Influence of Boron Content on the Solidification Structure, Magnetic Properties and Hot Mechanical Behavior in an Advanced As-Cast TWIP Steel

 , , ,
, , ,  , , ,
, , , 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
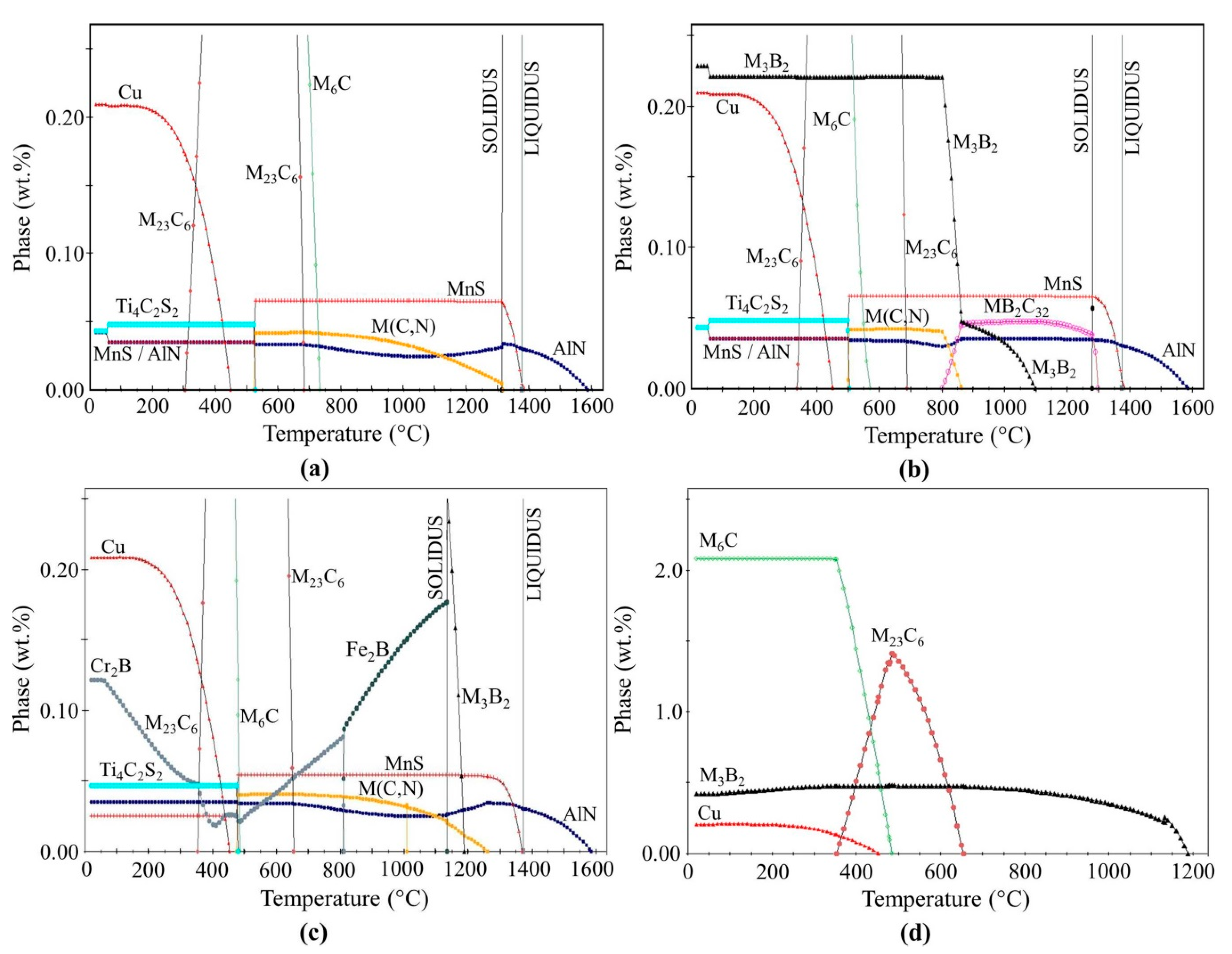
3.1. JMatPro Phases Prediction
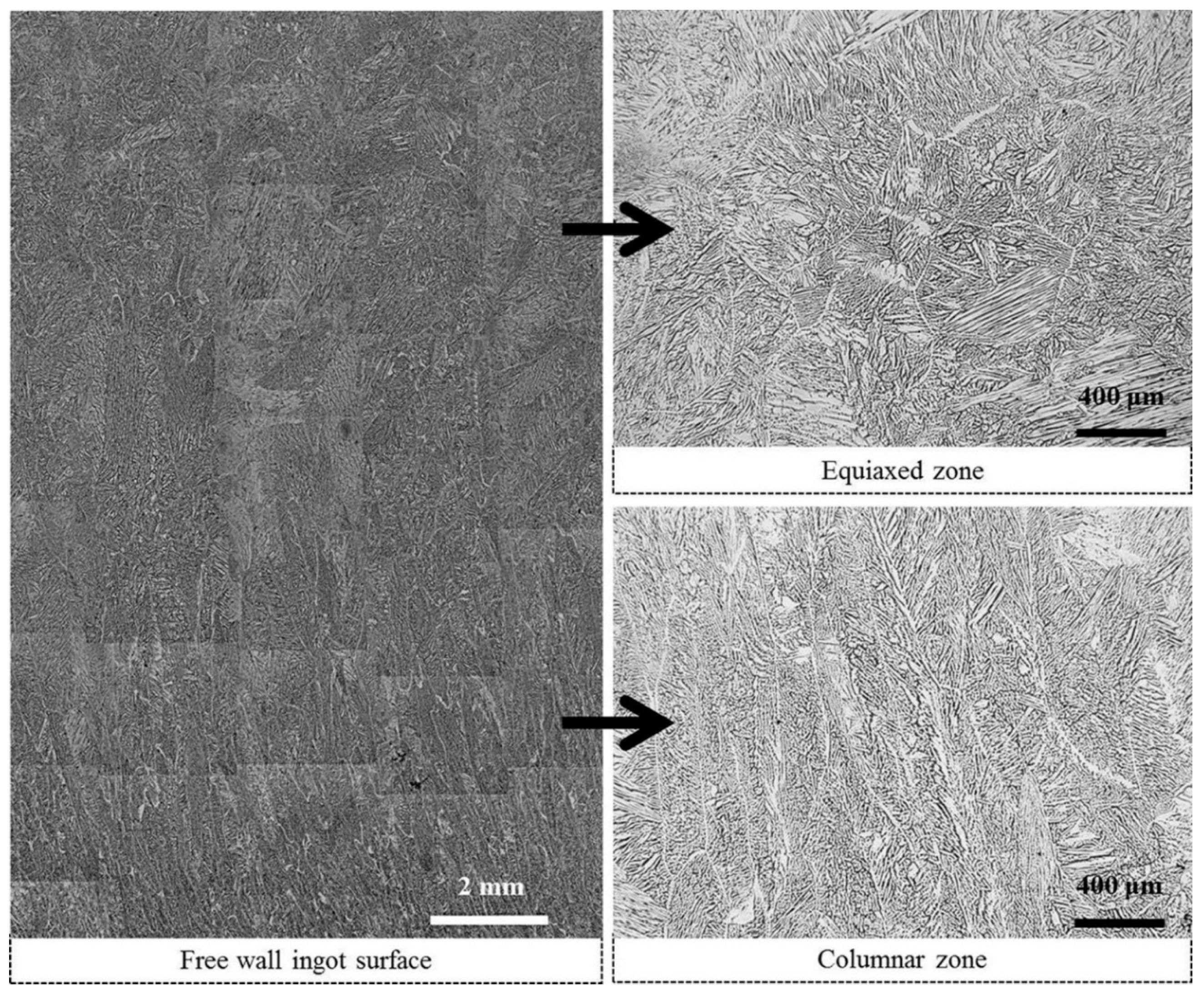
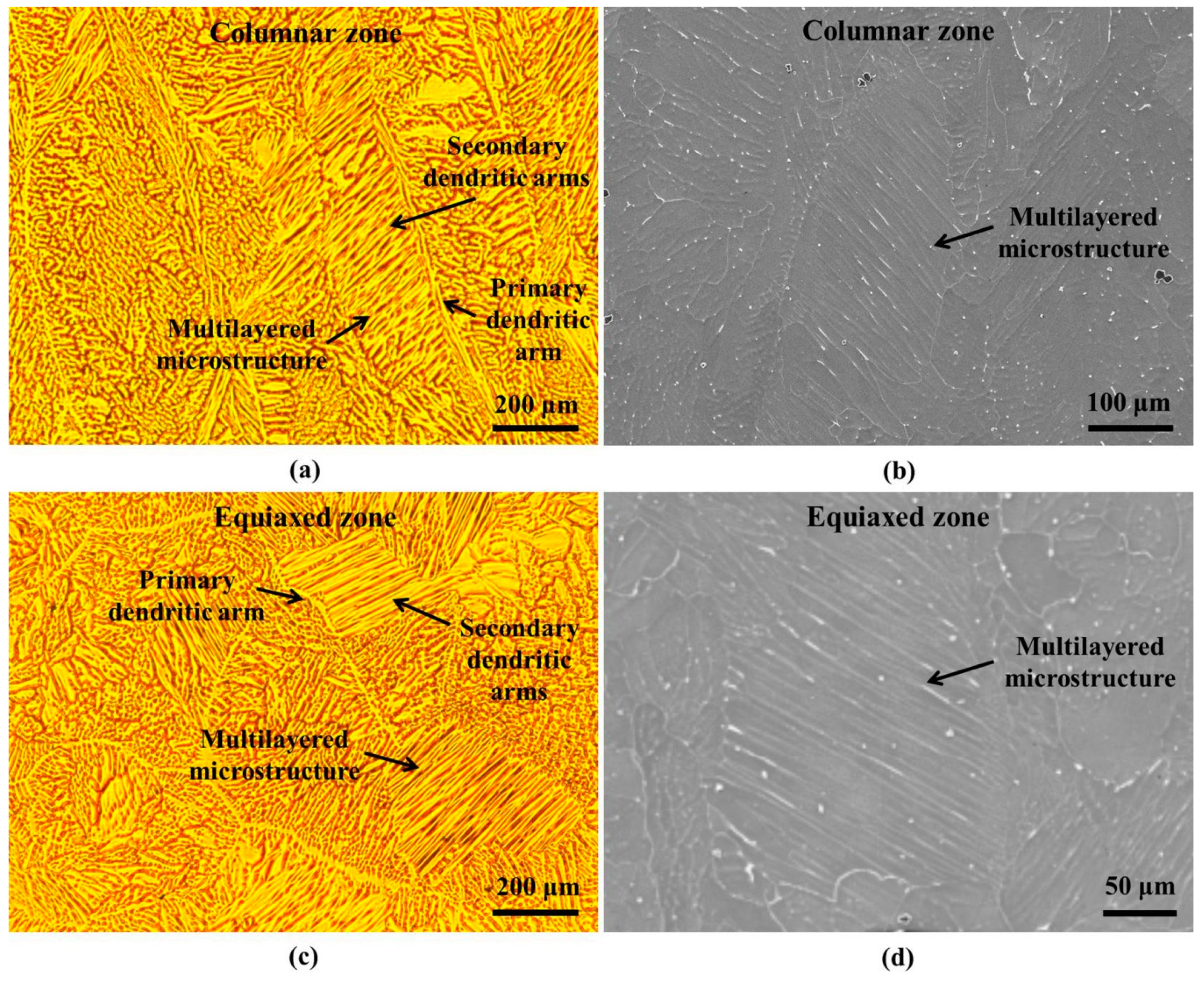
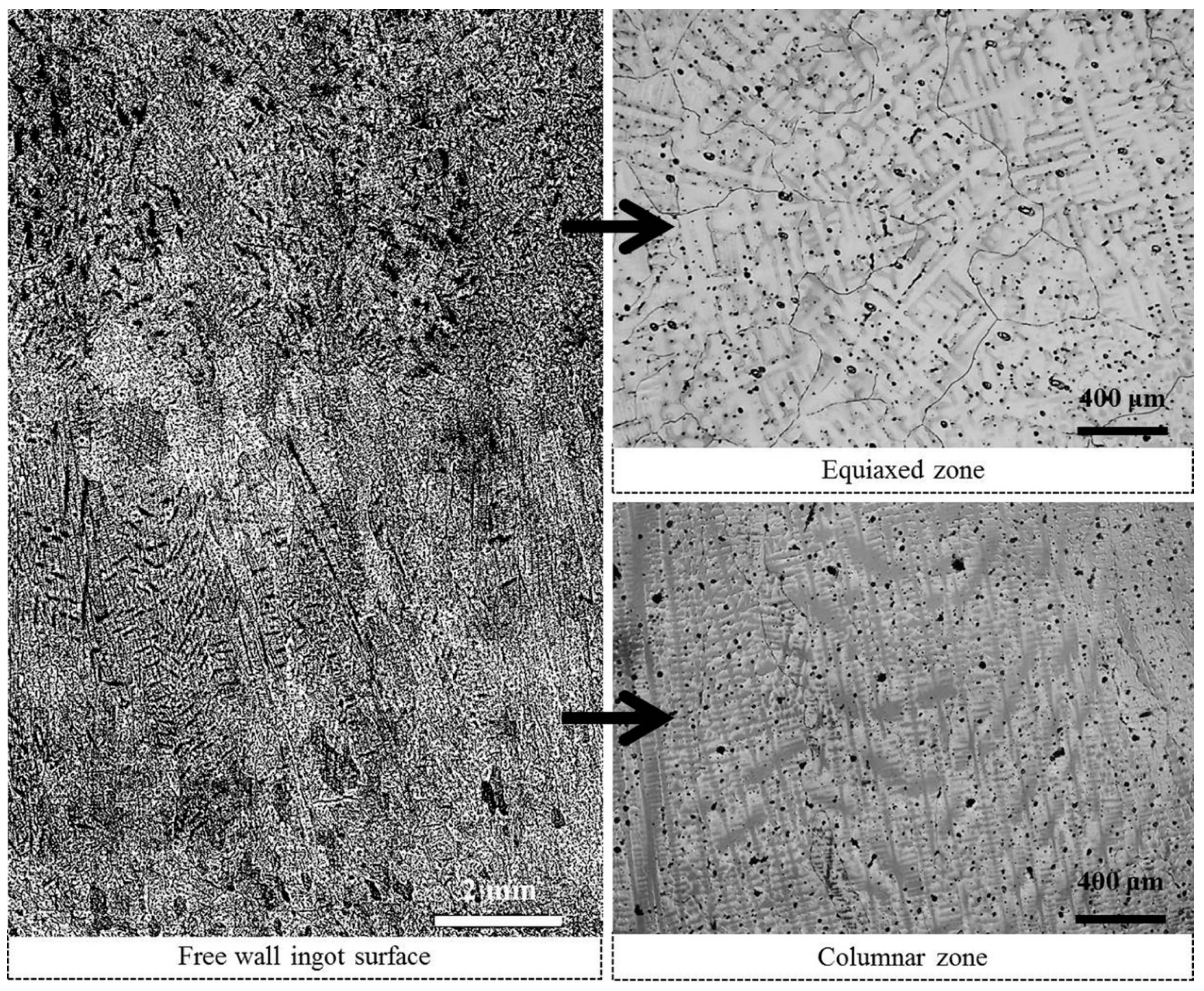
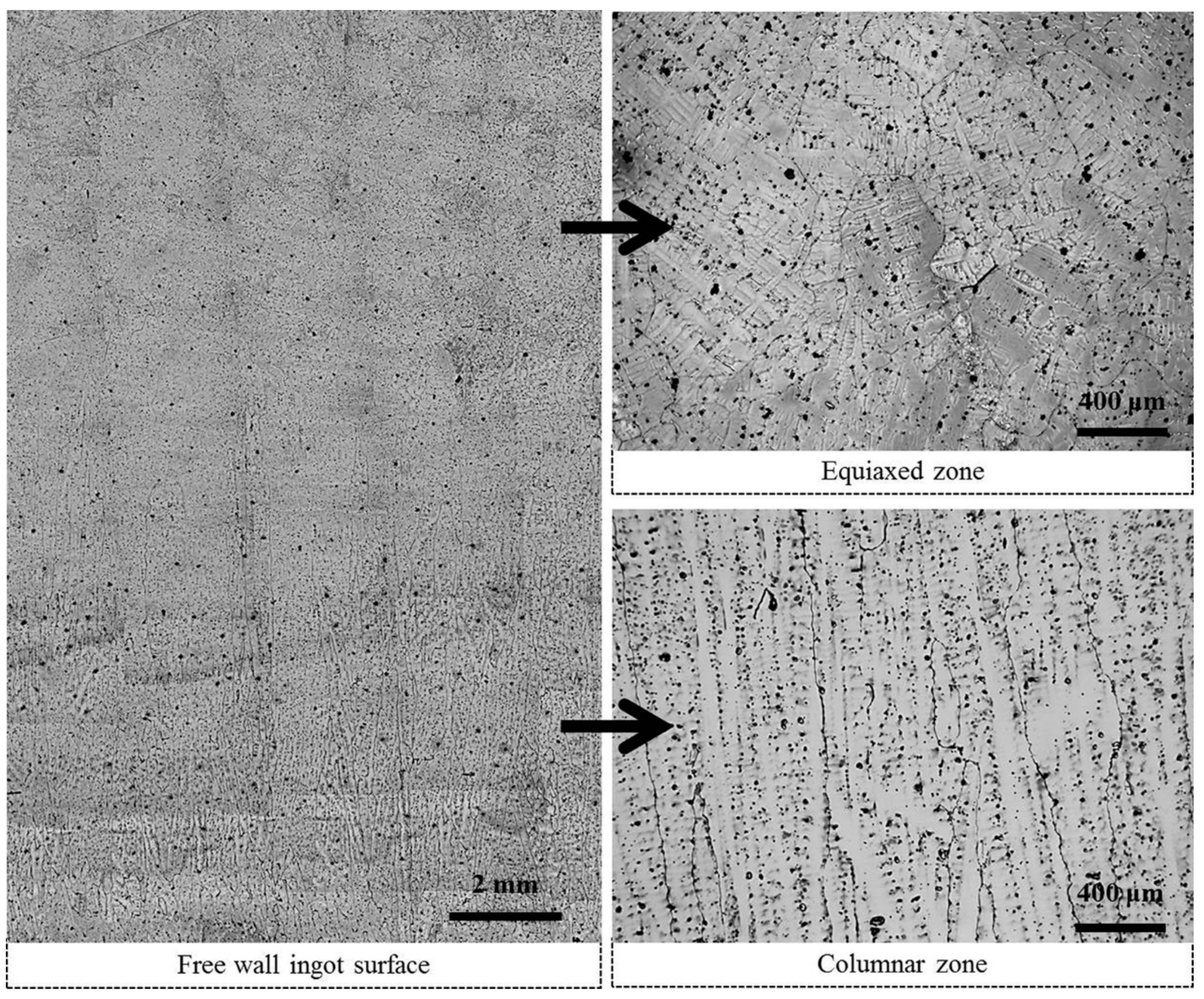
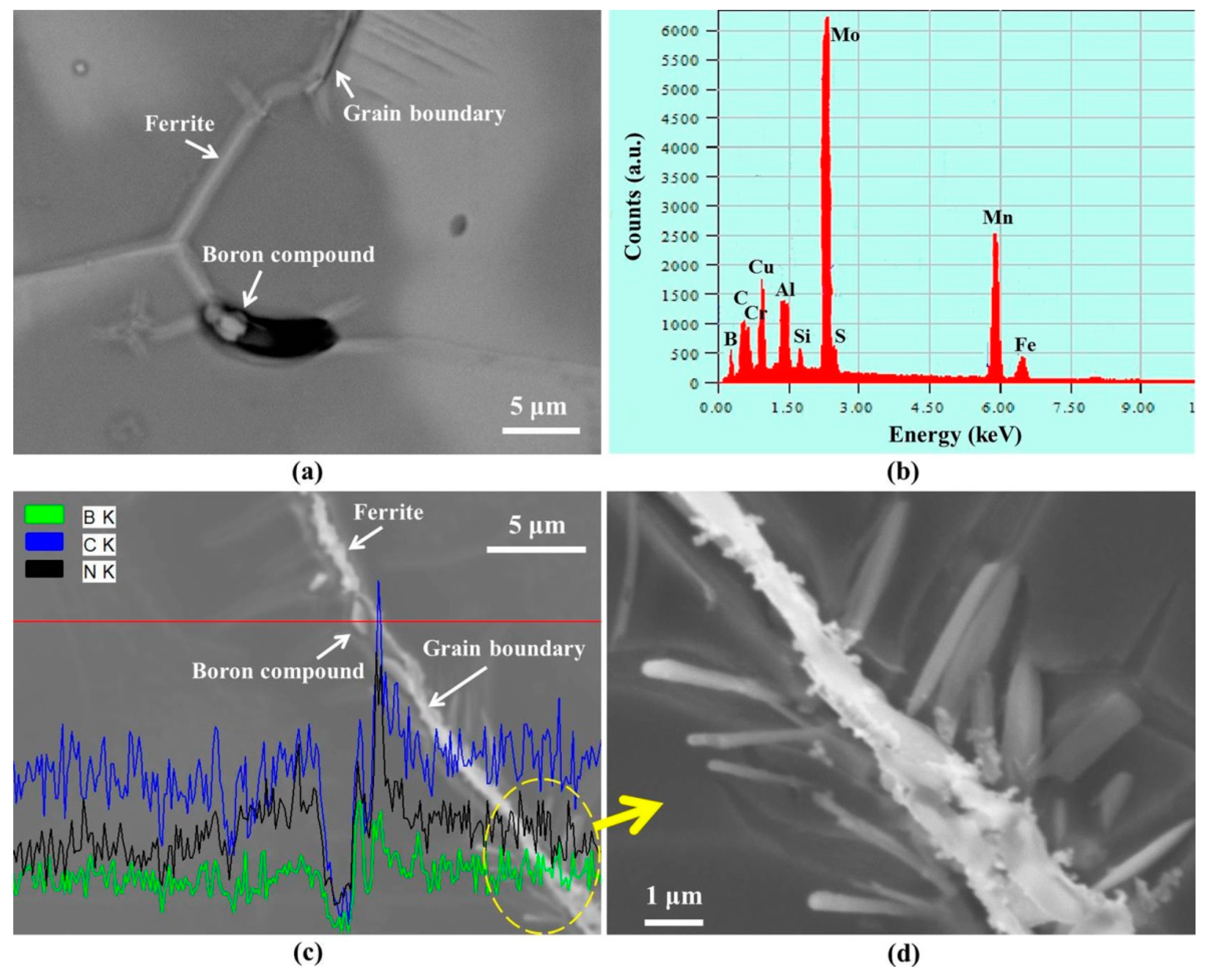
3.2. Solidification Structure of Advanced TWIP Steel
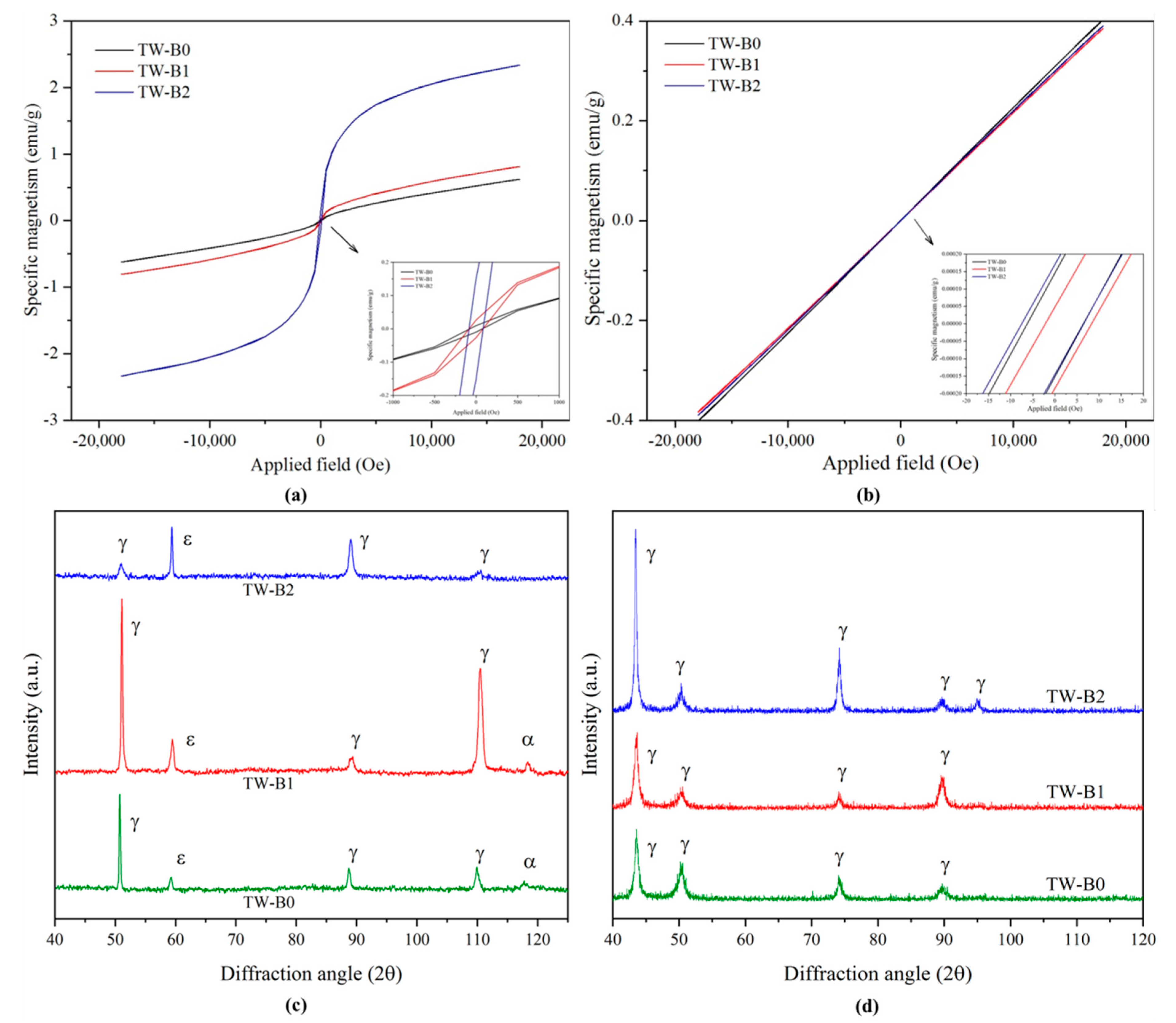
3.3. Magnetic Behavior of Advanced TWIP Steel
3.4. Mechanical Properties of Advanced TWIP Steel
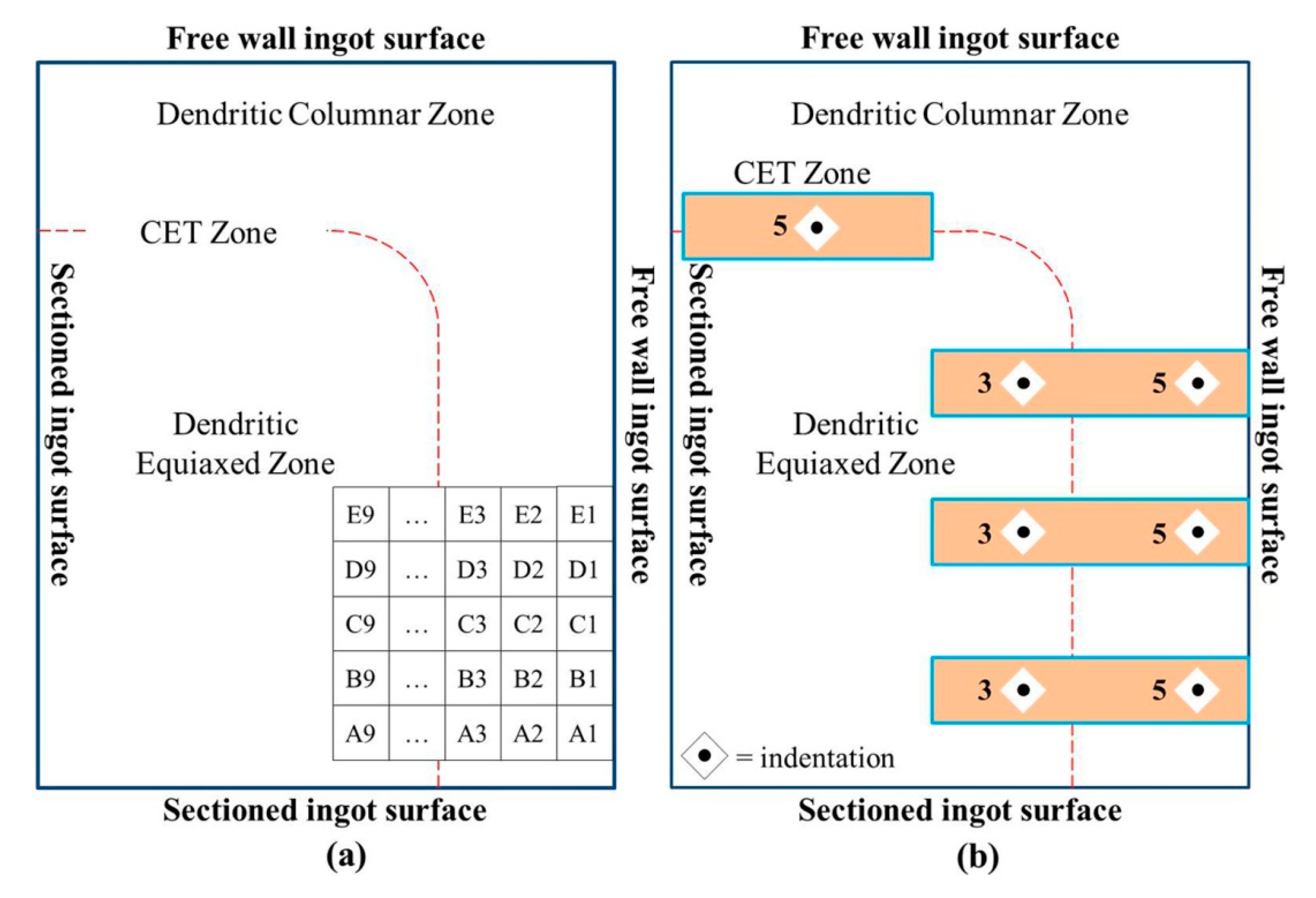
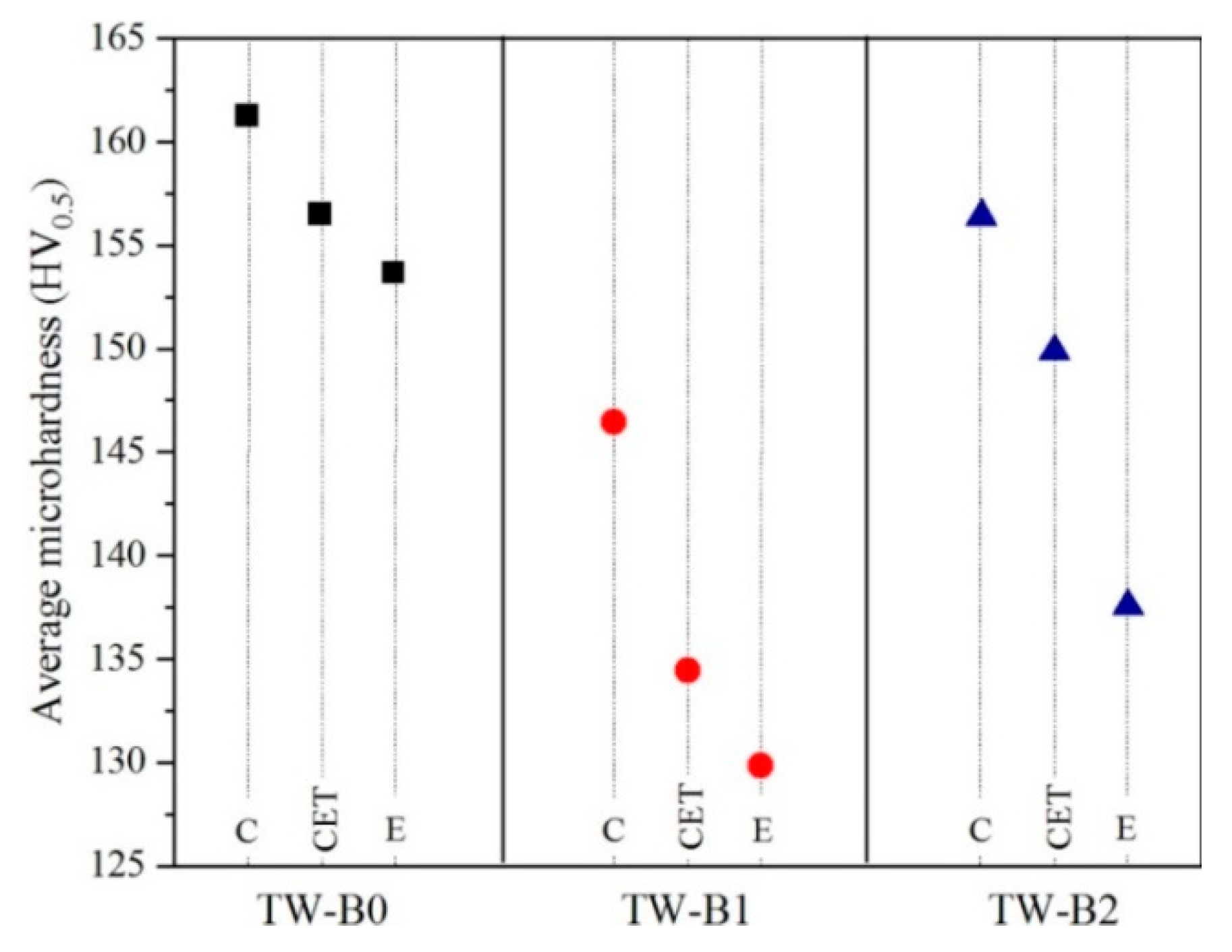
3.4.1. Hardness Measurements in the Solidification Structure
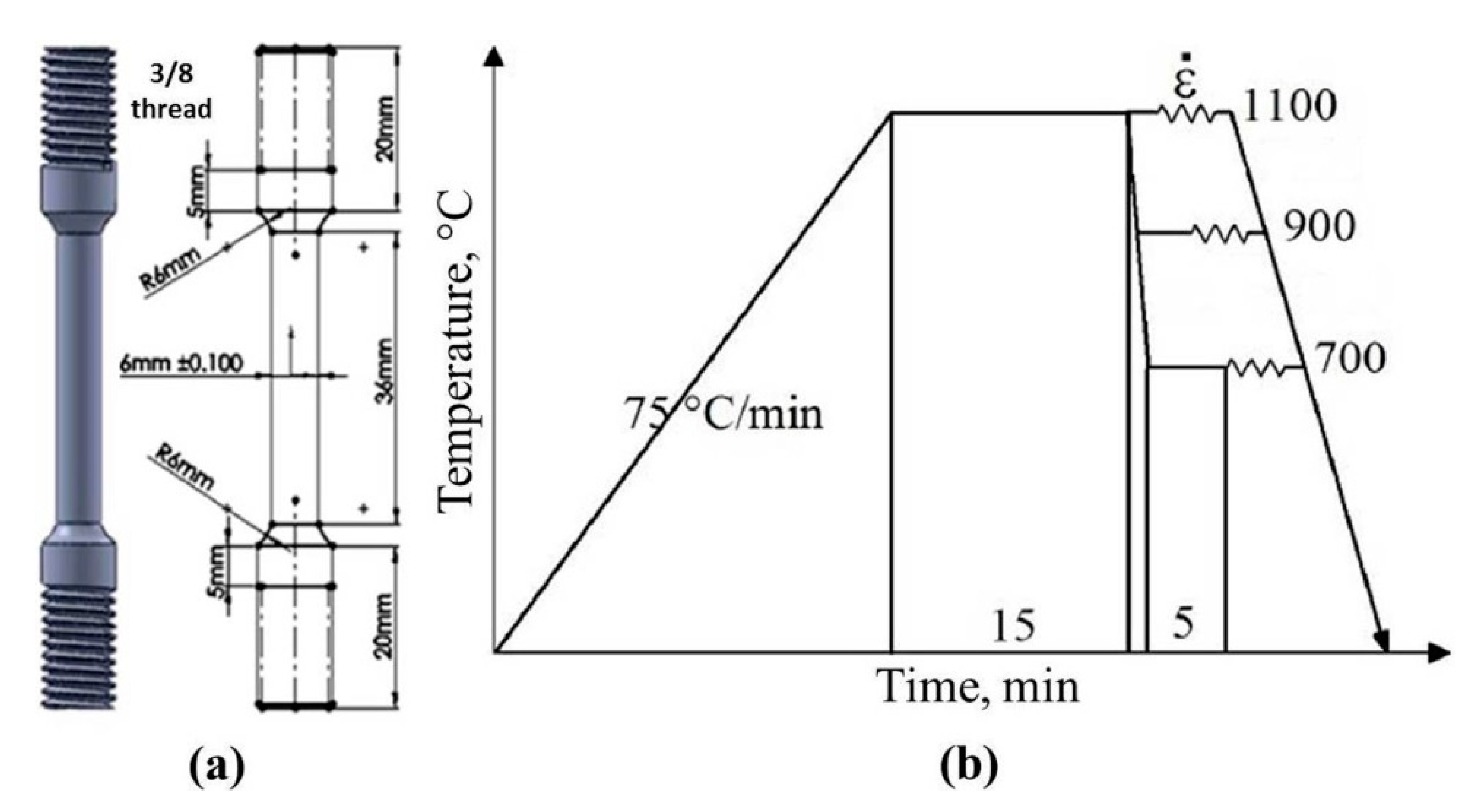
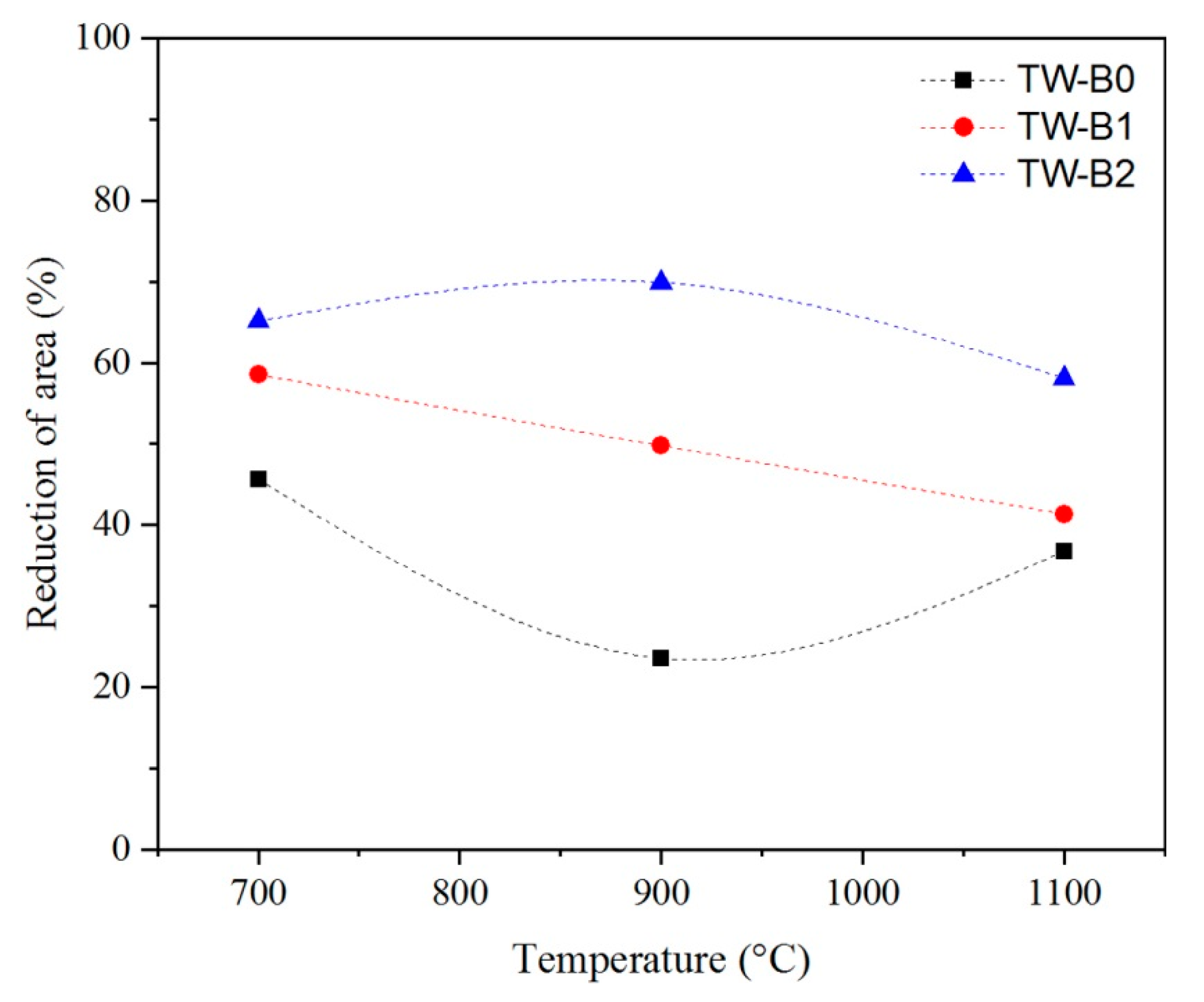
3.4.2. Hot Mechanical Behavior of Advanced TWIP Steel in the As-Cast Condition
