1. Introduction
Surface finish is one of the aspects of mechanical workpieces used to define their quality, not only for the aesthetic appearance of the final piece but for the great importance it has in its in-service performance. It is a decisive factor defining the expected resistance to wear and corrosion, and the fatigue life that the part may present when subjected to dynamic stress. As described by Loh and Tam (1988) [
1], the surface texture is determined by all those irregularities that are the consequence of the production process used to finish that surface. In other words, surface finish is the signature of the process used to modify the engineering surface during the last stage of manufacturing. One of the main groups of the finishing processes is made up of surface plastic deformation technologies. Ball burnishing is included in that group. It manages to correct the surface by plastic deformation by rolling a ball over the target surface while applying a preloaded force. Like this, the material located in the peaks is compressed, thereby reducing the surface texture amplitude descriptors and reproducing the curved geometry of the ball in the newly generated surface, as a kind of copy effect that characterizes the resulting surface. The mechanical state of the material that composes the surface of the workpiece is also effectively modified [
2].
Researchers agree on the fact that one of the main issues related to investigations about ball burnishing is that the number of variables that define the execution of the operation are numerous. Some of the most relevant ones are the burnishing force [
3], the feed, the original texture state of the target surface, the friction coefficient and the tool’s tip radius [
4] or different lubrication/cooling strategies [
5]. Some of them are considered as objects of study, as shall be explained below.
The process is also cited for the positive effects that are simultaneously induced in terms of residual hardening [
6,
7]. That is, the process is able to change the metallurgical state of the grains of the metallic material that compose the surface of the workpiece, as proven by Rodriguez et al. (2012) [
8], and could also be able to enhance the surface integrity of materials subjected to severe processes, such as friction stir welding [
9]. For this reason, ball burnishing is a feasible candidate to treat the workpieces of highly demanding and competitive industries, such as the aeronautical sector [
10,
11]. High safety requirements translate into rigorous quality controls, which take into account the finish and the compliance with the tolerances of all the parts by means of traceable processes that show high robustness and repeatability. In addition, the research and development of new materials set the pace for the evolution of the sector. In this context, the 1940s witnessed the expansion of the first nickel-based alloys for aeronautical applications [
12]. Their excellent capability to maintain high resistance at very high temperatures makes them best material choice for turbine blades and other aerospace parts. One of the most extended nickel-based alloys is Udimet
®720, which is evaluated and specified by the standard MSRR 7252. This metal presents one of the highest strength/temperature ratios in the field of superalloys, and is hardened both by solid solution of molybdenum and tungsten, and by precipitation of aluminium and titanium, forming intermetallic compounds [
