Effect of Welding Parameters on Friction Stir Welded Ti–6Al–4V Joints: Temperature, Microstructure and Mechanical Properties



Abstract
1. Introduction
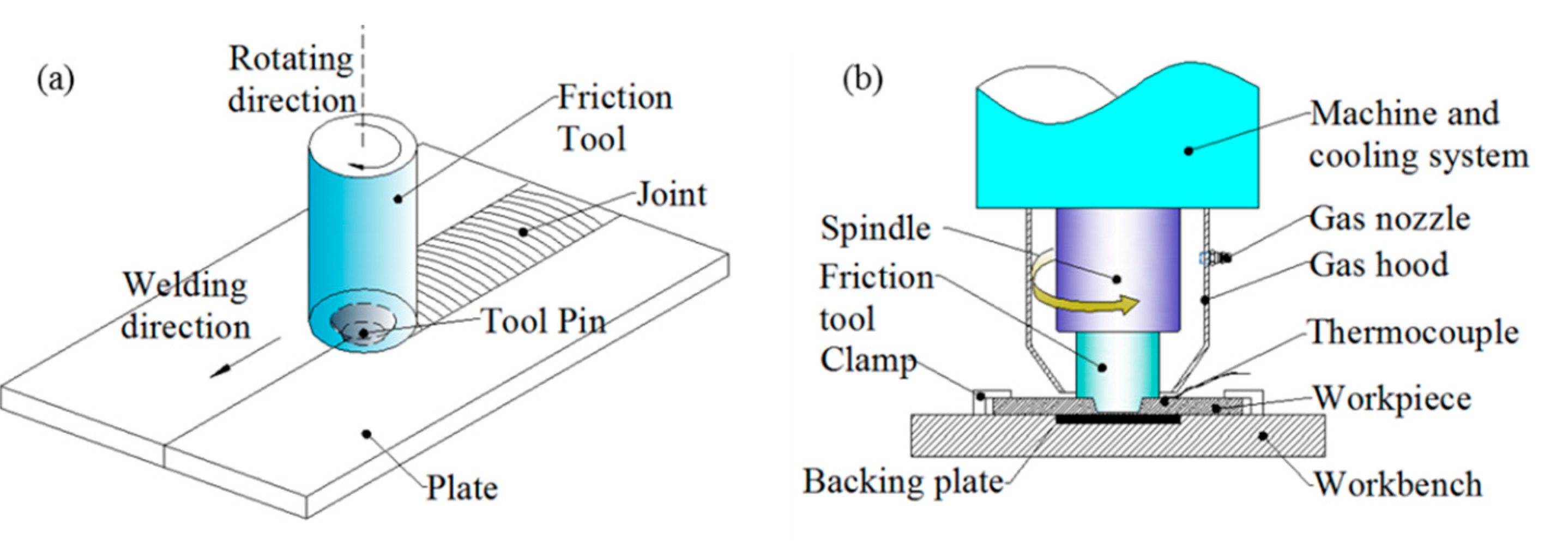
2. Materials and Methods
- The workpiece material is isotropic and homogenous, and no melting occurs during the welding.
- The heat generation from material plastic deformation is negligible. The heat transfer between the workpiece and clamp tools is also negligible.
- The thermal boundary conditions are symmetrical along the weld center-line.
