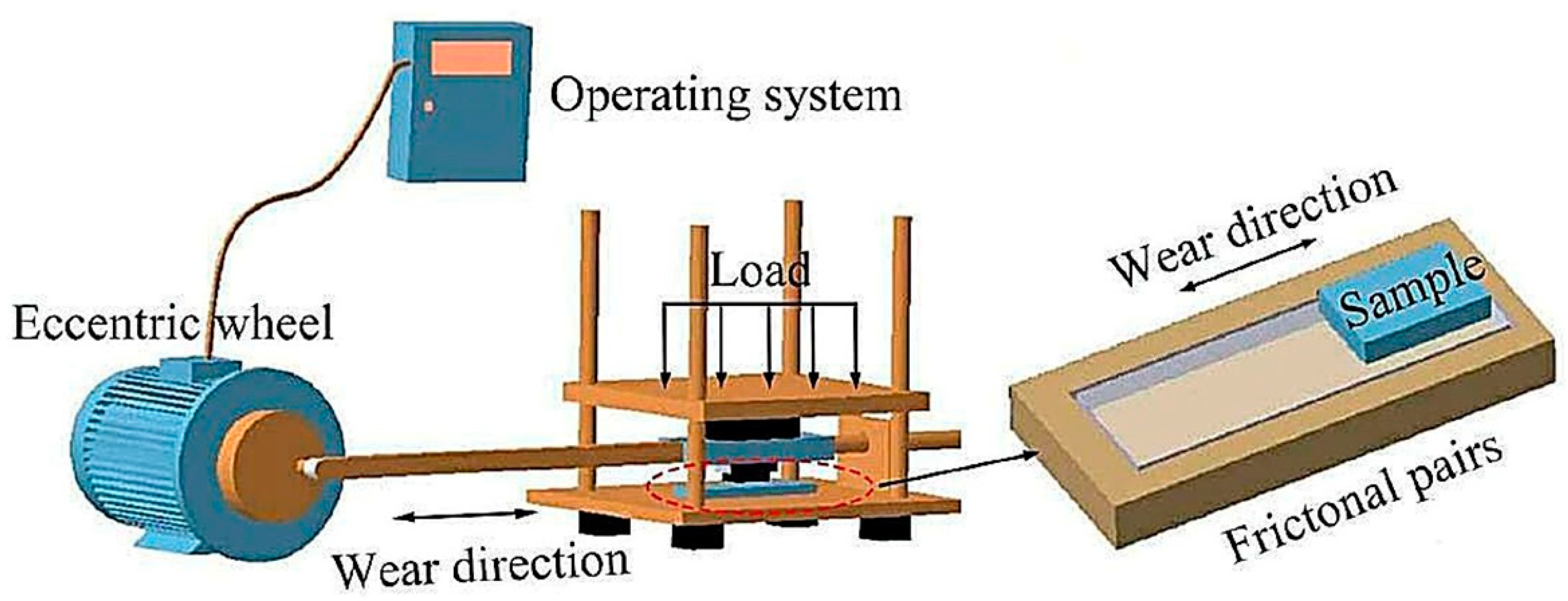
2.5. Wear Tests
2.6. Microstructure Observation and Wear Morphology Observation
3. Results and Discussion
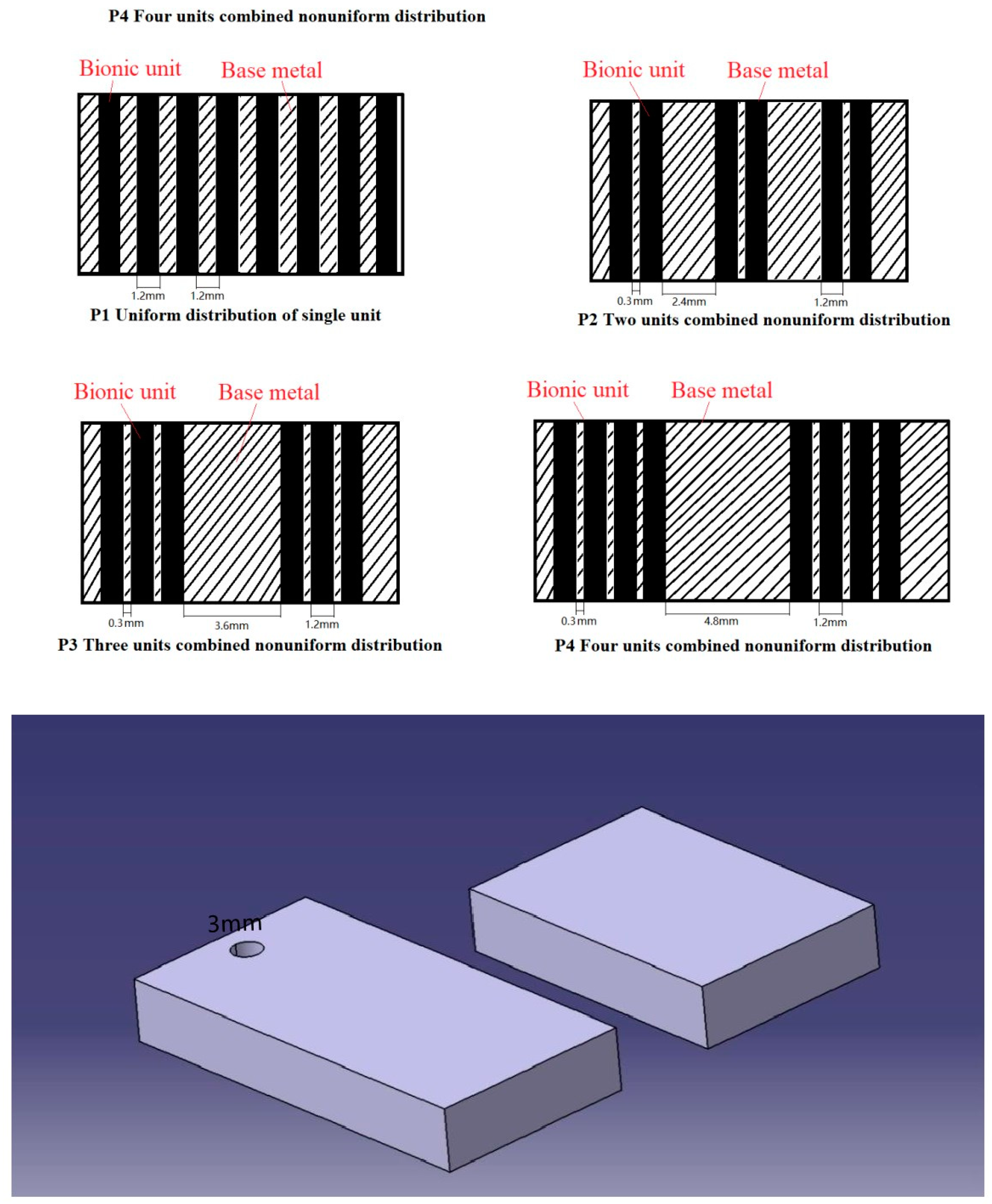
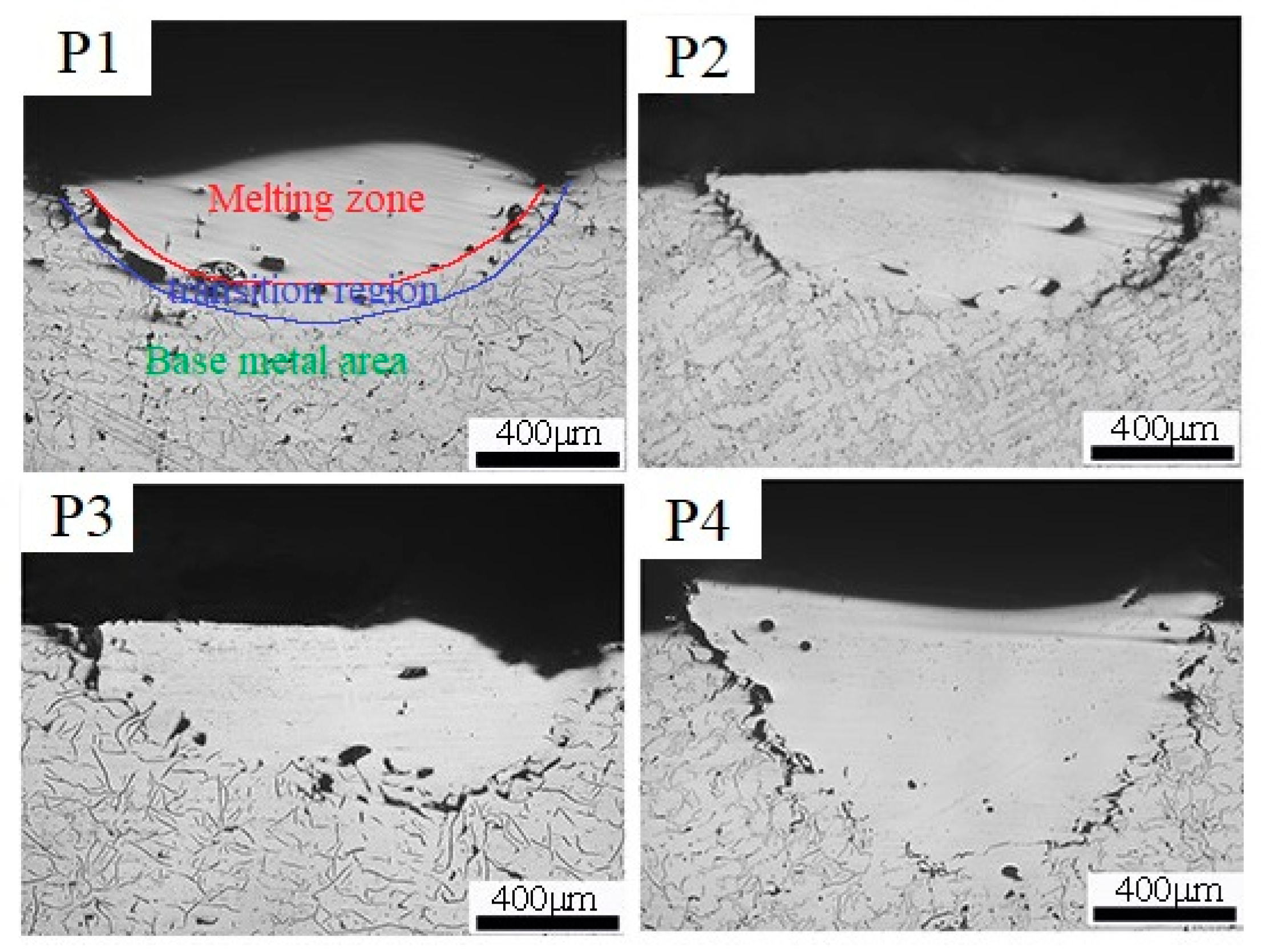
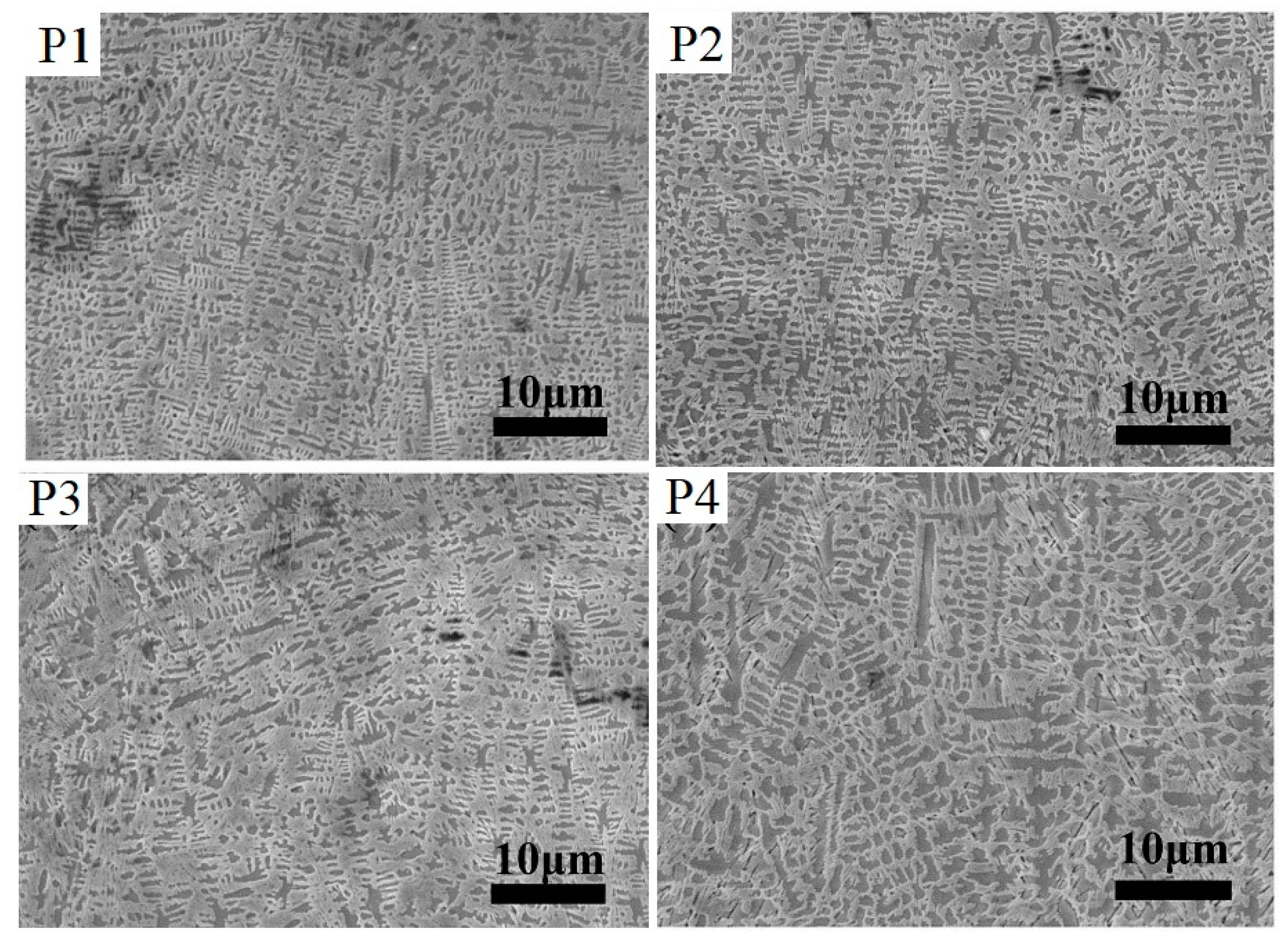
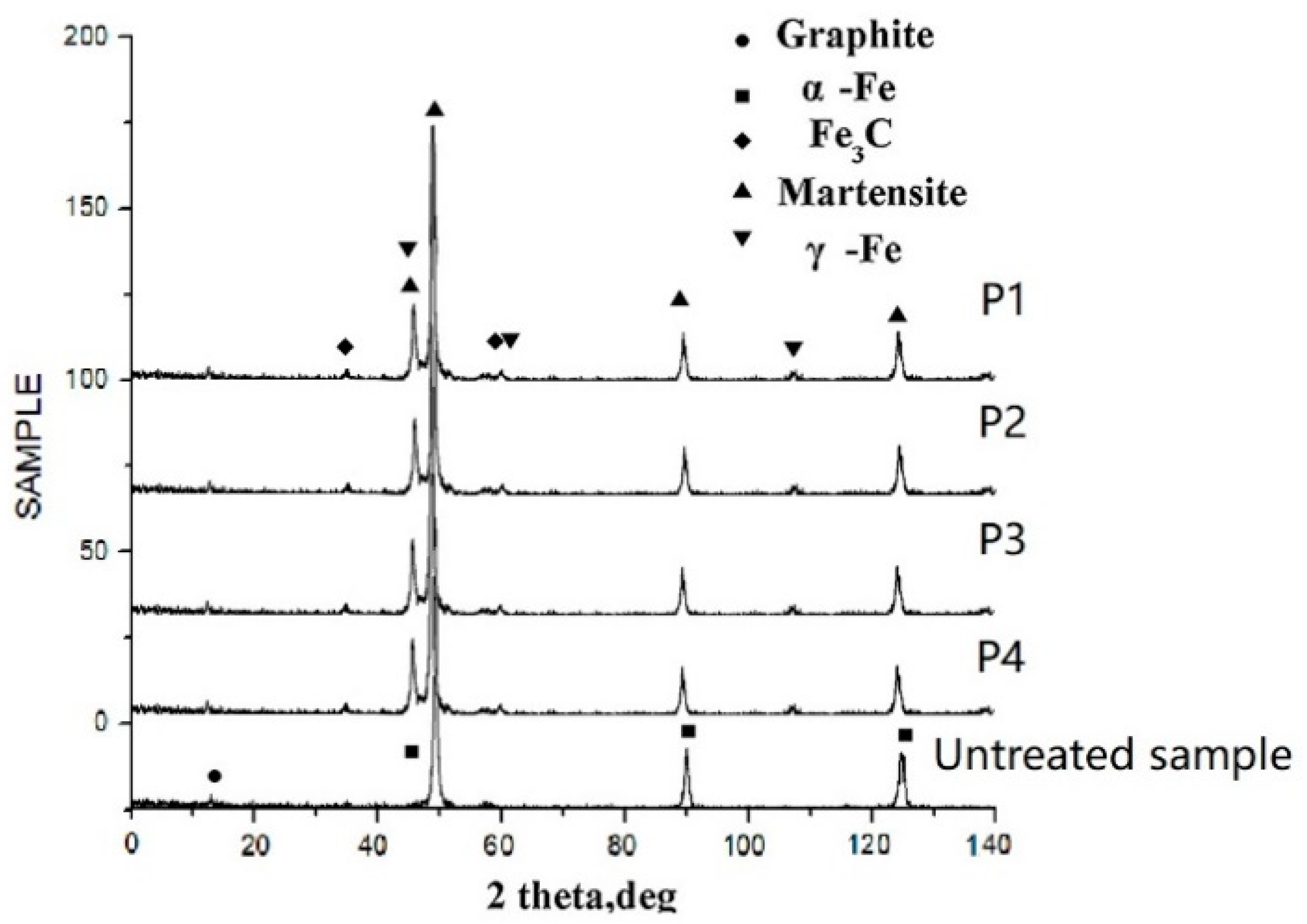
3.1. Structural Analysis of Non-Uniform Models of Bionic Unit of Grey Cast Iron
3.2. Thermal Fatigue Resistance Analysis of Non-Uniform Model of Biomimetic Unit
3.3. Thermal Fatigue Resistance Analysis of Non-Uniform Models of Biomimetic Units
4. Conclusions
- In the process of continuous laser remelting strengthening on the surface of gray cast iron, the adjacent melting zones will affect each other, resulting in heat preservation and a tempering effect, so that the area of the melting zone increases, but the grain size also increases accordingly. The hardness decreased from 765–820 HV (Hardness of Vickers) to 570–620 HV.