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yanushkevich, Z.; Belyakov, A.; Haase, C.; Molodov, D.A.; Kaibyshev, R. Structural/Textural changes and strengthening of an advanced high-Mn steel subjected to cold rolling. Mater. Sci. Eng. A 2016, 651, 763–773. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Hallstedt, B.; Khvan, A.V.; Lindahl, B.B.; Selleby, M.; Liu, S. PrecHiMn-4—A thermodynamic database for high-Mn steels. Calphad 2017, 56, 49–57. [Google Scholar] [CrossRef]
- Park, J.; Kim, J.S.; Knag, M.; Sohn, S.S.; Cho, W.T.; Kim, H.S.; Lee, S. Tensile property improvement of TWIP-cored three-layer steel sheets fabricated by hot-roll-bonding with low-carbon steel or interstitial-free steel. Sci. Rep. 2017, 7, 40231. [Google Scholar] [CrossRef]
- Li, K.W.; Zhuang, C.L.; Liu, J.H.; Shen, S.B.; Ji, Y.L.; Han, Z.B. Smelting and casting technologies of Fe-25Mn-3Al-3Si twinning induced plasticity steel for automobiles. J. Iron Steel Res. Int. 2015, 22, 75–79. [Google Scholar] [CrossRef]
- Yang, J.; Wang, Y.N.; Ruan, X.M.; Wang, R.Z.; Zhu, K.; Fan, Z.J.; Wang, Y.C.; Li, C.B.; Jiang, X.F. Effects of manganese content on solidification structures, thermal properties, and phase transformation characteristics in Fe-Mn-Al-C steels. Metall. Mater. Trans. B 2015, 46, 1365–1375. [Google Scholar] [CrossRef]
- Essoussi, H.; Ettaqi, S.; Essadiqi, E. The effect of alloying elements on the stacking fault energy of a TWIP steel. Procedia Manuf. 2018, 17, 129–134. [Google Scholar] [CrossRef]
- Zhao, L.; Van Dijk, N.H.; Lefering, A.J.E.; Sietsma, J. Magnetic detection of small fractions of ferromagnetic martensite within the paramagnetic austenite matrix of TWIP steel. J. Mater. Sci. 2013, 48, 1474–1479. [Google Scholar] [CrossRef]
- Li, C.S.; Xu, X.F.; Ma, B.; Yao, C.G.; Wang, M. Experimental research on non-magnetic steel 30Mn27Al4V. Adv. Mat. Res. 2012, 479–481, 147–155. [Google Scholar] [CrossRef]
- Lan, P.; Tang, H.; Zhang, J. Solidification microstructure, segregation, and shrinkage of Fe- Mn-C twinning-indiced plasticity steel by simulation and experimentation. Metall. Mater. Trans. A 2016, 47, 2964–2984. [Google Scholar] [CrossRef]
