Spark Plasma Sintering and Characterization of Al-TiB2 Composites

 ,
,  ,
, 


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
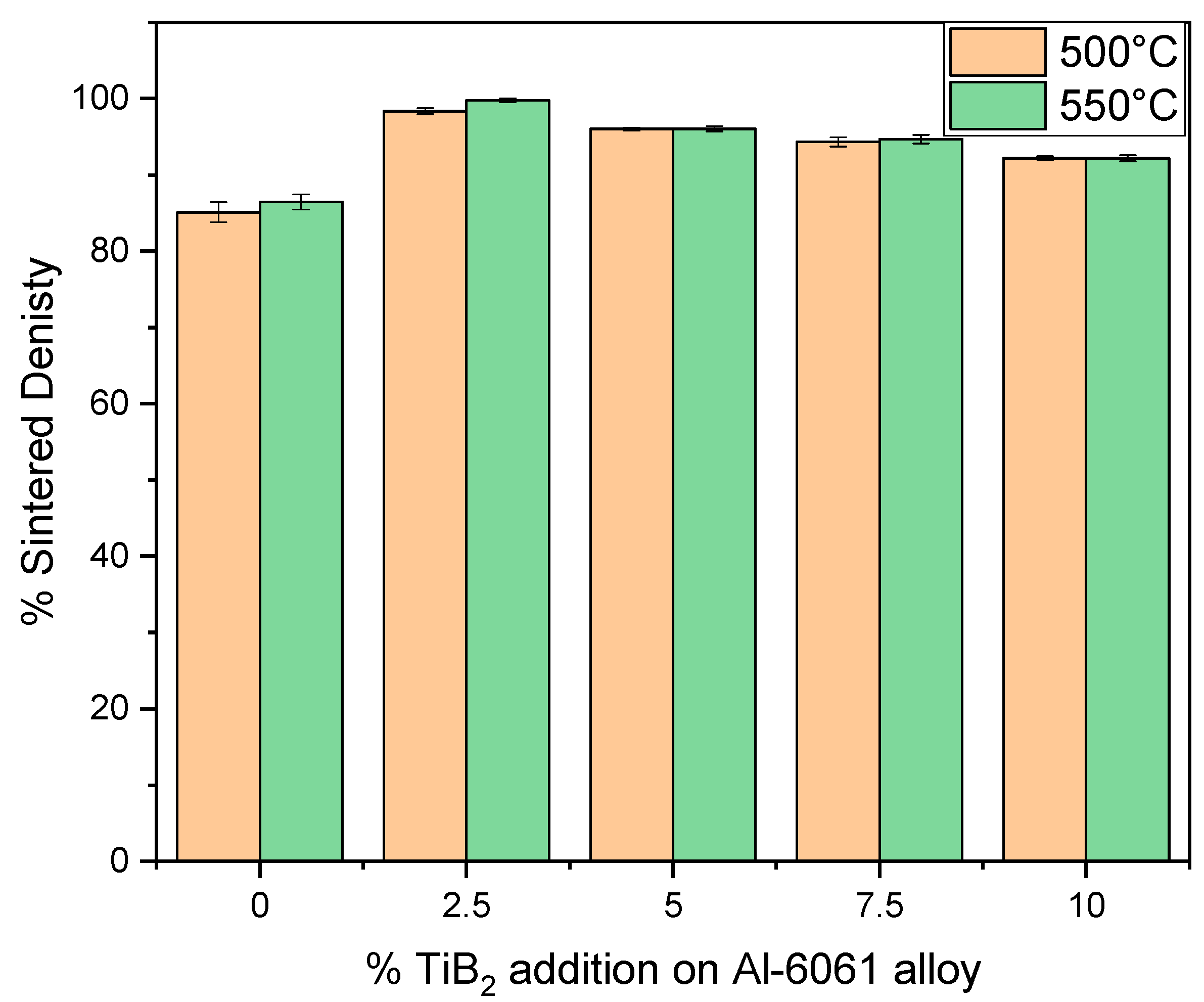
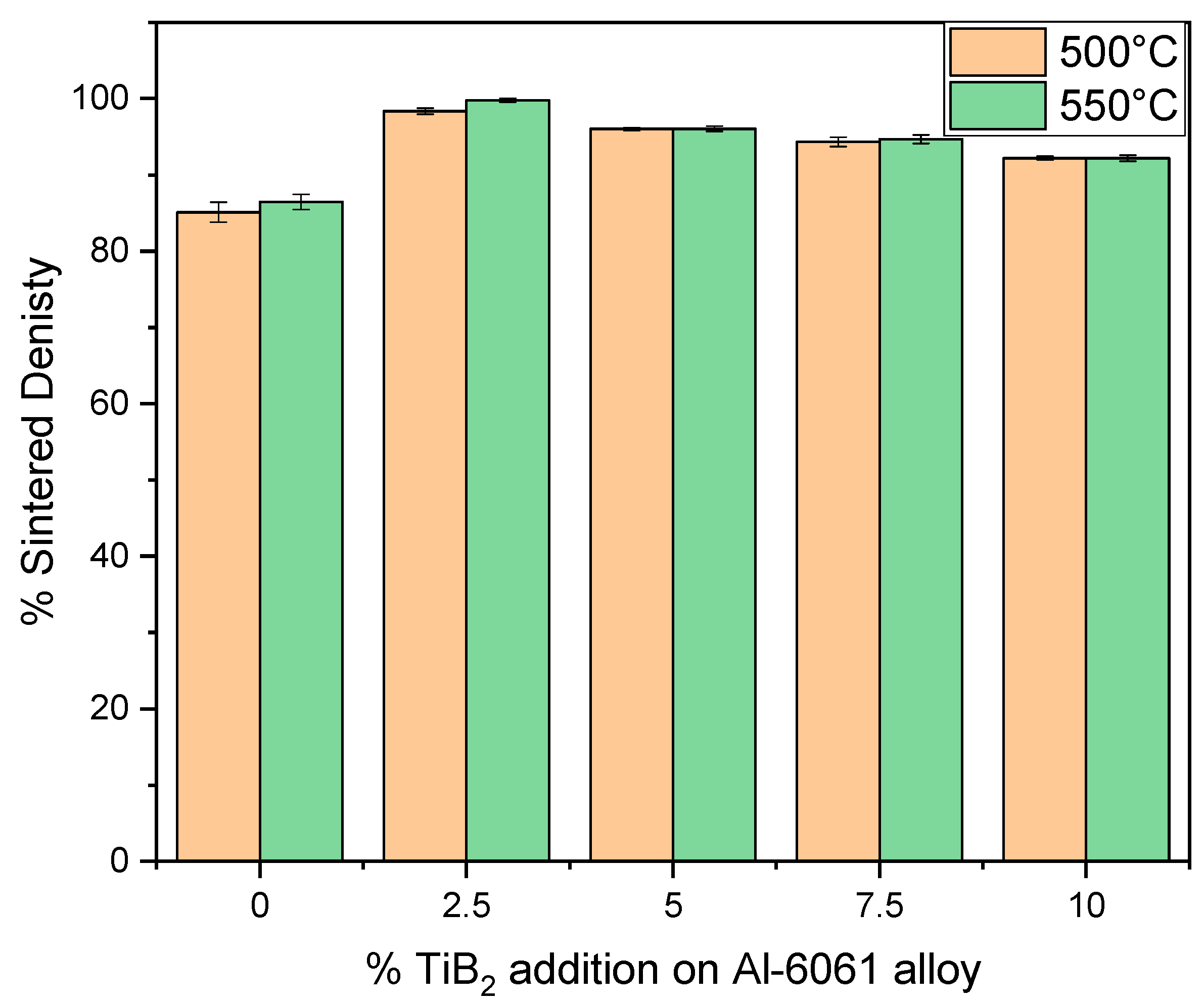
3.1. Densification Behavior of Sintered Samples
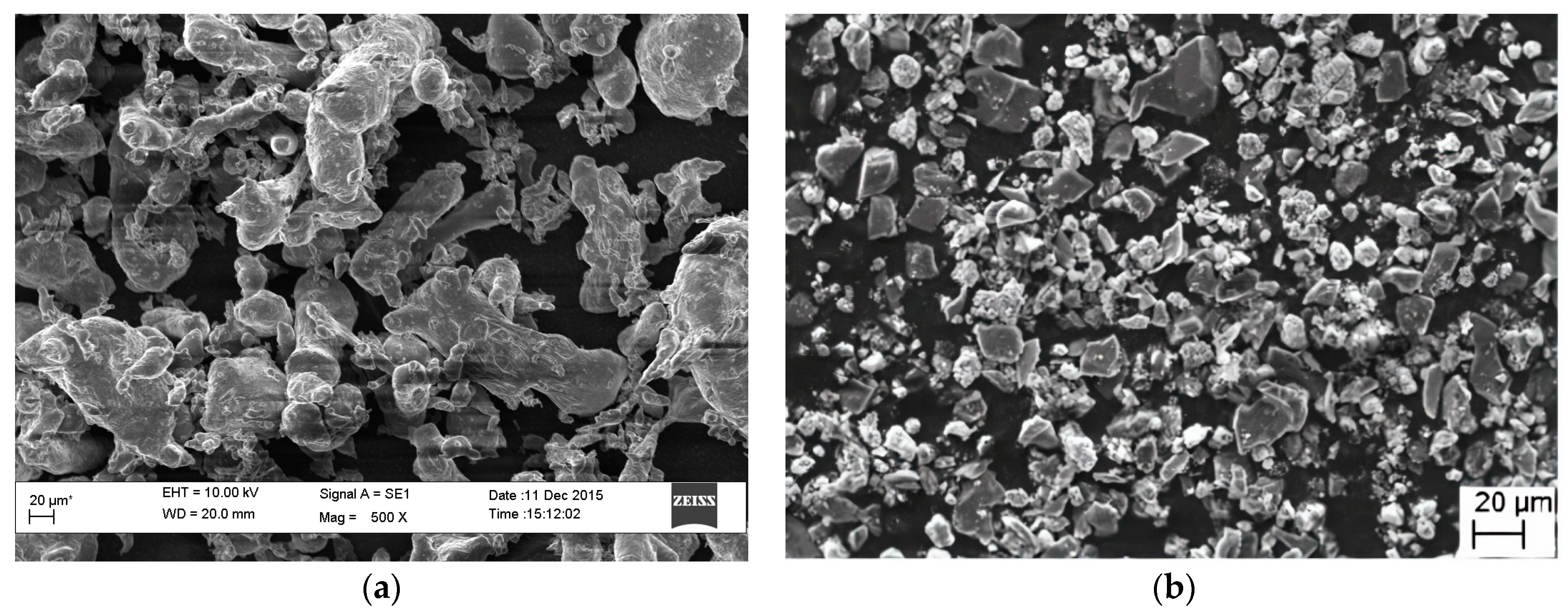
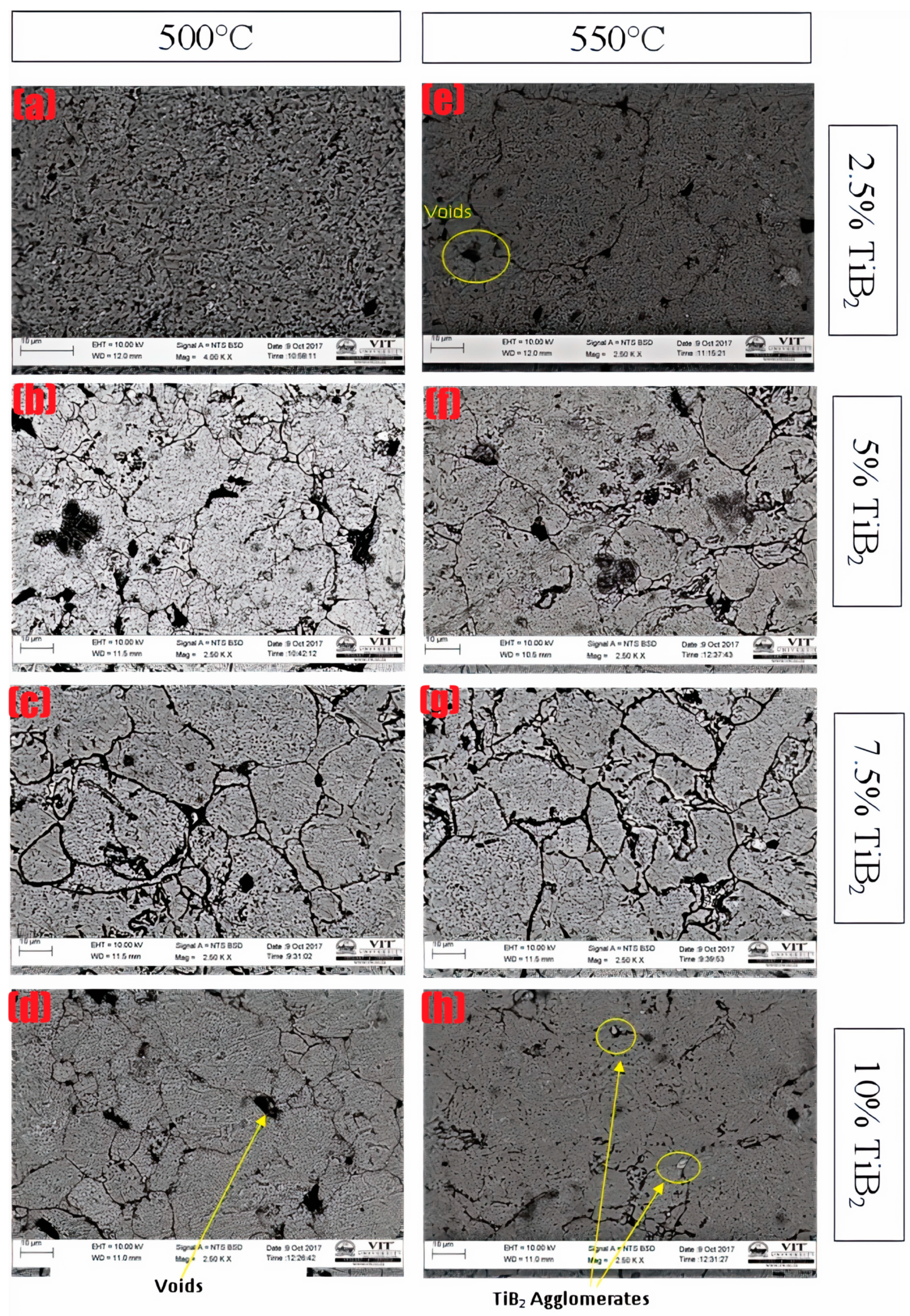
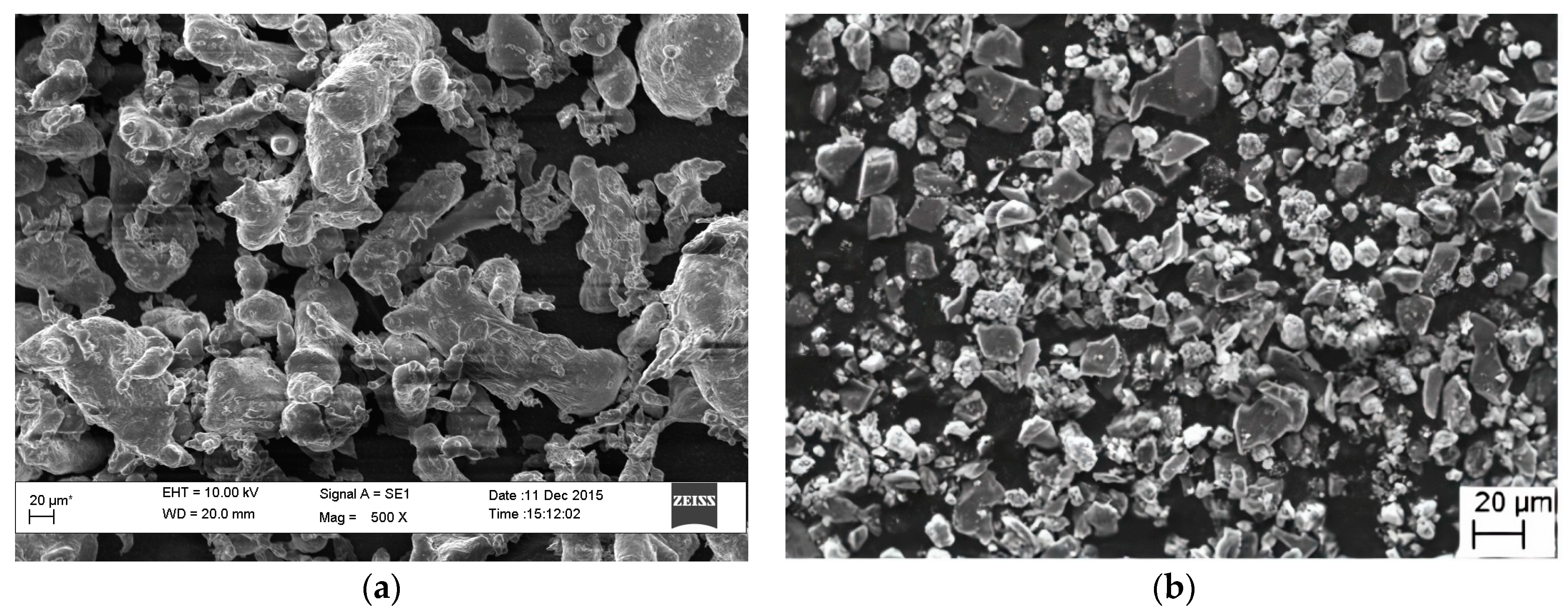
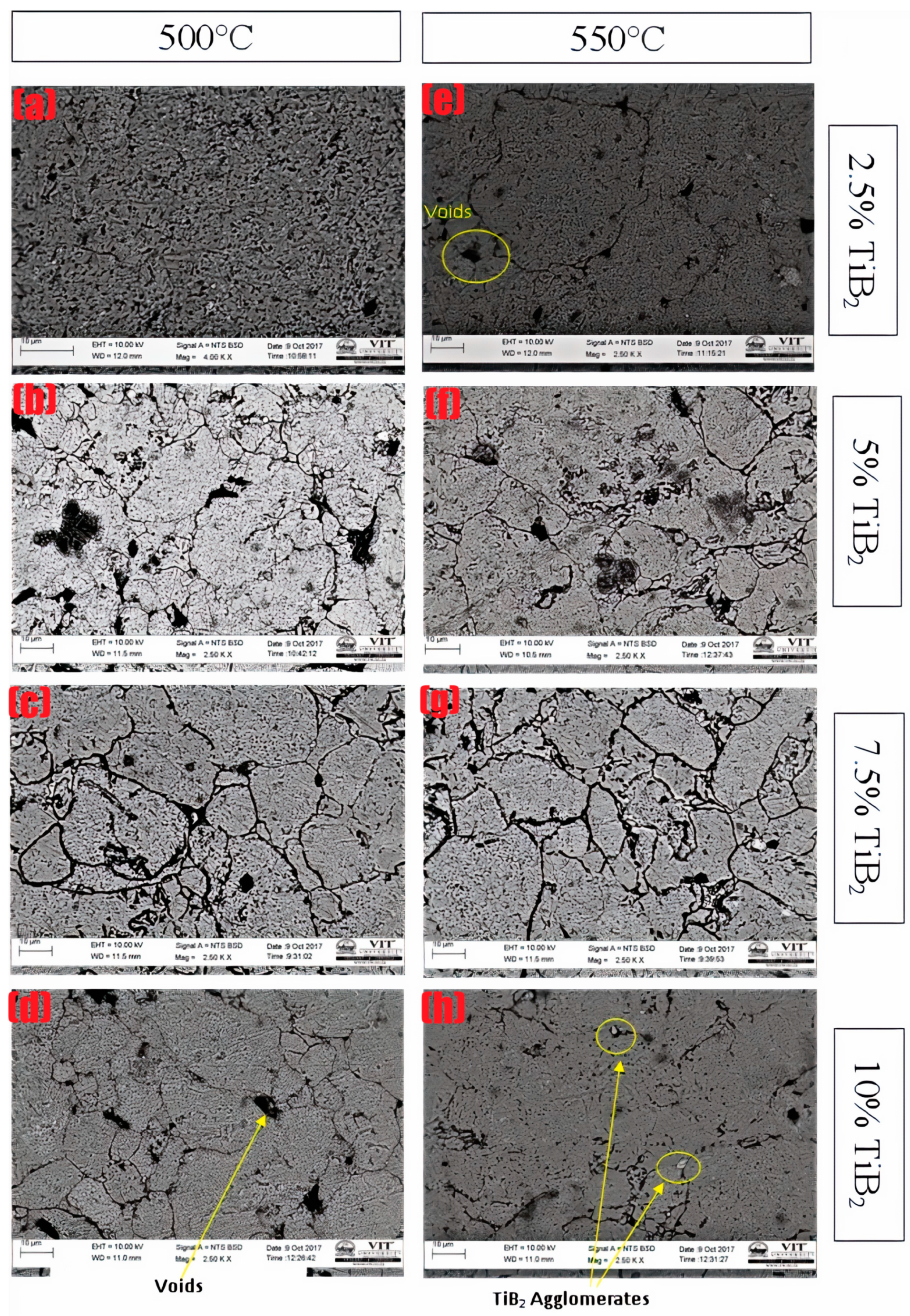
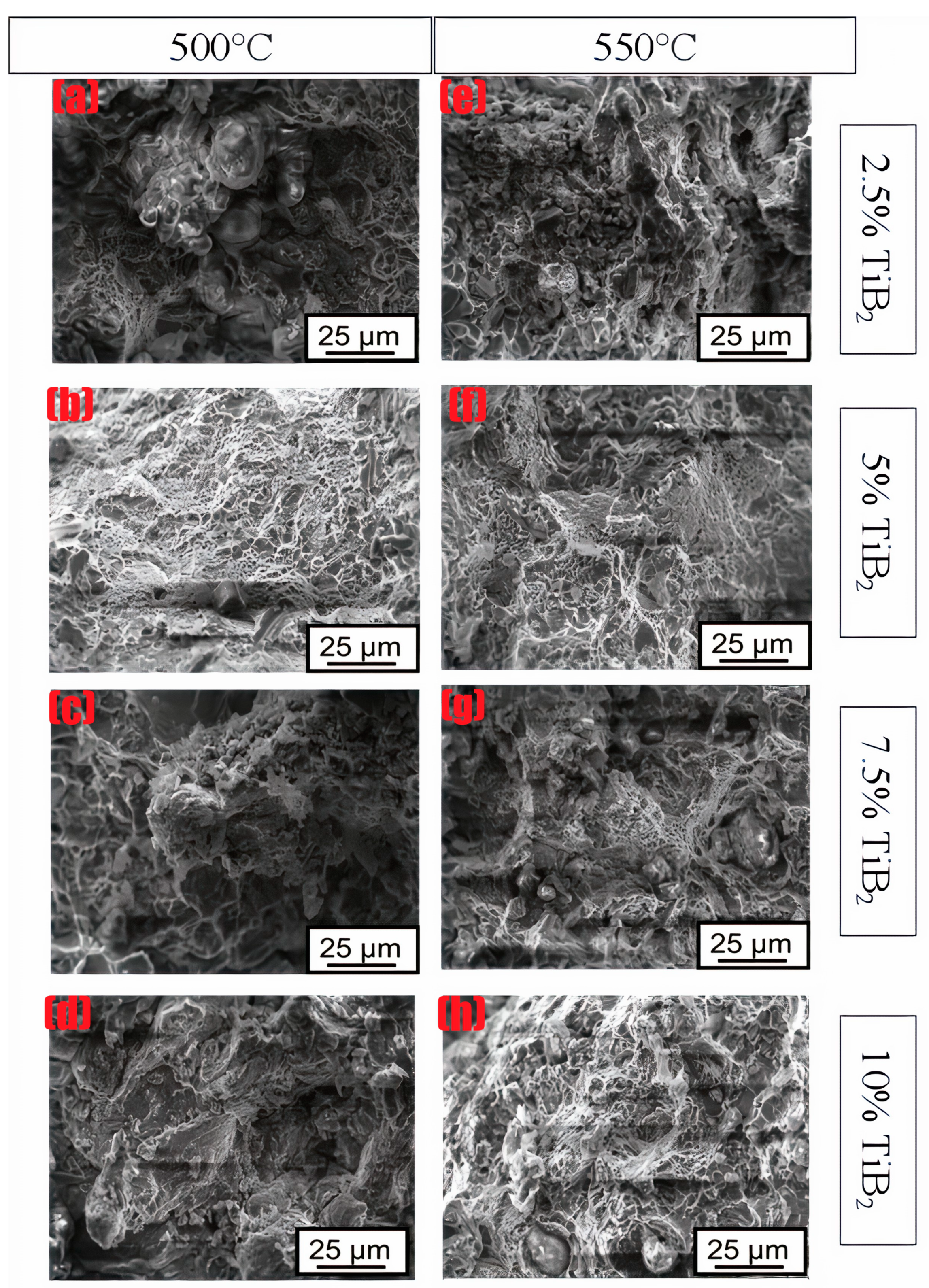
3.2. Micro-Structural and SEM Analysis
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kaczmar, J.W.; Pietrzak, K.; Włosinski, W. The production and application of metal matrix composites. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Torralba, J.M.; daCosta, C.E.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Ghasali, E.; Pakseresht, A.; Rahbari, A.; Eslami-shahed, H.; Alizadeh, M.; Ebadzadeh, T. Mechanical properties and microstructure characterization of spark plasma and conventional sintering of Al-SiC-TiC composites. J. Alloy. Compd. 2016, 666, 366–371. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Khayyam, H.; Abdizadeh, H.; Akbari, M.K.; Pakseresht, A.H.; Ghasali, E.; Naebe, M. Boron carbide reinforced aluminium matrix composite: Physical, mechanical characterization and mathematical modelling. Mater. Sci. Eng. A 2016, 658, 135–149. [Google Scholar] [CrossRef]
- Ramesh, C.S.; Pramod, S.; Keshavamurthy, R. A study on microstructure and mechanical properties of Al 6061-TiB2 in-situ composites. Mater. Sci. Eng. A 2011, 528, 4125–4132. [Google Scholar] [CrossRef]
- Lekatou, A.; Karantzalis, A.E.; Evangelou, A.; Gousia, V.; Kaptay, G.; Gácsi, Z.; Baumli, P.; Simon, A. Aluminium reinforced by WC and TiC nanoparticles (ex-situ) and aluminide particles (in-situ): Microstructure, wear and corrosion behavior. Mater. Des. 2015, 65, 1121–1135. [Google Scholar] [CrossRef]
