Applicability of Hybrid Built-Up Wide Flange Steel Beams



Abstract
:1. Introduction
2. Details on Structural Steel and Welding
2.1. Background of Industrial Standards
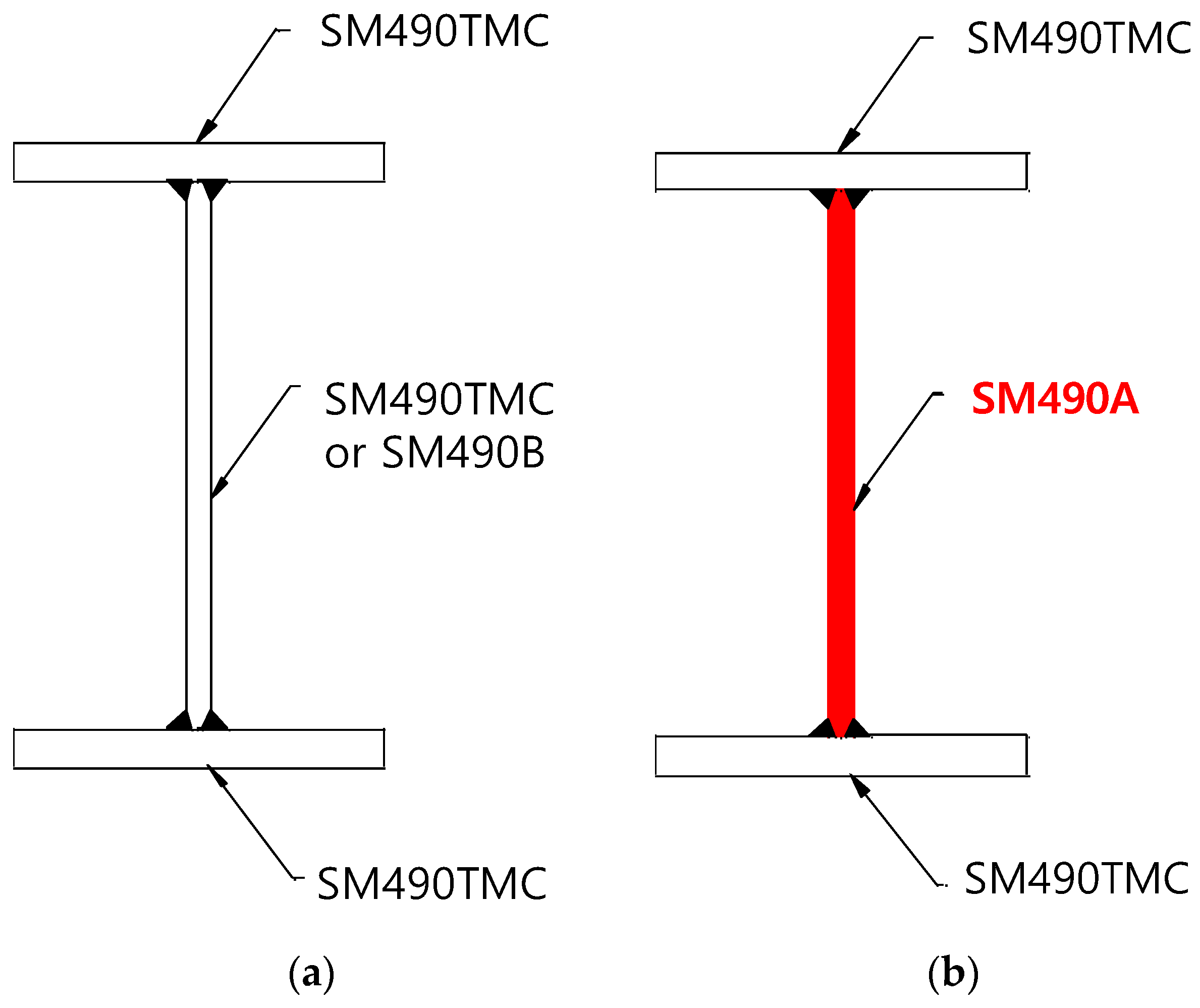
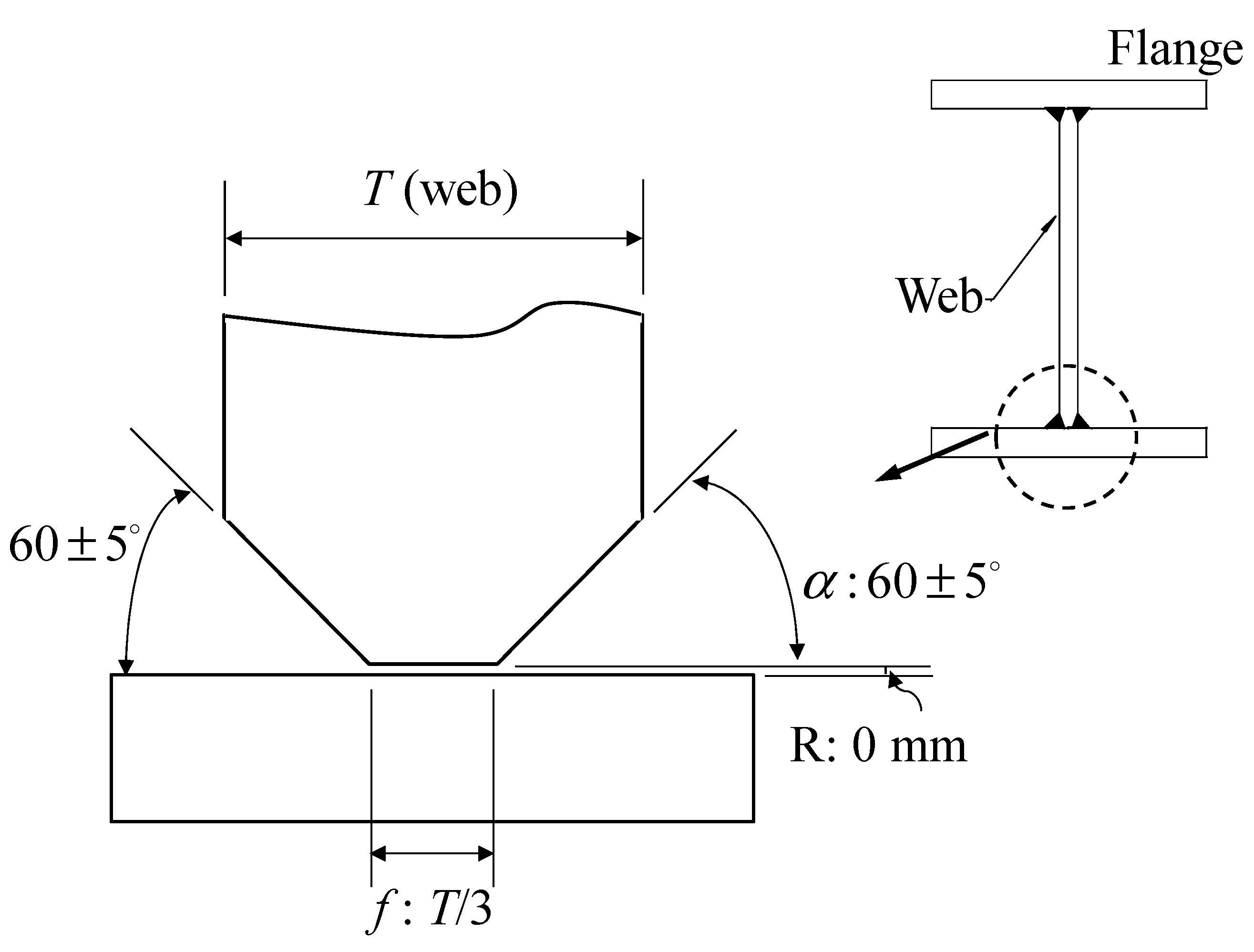