3. Results
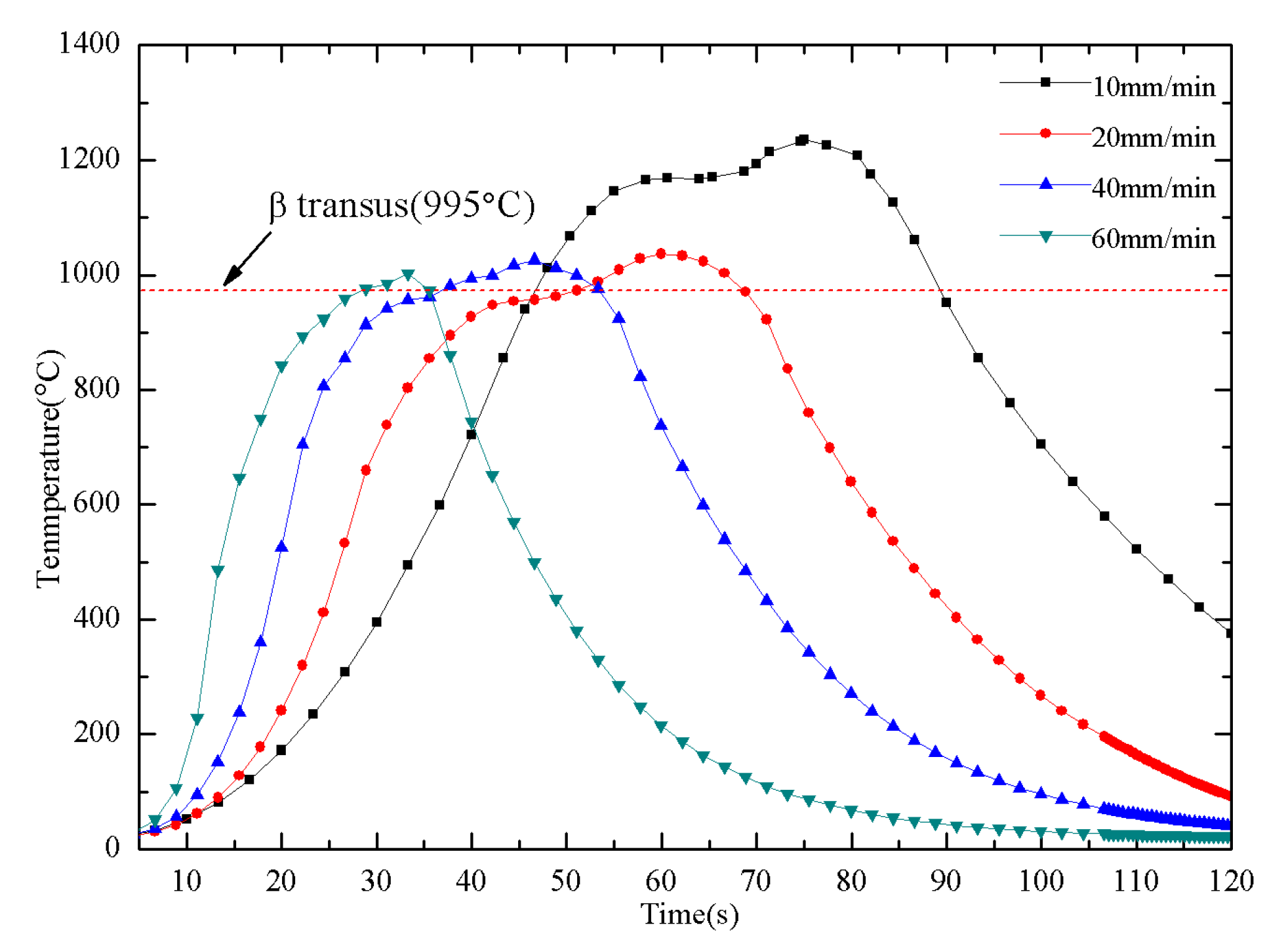
3.1. Temperature
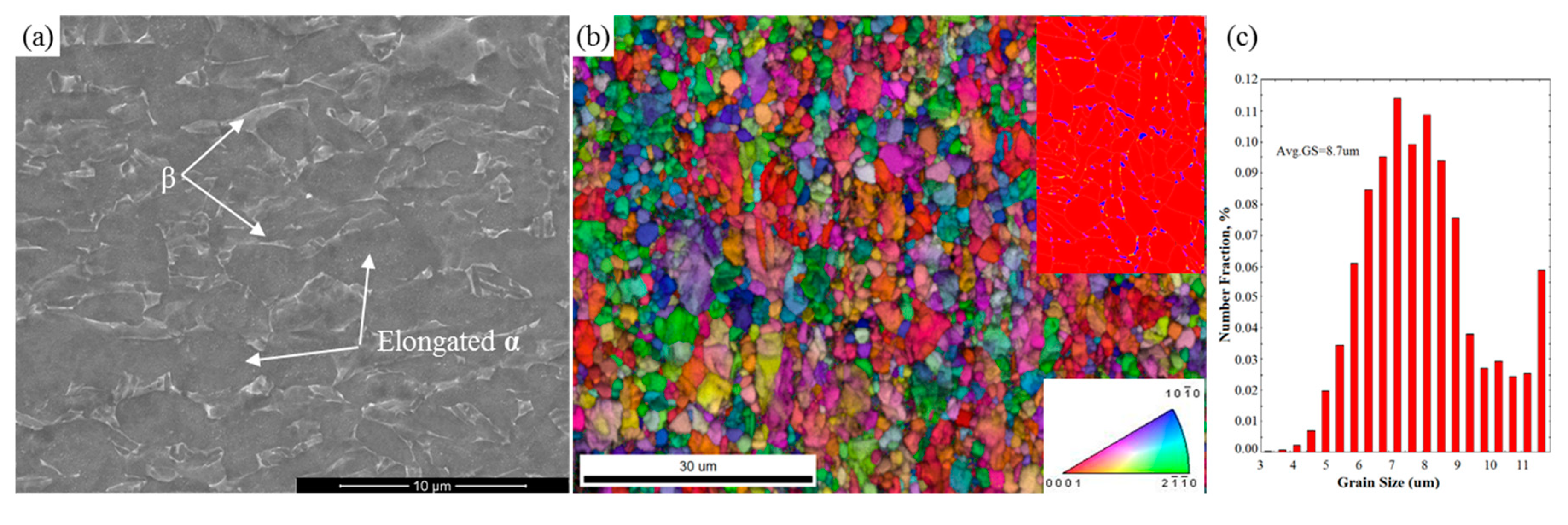
3.2. Weld Morphology and Microstructure
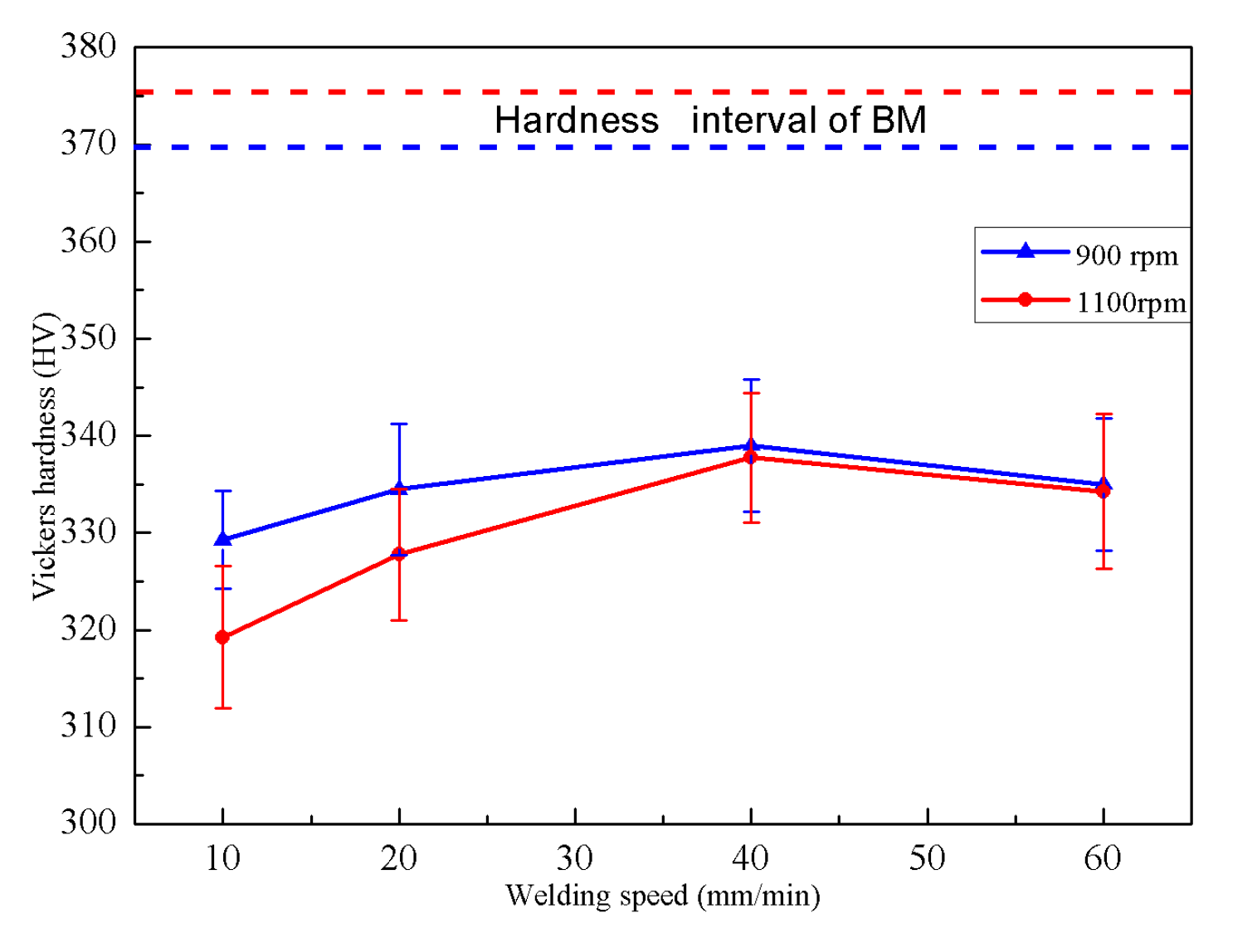
3.3. Mechanical Property
4. Conclusions
- The rotation speed dominates the peak temperature of the welding. The welding speed determines the dwell time of the SZ exposed at the high temperature, but it has little influence on the peak temperature;
- When the rotation speed was above 900 rpm, the temperature in the weld nugget could exceed the β-transus temperature (995 °C) and the materials in SZ will perform a phase transition. The final structure of the SZ is a fully lamellar microstructure and the HAZ has a bimodal microstructure characterized by basket-weave and colony morphologies;
- Rotation speed and welding speed affect the grain size of the weld nugget. Welding speed is the dominant factor in the grain coarsening. Lower peak temperature with decreasing spindle speed and/or shorter dwell time with increasing welding speed could produce finer grains in the weld;
- The tensile strength and microhardness of the joints are closely related to the rotation speed and welding speed. The tensile strength and the microhardness values will decrease as increasing the welding speed and/or reducing the rotational speed.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction stir based welding and processing technologies—Processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2013, 51, 250–261. [Google Scholar] [CrossRef]
- Ramirez, A.J.; Juhas, M.C. Microstructural Evolution in Ti-6Al-4V Friction Stir Welds. Mater. Sci. Forum 2003, 426, 2999–3004. [Google Scholar] [CrossRef]
- Edwards, P.D.; Ramulu, M. Material flow during friction stir welding of Ti-6Al-4V. J. Mater. Proc. Technol. 2015, 218, 107–115. [Google Scholar] [CrossRef]