13]. On the whole, it has not only an outstanding mechanical resistance/temperature ratio, but it also has good resistance to corrosion and oxidation. It has also been cited for its resistance to crack growth at high temperatures [
14].
To further improve the performance of Udimet
®720 parts, this paper aims to analyze the effect of the ball burnishing process on the surface texture of a ball-end milled part, as the application of advanced surface techniques is one of the main ways to enhance the reliability of critical components [
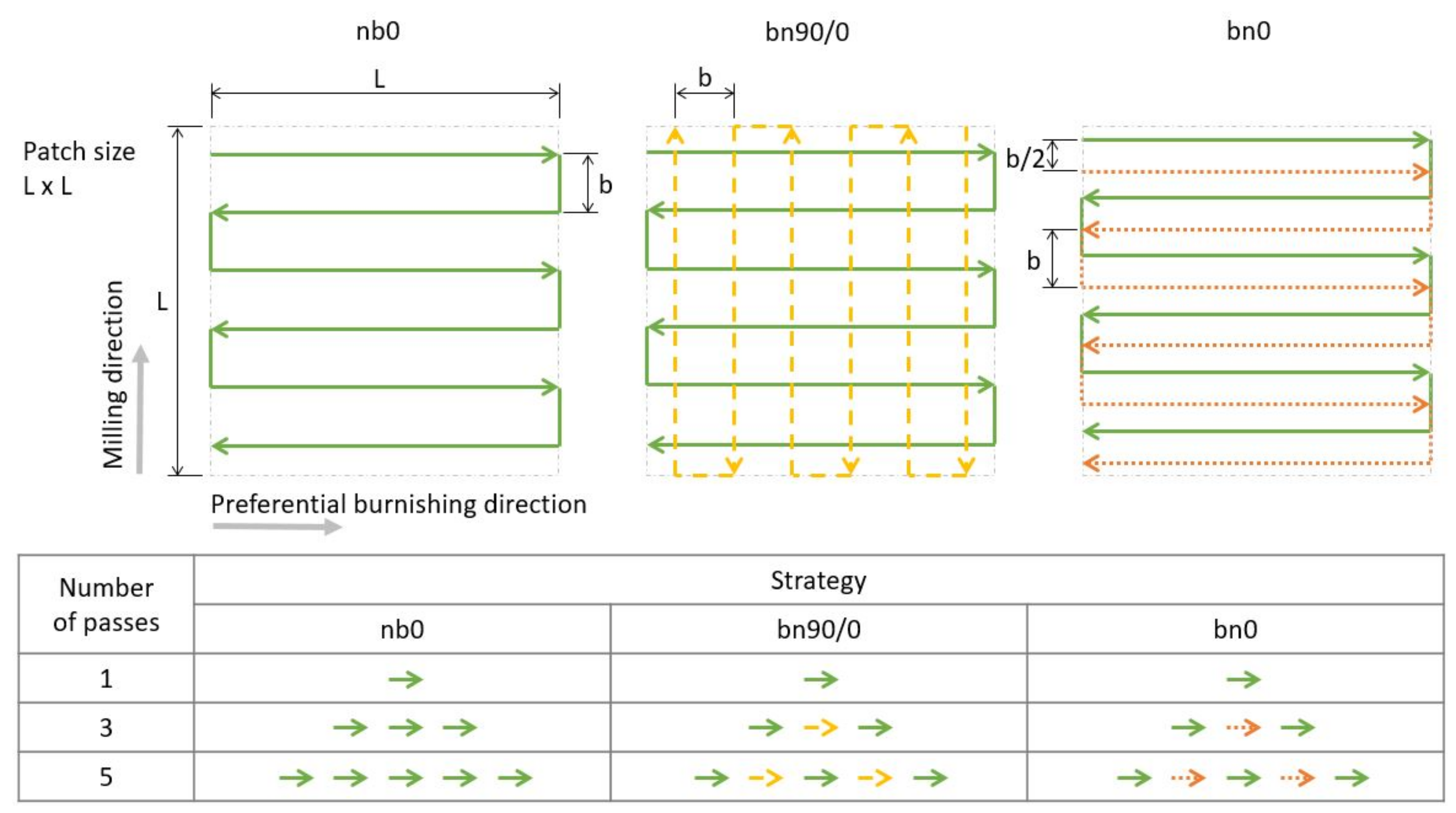
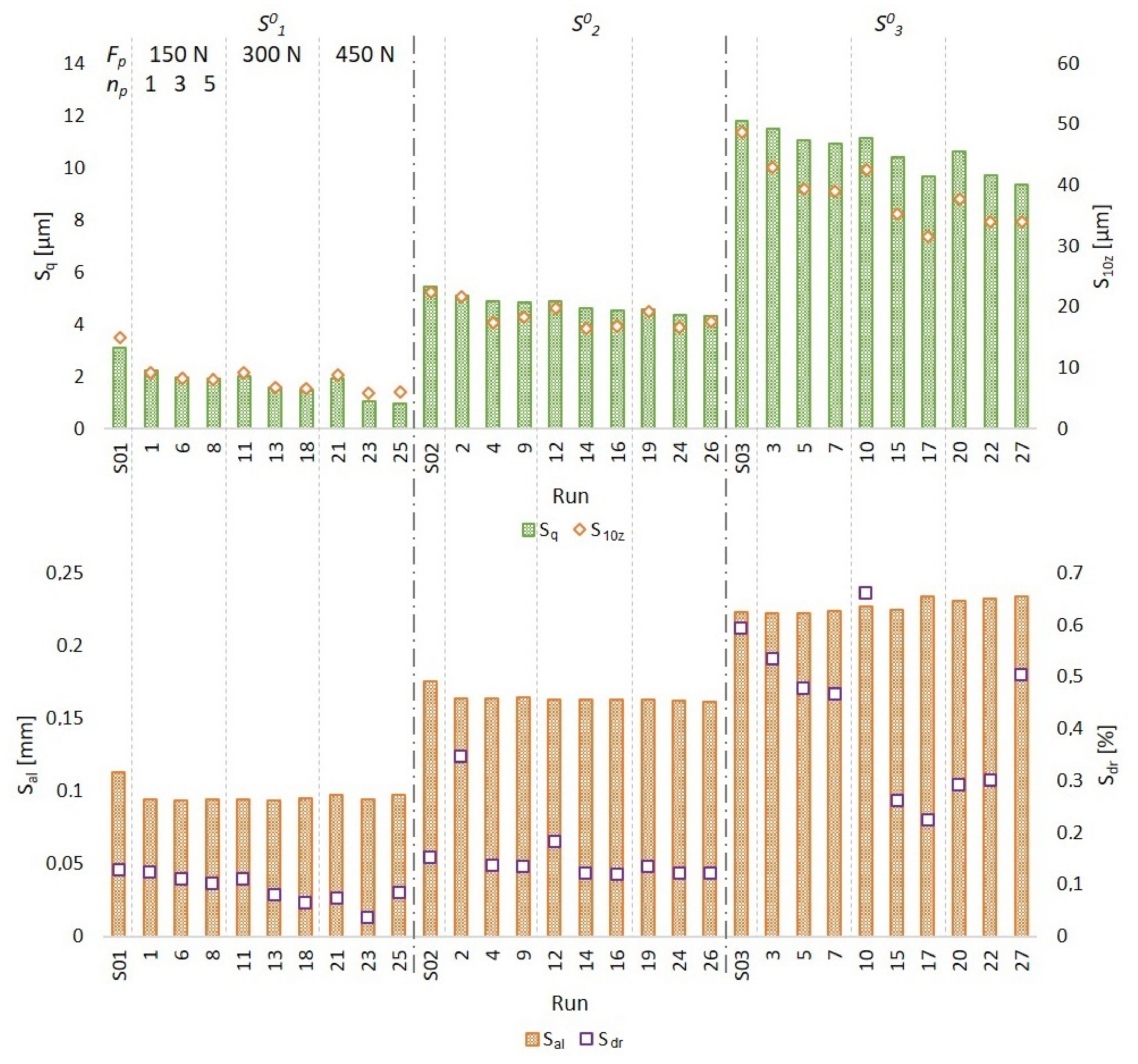
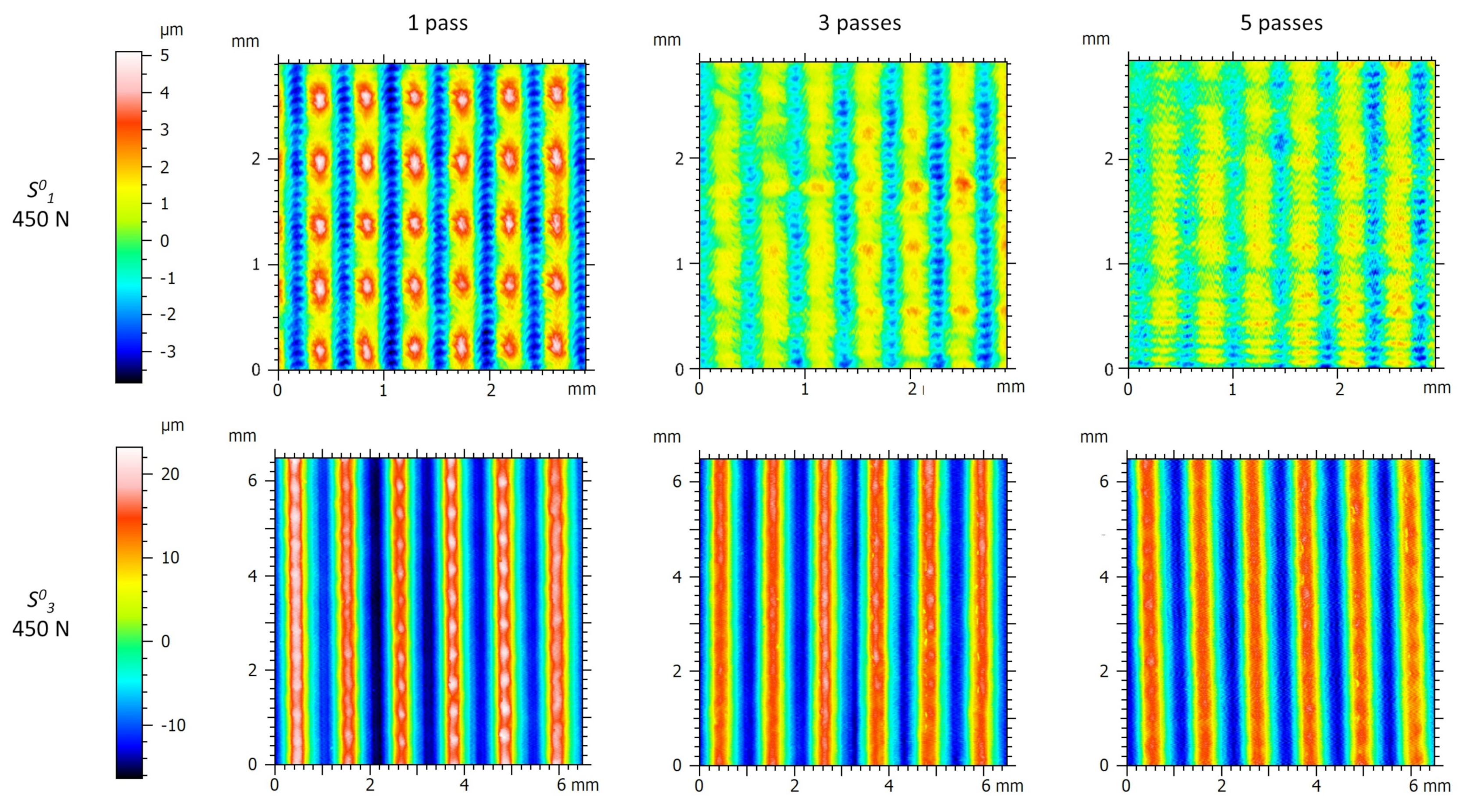
15]. To do this, the 3D texture descriptors have been measured. The influences of the following variables on the results were considered: burnishing force, number of passes, feed velocity, the initial surface texture and the strategy that determines the order and direction of the passes. We also intended to determine whether there is any significant interaction between the burnishing force, number of passes and feed.
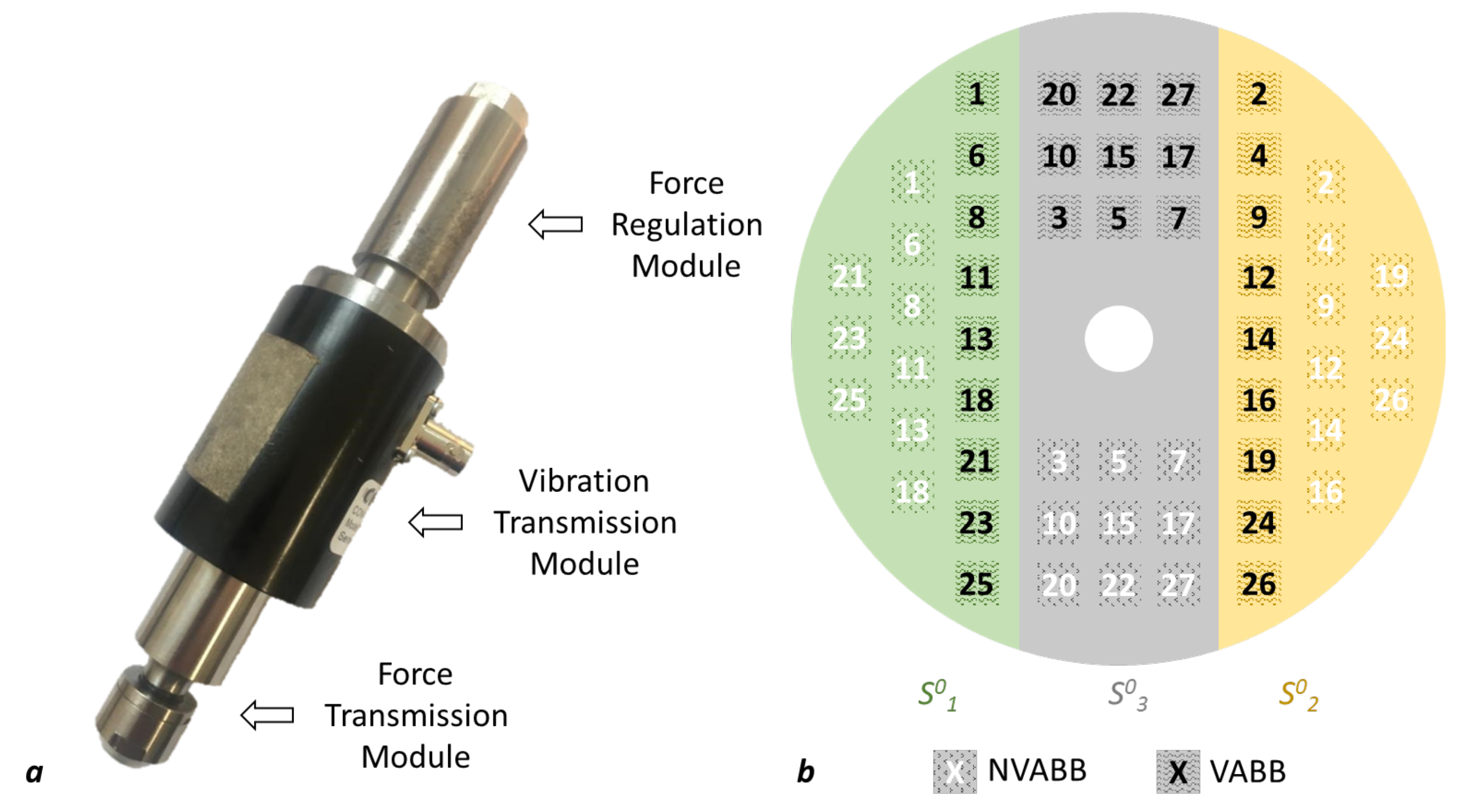
The process used in this work to modify surface integrity was an ultrasonic vibration-assisted ball burnishing (VABB) executed through a tool developed and characterized by Jerez-Mesa et al. (2018) [
16]. Vibration assistance as a means of enhancing the execution of conventional processes has already been successfully explored in numerous machining (e.g., drilling [
