Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part I, Process Characterization

 ,
, 
Abstract
1. Introduction
2. Background
2.1. The Industrial LPDC Process
2.2. Previous Numerical Modeling Work
3. In-Plant Process Measurements
- (1)
- In-die thermocouple (TC) measurements at a number of locations in the top, bottom and side dies.
- (2)
- In-wheel thermocouple measurements in several wheels.
- (3)
- Signals from the programmable logic controller (PLC).
- (4)
- Three TCs and three pressure sensors placed in water cooling channels: one in each of the three die components—top die, bottom die and side die.
3.1. Die and Wheel Structure
3.2. Process Parameters
3.2.1. Pressure Curve
3.2.2. Cooling Parameters
3.3. Data Acquisition
3.3.1. Temperature
3.3.2. Pressure Sensors
3.3.3. PLC
3.4. Additional Measurements
3.4.1. Sight Glasses
3.4.2. Shrinkage Porosity
4. Results and Discussion
4.1. Trial Results
4.1.1. Temperature Measurements
4.1.2. In-Die TC Data
- (1)
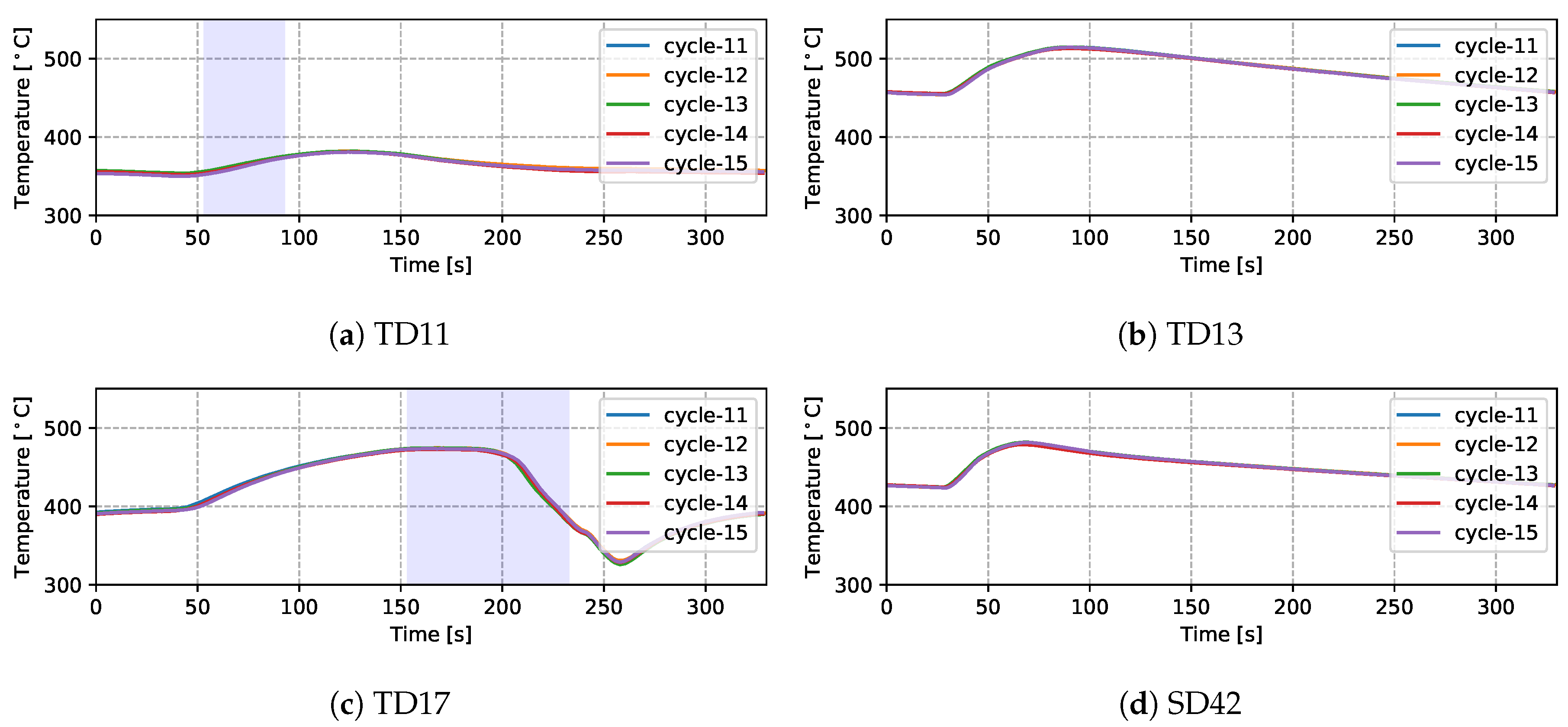
- Focusing first on the initial temperature at the beginning of the cycle, there is a trend toward lower temperatures with increasing vertical distance above the inlet (sprue). For example, TD11 varies between 350 and 390 °C, SD43 between 450 and 500 °C and BD62 between 480 and 540 °C in the production process conditions. This characteristic distribution likely develops due to a combination of the loss of superheat in the liquid metal as it fills the die cavity, the timings of the various cooling channels/elements, the varying thermal mass within the die structure (larger toward the bottom of the die assembly) and the closer proximity of the bottom die and bottom of the side die to the holding furnace (which is relatively hot in comparison to the ambient temperature surrounding the rest of the die). This temperature distribution is desired in the case of this particular die design, as it facilitates directional solidification of the wheels from the inboard rim flange to the sprue, thereby reducing the occurrence of shrinkage porosity.