- Lee, W.-B.; Lee, C.-Y.; Chang, W.-S.; Yeon, Y.-M.; Jung, S.-B. Microstructural investigation of friction stir welded pure titanium. Mater. Lett. 2005, 59, 3315–3318. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2013, 16, 325–342. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, H.J.; Liu, Q.W. Effect of rotation speed on microstructure and mechanical properties of Ti–6Al–4V friction stir welded joints. Mater. Des. 2010, 31, 2631–2636. [Google Scholar] [CrossRef]
- Fall, A.; Jahazi, M.; Khdabandeh, A.R.; Fesharaki, M.H. Effect of process parameters on microstructure and mechanical properties of friction stir-welded Ti–6Al–4V joints. Int. J. Adv. Manuf. Tech. 2016, 91, 2919–2931. [Google Scholar] [CrossRef]
- Gangwar, K.; Ramulu, M. Friction stir welding of titanium alloys: A review. Mater. Des. 2018, 141, 230–255. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Identification of process parameters for friction stir welding Ti-6Al-4V. J. Eng. Mater. Technol. 2010, 132, 031006. [Google Scholar] [CrossRef]
- Yoon, S.; Ueji, R.; Fujii, H. Effect of rotation rate on microstructure and texture evolution during friction stir welding of Ti–6Al–4V plates. Mater. Charact. 2015, 106, 352–358. [Google Scholar] [CrossRef]
- Bo, L.; Yifu, S.; Weiye, H. Microstructural characteristics and effects of TC4 titanium alloy processed by using friction stir welding. J. Hebei Univ. Sci. Technol. 2016, 37, 20–25. [Google Scholar]
- Hou, W.; Shen, Y.; Huang, G.; Yan, Y.; Guo, C.; Li, J. Dissimilar friction stir welding of aluminum alloys adopting a novel dual-pin tool: Microstructure evolution and mechanical properties. J. Manuf. Process. 2018, 36, 613–620. [Google Scholar] [CrossRef]
- Tang, J.; Shen, Y.; Li, J. Influences of friction stir processing parameters on microstructure and mechanical properties of SiC/Al composites fabricated by multi-pin tool. J. Manuf. Process. 2019, 38, 279–289. [Google Scholar] [CrossRef]