17]) and plastic deformation processes, as it delivers different positive effects on the surface integrity. In the case of the VABB process, it has proven to be stable enough to deliver robust results and be feasible for expansion to productive contexts [
18]. In terms of material modification, the effects of VABB were previously tested on AISI 1038 steel surfaces. Jerez-Mesa et al. (2018) [
19] explained that VABB prevents surface scratching and microdefects that could eventually act as stress concentrators, unlike the complementary non-assisted version, thereby highlighting the positive effect of the process itself to favor ball rolling. In this contribution, the effects of VABB are explained as a combination of three effects: surface texture reduction; redistribution to a Gaussian state; and in some cases, reorientation of surface features. The improvements delivered by vibration assistance are also related to a higher degree of residual work-hardening generated in comparison to the non-vibration assisted ball burnishing (NVABB) process [
20].
Regarding the nickel-based alloys such as the one on which this paper focuses, a literature review shows that the application of VABB on this type of material has seldom been reported. In this sense, Prevey et al. concluded in 2000 that the application of ball burnishing on 4-point bending fatigue specimens made of Inconel 720 resulted in a 30% increase of the cyclic load bearing [
21]. The same author concluded that BB showed superior results when compared to other typical finishing processes, such as shot peening or laser shock peening, presenting deeper (to almost 1 mm) and more stable residual stress in comparison to shot peening [