- (2)
- Generally the temperature evolution for each location can be seen to have three stages: First, following die-closing, there is a small drop in temperature until such time as the pulse of heat associated with the presence of liquid metal in the die cavity is able to diffuse through the die to the TC location. Note: the duration of time over which this drop occurs varies with vertical distance from the sprue, increasing in length with increasing height above the sprue. This observation clearly points to the need to incorporate die cavity filling and the pressure fill-curve into the process model formulation. In the second stage, there is a rise in temperature associated with the transfer of heat from the aluminum into the die. The rate of temperature rise is initially high and then tappers off as the peak temperature is reached. The rise in temperature and evolution with time are dependent on a combination of factors, including the liquid metal’s superheating; the proximity of the TC to the wheel/die interface; and the proximity of the TC to a cooling channel/element, along with its activation timing. Finally, there is a period of slow decline in die temperature associated with the balance between removal of heat from the die and the supply of heat from the solidifying wheel.
- (3)
- For the three TCs located close to water-cooling channels—TD11, TD17 and BD61—the effect of the cooling is evident in the measured temperatures ∼30–60 s after the water is switched on. To aid in interpretation of the data, the appropriate cooling channel timings (on and off) have been added to the graphs, as denoted by the light purple shaded region in the corresponding figures. Two causes are considered for this delay: (1) there is a distance between the cooling channel and the measurement location, and thus it takes time for the water-cooling effect to propagate to the TC location; and (2) water needs to fill the cooling channel piping between the control valve and die, which also takes some time—to be analyzed in detail in Section 4.1.4.
- (4)
- To further analyze the effect of water cooling on the die temperature, the temperatures measured from the production and non-production process conditions are compared at TD17 (close to cooling channel T3)—see Figure 8. Note: the water-on times are also marked in the figure. It can be seen that the non-production process condition is about three times longer for the duration of cooling, resulting in a lower average temperature at TD17 (∼200 °C) than observed in the production process condition. Additionally, the effect of cooling was observed at a very early stage (∼35 s), since cooling was started at the beginning of the cycle in the non-production process condition, much earlier than for the production process condition. Overall, the change to the process conditions results in a significant difference in the temperature evolution with time.
- (5)
- Finally, it can be seen that the thermal histories recorded for the five back-to-back cycles, indicate that the wheel casting process was stable for the five cycles, presenting with only a minor variation cycle-to-cycle.
4.1.3. In-Wheel Temperature Data
- (1)
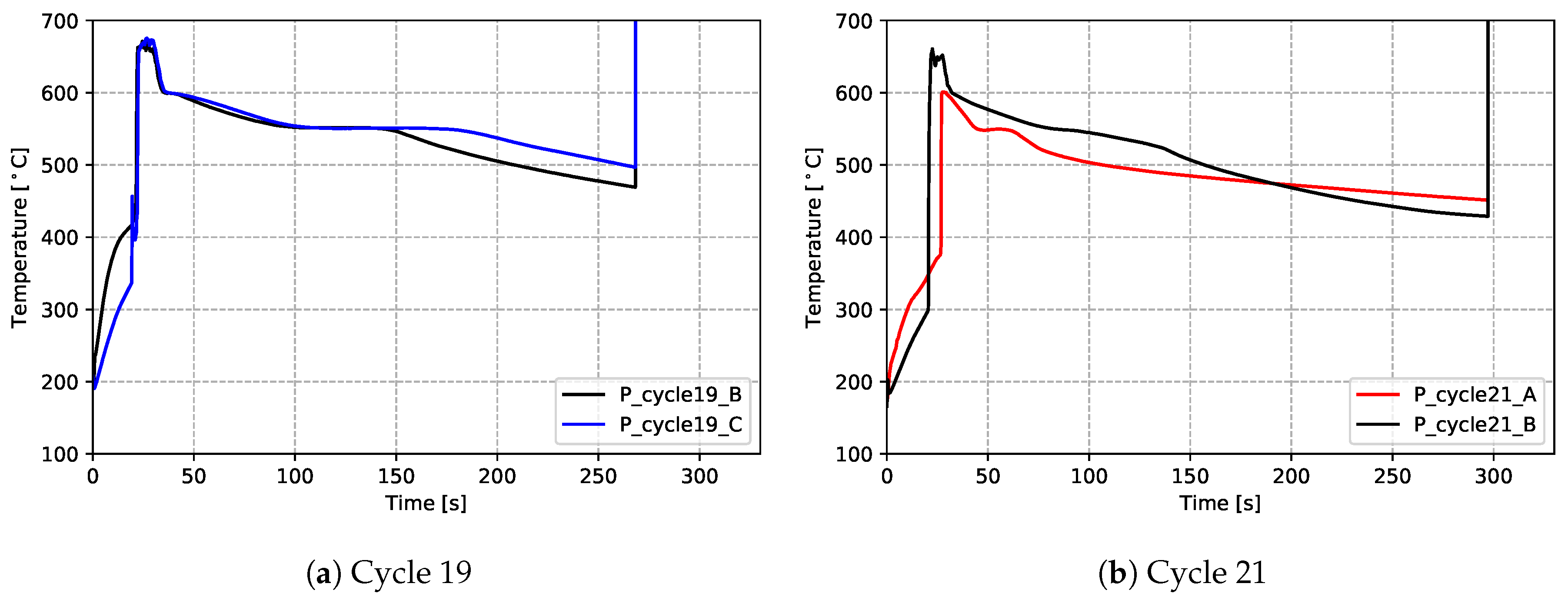
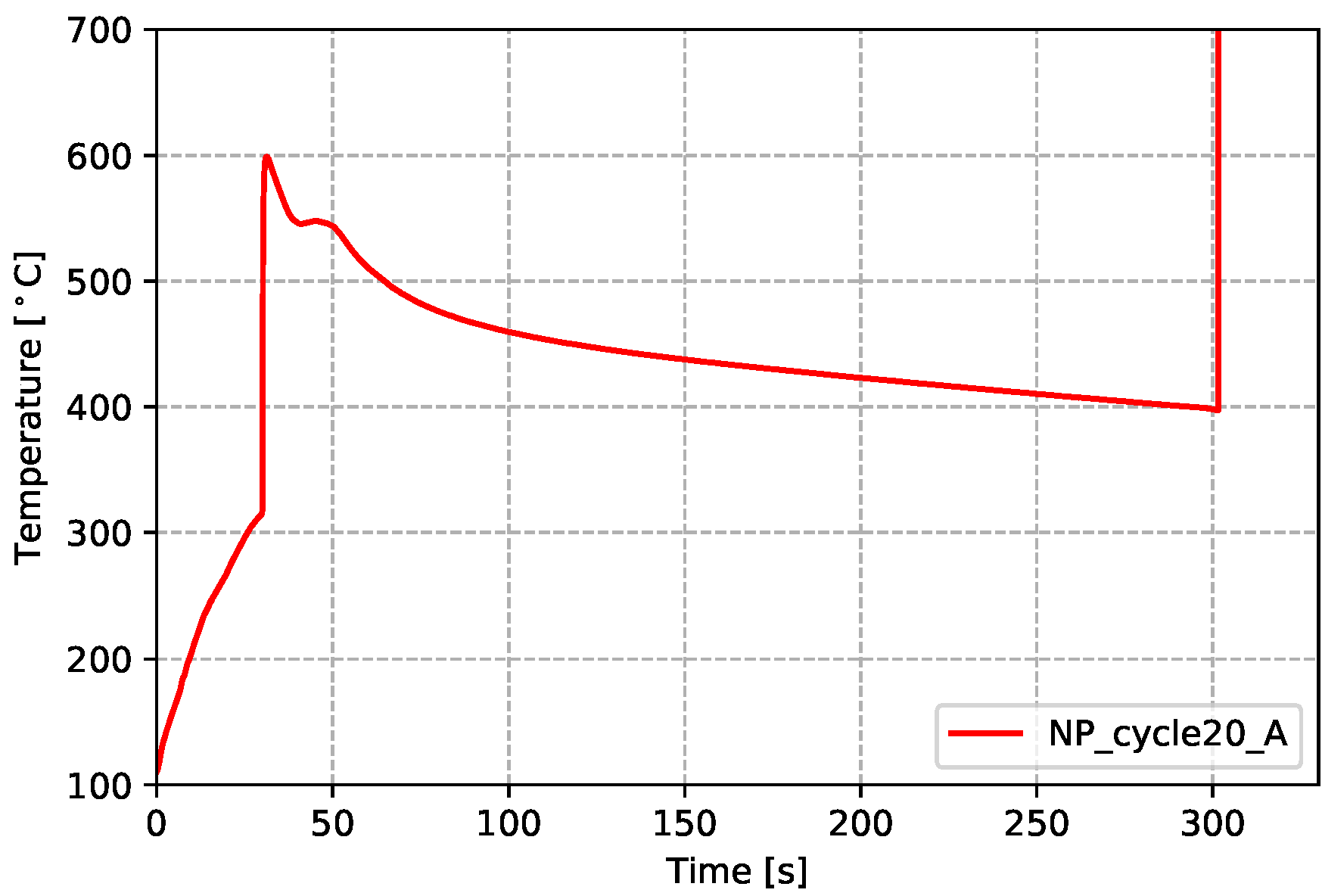
- Initially, the temperature recorded by the TC is low and rises relatively slowly within the die cavity as it is heated via a combination of convection and radiation from the hot, inner walls of the die.