- Kumar, K.; Kailas, S.V.; Srivatsan, T.S. Influence of tool geometry in friction stir welding. Mater. Manuf. Process. 2008, 23, 188–194. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Juhas, M.C.; Williams, J.C. Microstructural changes due to friction stir processing of investment-Cast Ti-6Al-4V. Metall. Mater. Trans. A 2007, 38, 401–408. [Google Scholar] [CrossRef]
- Wang, J.; Su, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Tool wear mechanisms in friction stir welding of Ti–6Al–4V alloy. Wear 2014, 321, 25–32. [Google Scholar] [CrossRef]
- Wen, Q.; Li, W.; Patel, V.; Gao, Y.; Vairis, A. Investigation on the effects of welding speed on bobbin tool friction stir welding of 2219 aluminum alloy. Met. Mater. Int. 2019, 172. [Google Scholar] [CrossRef]
- Wu, L.H.; Xue, P.; Xiao, B.L.; Ma, Z.Y. Achieving superior low-temperature superplasticity for lamellar microstructure in nugget of a friction stir welded Ti-6Al-4V joint. Scr. Mater. 2016, 122, 26–30. [Google Scholar] [CrossRef]
- Mehta, M.; Arora, A.; De, A.; DebRoy, T. Tool Geometry for Friction Stir Welding—Optimum Shoulder Diameter. Metall. Mater. Trans. A 2011, 42, 2716–2722. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Effect of process conditions on superplastic forming behaviour in Ti-6Al-4V friction stir welds. Sci. Technol. Weld. Join. 2009, 14, 669–680. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Peak temperatures during friction stir welding of Ti–6Al–4V. Sci. Technol. Weld. Join. 2010, 15, 468–472. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J.; Wert, J. An analytical model for the heat generation in friction stir welding. Model. Simul. Mater. Sci. Eng. 2004, 12, 143–157. [Google Scholar] [CrossRef]
- Gadakh, V.S.; Adepu, K. Heat generation model for taper cylindrical pin profile in FSW. J. Mater. Res. Technol. 2013, 2, 370–375. [Google Scholar] [CrossRef]
