New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools


 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Material Characterisation and Friction Testing in SBMF
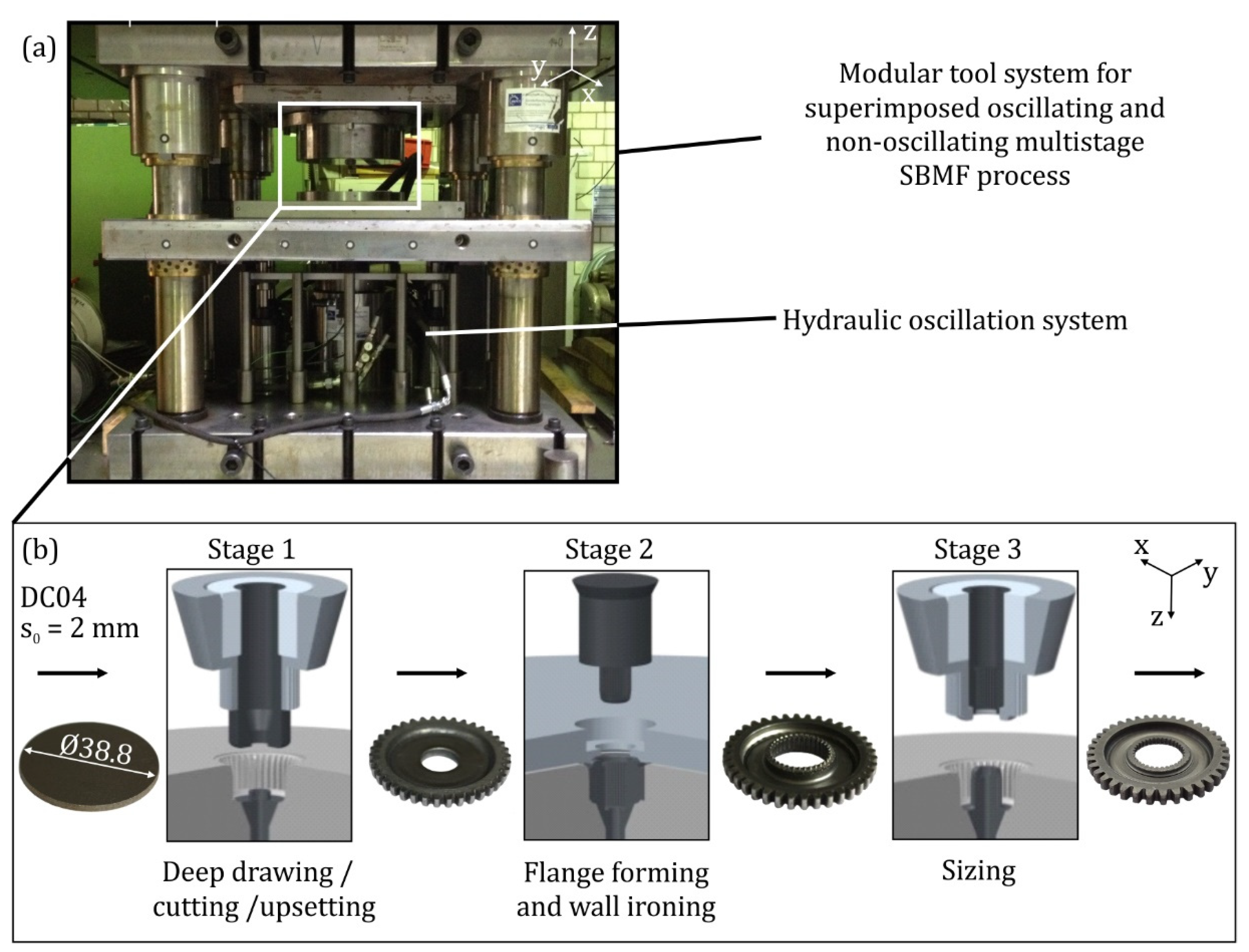
3. Multistage SBMF Process
4. Basic Investigations on Superimposed Oscillation in SBMF
4.1. Plane Strain Compression Test
4.2. Tensile Test
4.3. Ring Compression Test
5. Superimposed Oscillation in the Multistage SBMF Process
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Merklein, M.; Allwood, J.M.; Behrens, B.-A.; Brosius, A.; Hagenah, H.; Kuzman, K.; Mori, K.; Tekkaya, A.E.; Weckenmann, A. Bulk forming of sheet metal. CIRP Ann. 2012, 61, 725–745. [Google Scholar] [CrossRef]
- Garskii, F.K.; Efromov, V.I. Effect of ultrasound on the decomposition of solid solutions. Izv. Akad. Nauk Beloroussk SSR 1953, 3. [Google Scholar]
- Olsen, K.M.; Jack, R.F.; Fuchs, E.O. Wire drawing in ultrasonically agitated lubricants. Wire Wire Prod. 1965, 40, 1566–1568. [Google Scholar]
- Siegert, K.; Ziegler, M. Pulsating blank holder force in the deep-draw processes. CIRP Ann. 1997, 46, 205–208. [Google Scholar] [CrossRef]
- Blaha, F.; Langenecker, B. Ultrasonic investigation of the plasticity of metal crystal. Acta Metalurgica 1959, 7, 93–100. [Google Scholar] [CrossRef]
- Siegert, K.; Ulmer, J. Influencing the Friction in Metal Forming Process by Superimposing Ultrasonic Waves. CIRP Ann. 2001, 50, 195–200. [Google Scholar] [CrossRef]
- Tekkaya, E.A. State-of-the-art of simulation of sheet metal forming. J. Mater. Process. Technol. 2000, 103, 14–22. [Google Scholar] [CrossRef]
- Becker, N.; Pöhlandt, K.; Lange, K. Improvement of the Plane-Strain Compression Test for Determining Flow Curves. CIRP Ann. 1989, 38, 227–230. [Google Scholar] [CrossRef]
- Avitzur, B. Forging of hollow disks. Isr. J. Technol. 1964, 2, 295–304. [Google Scholar]
- Löffler, M.; Groebel, D.; Engel, U.; Andreas, K.; Merklein, M. Analysis of Effectiveness of Locally Adapted Tribological Conditions for Improving Product Quality in Sheet-Bulk Metal Forming. Appl. Mech. Mater. 2015, 794, 81–88. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Vucetic, M.; Hübner, S.; Rosenbusch, D.; Koch, S. Numerical and experimental investigations of multistage sheet-bulk metal forming process with compound press tools. Key Eng. Mater. 2015, 651–653, 1153–1158. [Google Scholar] [CrossRef]