- (2)
- As liquid metal enters the die and contacts the TC (∼20–25 s at location P_cycle21_B), there is a rapid rise in temperature. Note: (1) the peak temperatures obtained vary with height (distance from the sprue) and range from ∼600 °C (P_cycle21_A selected) to ∼680 °C (P_cycle19_C selected); and (2) the time of the temperature rise also varies with height and ranges from ∼20 s (P_cycle19_C) to ∼30 s (P_cycle21_A)
- (3)
- Following the peak, there is a relatively rapid drop in temperature until ∼600 °C, at which point the cooling rate decreases. This is consistent with the onset of primary α-aluminum solidification and the associated release of latent heat (∼25–75 s).
- (4)
- At ∼560 °C, there is a further decrease in the cooling rate between ∼75 and 130 s. This is consistent with the formation of the primary eutectic and so-called “secondary eutectics” and the associated latent heat release. Note: the secondary eutectic is comprised of a number of other phases that form in the A356 alloy system—see the reference [13].
- (5)
- Solidification is completed at this location at ∼130 s and there is a discernable increase in the cooling rate. Note: given a comparison of all temperature responses, the time for the completion of solidification varies with height: ∼70 s for P_cycle21_A, ∼140 s for P_cycle21_B, ∼150 s for P_cycle19_B and ∼180 s for P_cycle19_C. It indicates a sequential solidification from the rim to the sprue.
- (6)
- Finally, at ∼295 s, the TC was cut prior to opening of the die and ejection of the wheel—the measured temperatures abruptly rise to an unrealistically high value and become invalid.
4.1.4. Boiling the Water in Cooling Channels
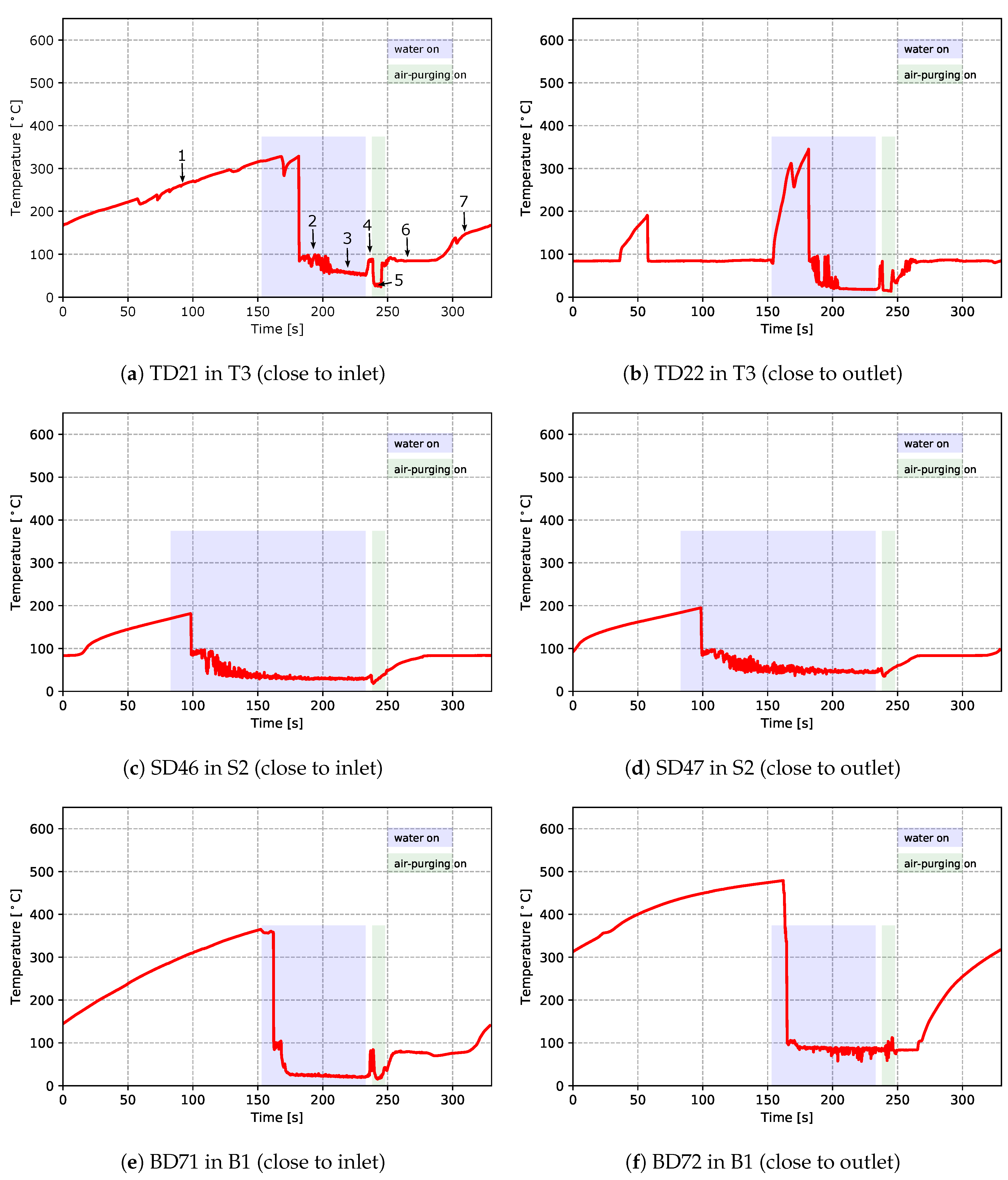
- Stage 1: The cooling channel is initially dry and air in the channel gradually heats to ∼330 °C, indicating stagnant air cooling.
- Stage 2: When cooling water reaches the location of the TC in the channel, the temperature rapidly drops to slightly below 100 °C, where it remains, on average, roughly constant for ∼20 s but exhibits significant fluctuations, indicating that boiling is occurring within the die. This also indicates that the cooling channel interface