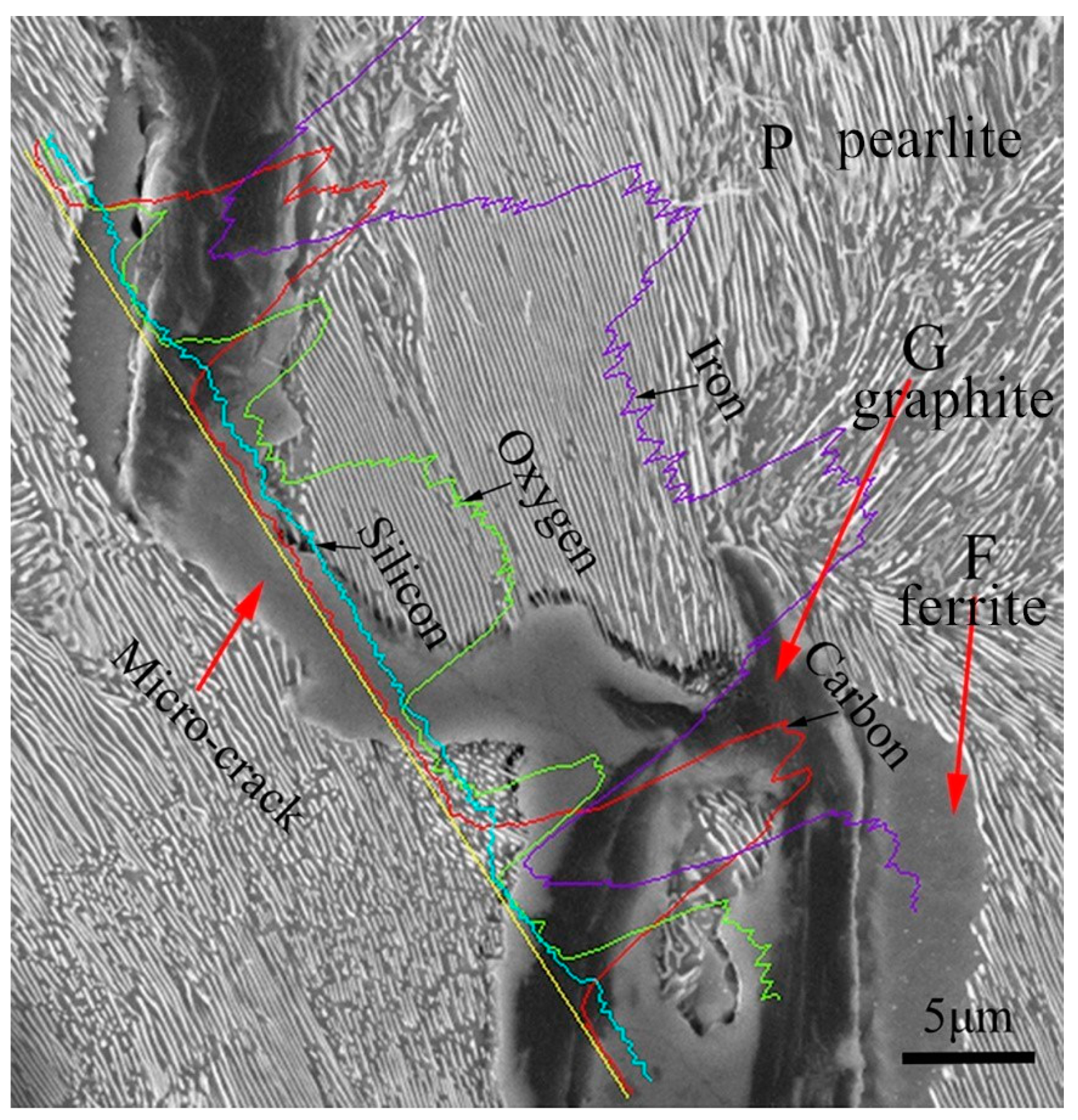
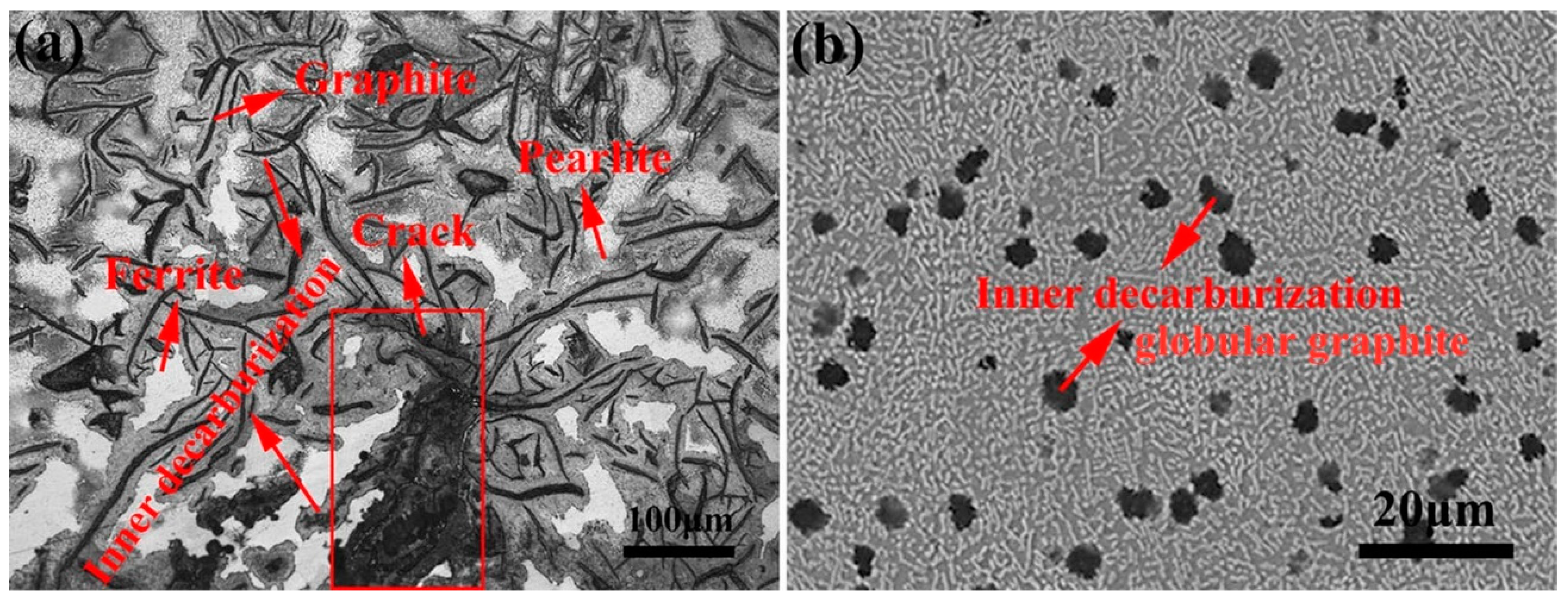
- The mechanism of crack initiation in the early stage of thermal fatigue of gray iron was analyzed by EDS, and the phase transformation law of the microstructure in the melting zone was determined at the later stage of thermal fatigue.
