Effect of Annealing Prior to Cold Rolling on the Microstructure Evolution and Energy Losses of Low-Si, Ultra-Low-C Hot-Rolled Electrical Steel




Abstract
1. Introduction
2. Experimental Material and Procedure
3. Results and Discussion
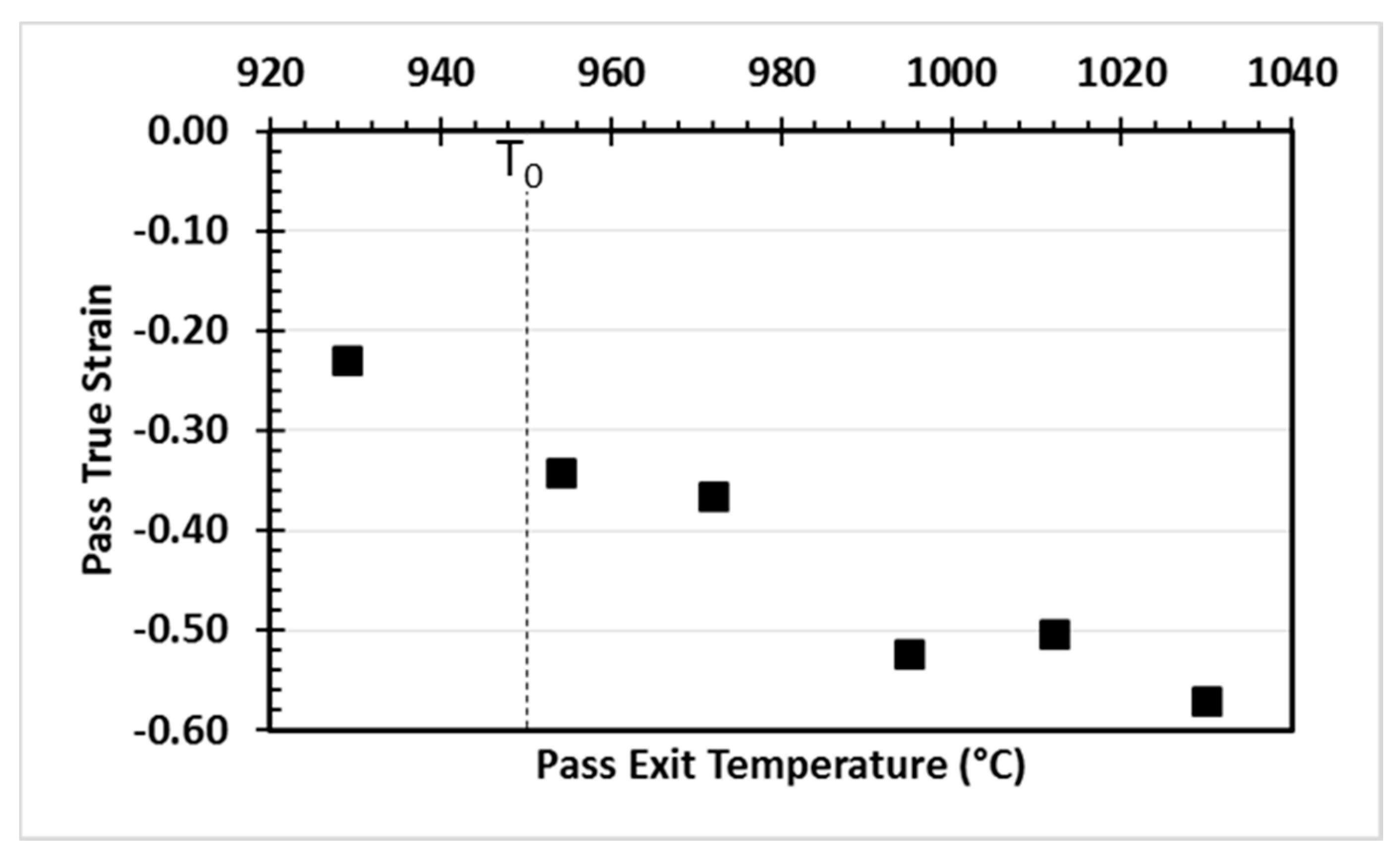
3.1. Characterization of the Microstructure of the Hot-Rolled Band
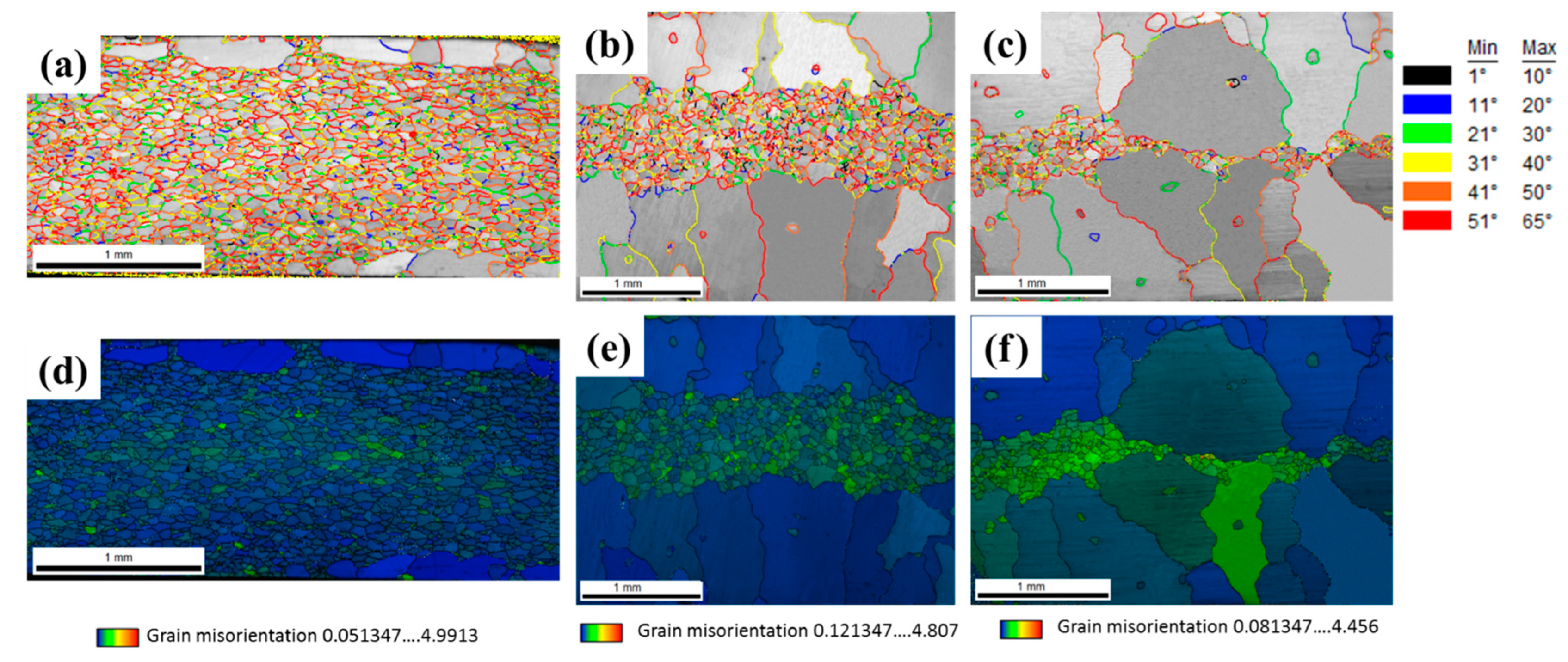
3.2. Columnar Grain Growth during Hot-Band Annealing
3.3. Effect of Columnar Grain Growth on Texture
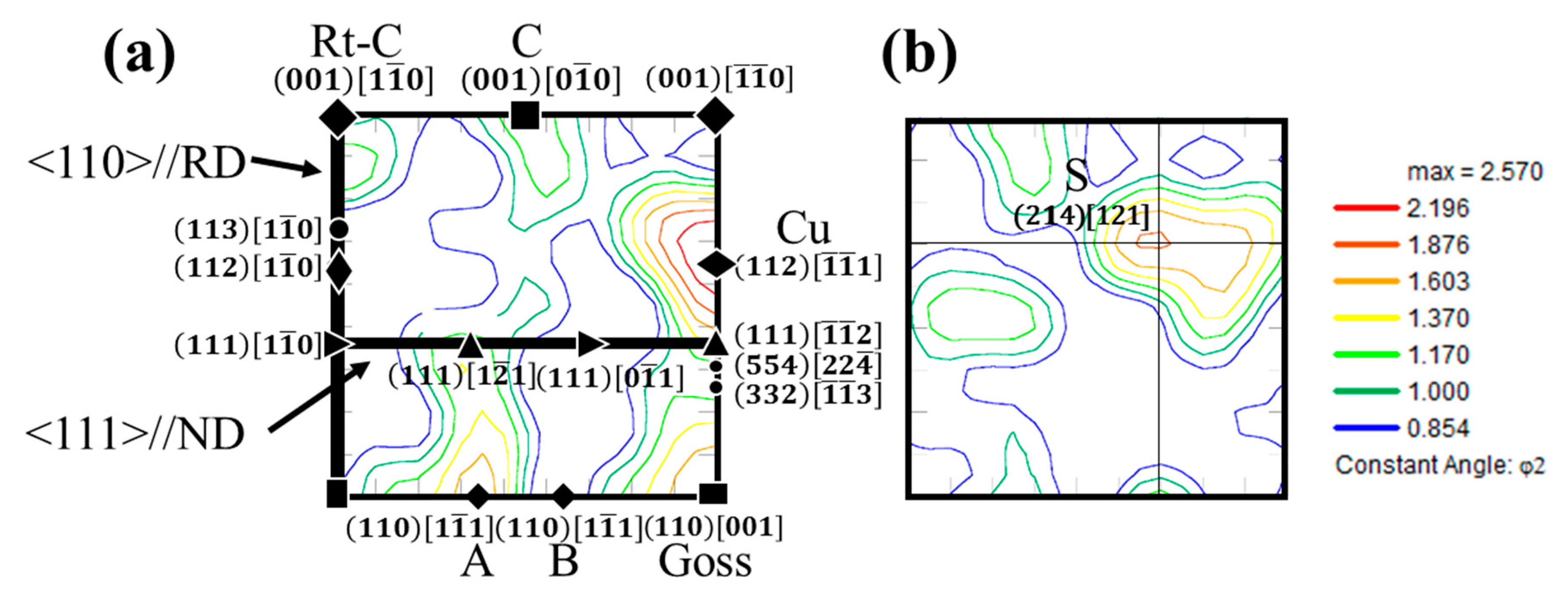