temperature is in excess of 100 °C for the same period. Note: the temperature did not show an immediate drop once the water was turned on at the controller. This decoupling of the PLC controller activation of a cooling channel valve solenoid from the actual cooling is because the water valves are located remotely from the die, and thus, depending on the arrangement of the piping between the control valves and the die, it takes a certain period of time for water to fill the water circuit before reaching the location of the TC after the valve is opened.
- Stage 3: The temperature of the water in the channel drops below ∼100 to ∼75 °C and then gradually decreases to ∼50 °C as the water continues to flow. During this period, boiling stops and the cooling channel interface temperature is likely below 100 °C.
- Stage 4: After water cooling is turned off and before the air purging, the residual water in the channels quickly heats up and appears to boil. This is indicated by the fact that the temperature increases to ∼100 °C during this time.
- Stage 5: Once air purging is turned on, the temperature drops to between 30 and 40 °C, consistent with forced air-cooling.
- Stage 6: After air purging, the measured temperature rises again to ∼100 °C and remains there for a period of time, which indicates that there is likely a small amount of residual water remaining in the channel.
- Stage 7: Finally, at approximately ∼280 s, the residual water is fully vaporized and the existing air in the channels heats up, resulting in a gradual increase in the temperature to ∼175 °C.
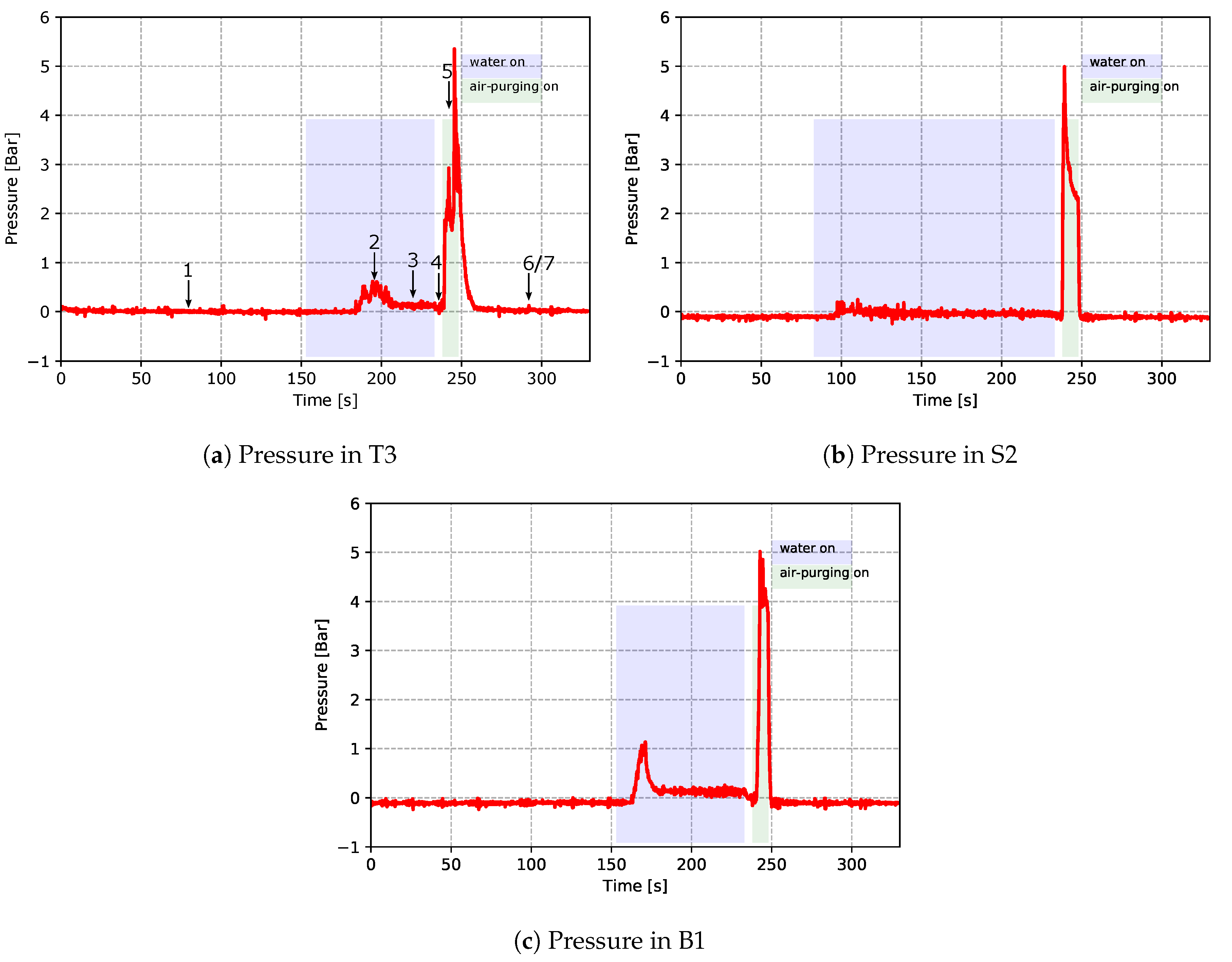
- When water was off, the gauge pressure remained at 0 bar, as the channels were open to the atmosphere and there was no water flow in the channel (stage 1).
- After water was turned on, it can be seen that there was a significant pressure increase (stage 2). This is because the occurrence of boiling resulted in a quick vaporization of water, which led to the pressure increase.
- The pressure then dropped when in-channel boiling ended (stage 3). The measured pressure at this stage was the water pressure in the channel.