- Toptan, F.; Kilicarslan, A.; Karaaslan, A.; Cigdem, M.; Kerti, I. Processing and microstructural characterisation of AA 1070 and AA 6063 matrix B4Cp reinforced composites. Mater. Des. 2010, 31, S87–S91. [Google Scholar] [CrossRef]
- Peng, L.M.; Li, Z.; Li, H.; Wang, J.H.; Gong, M. Microstructural characterization and mechanical properties of TiAl-Al2Ti4C2-Al2O3-TiC in situ composites by hot-press-aided reaction synthesis. J. Alloy. Compd. 2006, 414, 100–106. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Khayyam, H.; Abdizadeh, H.; Akbari, M.K.; Pakseresht, A.H.; Abdi, F.; Abbasi, A.; Naebe, M. Effect of B4C, TiB2 and ZrSiO4 ceramic particles on mechanical properties of aluminium matrix composites: Experimental investigation and predictive modelling. Ceram. Int. 2016, 42, 6206–6220. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles da review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Shyu, R.F.; Ho, C.T. In situ reacted titanium carbide-reinforced aluminum alloys composite. J. Mater. Process. Technol. 2006, 171, 411–416. [Google Scholar] [CrossRef]
- Rajabi, A.; Ghazali, M.J.; Daud, A.R. Chemical composition, microstructure and sintering temperature modifications on mechanical properties of TiC-based cermet—A review. Mater. Des. 2015, 67, 95–106. [Google Scholar] [CrossRef]
- Yao, Y.T.; Chen, L.Q. B4C/Al Composites Processed by Metal-assisted Pressureless Infiltration Technique and its Characterization. Mater. Manuf. Process. 2016, 31, 1286–1291. [Google Scholar] [CrossRef]
- Hu, Q.; Zhao, H.; Li, F. Effects of Manufacturing Processes on Microstructure and Properties of Al/A356-B4C Composites. Mater. Manuf. Process. 2016, 31, 1292–1300. [Google Scholar] [CrossRef]