3.3.1. Hot-Rolling Texture
3.3.2. Effect of Annealing Temperature on the Texture of the Hot-Rolled Band
3.3.3. Effect of Columnar Microstructures on the Cold-Rolling Texture
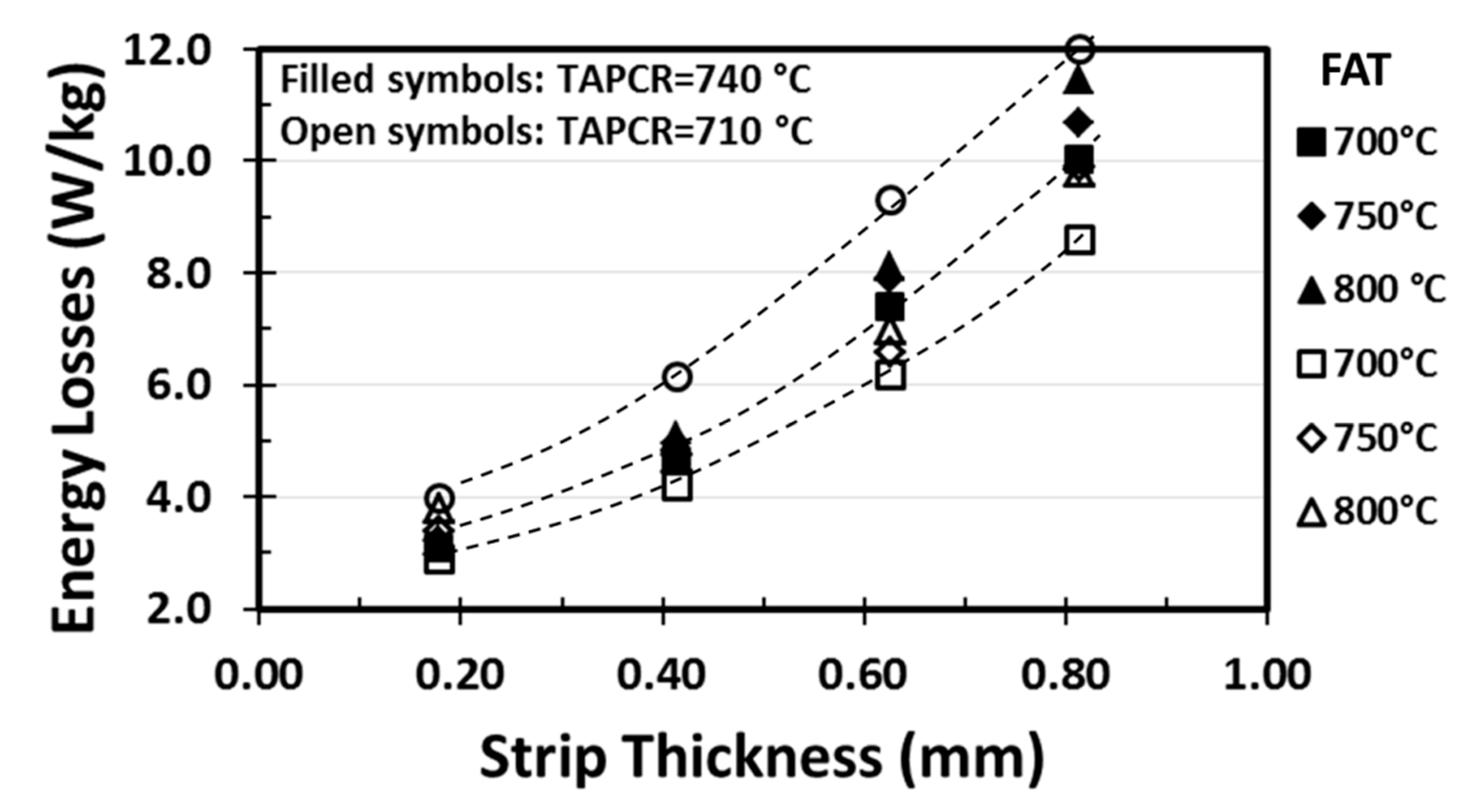
3.4. Effect of Final Microstructure on Iron Energy Losses
4. Conclusions
- (1)
- Annealing at T < T0 the α→γ start transformation temperature, under a non-oxidizing atmosphere for low-Si, ultra-low-C hot-rolled electrical steel causes abnormal anisotropic grain growth that produces columnar ferrite grains with long axes parallel to ND. The size of the columnar grains is about the strip thickness.
- (2)
- Cold rolling and a short final annealing treatment at T < T0 of the abnormally large columnar grain microstructure produced by annealing prior to cold rolling causes a significant reduction in iron energy losses. The magnitude of this reduction depends on strip thickness and the temperatures of annealing before and after cold rolling. The major effect is observed in material annealed at 710 °C and the relative effect decreases as the strip thickness decreases. These effects can be attributed to the effect of the processing conditions on texture.
- (3)
- The texture factor values for material finally annealed at 700 °C is always larger than that of the reference material and decreases as the strip thickness is reduced. This result suggests that the beneficial effect of texture on reducing iron energy losses decreases (or plays a secondary role) as the thickness of the strip decreases.