- The maximum residual tensile stress was 204 mpa in the melting zone and 103.4 mpa in the phase transformation zone
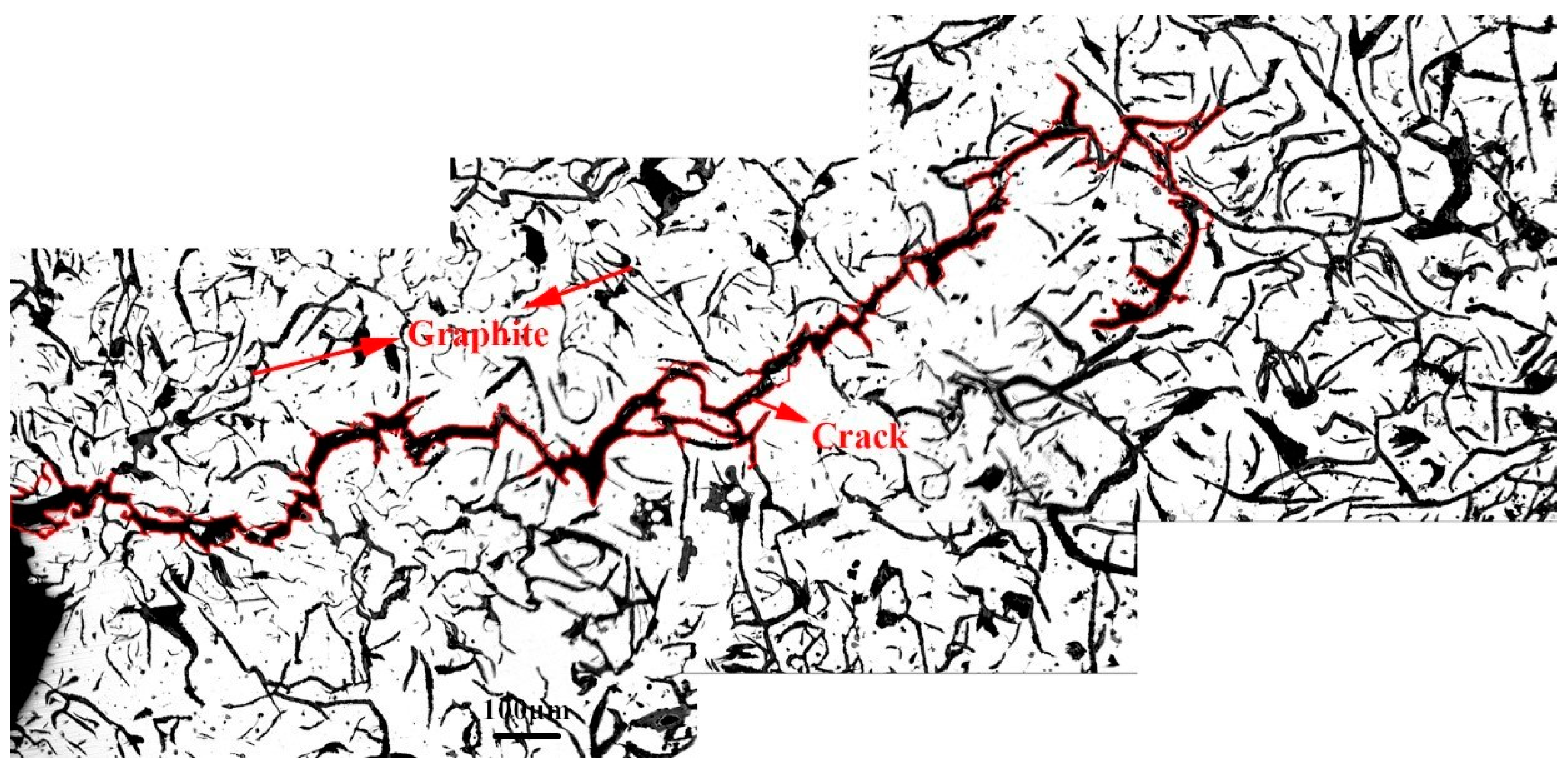
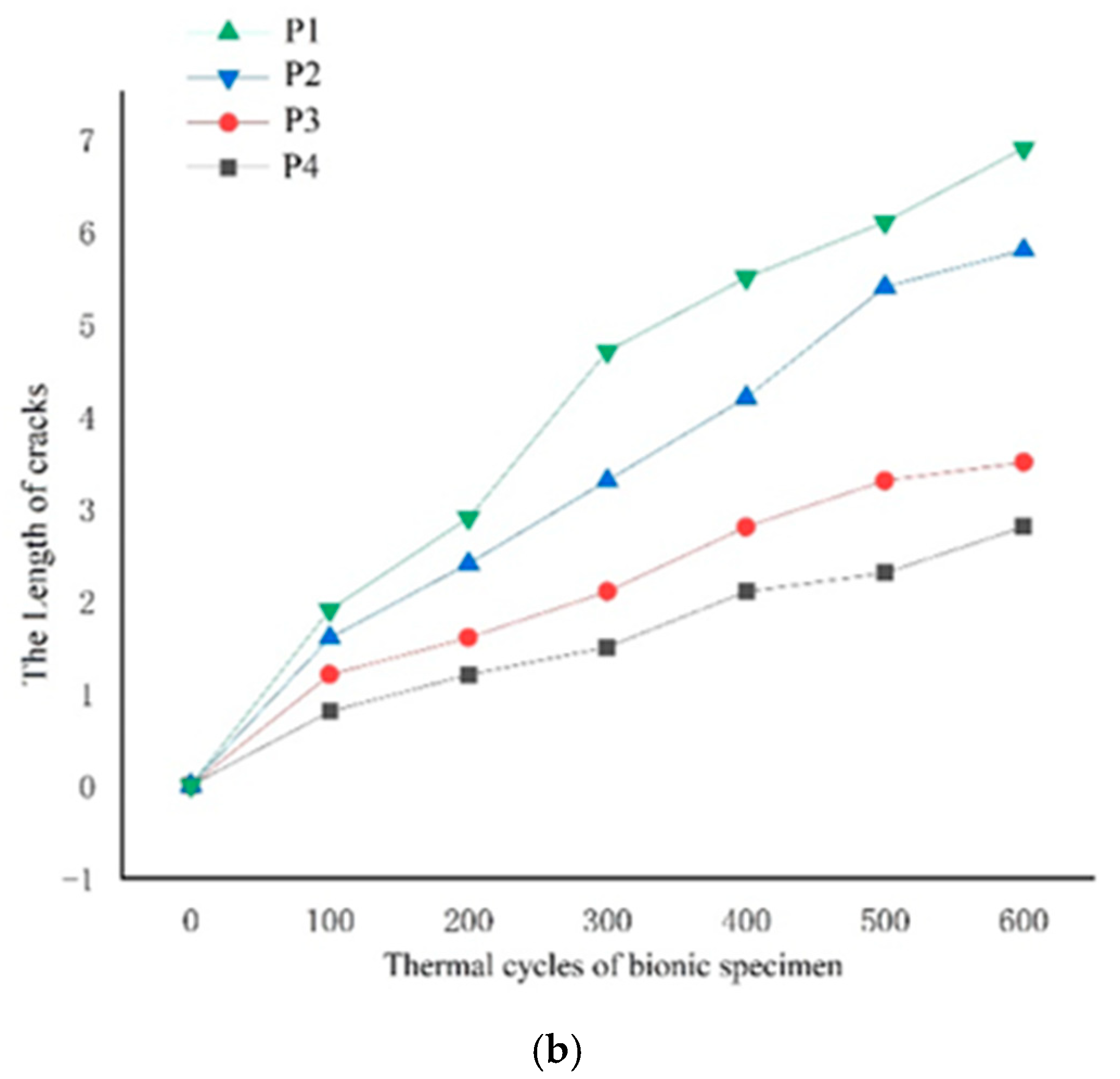
- The thermal fatigue test showed that the greater the number of distribution strips in the melting zone, the longer the crack initiation time near the remelting zone, and the slower the propagation speed.
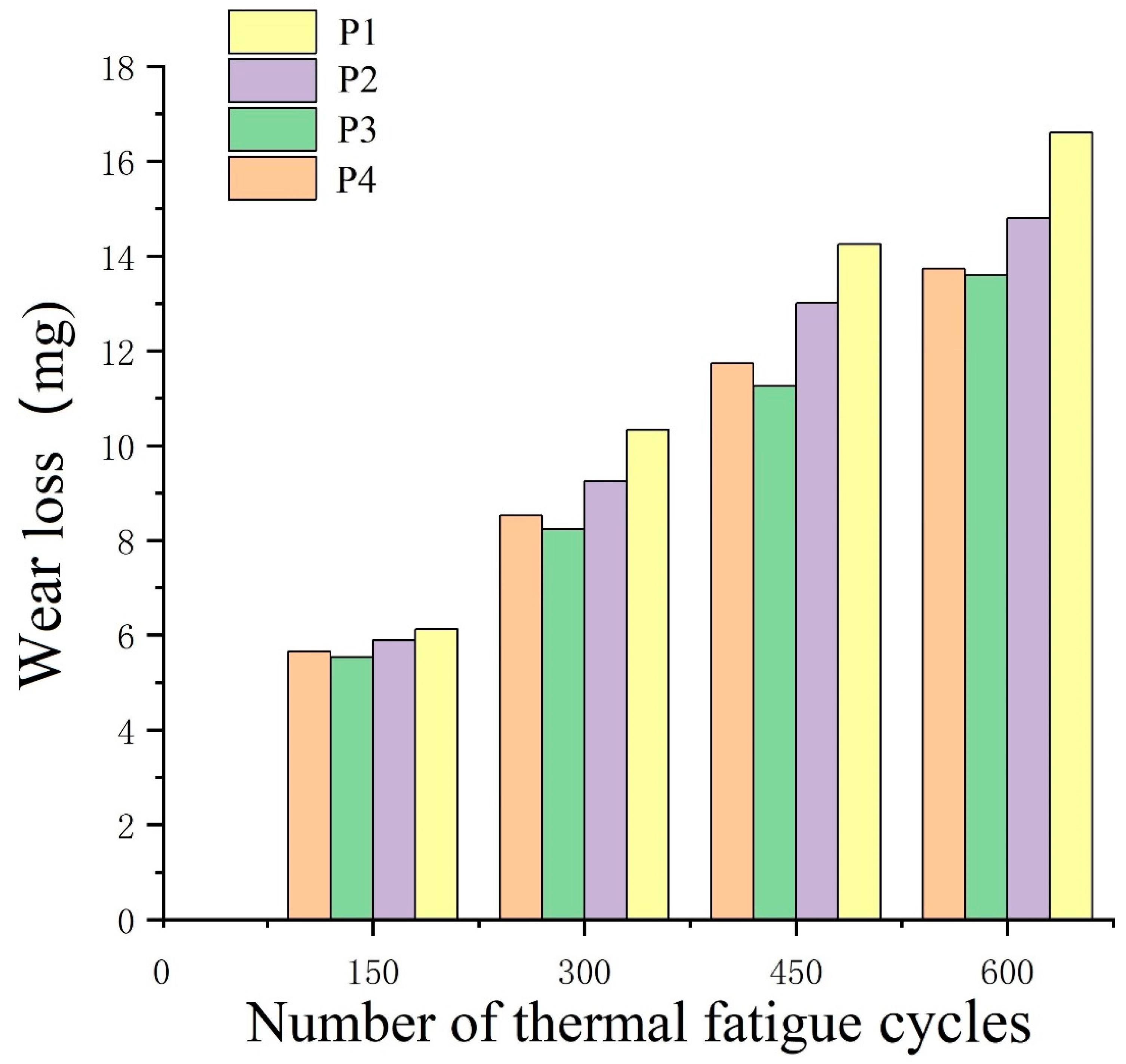
- According to the wear test results of different blocks, it can be determined that the P3 model was the best, and the wear resistance of P1 was increased by 21.3%. The wear resistance test results were P3 > P2 > P4 > P1.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hussain, A.; Ahmad, I.; Hamdani, A.H.; Nussair, A.; Shahdin, S. Laser surface alloying of Ni-plated steel with CO2 laser. Appl. Surf. Sci. 2007, 253, 4947–4950. [Google Scholar] [CrossRef]
- Siyang, W.; Hong, Z. Effect of different hardness units on fatigue wear resistance of low hardenability steel. Opt. Laser Technol. 2020, 130, 180–184. [Google Scholar]
- Ren, L.Q.; Han, Z.W.; Li, J.J.; Tong, J. Effects of non-smooth characteristics on bionic bulldozer blades in resistance reduction against soil. J. Terrramech. 2003, 39, 22–30. [Google Scholar] [CrossRef]
- Tong, J.; Almobarak, M.A.M.; Ma, Y.H.; Ye, W.; Zheng, S. Biomimetic anti-abrasion surface of a cone form component against soil. J. Bionic Eng. 2010, 7, S36–S42. [Google Scholar] [CrossRef]
- Qingchun, G.; Hong, Z. Effect of medium on friction and wear properties of compacted graphite cast iron processed by biomimetic coupling laser remelting process. Appl. Surf. Sci. 2009, 255, 6266–6273. [Google Scholar]
- Zang, C.; Zhou, T.; Zhou, H.; Yuan, Y.; Zhang, P.; Meng, C.; Zhang, Z. Effects of substrate microstructure on biomimetic unit properties and wear resistance of H13 steel processed by laser remelting. Opt. Laser Technol. 2018, 106, 299–310. [Google Scholar] [CrossRef]
- Meng, C.; Zhou, H.; Zhang, H.; Tong, X.; Cong, D.; Wang, C.; Ren, L. The comparative study of thermal fatigue behavior of H13 die steel with biomimetic non-smooth surface processed by laser surface melting and laser cladding. Mater. Des. 2013, 51, 886–893. [Google Scholar] [CrossRef]