- Asano, K. Preparation of Alumina Fiber-Reinforced Aluminum by Squeeze Casting and Their Machinability. Mater. Manuf. Process. 2015, 30, 1312–1316. [Google Scholar] [CrossRef]
- Singh, L.K.; Maiti, A.; Maurya, R.; Laha, T. Al Alloy Nanocomposite Reinforced with Physically Functionalized Carbon Nanotubes Synthesized via Spark Plasma Sintering. Mater. Manuf. Process. 2016, 31, 733–738. [Google Scholar] [CrossRef]
- Munro, R.G. Material properties of titanium diboride. J. Res. Natl. Inst. Stand. Technol. 2000, 105, 709. [Google Scholar] [CrossRef]
- Askarpour, M.; Sadeghian, Z.; Reihanian, M. Role of powder preparation route on microstructure poperties of Al-TiB2 composites fabricated by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2016, 677, 400–410. [Google Scholar] [CrossRef]
- Singh, R.P.; Gupta, G.K.; Paliwal, M. Synthesis, Consolidation and Modelling Study of AA2014-TiB2 Composite Prepared by Powder Metallurgy (P/M) Method. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2018; Volume 928, pp. 45–50. [Google Scholar]
- Sadeghian, Z.; Lotfi, B.; Enayati, M.H.; Beiss, P. Microstructural and mechanical evaluation of Al–TiB2 nanostructured composite fabricated by mechanical alloying. J. Alloy. Compd. 2011, 509, 7758–7763. [Google Scholar] [CrossRef]
- Sadeghian, Z.; Enayati, M.H.; Beiss, P. Characterisation of in situ Al–TiB2 nanocomposite powder synthesised by mechanical alloying. Powder Metall. 2011, 54, 46–49. [Google Scholar] [CrossRef]
- Suresh, S.; Moorthi, N.S.V.; Vettivel, S.C.; Selvakumar, N. Mechanical behavior and wear prediction of stir cast Al-TiB2 composites using response surface methodology. Mater. Des. 2014, 59, 383–396. [Google Scholar] [CrossRef]