- Dong, Z.B.; Liu, X.S. Detailed Explanation MSC.Marc Engineering Examples; Poste and Telecom Press: Beijing, China, 2014; pp. 84–122. [Google Scholar]
- Ma, Z.Y.; Feng, A.H.; Chen, D.L.; Shen, J. Recent advances in friction stir welding/processing of aluminum alloys: Microstructural evolution and mechanical properties. Crit. Rev. Solid State Mater. Sci. 2018, 43, 269–333. [Google Scholar] [CrossRef]
- Mashinini, P.M.; Dinaharan, I.; Selvam, D.R.J.; Hattingh, D.G. Microstructure evolution and mechanical characterization of friction stir welded titanium alloy Ti–6Al–4V using lanthanated tungsten tool. Mater. Charact. 2018, 139, 328–336. [Google Scholar] [CrossRef]
- Wang, Y.J.; Su, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. A preliminary study of deformation behavior of friction stir welded Ti-6Al-4V. J. Mater. Eng. Perform. 2014, 23, 3027–3033. [Google Scholar] [CrossRef]
- Su, J.; Wang, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Microstructure and mechanical properties of a friction stir processed Ti–6Al–4V alloy. Mater. Sci. Eng. A 2013, 573, 67–74. [Google Scholar] [CrossRef]
- Mironov, S.; Zhang, Y.; Sato, Y.S.; Kokawa, H. Development of grain structure in β-phase field during friction stir welding of Ti–6Al–4V alloy. Scr. Mater. 2008, 59, 27–30. [Google Scholar] [CrossRef]
- Lüjering, G. Influence of processing on microstructure and mechanical properties of (α+β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Microstructural characteristics and mechanical properties of Ti–6Al–4V friction stir welds. Mater. Sci. Eng. A 2008, 485, 448–455. [Google Scholar] [CrossRef]
- Xu, W.F.; Liu, J.H.; Luan, G.H.; Dong, C.L. Temperature evolution, microstructure and mechanical properties of friction stir welded thick 2219-O aluminum alloy joints. Mater. Des. 2009, 30, 1886–1893. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, H.J.; Wu, L.Z. Texture of friction stir welded Ti–6Al–4V alloy. Tran. Nonferrous Met. Soc. 2014, 24, 368–372. [Google Scholar] [CrossRef]