- Cong, D.; Zhou, H.; Yang, M.; Zhang, Z.; Zhang, P.; Meng, C.; Wang, C. The mechanical properties of H13 die steel repaired by a biomimetic laser technique. Opt. Laser Technol. 2013, 53, 1–8. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, P.; Sun, N.; Wang, C.T.; Lin, P.Y.; Ren, L.Q. Wear properties of compact graphite cast iron with bionic units processed by deep laser cladding WC. Appl. Surf. Sci. 2010, 256, 6413–6419. [Google Scholar] [CrossRef]
- Tong, X.; Zhou, H.; Chen, L.; Zhang, Z.-H.; Ren, L.-Q. Effects of c content on the thermal fatigue resistance of cast iron with biomimetic non-smooth surface. Int. J. Fatigue 2008, 30, 1125–1133. [Google Scholar]
- Almeida, A.; Carvalho, F.; Carvalho, P.A.; Vilar, R. Laser developed Al-Mo surface alloys: Microstructure, mechanical and wear behaviour. Surf. Coat. Technol. 2006, 200, 4782–4790. [Google Scholar] [CrossRef]
- Ren, L.Q.; Liang, Y.H. Biological couplings: Classification and characteristic rules. Sci. China Ser. E Technol. Sci. 2009, 52, 2791–2800. [Google Scholar] [CrossRef]
- Kamat, S.; Su, X.; Ballarini, R.; Heuer, A.H. Structural Basis for the Fracture Toughness of the Shell of the Conch Strombus Gigas. Nature 2000, 405, 1036–1040. [Google Scholar] [CrossRef] [PubMed]
- Ren, L.Q.; Liang, Y.H. Functional characteristics of dragonfly wings and progress in bionic research. Sci. China Sci. Technol. 2013, 56, 11–25. [Google Scholar] [CrossRef]
- Yang, H.; Wang, Q.; Zhou, T.; Zhou, H. The Relationship between the Model of the Laser Biomimetic Strengthening of Gray Cast Iron and Matching between Different Brake Pads. Metals 2020, 10, 184. [Google Scholar] [CrossRef]
- Chen, Z.; Zhu, Q.; Wang, J.; Yun, X.; He, B.; Luo, J. Behaviors of 40Cr steel treated by laser quenching on impact abrasive wear. Opt. Laser Technol. 2018, 103, 118–125. [Google Scholar] [CrossRef]
- Lu, H.; Liu, M.; Yu, D.; Zhou, T.; Zhou, H.; Zhang, P.; Bo, H.; Su, W.; Zhang, Z.; Bao, H. Effects of Different Graphite Types on the Thermal Fatigue Behavior of Bionic Laser-Processed Gray Cast Iron. Metall. Mater. Trans. A 2018, 49, 5848–5857. [Google Scholar] [CrossRef]
- Zhou, H.; Tong, X.; Zhang, Z.; Li, X.; Ren, L. The thermal fatigue resistance of cast iron with biomimetic non-smooth surface processed by laser with different parameters. Mater. Sci. Eng. A 2006, 428, 141–147. [Google Scholar] [CrossRef]