- Narimani, M.; Lotfi, B.; Sadeghian, Z. Investigating the microstructure and mechanical properties of Al-TiB2 composite fabricated by Friction Stir Processing (FSP). Mater. Sci. Eng. A 2016, 673, 436–442. [Google Scholar] [CrossRef]
- Vivekananda, A.S.; Prabu, S.B. Wear Behaviour of in Situ Al/TiB2 Composite: Influence of the Microstructural Instability. Tribol. Lett. 2018, 66, 41. [Google Scholar] [CrossRef]
- Vivekananda, A.S.; Prabu, S.B.; Paskaramoorthy, R. Combined effect of process parameters during aluminothermic reaction process on the microstructure and mechanical properties of in situ Al/TiB2 composite. J. Alloy. Compd. 2018, 735, 619–634. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar]
- Suarez, M.; Fern_andez, A.; Men_endez, J.L.; Torrecillas, R.; Kessel, H.U.; Hennicke, J.; Kirchner, R.; Kessel, T. Challenges and opportunities for spark plasma sintering: A key technology for a new generation of materials. BurcuErtug: Sinter. Appl. 2013, 13, 320–328. [Google Scholar]
- Saheb, N. Spark plasma and microwave sintering of Al6061 and Al2124 alloys. Int. J. Miner. Metall. Mater. 2013, 20, 152–159. [Google Scholar] [CrossRef]
- DeGarmo, E.P.; Black, J.T.; Kohser, R.A. Powder Metallurgy. In DeGarmo’s Materials and Processes in Manufacturing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; Chapter 18; pp. 481–506. [Google Scholar]
- Torizuka, S.; Sato, K.; Nishio, H.; Kishi, T. Effect of SiC on Interfacial Reaction and Sintering Mechanism of TiB2. J. Am. Ceram. Soc. 1995, 78, 1606–1610. [Google Scholar] [CrossRef]
- Park, J.H.; Koh, Y.H.; Kim, H.E.; Hwang, C.S. Densification and Mechanical Properties of Titanium Diboride with Silicon Nitride as a Sintering Aid. J. Am. Ceram. Soc. 1999, 82, 3037–3042. [Google Scholar] [CrossRef]