- When water was turned off, the gauge pressure decreased to 0 bar (stage 4).
- Gauge pressure jumped to 4–6 bar when air purging was turned on (stage 5). The measured pressure was the air pressure in the channel.
- The gauge pressure dropped to 0 bar when air purging was turned off (stage 6 and 7). Note: compared to the temperature data, the pressure data do not show visible differences in stage 6 and 7.
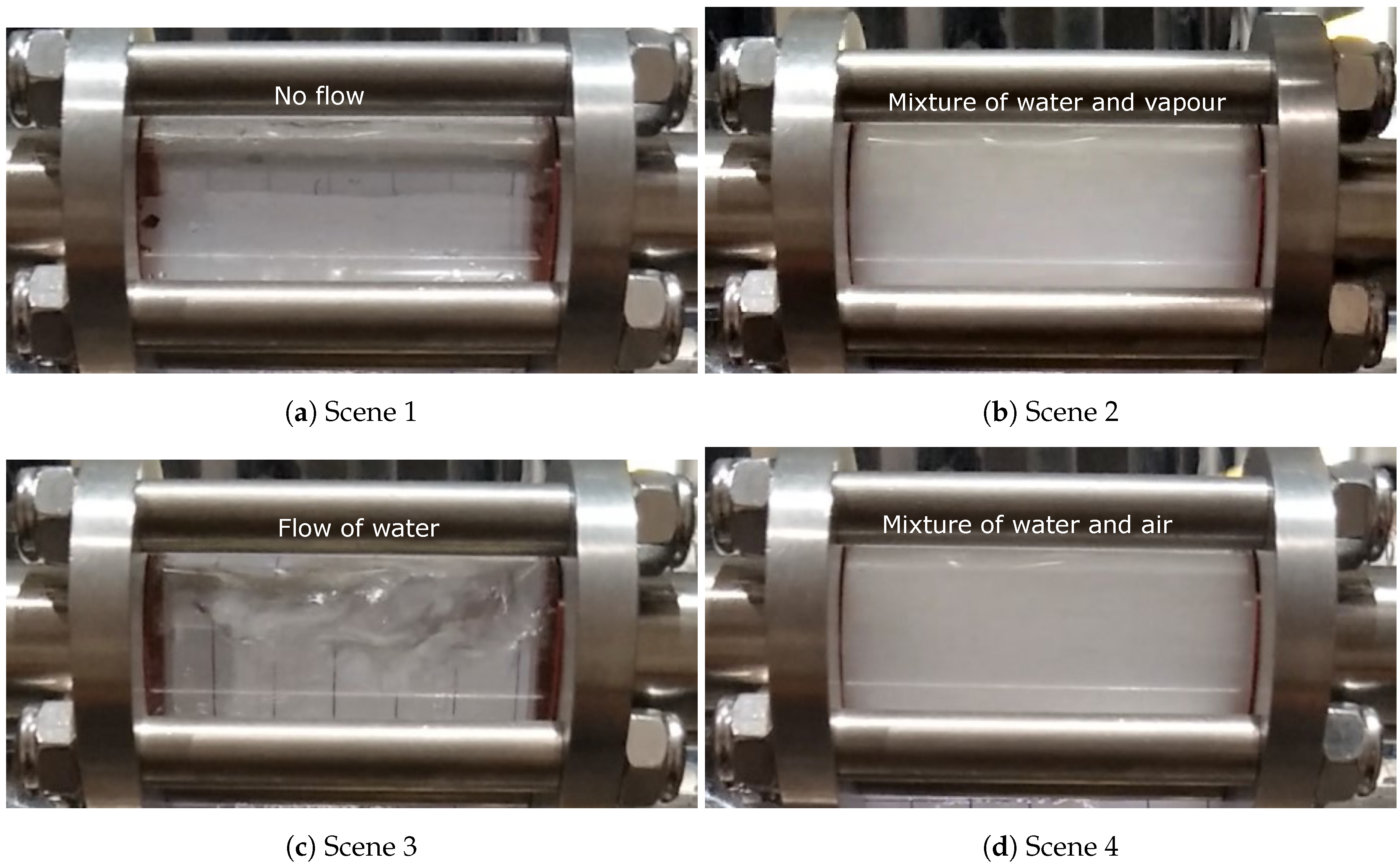
- Scene 1 (water-off): Before water was turned on, no water or vapor was observed (stage 1).
- Scene 2 (boiling): Shortly after water to the die was turned on, vapor or a mixture of vapor and water appeared in the sight glass at the exit from the die. This is consistent with water initially contacting the hot die surface—e.g., Tdie surface > Tsaturation, causing the water to boil (stage 2).
- Scene 3 (steady water flow): Water only flowed continuously through the channel with little or no water vapor. This is consistent with channel wall temperatures below the boiling temperature of water (stage 3).
- Scene 4 (air purging): A mixture of water and air was observed, with the amount of water appearing to decrease with time (stage 5).
4.1.5. X-ray Imaging
5. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| LPDC | low pressure die casting |
| OEM | original equipment manufacturer |
| PLC | programmable logic controller |
| SDAS | secondary dendrite arm spacing |
| TC | thermocouple |
References
- Markets and Markets. Automotive Wheel Market by Rim Size, Material, Off-highway Vehicle Type, Vehicle Class, End-Use And Region—Global Forecast to 2025; Technical Report; MarketsandMarkets Research Private Ltd.: Magarpatta SEZ, India, 2018. [Google Scholar]
- Pulidindi, K.; Pandey, H. Automotive Wheel Market Size by Material (Aluminum, Steel, Magnesium, Carbon Fiber); Technical Report; Global Market Insights Inc.: Selbyville, DE, USA, 2019. [Google Scholar]
- Zhang, B.; Cockcroft, S.L.; Maijer, D.M.; Zhu, J.D.; Phillion, A.B. Casting defects in low-pressure die-cast aluminum alloy wheels. JOM 2005, 57, 36–43. [Google Scholar] [CrossRef]
- Duan, J.; Maijer, D.; Cockcroft, S.; Reilly, C. Development of a 3D Filling Model of Low-Pressure Die-Cast Aluminum Alloy Wheels. Metall. Mater. Trans. A 2013, 44, 5304–5315. [Google Scholar] [CrossRef]