- Lan, P.; Song, L.; Du, C.; Zhang, J. Analysis of solidification microstructure and hot ductility of Fe-22Mn-0.7C TWIP steel. Mater. Sci. Technol. 2014, 30, 1297–1304. [Google Scholar] [CrossRef]
- Wang, D.; Wang, K.; Man, J.; Yang, J.; Han, F. Mechanical behavior and microstructure characteristics of directionally solidified TWIP steel. Metall. Mater. Trans. A 2016, 47, 3423–3434. [Google Scholar] [CrossRef]
- Wang, D.; Wang, K.; Shi, Z.; Han, F. The mechanical and deformation behavior of TWIP steel prepared by directional solidification. Mater. Sci. Forum 2014, 783–786, 761–765. [Google Scholar] [CrossRef]
- Wang, K.; Wang, D.; Han, F. Effect of crystalline grain structures on the mechanical properties of twinning-induced plasticity steel. Acta Mech. Sin. 2016, 32, 181–187. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Mejía, I.; Cabrera, J.M. Effect of Ti microaddition on cavitation behavior during uniaxial hot-tensile of Fe-22Mn-1.5Al-1.3Si-0.5C austenitic TWIP steel. Mater. Res. Soc. Symp. 2016, 1812, 123–128. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Mintz, B.; Crowther, D.N. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int. Mater. Rev. 2010, 55, 168–196. [Google Scholar] [CrossRef]