- Baghchesara, M.A.; Abdizadeh, H.; Baharvandi, H.R. Production and microstructural investigation of Al-nano TiB2 composite produced by powder metallurgy technique. Int. J. Nano Dimens. 2014, 5, 563–568. [Google Scholar]
- Stone, I.C.; Tsakiropoulos, P. Characterization of spatial distribution of reinforcement in powder metallurgy route Al/SiCp metal matrix composites Part 1—Techniques based on microstructure. Mater. Sci. Technol. 1995, 11, 213–221. [Google Scholar] [CrossRef]
- Abdizadeh, H.; Ashuri, M.; Moghadam, P.T.; Nouribahadory, A.; Baharvandi, H.R. Improvement in physical and mechanical properties of aluminum/zircon composites fabricated by powder metallurgy method. Mater. Des. 2011, 32, 4417–4423. [Google Scholar] [CrossRef]
- Paidpilli, M.; Gupta, G.K.; Upadhyaya, A. Effect of matrix powder and reinforcement content on tribological behavior of particulate 6061Al-TiB2 composites. J. Compos. Mater. 2019, 53, 1181–1195. [Google Scholar] [CrossRef]
- Prasad, V.J.; Rao, K.N.; Babu, N.K. Mechanical and tribological characterization of aluminum metal matrix composite reinforced with micro ceramic particles (TiB2/SiC). Mater. Today Proc. 2020, 23, 637–641. [Google Scholar] [CrossRef]
- Charles, S.; Arunachalam, V.P. Effect of particle inclusion on the mechanical properties of composites fabricated by liquid metallurgy. Indian J. Eng. Mater. Sci. 2003, 10, 301–305. [Google Scholar]
- Chen, D.; Wang, M.L.; Zhang, Y.J.; Li, X.F.; Chen, Z.; Ma, N.H.; Wang, H.W. Microstructure and mechanical properties of TiB2/2219 composites. Mater. Res. Innov. 2014, 18, S4-514–S4-518. [Google Scholar] [CrossRef]
- Lü, L.; Lai, M.O.; Su, Y.; Teo, H.L.; Feng, C.F. In situ TiB2 reinforced Al alloy composites. Scr. Matern. 2001, 45, 1017–1023. [Google Scholar] [CrossRef]