- Zhang, B.; Maijer, D.; Cockcroft, S. Development of a 3-D thermal model of the low-pressure die-cast (LPDC) process of A356 aluminum alloy wheels. Mater. Sci. Eng. A 2007, 464, 295–305. [Google Scholar] [CrossRef]
- Duan, J. Development of a Numerical Optimization Methodology for the Aluminum Alloy Wheel Casting Process. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, April 2016. [Google Scholar]
- Merlin, M.; Timelli, G.; Bonollo, F.; Garagnani, G.L. Impact behaviour of A356 alloy for low-pressure die casting automotive wheels. J. Mater. Process. Technol. 2009, 209, 1060–1073. [Google Scholar] [CrossRef]
- Wang, Y.C.; Li, D.Y.; Peng, Y.H.; Zeng, X.Q. Numerical simulation of low pressure die casting of magnesium wheel. Int. J. Adv. Manuf. Technol. 2007, 32, 257–264. [Google Scholar] [CrossRef]
- Fan, P.; Cockcroft, S.; Maijer, D.; Yao, L.; Reilly, C.; Phillion, A. Examination and Simulation of Silicon Macrosegregation in A356 Wheel Casting. Metals 2018, 8, 503. [Google Scholar] [CrossRef]
- Fan, P.; Cockcroft, S.L.; Maijer, D.M.; Yao, L.; Reilly, C.; Phillion, A.B. Porosity Prediction in A356 Wheel Casting. Metall. Mater. Trans. B 2019, 50, 2421–2435. [Google Scholar] [CrossRef]
- Ilkhchy, A.F.; Jabbari, M.; Davami, P. Effect of pressure on heat transfer coefficient at the metal/mold interface of A356 aluminum alloy. Int. Commun. Heat Mass Transf. 2012, 39, 705–712. [Google Scholar] [CrossRef][Green Version]
- Assar, A.M. Mould surface roughness and interfacial heat transfer using heat flow model. Mater. Sci. Technol. 1997, 13, 702–704. [Google Scholar] [CrossRef]
- Thompson, S.; Cockcroft, S.L.; Wells, M.A. Effect of cooling rate on solidification characteristics of aluminium alloy AA 5182. Mater. Sci. Technol. 2004, 20, 497–504. [Google Scholar] [CrossRef]
- Kandlikar, S.G. Heat Transfer Characteristics in Partial Boiling, Fully Developed Boiling, and Significant Void Flow Regions of Subcooled Flow Boiling. J. Heat Transf. 1998, 120, 395–401. [Google Scholar] [CrossRef]