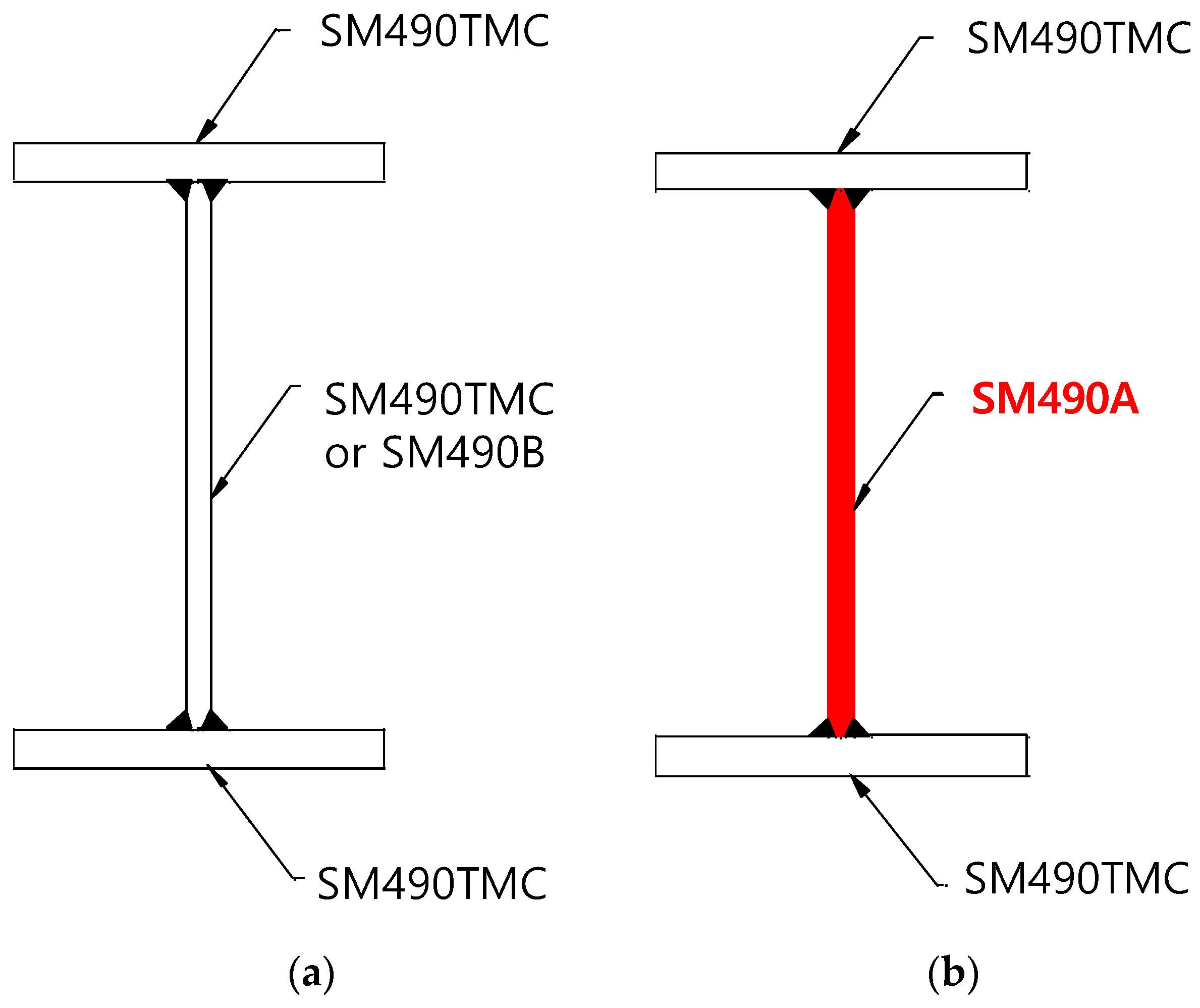
2.2. Simplified Welding Details
3. Material Tests
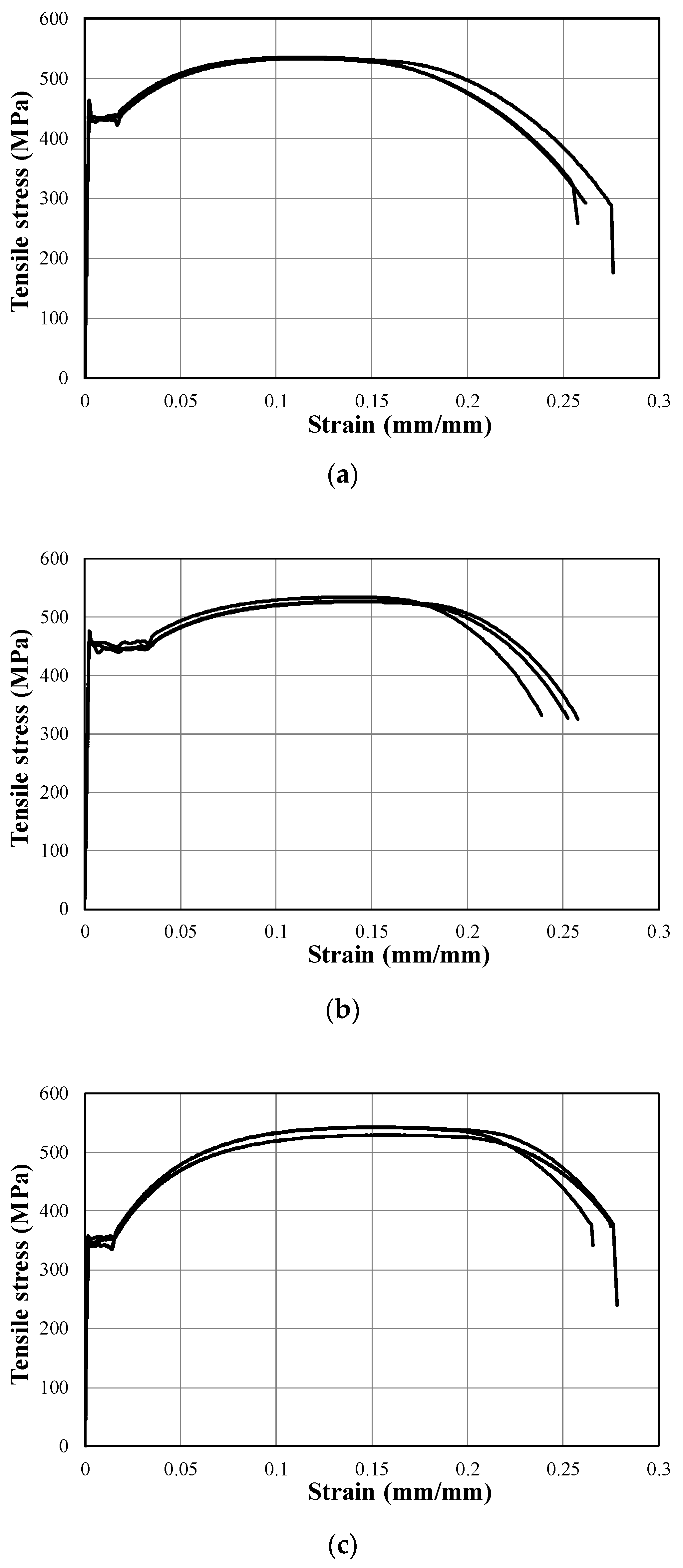
3.1. Uniaxial Tensile Test
3.2. Direct Tensile Test at Welding Joint
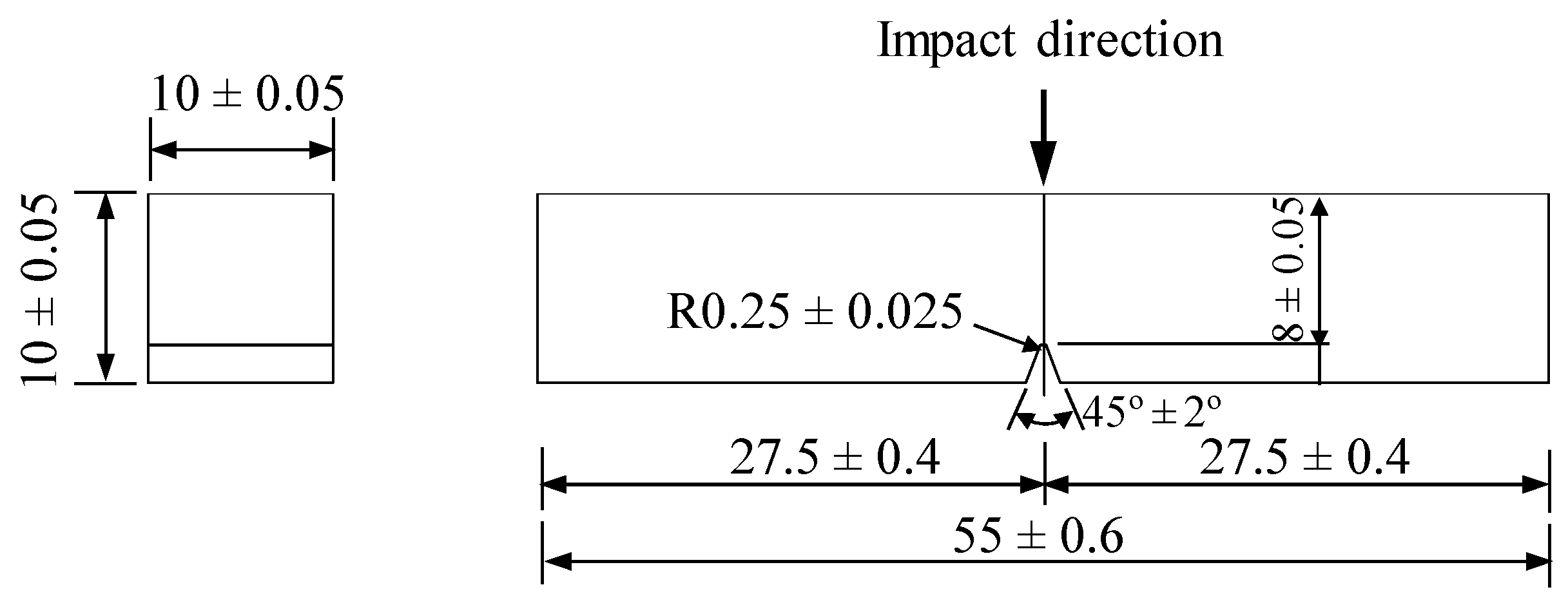
3.3. Charpy Impact Test