- Hadian, M.; Shahrajabian, H.; Rafiei, M. Mechanical properties and microstructure of Al/(TiC + TiB2) composite fabricated by spark plasma sintering. Ceram. Int. 2019, 45, 12088–12092. [Google Scholar] [CrossRef]
- Jerome, S.; Ravisankar, B.; Mahato, P.K.; Natarajan, S. Synthesis and Evaluation of Mechanical and High Temperature Tribological Properties of in-Situ Al-TiC Compo-Sites. Tribol. Int. 2010, 43, 2029–2036. [Google Scholar] [CrossRef]
- Selvaganesan, M.; Suresh, S. Production and Characterization of Al 6061-TiB2 Metal Matrix Composites. Int. J. Eng. Res. Technol. 2013, 2, 3154–3159. [Google Scholar]
- James, S.J.; Venkatesan, K.; Kuppan, P.; Ramanujam, R. Hybrid aluminium metal matrix composite reinforced with SiC and TiB2. Procedia Eng. 2014, 97, 1018–1026. [Google Scholar] [CrossRef]
- Suresh, S.; Moorthi, N.; Prema, C.E. Tribological and mechanical behavior study of Al6061-TiB2 metal matrix composites using stir casting. In Advanced Materials Research; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2014; Volume 984, pp. 200–206. [Google Scholar]
- Chen, F.; Chen, Z.; Mao, F.; Wang, T.; Cao, Z. TiB2 reinforced aluminum based in situ composites fabricated by stir casting. Mater. Sci. Eng. A 2015, 625, 357–368. [Google Scholar] [CrossRef]
- Priel, E.; Navi, N.U.; Mittelman, B.; Trabelsi, N.; Levi, M.; Kalabukhov, S.; Hayun, S. Cold Forming of Al-TiB2 Composites Fabricated by SPS: A Computational Experimental Study. Materials 2020, 13, 3456. [Google Scholar] [CrossRef] [PubMed]
- Alavi, S.H.; Baharvandi, H.R.; Abdizadeh, H. Densification and Mechanical Properties of TiB2-sic Nanocomposite with Silicon Carbaid as a Sintering Aid. Int. J. Mod. Phys. Conf. Ser. 2012, 5, 598–606. [Google Scholar] [CrossRef]