- Cengel, A.Y. Heat Transfer: A Practical Approach; McGraw-Hill: New York, NY, USA, 2003. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Mg | Ti | Fe | Mn | Cu | Zn | Other (Each) | Other (Total) | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| wt % | 6.902 | 0.293 | 0.1043 | 0.098 | 0.0021 | <0.0017 | 0.009 | <0.01 | <0.03 | remainder |
| B1 | B2 | B3 | T1 | T2 | T3 | T4 | T7 | S2 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Water | Air | Air | Air | Water | Air | Air | Water | Air | Air | Water | Air | Water | Air | |
| Start [s] | 150 | 235 | 160 | 100 | 180 | 235 | 150 | 150 | 235 | 140 | 50 | 95 | 80 | 235 |
| During [s] | 80 | 10 | 80 | 140 | 50 | 10 | 90 | 80 | 10 | 80 | 40 | 10 | 150 | 10 |
| Flow rate * | 300 | 60 | 80 | 80 | 200 | 60 | 80 | 300 | 60 | 70 | 100 | 60 | 200 | 60 |
| B1 | B2 | B3 | T1 | T2 | T3 | T4 | T7 | S2 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Water | Air | Air | Air | Water | Air | Air | Water | Air | Air | Water | Air | Water | Air | |
| Start [s] | 150 | 235 | 1 | 1 | 40 | 235 | 90 | 1 | 235 | 1 | 1 | 225 | 80 | 235 |
| During [s] | 80 | 10 | 250 | 250 | 190 | 10 | 150 | 230 | 10 | 250 | 220 | 10 | 150 | 10 |
| Flow rate * | 300 | 60 | 80 | 80 | 200 | 60 | 80 | 300 | 60 | 70 | 100 | 60 | 200 | 60 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ou, J.; Wei, C.; Cockcroft, S.; Maijer, D.; Zhu, L.; A, L.; Li, C.; Zhu, Z. Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part I, Process Characterization. Metals 2020, 10, 563. https://doi.org/10.3390/met10050563
Ou J, Wei C, Cockcroft S, Maijer D, Zhu L, A L, Li C, Zhu Z. Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part I, Process Characterization. Metals. 2020; 10(5):563. https://doi.org/10.3390/met10050563
Chicago/Turabian StyleOu, Jun, Chunying Wei, Steve Cockcroft, Daan Maijer, Lin Zhu, Lateng A, Changhai Li, and Zhihua Zhu. 2020. "Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part I, Process Characterization" Metals 10, no. 5: 563. https://doi.org/10.3390/met10050563
APA StyleOu, J., Wei, C., Cockcroft, S., Maijer, D., Zhu, L., A, L., Li, C., & Zhu, Z. (2020). Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part I, Process Characterization. Metals, 10(5), 563. https://doi.org/10.3390/met10050563