- Wang, Y.N. Solidification structure, non-metallic inclusions and hot ductility of continuously cast high manganese TWIP steel slab. ISIJ Int. 2019, 59, 872–879. [Google Scholar] [CrossRef]
- Altamirano-Guerrero, G.; Mejía, I.; Hernández-Exposito, A.; Cabrera, J.M. Effect of boron on the continuous cooling transformation kinetics in a low carbon advanced ultra-high strength steel (A-UHSS). MRS Proc. 2012, 1485, 83–88. [Google Scholar] [CrossRef]
- Mejía, I.; Altamirano-Guerrero, G.; Bedolla-Jacuinde, A.; Cabrera, J.M. Modeling of the hot flow behavior of advanced ultra-high strength steel (A-UHSS) microalloyed with boron. Mater. Sci. Eng. A 2014, 610, 116–125. [Google Scholar] [CrossRef]
- Mejía, I.; Salas-Reyes, A.E.; Calvo, J.; Cabrera, J.M. Effect of Ti and B microadditions on the hot ductility behavior of a high-Mn austenitic Fe-23Mn-1.5Al-1.3Si0.5C TWIP steel. Mater. Sci. Eng. A 2015, 648, 311–329. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Tuling, A.S.; Mintz, B. Influence of B on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2014, 30, 486–494. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Tuling, A.S.; Mintz, B. Influence of P and N on hot ductility of high Al, boron containing TWIP steels. Mater. Sci. Technol. 2014, 30, 1328–1335. [Google Scholar] [CrossRef]
- Reyes-Calderón, F.; Mejía, I.; Boulaajaj, A.; Cabrera, J.M. Effect of microalloying elements (Nb, V and Ti) on the hot flow behavior of high-Mn austenitic twinning induced plasticity (TWIP) steel. Mater. Sci. Eng. A 2013, 560, 552–560. [Google Scholar] [CrossRef]
- Kim, R.; Bae, C.; Ha, Y.M.; Kim, J. Effect of titanium addition on high temperature workability of high manganese austenitic steel. ISIJ Int. 2018, 58, 535–541. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Maina, E.M.; Mint, B. Influence of B and Ti on hot ductility of high Al and high Al, Nb containing TWIP steels. Mater. Sci. Technol. 2013, 29, 1225–1232. [Google Scholar] [CrossRef]
- Li, C.; Li, F.; Liang, J.; Cao, R.; Zhao, Z. Microstructural evolution and strain hardening mechanism of a boron-containing metastable austenitic steel. Mater. Sci. Technol. 2019, 35, 2013–2023. [Google Scholar] [CrossRef]
- Li, Q.; Liu, W. Effect of boron on hot ductility and room-temperature tensile properties of microalloyed steels with titanium and niobium. Materials 2019, 12, 2290. [Google Scholar] [CrossRef]
- Dong, Y.; Sun, Z.; Xia, H.; Feng, J.; Du, J.; Fang, W.; Liu, B.; Wang, G.; Li, L.; Zhang, X.; et al. The influence of warm rolling reduction on microstructure evolution, tensile deformation mechanism and mechanical properties of an Fe -30Mn-4Si-2Al TRIP/TWIP steel. Metals 2018, 8, 742. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Altamirano-Guerrero, G.; Flores-Álvarez, J.F.; Chávez-Alcalá, J.F.; Salinas, A.; Figueroa, I.A.; Rodriguez-Lara, G. Influence of the as-cast and cold rolled microstructural conditions over corrosion resistance in an advanced TWIP steel microalloyed with boron. J. Mater. Res. Technol. 2020, 9, 4034–4043. [Google Scholar] [CrossRef]
- PetroServicios. Available online: http://www.petroservicios.com.mx (accessed on 29 June 2020).