- Tan, A.; Teng, J.; Zeng, X.; Fu, D.; Zhang, H. Fabrication of aluminium matrix hybrid composites reinforced with SiC microparticles and TiB2 nanoparticles by powder metallurgy. Powder Metall. 2017, 60, 66–72. [Google Scholar] [CrossRef]
- Chevvakula, E.R.; Kumar, P.Y.; Sivananthan, S.; Vijayaganapathy, D. Investigation of Mechanical Properties for Al-Sic-TiB2 Metal Matrix Composite. Int. J. Pure Appl. Math. 2018, 118, 24. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal | Al | Mg | Fe | Si | Cu | Mn | Cr | Ti | Zn | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| % Composition | 95.8–98.6 | 0.8–1.2 | 0.7 | 0.4–0.8 | 0.15–0.4 | 0.15 | 0.04–0.35 | 0.15 | 0.25 | 0.2 |
| Characteristics | TiB2 |
|---|---|
| Apparent Density (g/cm3) | 2.3 |
| Tapped Density (g/cm3) | 3.2 |
| Flow rate in s/50 g | 21 |
| Theoretical Density g/cm3 | 4.52 |
| Shape | Irregular |
| Purity | 99.5% |
| wt% TiB2 Composition | Temperature °C | Ultimate Tensile Strength (MPa) | Micro Vickers Hardness (HV) | Elongation (%) |
|---|---|---|---|---|
| Nil | 500 | 112 ± 4 | 65 ± 2 | 12 |
| 550 | 120 ± 7 | 68 ± 3 | 15 | |
| 2.5 | 500 | 216 ± 5 | 76 ± 1 | 8 |
| 550 | 223 ± 7 | 77 ± 2 | 3 | |
| 5 | 500 | 254 ± 12 | 71 ± 2 | 4 |
| 550 | 257 ± 5 | 74 ± 4 | 5 | |
| 7.5 | 500 | 262 ± 6 | 68 ± 1 | 4 |
| 550 | 282 ± 4 | 73 ± 2 | 7 | |
| 10 | 500 | 314 ± 2 | 69 ± 3 | 9 |
| 550 | 316 ± 1 | 75 ± 1 | 7 |
| Authors | Composition | Tensile Strength | Fabrication Technique |
|---|---|---|---|
| Selvaganesan et al. (2013) [42] | Al-6061 alloy Al-6061 + 3%TiB2 Al-6061 + 6% TiB2 Al-6061 + 9% TiB2 Al-6061 + 12% TiB2 | 178 MPa 198 MPa 207 MPa 219 MPa 210 MPa | Two Step Stir Casting |
| Johny James. et al. (2014) [43] | Al-6061 + 10%SiC + 0% TiB2 Al-6061 + 10%SiC+2.5% TiB2 Al-6061 + 10%SiC + 5% TiB2 | 150 MPa 54 MPa 97 MPa | Stir Casting |