4. Structural Performance of Built-Up Wide-Flange Steel Beam
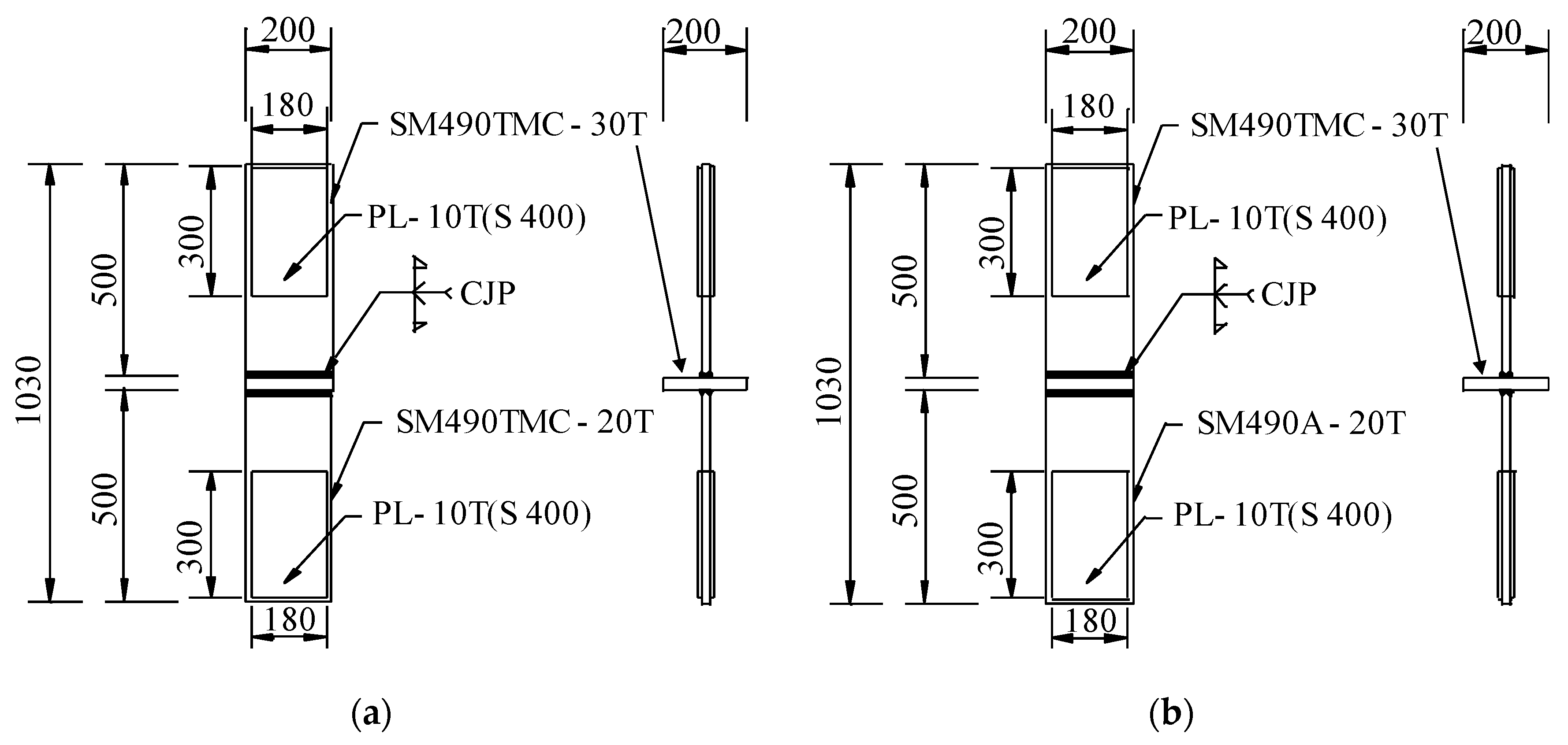
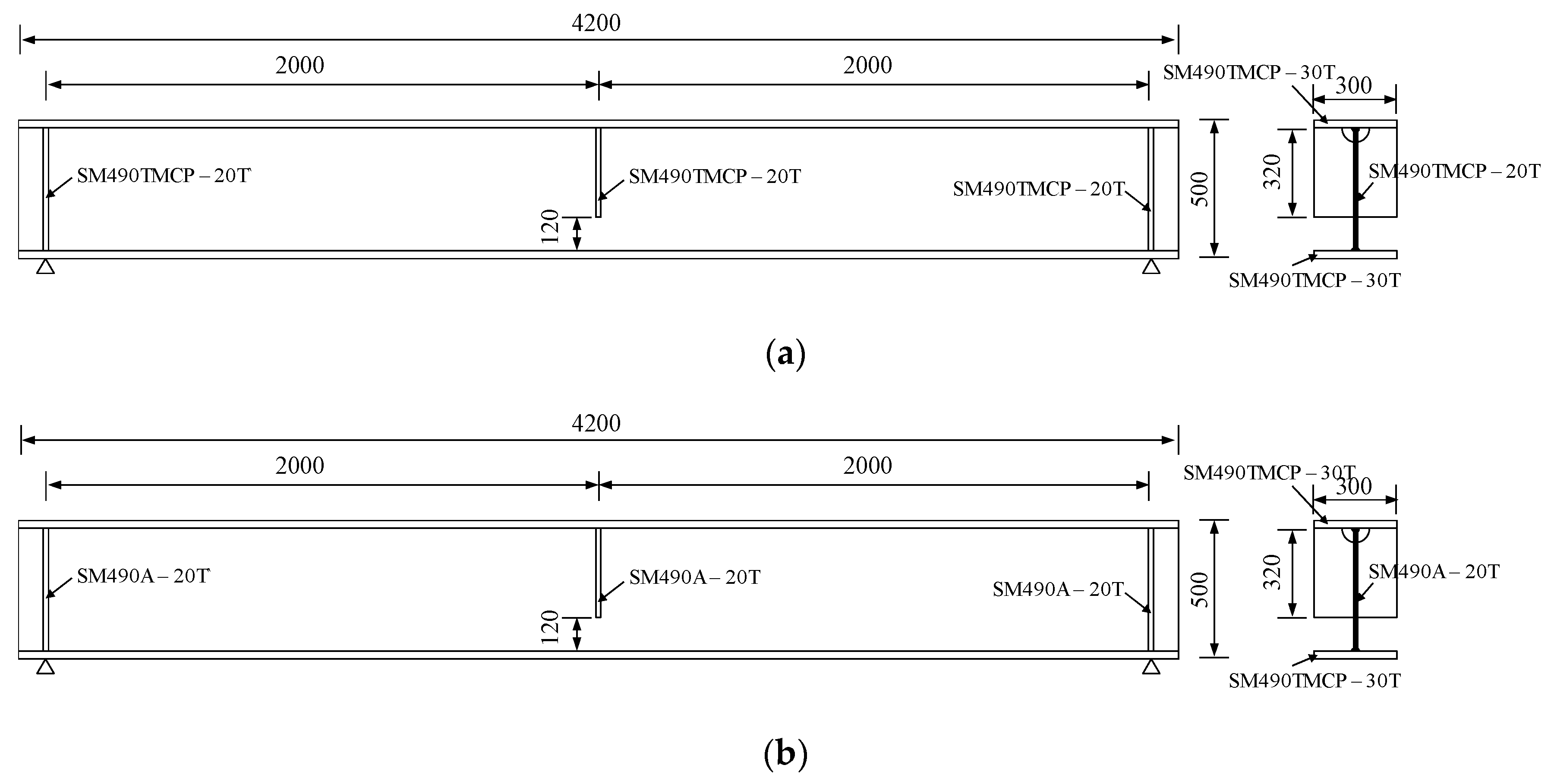
4.1. Specimen Details
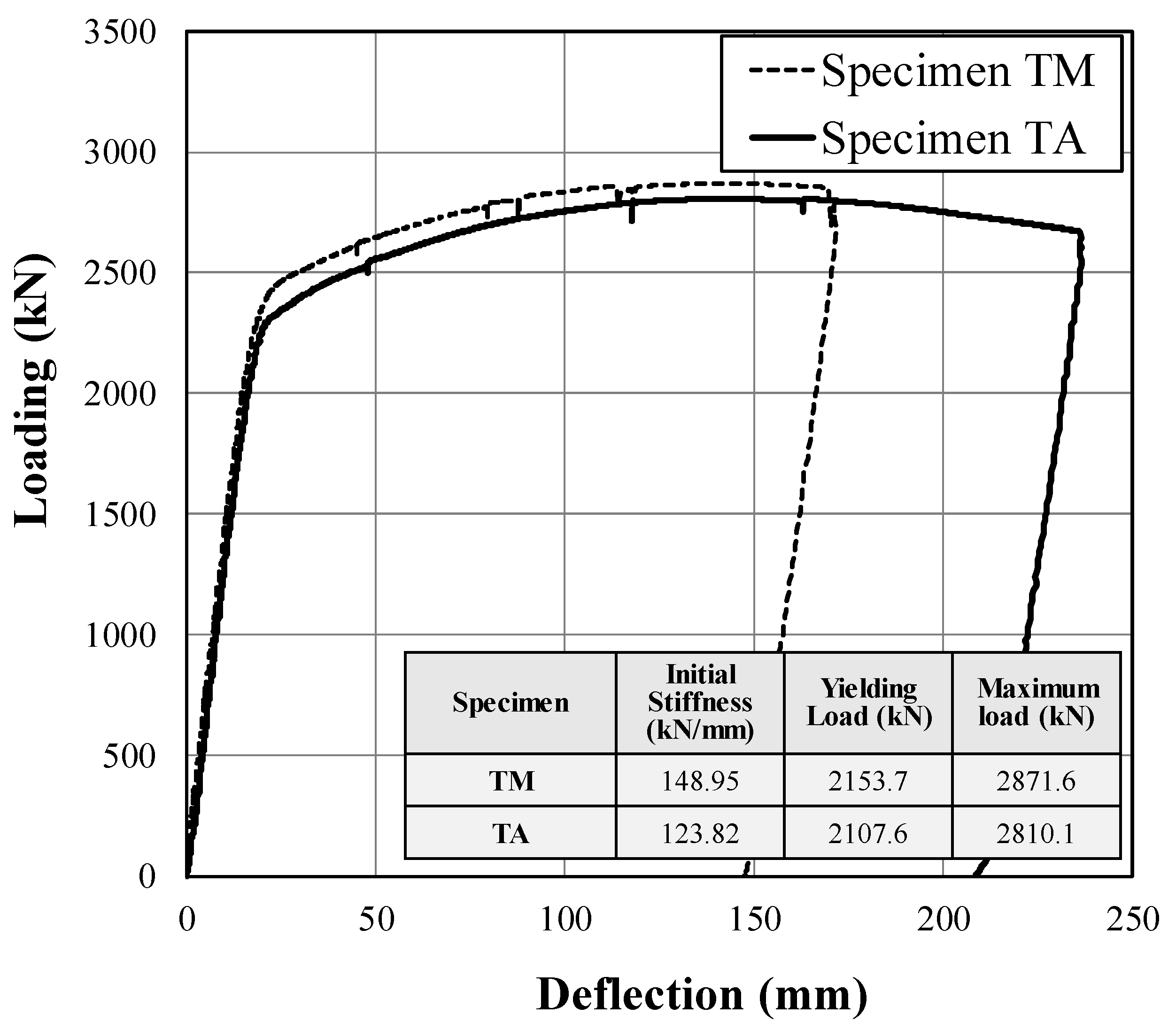
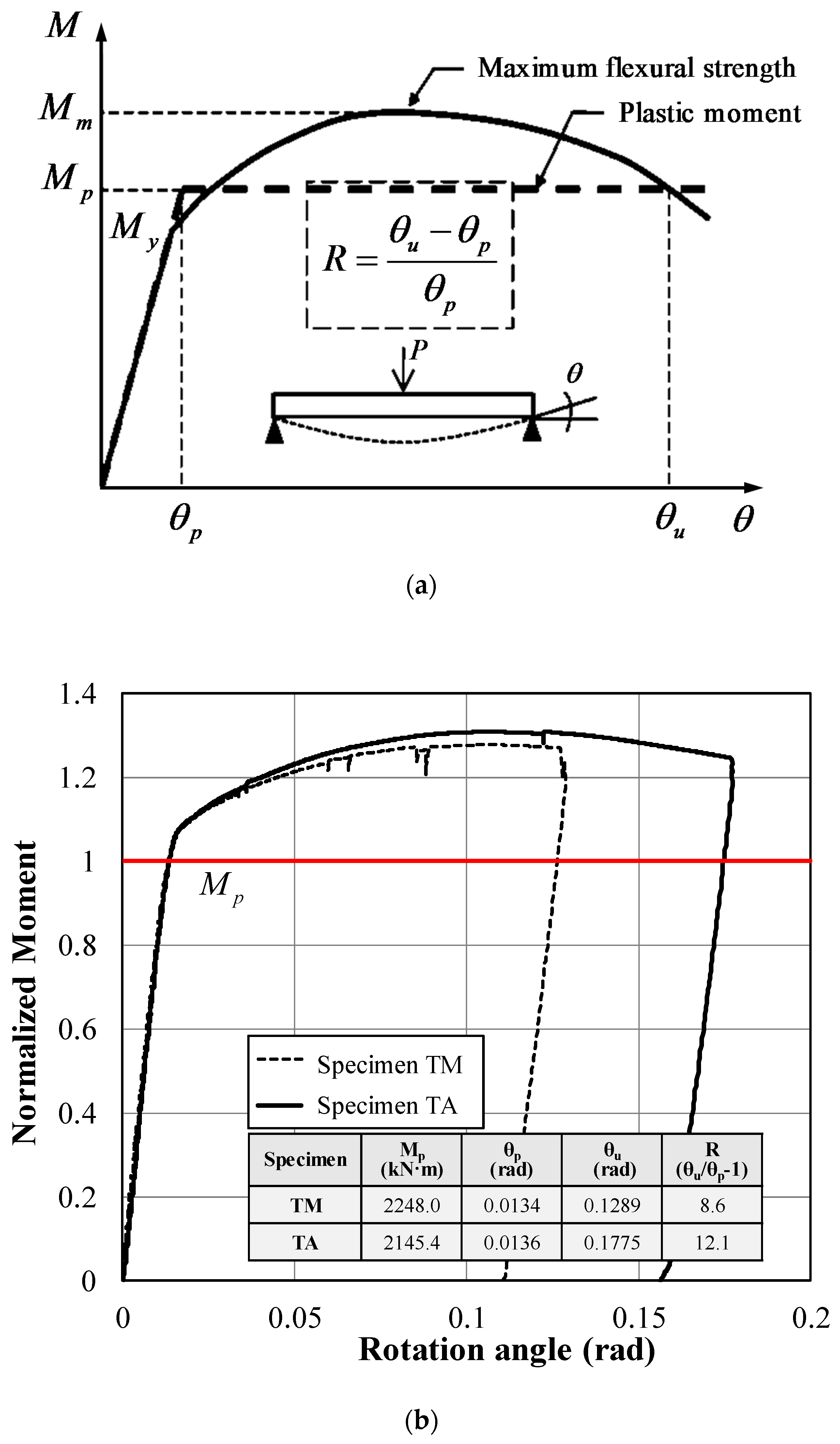