- Gan, L.; Liang, G.Y. Sliding abrasion resistance of gray cast iron surfaces with bio-inspired groove lines and groove stripes. Mater. Res. Express 2018, 5, 096525. [Google Scholar] [CrossRef]
- Yu, D.; Zhou, T.; Zhou, H. Non-single bionic coupling model for thermal fatigue and wear resistance of gray cast iron drum brake. Opt. Laser Technol. 2019, 111, 781–788. [Google Scholar] [CrossRef]
- Chang, G.; Zhou, T.; Zhou, H.; Zhang, P.; Ma, S.; Zhi, B.; Wang, S. Effect of Composition on the Mechanical Properties and Wear Resistance of Low and Medium Carbon Steels with a Biomimetic Non-Smooth Surface Processed by Laser Remelting. Metals 2020, 10, 37. [Google Scholar] [CrossRef]
- Chen, Z.K.; Zhou, T.; Zhang, H.F.; Yang, W.S.; Zhou, H. Influence of Orientations of Bionic Unit Fabricated by Laser Remelting on Fatigue Wear Resistance of Gray Cast Iron. J. Mater. Eng. Perform. 2015, 24, 2511–2520. [Google Scholar] [CrossRef]
- Su, W.; Zhou, T.; Sui, Q.; Zhang, P.; Zhou, H.; Li, H.; Zhang, Z.H. Study on the relationship between intervals among laser stripes and the abrasion resistance of biomimetic laser textured surfaces. Opt. Laser Technol. 2018, 107, 380–388. [Google Scholar] [CrossRef]
- Su, W.; Zhou, T.; Zhang, P.; Zhou, H.; Li, H. Effect of distribution of striated laser hardening tracks on dry sliding wear resistance of biomimetic surface. Opt. Laser Technol. 2018, 98, 281–290. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, P.; Sui, Q.; Zhao, K.; Zhou, H.; Ren, L. Influence of Multiple Bionic Unit Coupling on Sliding Wear of Laser-Processed Gray Cast Iron. J. Mater. Eng. Perform. 2017, 26, 1614–1625. [Google Scholar] [CrossRef]
- Chen, Z.K.; Zhou, T.; Zhao, R.Y.; Zhang, H.F.; Lu, S.C.; Yang, W.S.; Zhou, H. Improved fatigue wear resistance of gray cast iron by localized laser carburizing. Mater. Sci. Eng. A 2015, 644, 1–9. [Google Scholar] [CrossRef]
- Su, Q.; Bai, S.; Han, J.; Ma, Y.; Yu, Y.; Deng, Y.; Wu, M.; Zheng, C.; Hu, A. Precise laser trimming of alloy strip resistor: A comparative study with femtosecond laser and nanosecond laser. J. Laser Appl. 2020, 32, 022013. [Google Scholar] [CrossRef]
- Sui, Q.; Zhang, P.; Zhou, H.; Liu, Y.; Ren, L. Influence of Cycle Temperature on the Wear Resistance of Vermicular Iron Derivatized with Bionic Surfaces. Metall. Mater. Trans. A 2016, 47, 5534–5547. [Google Scholar] [CrossRef]