- (4)
- Hot-band annealing under the appropriate conditions results in a reduction in iron energy losses of ~30% when the final microstructure consists of ferrite grains ~1.5 times larger than those obtained in material that is not annealed prior to cold rolling.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Paolinelli, S.C.; da Cunha, M.A. Development of a new generation of high permeability non-oriented silicon steels. J. Magn. Magn. Mater. 2006, 304, e596–e598. [Google Scholar] [CrossRef]
- Sidor, Y.; Kovac, F. Microstructural aspects of grain growth kinetics in non-oriented electrical steels. Mater. Charact. 2005, 55, 1–11. [Google Scholar] [CrossRef]
- Chaudhury, A.; Khatirkar, R.; Viswanathan, N.N.; Singal, V.; Ingle, A.; Joshi, S.; Samajdar, I. Low silicon non-grain-oriented electrical steel: Linking magnetic properties with metallurgical factors. J. Magn. Magn. Mater. 2007, 313, 21–28. [Google Scholar] [CrossRef]
- Chen, C.-W. Magnetism and Metallurgy of Soft Magnetic Materials; North-Holland Publishing Company: North Holland, The Netherlands, 1977. [Google Scholar]
- Bacaltchuk, C.M.; Castello-Branco, G.A.; Ebrahimi, M.; Garmestani, H.; Rollett, A.D. Effect of magnetic field applied during secondary annealing on texture and grain size of silicon steel. Scr. Mater. 2003, 48, 1343–1347. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Effect of initial grain size on texture evolution and magnetic properties in nonoriented electrical steels. J. Magn. Magn. Mater. 2009, 321, 1928–1932. [Google Scholar] [CrossRef]
- Landgraf, F.J.G.; Emura, M. Losses and permeability improvement by stress relieving fully processed electrical steels with previous small deformations. J. Magn. Magn. Mater. 2002, 242, 152–156. [Google Scholar] [CrossRef]
- Beckley, P. Electrical Steels for Rotating Machines; Institution of Electrical Engineers: London, UK, 2002. [Google Scholar]
- Honda, A.; Obata, Y.; Okamura, S. History and Recent Development of Non-Oriented Electrical Steel in Kawasaki Steel. Tech. Rep. 1998, 39, 13–20. [Google Scholar]
- Takashima, M.; Komatsubara, M.; Morito, N. Texture Development by Two-stage Cold RollingMethod in Non-oriented Electrical Steel. ISIJ Int. 1997, 37, 1263–1268. [Google Scholar] [CrossRef]
- Kovac, F.; Stoyka, V.; Petryshynets, I. Strain-induced grain growth in non-oriented electrical steels. J. Magn. Magn. Mater. 2008, 320, e627–e630. [Google Scholar] [CrossRef]
- Wenk, H.R.; Van Houtte, P. Texture and anisotropy. Rep. Prog. Phys. 2004, 67, 1367–1428. [Google Scholar] [CrossRef]
- Verbeken, K.; Gomes, E.; Schneider, J.; Houbaert, Y. Correlation between the magnetic prpierties and the crystallographic texture during the processing of non oriented electrical steel. Solid State Phenom. 2010, 160, 189–194. [Google Scholar] [CrossRef]
- Lee, J.W.; Howell, P.R. Microstructural development in non-oriented lamination steels. Mater. Sci. 1987, 22, 3631–3641. [Google Scholar] [CrossRef]
- Kestens, L.; Jonas, J.J.; Van Houtte, P.; Aernoudt, E. Orientation selective recrystallization of nonoriented electrical steels. Metall. Mater. Trans. A 1996, 27, 2347–2358. [Google Scholar] [CrossRef]
- Marder, A.R. Factors affecting the final grain size of decarburized lamination steels. Metall. Trans. A 1986, 17, 1277–1285. [Google Scholar] [CrossRef]
- Hou, C.-K. Effect of Hot Band Annealing Temperature on the Magnetic Properties of Low-carbon Electrical Steels. ISIJ Int. 1996, 36, 563–571. [Google Scholar] [CrossRef][Green Version]
- Yashiki, H.; Kaneko, T. Effect of hot-band annealing on anisotropy of magnetic properties in low-Si semi-processed electrical steels. J. Magn. Magn. Mater. 1992, 112, 200–202. [Google Scholar] [CrossRef]
- Gutiérrez-Castañeda, E.J.; Salinas-Rodríguez, A. Effect of annealing prior to cold rolling on magnetic and mechanical properties of low carbon non-oriented electrical steels. J. Magn. Magn. Mater. 2011, 323, 2524–2530. [Google Scholar] [CrossRef]