- Tchein, G.J.; Jacquin, D.; Coupard, D.; Lacoste, E.; Girot Mata, F. Genesis of microstructures in friction stir welding of Ti-6Al-4V. Metall. Mater. Trans. A 2018, 49, 2113–2123. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Grain Growth Following Recrystallization—Chapter 11; Elsevier Science: Oxford, UK, 2004; pp. 333–378. [Google Scholar] [CrossRef]
- Li, B.; Shen, Y.; Hu, W.; Luo, L. Surface modification of Ti–6Al–4V alloy via friction-stir processing: Microstructure evolution and dry sliding wear performance. Surf. Coat. Technol. 2014, 239, 160–170. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rotational Speed (rpm) | Welding Speed (mm/min) | |||
|---|---|---|---|---|
| 10 | 20 | 40 | 60 | |
| 700 | Defect free | With defect | - | - |
| 900 | Defect free | Defect free | Defect free | With defect |
| 1100 | Defect free | Defect free | Defect free | With defect |
| 1300 | With defect | With defect | - | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Cao, F.; Shen, Y. Effect of Welding Parameters on Friction Stir Welded Ti–6Al–4V Joints: Temperature, Microstructure and Mechanical Properties. Metals 2020, 10, 940. https://doi.org/10.3390/met10070940
Li J, Cao F, Shen Y. Effect of Welding Parameters on Friction Stir Welded Ti–6Al–4V Joints: Temperature, Microstructure and Mechanical Properties. Metals. 2020; 10(7):940. https://doi.org/10.3390/met10070940
Chicago/Turabian StyleLi, Junping, Fujun Cao, and Yifu Shen. 2020. "Effect of Welding Parameters on Friction Stir Welded Ti–6Al–4V Joints: Temperature, Microstructure and Mechanical Properties" Metals 10, no. 7: 940. https://doi.org/10.3390/met10070940
APA StyleLi, J., Cao, F., & Shen, Y. (2020). Effect of Welding Parameters on Friction Stir Welded Ti–6Al–4V Joints: Temperature, Microstructure and Mechanical Properties. Metals, 10(7), 940. https://doi.org/10.3390/met10070940