22]. The same material subjected to ball burnishing was studied by other authors. Lopez de la Calle et al. (2007) [
23] highlighted that, due to its ductile behavior, the maximum pressure eligible to ball-burnishing Inconel 718 surfaces should not be higher than 12 MPa. Residual hardening of the superficial material on cylindrical specimens was observed by Sequera et al. (2014) [
24], especially for burnishing pressures higher than 20 MPa. Klocke et al. (2009) [
25] found a direct correlation of burnishing pressure with maximum residual stress achieved in depth, 250 bar being the highest successful value. Nagarajan et al. (2017) [
26,
27] introduced in the discussion the treatment of IN100 and RR1000 nickel-based alloys by ball burnishing. Rain refinement was obtained and residual work hardening till the depths of around 400
m were observed.
Despite the advantage that ball burnishing can provide for the enhancement of nickel-based alloys, previous references that deal with this topic are scarce. This work aims to characterize the surface texture modification of Udimet®720 ball-end milled surfaces by varying numerous ball-burnishing process parameters. After an analytical and statistical study, we intended to determine the best burnishing conditions in order to enhance the surface properties. The results obtained are of great importance for Udimet®720 manufacturers in order to optimize the designs of the final pieces and the manufacturing processes, and to expand the knowledge related to surface modification of this group of alloys by means of plastic deformation-based processes.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