- Gutiérrez-Castañeda, E.J.; Salinas-Rodríguez, A.; Deaquino-Lara, R.; Márquez-Torres, F. High temperature oxidation and its effects on microstructural changes of hot-rolled low carbon non-oriented electrical steels during air annealing. Oxid. Met. 2015, 83, 237–252. [Google Scholar] [CrossRef]
- Srolovitz, D.J.; Grest, G.S.; Anderson, M.P. Computer simulation of grain growth—V. Abnormal grain growth. Acta Metall. 1985, 33, 2233–2247. [Google Scholar] [CrossRef]
- Gutiérrez-Castañeda, E.J.; Miranda, M.H.; Rodríguez, A.S.; Carrillo, J.A.; Domínguez, I.R. An EBSD investigation on the columnar grain growth in non-oriented electrical steels assisted by strain induced boundary migration. Mater. Lett. 2019, 252, 42–46. [Google Scholar] [CrossRef]
- Kim, J.K.; Lee, D.N.; Koo, Y.M. The evolution of the Goss and Cube textures in electrical steel. Mater. Lett. 2014, 122, 110–113. [Google Scholar] [CrossRef]
- Inagaki, H.; Suda, T. The Development of Rolling Textures in Low-Carbon Steels. Texture Stress Microstruct. 1972, 1, 129–140. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J. Transformation Textures in Steels. ISIJ Int. 1994, 34, 927–942. [Google Scholar] [CrossRef]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Tech-Lond. 2016, 32, 1303–1315. [Google Scholar] [CrossRef]
- De Campos, M.F.; Landgraf, F.J.; Falleiros, I.G.; Fronzaglia, G.C.; Kahn, H. Texture Evolution during the Processing of Electrical Steels with 0.5% Si and 1.25% Si. ISIJ Int. 2004, 44, 1733–1737. [Google Scholar] [CrossRef]
- Gutiérrez-Castañeda, E.J.; Palafox Cantú, C.N.; Torres Castillob, A.A.; Salinas Rodríguez, A.; Deaquino Lara, R.; Botello Rionda, F.; Márquez Torres, F.; García Guillermo, S. Columnar grain growth during annealing prior to cold rolling of non-oriented electrical steels. Mater. Sci. Eng. B 2019, 243, 8–18. [Google Scholar] [CrossRef]
- Weimin, Z.N.Y.P.M. Influence of columnar grains on the cold rolling texture evolution in fe-3%Si\ electrical steel. Acta Metall. Sin. 2012, 48, 782–788. [Google Scholar]
- Xu, Y.; Jiao, H.; Qiu, W.; Misra, R.D.; Li, J. Effect of cold rolling process. on microstructure, texture and properties of strip cast Fe-2.6% Si steel. Materials 2018, 11, 1161. [Google Scholar] [CrossRef] [PubMed]
- Park, J.-T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Li, C.G.; Cao, G.M.; Liu, Z.Y.; Wang, G.D. Evolution of cube texture in strip-cast non-oriented silicon steels. Scr. Mater. 2014, 87, 17–20. [Google Scholar] [CrossRef]
- Shimanaka, H.; Ito, Y.; Matsumara, K.; Fukuda, B. Recent development of non-oriented electrical steel sheets. J. Magn. Magn. Mater. 1982, 26, 57–64. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | S | Si | Al | Mn | P | Cu | Cr | Ni |
|---|---|---|---|---|---|---|---|---|
| 0.008 | 0.004 | 0.328 | 0.062 | 0.554 | 0.063 | 0.012 | 0.002 | 0.025 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ortiz Rangel, H.; Salinas Rodríguez, A.; García Rincón, O. Effect of Annealing Prior to Cold Rolling on the Microstructure Evolution and Energy Losses of Low-Si, Ultra-Low-C Hot-Rolled Electrical Steel. Metals 2020, 10, 957. https://doi.org/10.3390/met10070957
Ortiz Rangel H, Salinas Rodríguez A, García Rincón O. Effect of Annealing Prior to Cold Rolling on the Microstructure Evolution and Energy Losses of Low-Si, Ultra-Low-C Hot-Rolled Electrical Steel. Metals. 2020; 10(7):957. https://doi.org/10.3390/met10070957
Chicago/Turabian StyleOrtiz Rangel, Héctor, Armando Salinas Rodríguez, and Omar García Rincón. 2020. "Effect of Annealing Prior to Cold Rolling on the Microstructure Evolution and Energy Losses of Low-Si, Ultra-Low-C Hot-Rolled Electrical Steel" Metals 10, no. 7: 957. https://doi.org/10.3390/met10070957
APA StyleOrtiz Rangel, H., Salinas Rodríguez, A., & García Rincón, O. (2020). Effect of Annealing Prior to Cold Rolling on the Microstructure Evolution and Energy Losses of Low-Si, Ultra-Low-C Hot-Rolled Electrical Steel. Metals, 10(7), 957. https://doi.org/10.3390/met10070957