- Behrens, B.A.; Hübner, S.; Vucetic, M. Material Characterization for Sheet-Bulk Metal Forming. Key Eng. Mater. 2012, 504–506, 1029–1034. [Google Scholar]
- Matthias, S.; Loderer, A.; Koch, S.; Gröne, M.; Kästner, M.; Hübner, S.; Krimm, R.; Reithmeier, E.; Hausotte, T.; Behrens, B.A. Metrological solutions for an adapted inspection of parts and tools of a sheet-bulk metal forming process. Prod. Eng. 2016, 10, 51–61. [Google Scholar] [CrossRef]
- Behrens, B.A.; Hübner, S.; Krimm, R.; Wager, C.; Vucetic, M.; Cahyono, T. Development of a hydraulic actuator to superimpose oscillation in metal-forming presses. Key Eng. Mater. 2011, 473, 217–222. [Google Scholar] [CrossRef]
- Rietman, B. Numerical Analysis of Inhomogeneous Deformation in Plane Strain Compression. Ph.D. Thesis, Universiteit Twente, Enschede, The Netherlands, 26 January 1970. [Google Scholar]
- Koch, S.; Vucetic, M.; Hübner, S.; Bouguecha, A.; Behrens, B.A. Superimposed oscillating and non-oscillating ring compression tests for sheet-bulk metal forming technology. Appl. Mech. Mater. 2015, 794, 89–96. [Google Scholar] [CrossRef]












© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Behrens, B.-A.; Hübner, S.; Müller, P.; Besserer, H.-B.; Gerstein, G.; Koch, S.; Rosenbusch, D. New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools. Metals 2020, 10, 617. https://doi.org/10.3390/met10050617
Behrens B-A, Hübner S, Müller P, Besserer H-B, Gerstein G, Koch S, Rosenbusch D. New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools. Metals. 2020; 10(5):617. https://doi.org/10.3390/met10050617
Chicago/Turabian StyleBehrens, Bernd-Arno, Sven Hübner, Philipp Müller, Hans-Bernward Besserer, Gregory Gerstein, Sergej Koch, and Daniel Rosenbusch. 2020. "New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools" Metals 10, no. 5: 617. https://doi.org/10.3390/met10050617
APA StyleBehrens, B.-A., Hübner, S., Müller, P., Besserer, H.-B., Gerstein, G., Koch, S., & Rosenbusch, D. (2020). New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools. Metals, 10(5), 617. https://doi.org/10.3390/met10050617