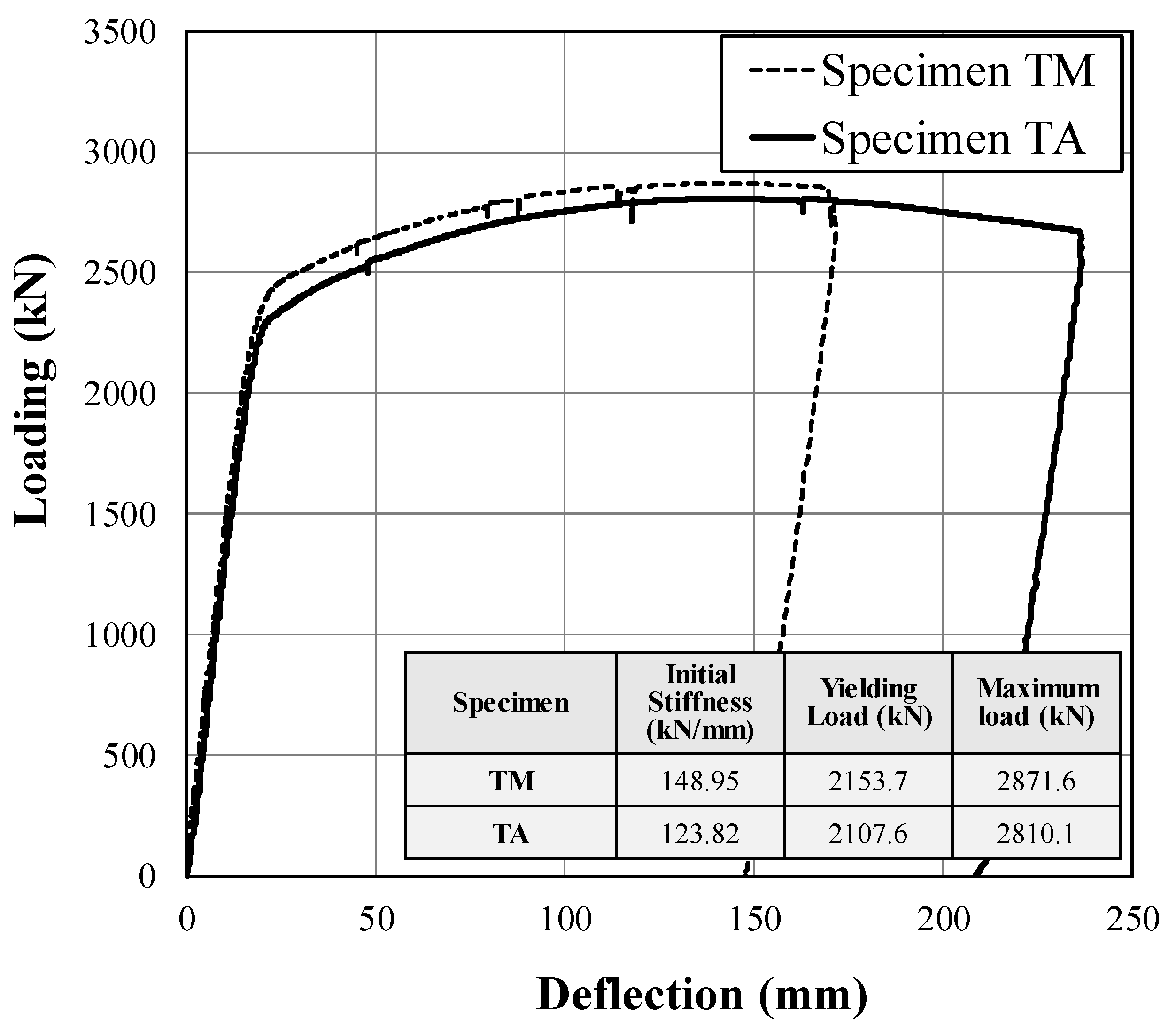
4.2. Test Results
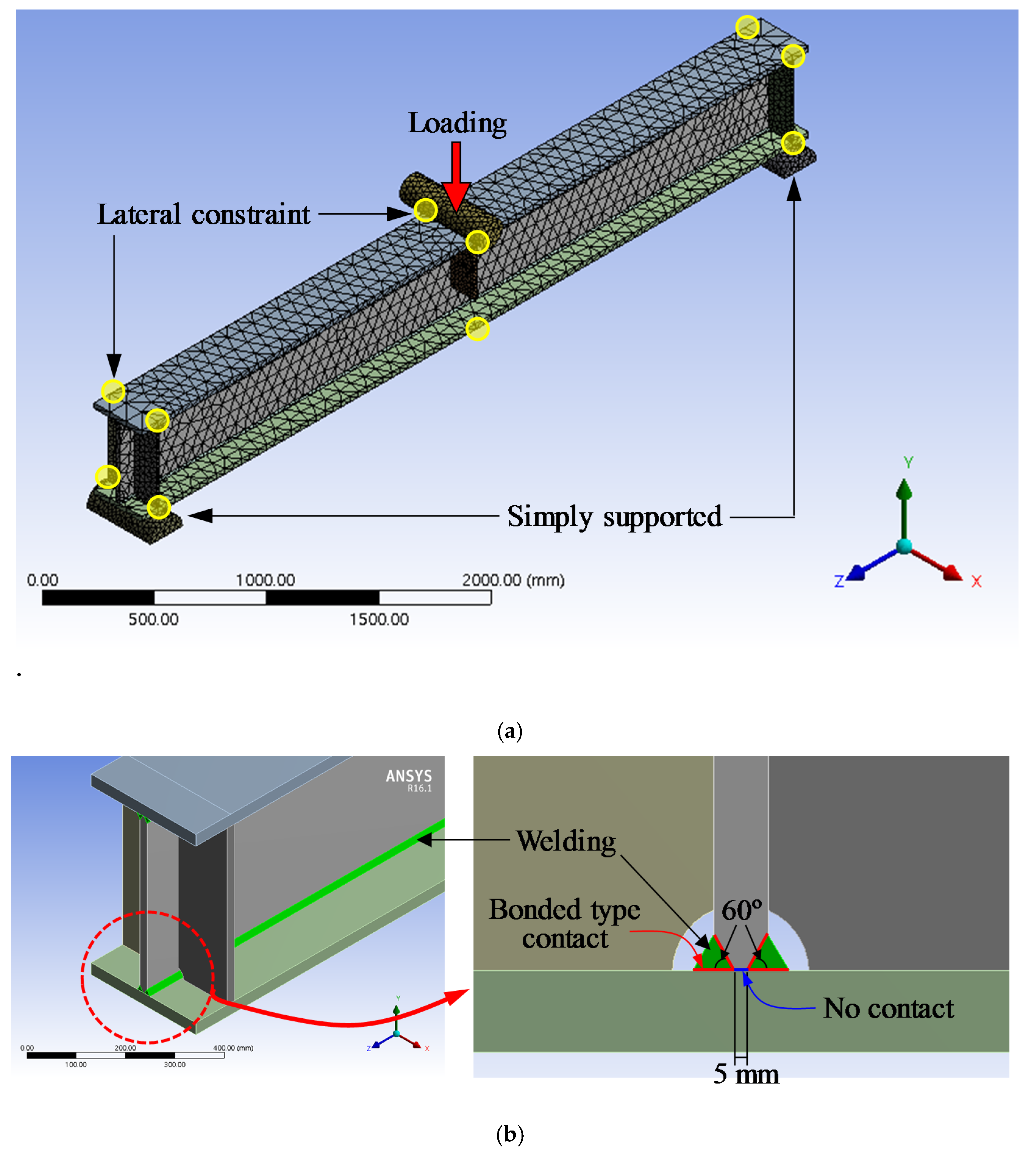
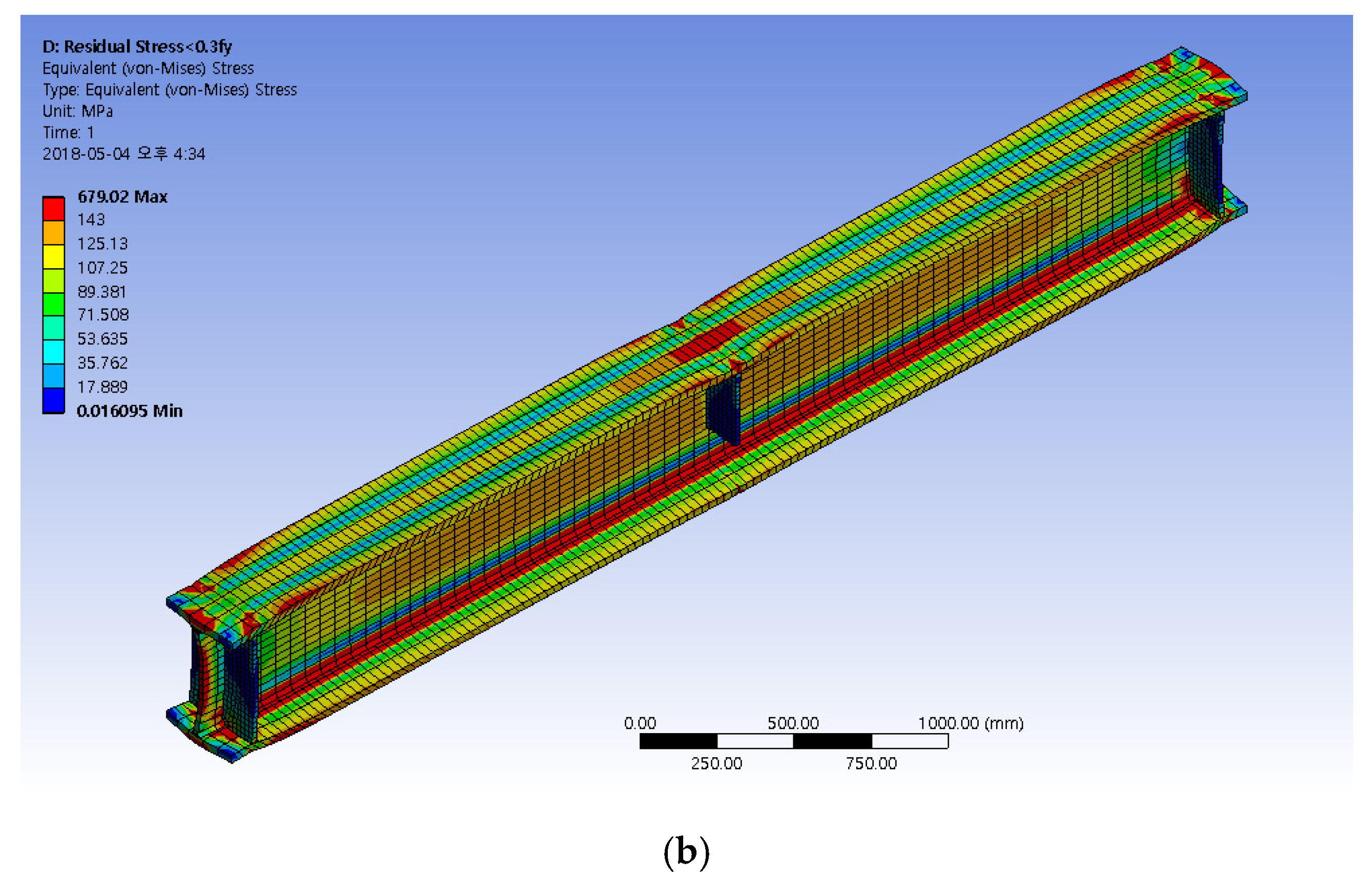
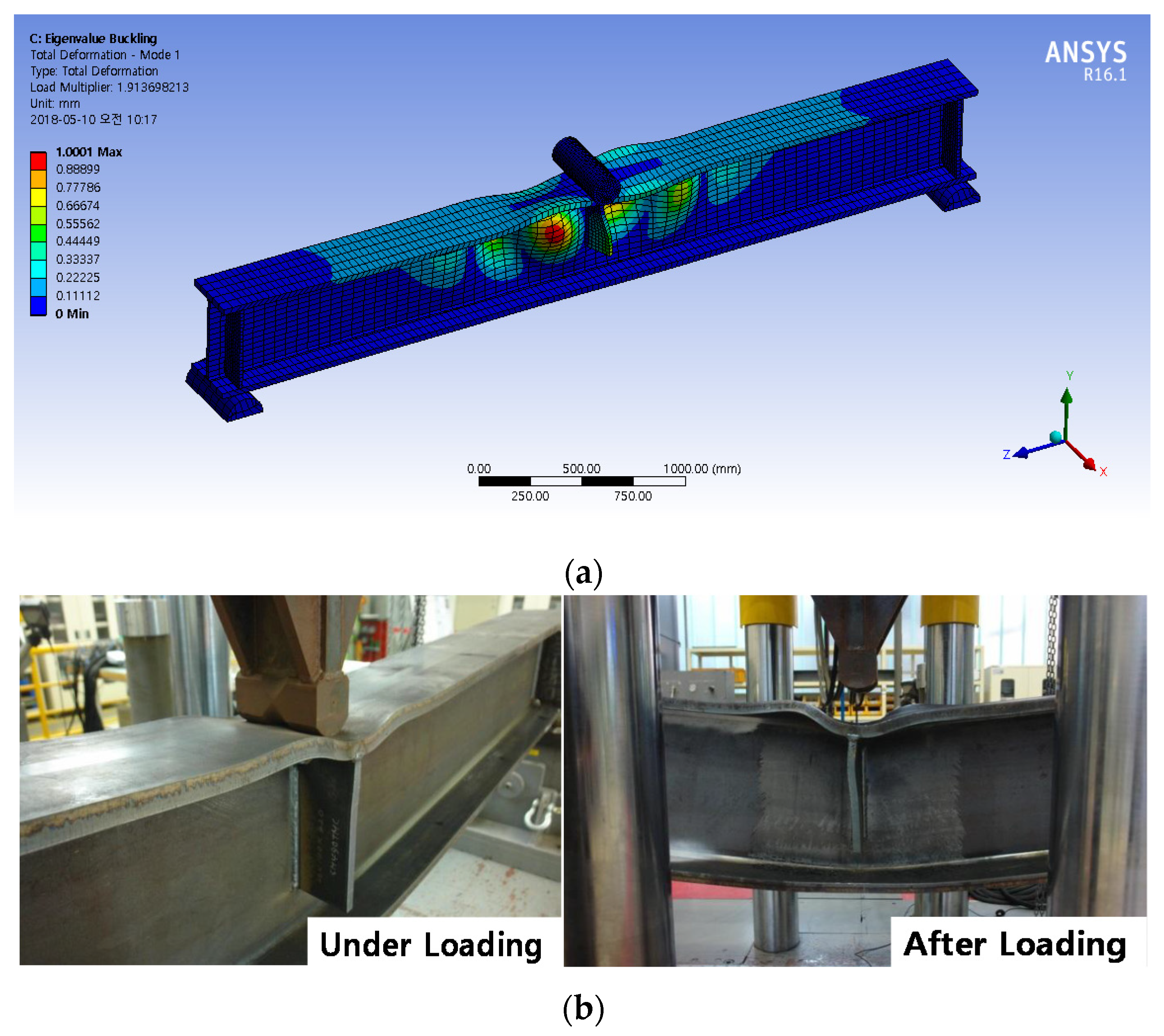
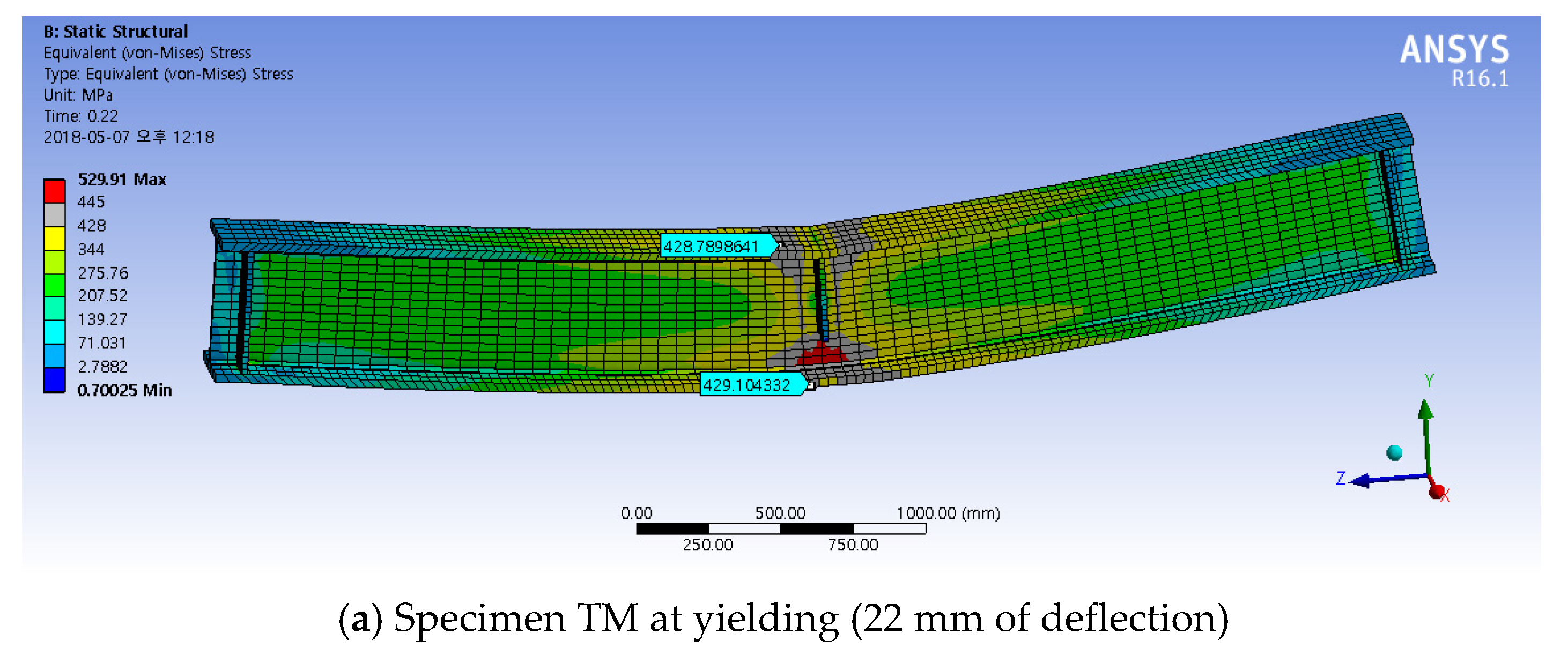
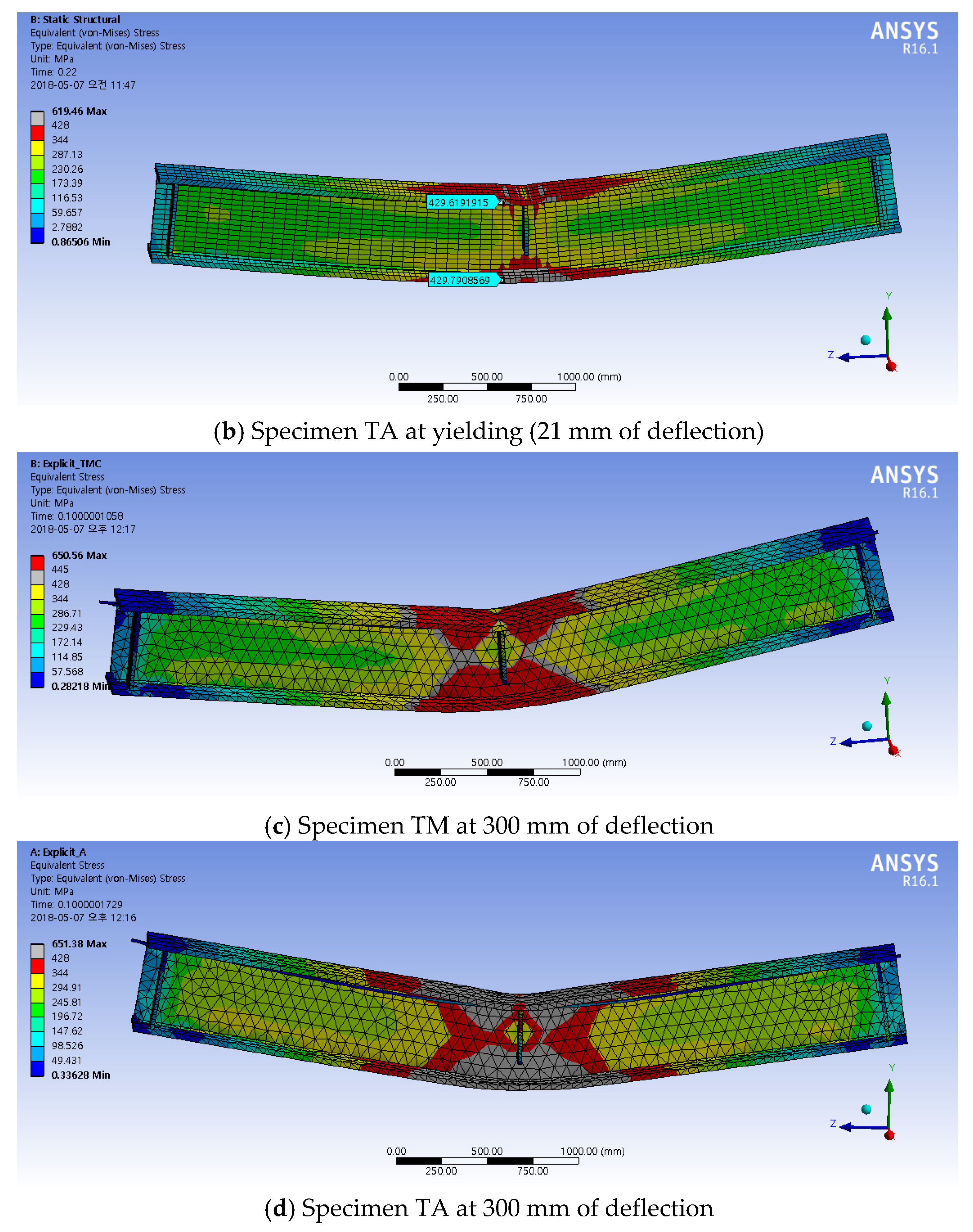
5. Finite Element Analysis
6. Conclusions
- The direct tensile tests for the split T specimens showed that the deformation at the welding connection was marginal, and no clear difference between the tensile performances of the welded connection and the control coupon specimen with no welding was observed.
- The Charpy impact test showed that the toughness of SM290A is comparable with that of the high-performance TMCP steel, and it indicates that the SM490A steel can be used as the web plate of the built-up steel beams with the hybrid wide flange section.
- It was confirmed from the flexural tests that the built-up steel beams can provide sufficient rotational capacities larger than R = 7, which is the required capacity for the seismic design, regardless of the web plate grades.