- Wang, C.-T.; Zhou, H.; Zhang, Z.; Zhao, Y.; Cong, D.-L.; Meng, C.; Zhang, P.; Ren, L.-Q. Mechanical property of a low carbon steel with biomimetic units in different shapes. Opt. Laser Technol. 2013, 47, 114–120. [Google Scholar] [CrossRef]
- Jing, Z.; Zhou, H.; Zhang, P.; Wang, C.; Meng, C.; Cong, D. Effect of thermal fatigue on the wear resistance of graphite cast iron with bionic units processed by laser cladding WC. Appl. Surf. Sci. 2013, 271, 329–336. [Google Scholar] [CrossRef]
- Xu, L.W. Application and analysis of surface engineering technology in mold manufacturing. Telecommun. Power Technol. 2017, 34, 114–115. [Google Scholar]
- Ma, S.; Zhou, T.; Zhou, H.; Chang, G.; Zhi, B.; Wang, S. Bionic Repair of Thermal Fatigue Cracks in Ductile Iron by Laser Melting with Different Laser Parameters. Metals 2020, 10, 101. [Google Scholar] [CrossRef]
- Zhi, B.; Zhou, T.; Zhou, H.; Zhang, P.; Ma, S.; Chang, G. Improved localized fatigue wear resistance of large forging tools using a combination of multiple coupled bionic models. SN Appl. Sci. 2019, 122, 63–68. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cu | Cr | Fe |
|---|---|---|---|---|---|---|---|---|
| Content | 3.41 | 1.61 | 0.96 | 0.02 | 0.01 | 0.315 | 0.180 | Bal. |
| Sample | Electric Current (A) | Pulse Duration (ms) | Frequency (Hz) | Defocus Amount (mm) | Laser Energy Density (J/mm2) |
|---|---|---|---|---|---|
| No.1 | 120 | 7 | 15 | 155 | 144.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.; Zhou, T.; Wang, Q.; Zhou, H. Effects of Laser Melting Distribution on Wear Resistance and Fatigue Resistance of Gray Cast Iron. Metals 2020, 10, 1257. https://doi.org/10.3390/met10091257
Yang H, Zhou T, Wang Q, Zhou H. Effects of Laser Melting Distribution on Wear Resistance and Fatigue Resistance of Gray Cast Iron. Metals. 2020; 10(9):1257. https://doi.org/10.3390/met10091257
Chicago/Turabian StyleYang, Haiyang, Ti Zhou, Qingnian Wang, and Hong Zhou. 2020. "Effects of Laser Melting Distribution on Wear Resistance and Fatigue Resistance of Gray Cast Iron" Metals 10, no. 9: 1257. https://doi.org/10.3390/met10091257
APA StyleYang, H., Zhou, T., Wang, Q., & Zhou, H. (2020). Effects of Laser Melting Distribution on Wear Resistance and Fatigue Resistance of Gray Cast Iron. Metals, 10(9), 1257. https://doi.org/10.3390/met10091257