- Wilson, F.G.; Gladman, T. Aluminum nitride in steel. Int. Mater. Rev. 1988, 33, 221–286. [Google Scholar] [CrossRef]
- Takaki, S.; Fujioka, M.; Aihara, S.; Nagataki, Y.; Yamashita, T.; Sano, N.; Adachi, Y.; Nomura, M.; Yaguchi, H. Effect of copper on tensile properties and grain-refinement of steel and its relation to precipitation behavior. Mater. Trans. 2004, 45, 2239–2244. [Google Scholar] [CrossRef]
- Komazaki, S.; Koyama, A.; Misawa, T. Effect of morphology of copper precipitation particles on hydrogen embrittlement behavior in Cu-added ultra low carbon steel. Mater. Trans. 2002, 43, 2213–2218. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J.; Trivedi, R. Progress in modelling solidification microstructures in metals and alloys: Dendrites and cells from 1700 to 2000. Int. Mater. Rev. 2018, 64, 311–354. [Google Scholar] [CrossRef]
- Hamada, A.S.; Karjalainen, L.P. Hot ductility behavior of high-Mn TWIP steels. Mater. Sci. Eng. A 2011, 528, 1819–1827. [Google Scholar] [CrossRef]
- Wang, T. Multi-dimensional characterization and controlling of microstructure evolution during solidification of metallic alloys. IOP Conf. Ser. Mater. Sci. Eng. 2019, 580, 012013. [Google Scholar] [CrossRef]
- Mendoza, R.; Alkemper, J.; Voorhess, P.W. The morphological evolution of dendritic microstructures during coarsening. Metall. Mater. Trans. A 2003, 34, 481–489. [Google Scholar] [CrossRef]
- Jahazi, M.; Jonas, J.J. The non-equilibrium segregation of boron on original and moving austenite grain boundaries. Mater. Sci. Eng. A 2002, 335, 49–61. [Google Scholar] [CrossRef]
- San Martin, D.; van Dijk, N.H.; Jiménez-Melero, E.; Kampert, E.; Zeitler, U.; van der Zwaag, S. Real-time martensitic transformation kinetics in maraging steel under high magnetic fields. Mater. Sci. Eng. A 2010, 527, 5241–5245. [Google Scholar] [CrossRef][Green Version]
- Mesina, M.B.; de Jong, T.P.R.; Dalminj, W.L. Scrap stainless steel detection using a pulsed electromagnetic field. Int. J. Miner. Process. 2005, 76, 21–31. [Google Scholar] [CrossRef]
- Cao, J.L.; Zhao, A.M.; Liu, J.X.; He, J.G.; Ding, R. Effect of Nb on microstructure and mechanical properties in non-magnetic high manganese steel. J. Iron Steel Res. Int. 2014, 21, 600–605. [Google Scholar] [CrossRef]
- Wang, B.; Zhong, H.; Li, X.; Wang, T.; Wu, T.; Liu, Q.; Zhai, Q. Thermal simulation study on the solidification structure and segregation of a heavy heat-resistant steel casting. Metals 2019, 9, 249. [Google Scholar] [CrossRef]
- Mintz, B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TWIP Steel | Mn | C | Al | Si | Cr | Ni | Mo | Cu | Ti | B | S | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TW-B0 | 27.36 | 0.09 | 3.0 | 1.92 | 1.73 | 0.85 | 0.29 | 0.2 | 0.03 | - | 0.02 | 0.012 | Bal. |
| TW-B1 | 27.36 | 0.09 | 3.0 | 1.92 | 1.73 | 0.85 | 0.29 | 0.2 | 0.03 | 0.018 | 0.02 | 0.012 | Bal. |
| TW-B2 | 27.36 | 0.09 | 3.0 | 1.92 | 1.73 | 0.85 | 0.29 | 0.2 | 0.03 | 0.047 | 0.02 | 0.012 | Bal. |
| TWIP | Primary Dendritic Arm (μm) | Secondary Dendritic Arm (μm) | Austenitic Grain Size (μm) | |||
|---|---|---|---|---|---|---|
| Steel | Columnar | Equiaxed | Columnar | Equiaxed | Columnar | Equiaxed |
| TW-B0 | 766.59 | 518.08 | 338.99 | 365.85 | 770.09 | 531.86 |
| TW-B1 | 705.71 | 455.67 | 180.83 | 192.80 | 656.24 | 423.02 |
| TW-B2 | 601.25 | 304.37 | 99.81 | 118.10 | 577.20 | 344.87 |
| TWIP Steel | Type of Behavior | Specific Magnetization (emu/g) | Magnetic Susceptibility (m3/kg) | Specific Remnant Magnetization |
|---|---|---|---|---|
| TW-B0_as cast | Weak ferromagnetic | ≈0.60 | - | ≈0.010 |
| TW-B1_as cast | Weak ferromagnetic | ≈0.80 | - | ≈0.026 |
| TW-B2_as cast | Ferromagnetic | ≈2.35 | - | ≈0.150 |
| TW-B0_as rolled | Antiferromagnetic | ≈0.40 | ≈2.51 × 10−7 | - |
| TW-B1_as rolled | Antiferromagnetic | ≈0.38 | ≈2.51 × 10−7 | - |
| TW-B2_as rolled | Antiferromagnetic | ≈0.39 | ≈2.51 × 10−7 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salas-Reyes, A.E.; Altamirano-Guerrero, G.; Chávez-Alcalá, J.F.; Barba-Pingarrón, A.; Figueroa, I.A.; Bolarín-Miró, A.M.; Sánchez-De Jesús, F.; Deaquino-Lara, R.; Salinas, A. Influence of Boron Content on the Solidification Structure, Magnetic Properties and Hot Mechanical Behavior in an Advanced As-Cast TWIP Steel. Metals 2020, 10, 1230. https://doi.org/10.3390/met10091230
Salas-Reyes AE, Altamirano-Guerrero G, Chávez-Alcalá JF, Barba-Pingarrón A, Figueroa IA, Bolarín-Miró AM, Sánchez-De Jesús F, Deaquino-Lara R, Salinas A. Influence of Boron Content on the Solidification Structure, Magnetic Properties and Hot Mechanical Behavior in an Advanced As-Cast TWIP Steel. Metals. 2020; 10(9):1230. https://doi.org/10.3390/met10091230
Chicago/Turabian StyleSalas-Reyes, A. E., G. Altamirano-Guerrero, J. F. Chávez-Alcalá, A. Barba-Pingarrón, I. A. Figueroa, A. M. Bolarín-Miró, F. Sánchez-De Jesús, R. Deaquino-Lara, and A. Salinas. 2020. "Influence of Boron Content on the Solidification Structure, Magnetic Properties and Hot Mechanical Behavior in an Advanced As-Cast TWIP Steel" Metals 10, no. 9: 1230. https://doi.org/10.3390/met10091230
APA StyleSalas-Reyes, A. E., Altamirano-Guerrero, G., Chávez-Alcalá, J. F., Barba-Pingarrón, A., Figueroa, I. A., Bolarín-Miró, A. M., Sánchez-De Jesús, F., Deaquino-Lara, R., & Salinas, A. (2020). Influence of Boron Content on the Solidification Structure, Magnetic Properties and Hot Mechanical Behavior in an Advanced As-Cast TWIP Steel. Metals, 10(9), 1230. https://doi.org/10.3390/met10091230