| Suresh et al. (2014) [44] | Al-6061 alloy Al-6061 + 10% TiB2 Al-6061 + 20% TiB2 Al-6061 + 10% TiB2 + 2%gGr Al-6061 + 20% TiB2 + 2%Gr | 125 MPa 150 MPa 175 MPa 179 MPa 160 MPa | Stir Casting |
| Elvin Raju et al. (2018) [49] | Al-6061 + 3%SiC + 2% TiB2 Al-6061 + 5%SiC + 5% TiB2 | 158.28 MPa 155.90 MPa | Stir Casting |
| Hadian et al. (2019) [40] | Al/10 vol% of (TiC + TiB2) Al/20 vol% of (TiC + TiB2) Al/30 vol% of (TiC + TiB2) Al/40 vol% of (TiC + TiB2) | 260 MPa 342 MPa 315 MPa 298 MPa | SPS-456 °C-50 MPa |
| Current work | Al-6061 alloy Al-6061 + 2.5% TiB2 Al-6061 + 5% TiB2 Al-6061 + 7.5% TiB2 Al-6061 + 10% TiB2 | 112 MPa 216 MPa 254 MPa 262 MPa 314 MPa | SPS-500 °C-30 MPa |
| Current work | Al-6061 alloy Al-6061 + 2.5% TiB2 Al-6061 + 5% TiB2 Al-6061 + 7.5% TiB2 Al-6061 + 10% TiB2 | 120 MPa 223 MPa 257 MPa 282 MPa 316 MPa | SPS-550 °C-30 MPa |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Annamalai, A.R.; Srikanth, M.; Muthuchamy, A.; Acharya, S.; Khisti, A.; Agrawal, D.K.; Jen, C.-P. Spark Plasma Sintering and Characterization of Al-TiB2 Composites. Metals 2020, 10, 1110. https://doi.org/10.3390/met10091110
Annamalai AR, Srikanth M, Muthuchamy A, Acharya S, Khisti A, Agrawal DK, Jen C-P. Spark Plasma Sintering and Characterization of Al-TiB2 Composites. Metals. 2020; 10(9):1110. https://doi.org/10.3390/met10091110
Chicago/Turabian StyleAnnamalai, A. Raja, Muthe Srikanth, A. Muthuchamy, Shashank Acharya, Anup Khisti, Dinesh K. Agrawal, and Chun-Ping Jen. 2020. "Spark Plasma Sintering and Characterization of Al-TiB2 Composites" Metals 10, no. 9: 1110. https://doi.org/10.3390/met10091110
APA StyleAnnamalai, A. R., Srikanth, M., Muthuchamy, A., Acharya, S., Khisti, A., Agrawal, D. K., & Jen, C.-P. (2020). Spark Plasma Sintering and Characterization of Al-TiB2 Composites. Metals, 10(9), 1110. https://doi.org/10.3390/met10091110