- Both of the built-up specimens with conventional and hybrid wide flange sections showed no clear difference in the overall flexural behavior, thus it can be concluded that the built-up member with SM490TMCT instead of SM490A for web plate is applicable in practice.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Kim, K.S.; Lee, D.H.; Choi, S.M.; Choi, Y.H.; Jung, S.H. Flexural Behavior of Prestressed Composite Beams with Corrugated Web: Part 1. Development and Analysis. Compos. Part B 2011, 42, 1603–1616. [Google Scholar] [CrossRef]
- Brickstad, B.; Josefson, B.L. A Parametric Study of Residual Stresses in Multi-Pass Butt-Welded Stainless Steel Pipes. Int. J. Press. Vessel. Pip. 1998, 75, 11–25. [Google Scholar] [CrossRef]
- Jun, S.C.; Lee, C.H.; Han, K.H.; Kim, J.W. Flexural Behavior of High-Strength Steel Hybrid Composite Beams. J. Constr. Steel Res. 2018, 149, 269–281. [Google Scholar] [CrossRef]
- Ke, K.; Yam, M.C.H. A Performance-Based Damage-Control Design Procedure of Hybrid Steel MRFs with EDBs. J. Constr. Steel Res. 2018, 143, 46–61. [Google Scholar] [CrossRef]
- Smith, D.J.; Bouchard, P.J.; George, D. Measurement and Prediction of Residual Stresses in Thick-Section Steel Welds. J. Strain Anal. 2000, 35, 287–305. [Google Scholar] [CrossRef]
- Sawab, J.; Luu, C.H.; Nie, X.; Lim, I.; Mo, Y.L.; Li, M. Structural Integrity of Steel Plate Ultra High-Performance Concrete Modulus. J. Struct. Integr. Maint. 2016, 1, 95–106. [Google Scholar]
- American Institute of Steel Construction, Load and Resistance Factor Design. Specification for Structural Steel Buildings; AISC: Chicago, IL, USA, 2005. [Google Scholar]
- Research Institute of Industrial Science and Technology. Structural Steel for Building Construction; RIST: Incheon, Korea, 2009. [Google Scholar]
- Cotterell, B. Fracture Toughness and the Charpy V-notch Impact Test. Br. Weld. J. 1962, 9, 83. [Google Scholar]
- Kobayashi, T. Analysis of Impact Properties of A533 Steel for Nuclear Reactor Pressure Vessel by Instrumented Charpy Test. Eng. Fract. Mech. 1984, 19, 49–65. [Google Scholar] [CrossRef]
- Korean Standards Information Center. KS D 3861: Rolled Steels for Building Structure; Korean Standars Information Center: Seoul, Korea, 2016. [Google Scholar]
- Li, Y.; Song, R.; Van de Lindt, J.W. Collapse Fragility of Steel Structures Subjected to Earthquake Mainshock-Aftershock Sequences. J. Struct. Eng. 2014, 140, 04014095. [Google Scholar] [CrossRef]
- An, G.B.; Woo, W. Brittle crack-arrest fracture toughness in a high heat-input thick steel weld. Int. J. Fract. 2014, 185, 179–185. [Google Scholar] [CrossRef]
- Lee, C.H.; Han, K.H.; Uang, C.M.; Kim, D.K.; Park, C.H.; Kim, J.H. Flexural strength and rotation capacity of I-shaped beams fabricated from 800 MPa steel. J. Struct. Eng. 2012, 139, 1043–1058. [Google Scholar] [CrossRef]
- Prter, D.; Laukkanen, A.; Nevasmaa, P.; Rahka, K.; Wallin, K. Performance of TMCP steel with respect to mechanical properties after cold forming and post-forming heat treatment. Int. J. Press. Vessel. Pip. 2004, 81, 867–877. [Google Scholar] [CrossRef]
- Chang, K.H.; Jang, G.C.; Park, C.M.; Gil, H.B. Strain-rate dependence of mechanical behavior and hysteretic characteristics of TMCP steel (SM570-TMC) and its modeling. Comput. Mater. Sci. 2009, 43, 669–673. [Google Scholar] [CrossRef]
- American Welding Society (AWS). AWS D1.1/D1.1M-2010: Structural Welding Code-Steel; AWS: Miami, FL, USA, 2010. [Google Scholar]
- ASTM E 8. Standard Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Korean Standards Information Center. KS B 0801: Test Pieces for Tensile Test for Metallic Materials; Korean Standars Information Center: Seoul, Korea, 2017. [Google Scholar]
- Shin, Y.T.; Kang, S.W.; Lee, H.W. Fracture characteristics of TMCP and QT steel weldments with respect to crack length. Mater. Sci. Eng. A 2006, 434, 365–371. [Google Scholar] [CrossRef]
- Korean Standards Information Center. KS B 0809: Impact Test Pieces for Metallic Materials; Korean Standars Information Center: Seoul, Korea, 2016. [Google Scholar]
- ASTM E 23. Standard Methods for Notched Bar Impact Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Korean Standards Information Center. KS B 0810: Method of Impact Test for Metallic Materials; Korean Standars Information Center: Seoul, Korea, 2013. [Google Scholar]
- AISC. Seismic Provisions for Structural Steel Buildings; American Institute of Steel Construction Ins.: Chicago, IL, USA, 2016. [Google Scholar]
- Architectural Institute of Korea (AIK). Korean Building Code and Commentary; Kimoondang: Seoul, Korea, 2016. [Google Scholar]
- D’Aniello, M.; Landolfo, R.; Piluso, V.; Rizzano, G. Ultimate Behaviour of Steel Beams under Non-Uniform Bending. J. Constr. Steel Res. 2012, 78, 144–158. [Google Scholar] [CrossRef]
- Güneyisi, E.M.; D’Aniello, M.; Landolfo, R.; Mermerdaş, K. A novel formulation of the flexural overstrength factor for steel beams. J. Constr. Steel Res. 2013, 90, 60–71. [Google Scholar] [CrossRef]
- Güneyisi, E.M.; D’Aniello, M.; Landolfo, R.; Mermerdaş, K. Prediction of the flexural overstrength factor for steel beams using artificial neural network. Steel Compos. Struct. 2014, 17, 215–236. [Google Scholar] [CrossRef]
- AISC-LRFD. Load and Resistance Factor Design Specification for Structural Steel Buildings; AISC: Chicago, IL, USA, 1999. [Google Scholar]
- ASCE. Minimum Design Loads and Associated Criteria for Buildings and Other Structures; (ASCE/SEI 7-16); American Society of Civil Engineers: Reston, VA, USA, 2016. [Google Scholar]
- ANSYS. Release 16 Documentation for Ansys; SAS IP, Inc.: Canonsburg, PA, USA, 2015. [Google Scholar]
- James, M.; Sause, R.; Green, P.S. High-strength steel: Implications of material and geometric characteristics on inelastic flexural behavior. Eng. Struct. 1998, 20, 323–335. [Google Scholar]
- Chang, K.H.; Lee, C.H.; Park, K.T.; Um, T.H. Experimental and Numerical Investigations on Residual Stresses in a Multi-Pass Butt-Welded High Strength SM570-TMCP Steel Plate. Int. J. Steel Struct. 2011, 11, 315. [Google Scholar] [CrossRef]
- Broderick, B.M.; Hunt, A.; Goggins, J.; Salawdeh, S. Recommendations for Numberical Modelling of Concentrically Braced Steel Frames with Gusset Plate Connections Subjected to Earthquake Ground Motion. J. Struct. Integr. Maint. 2017, 2, 168–180. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Yield Stress (MPa) | Tensile Stress (MPa) | Elongation (%) | Charpy Absorption Energy (J/mm2) | Note (%) | ||
|---|---|---|---|---|---|---|---|
| Lower Limit | Lower Limit | Upper Limit | Lower Limit | Lower Limit | * Upper Limit | ||
| SM490 (carbon Content) | A (0.20) | 295 | 490 | 610 | 23 | - | C: 0.22 |
| B (0.18) | 27 | C: 0.20 | |||||
| C (0.18) | 47 | - | |||||
| Y | 325 | 21 | - | - | |||
| SM490 TMC | 325 | 490 | 610 | 23 | 27 | CeqL: 0.38 CeqU: 0.40 PU: 0.26 PL: 0.27 | |
| Type | Yield Strength (MPa) | Tensile Strength, (MPa) | Yield Ratio (%) | Elongation (%) | |
|---|---|---|---|---|---|
| SM490TMC 30T (30 mm thk.) | 1 | 422 | 534 | 79.0 | 31.5 |
| 2 | 428 | 533 | 80.0 | 32.4 | |
| 3 | 433 | 536 | 80.9 | 32.0 | |
| average | 428 | 534 | 80..0 | 31.9 | |
| SM490TMC 20T (20 mm thk.) | 1 | 446 | 528 | 84.5 | 29.5 |
| 2 | 440 | 526 | 83.6 | 29.5 | |
| 3 | 449 | 534 | 84.1 | 29.5 | |
| average | 445 | 529 | 84.1 | 29.5 | |
| SM490A 20T (20 mm thk.) | 1 | 345 | 543 | 63.6 | 31.8 |
| 2 | 335 | 530 | 63.3 | 32.2 | |
| 3 | 352 | 542 | 64.9 | 32.0 | |
| average | 344 | 538 | 64.0 | 32.0 | |
| Type | Test Result (J) | |
|---|---|---|
| SM490A 20T (20 mm thk.) | 1 | 64 |
| 2 | 60 | |
| 3 | 56 | |
| 4 | 58 | |
| 5 | 57 | |
| average | 59.0 | |
| SM490TMC 30T (30 mm thk.) | 1 | 250 |
| 2 | 263 | |
| 3 | 255 | |
| 4 | 271 | |
| 5 | 275 | |
| average | 262.8 | |
| SM490TMC 20T (20 mm thk.) | 1 | 222 |
| 2 | 234 | |
| 3 | 232 | |
| 4 | 225 | |
| 5 | 225 | |
| average | 227.6 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ju, H.; Lee, S.-J.; Choi, S.-M.; Kim, J.R.; Lee, D. Applicability of Hybrid Built-Up Wide Flange Steel Beams. Metals 2020, 10, 567. https://doi.org/10.3390/met10050567
Ju H, Lee S-J, Choi S-M, Kim JR, Lee D. Applicability of Hybrid Built-Up Wide Flange Steel Beams. Metals. 2020; 10(5):567. https://doi.org/10.3390/met10050567
Chicago/Turabian StyleJu, Hyunjin, Se-Jung Lee, Sung-Mo Choi, Jong R. Kim, and Deuckhang Lee. 2020. "Applicability of Hybrid Built-Up Wide Flange Steel Beams" Metals 10, no. 5: 567. https://doi.org/10.3390/met10050567
APA StyleJu, H., Lee, S.-J., Choi, S.-M., Kim, J. R., & Lee, D. (2020). Applicability of Hybrid Built-Up Wide Flange Steel Beams. Metals, 10(5), 567. https://doi.org/10.3390/met10050567