A Tailored AlSiMg Alloy for Laser Powder Bed Fusion



Abstract

1. Introduction
2. Materials and Methods
2.1. Gas Atomization and Powder Characterization
2.2. Laser Powder Bed Pusion
2.3. Microstructure
2.4. Heat Treatment and Mechanical Testing
3. Results and Discussion
3.1. Powder Characterization
3.2. Microstructure
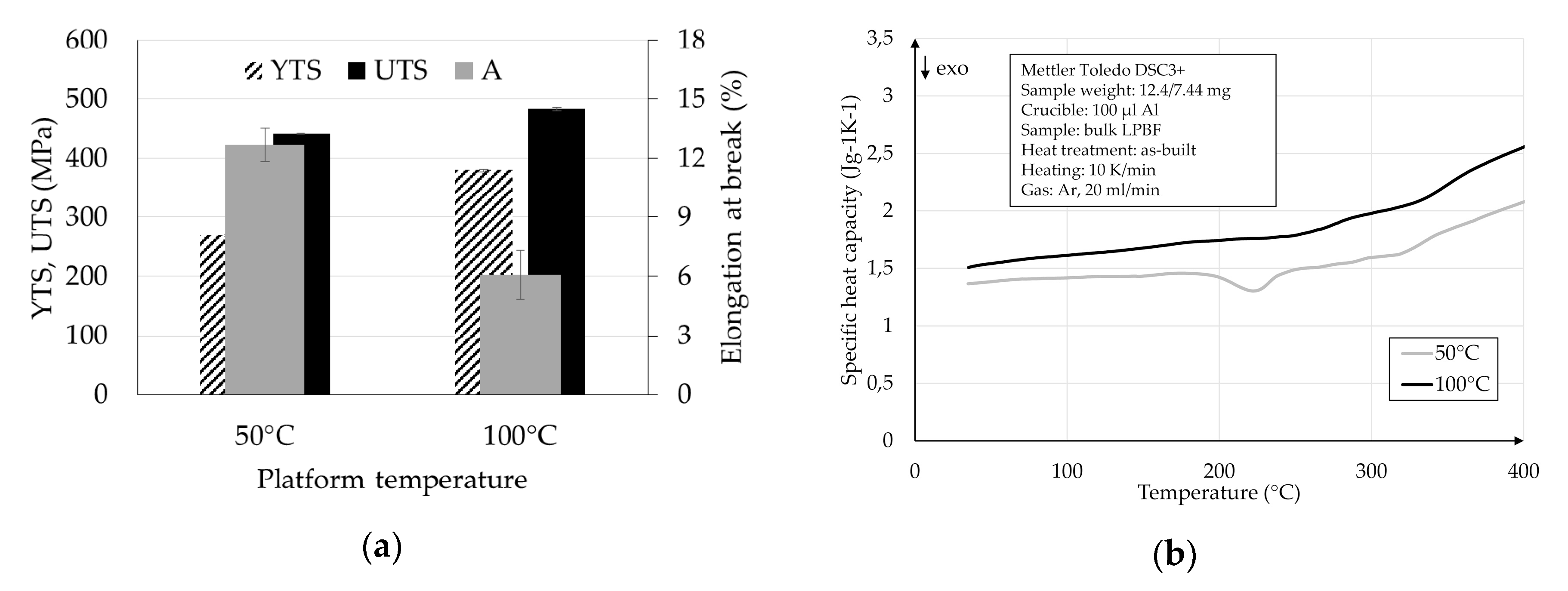
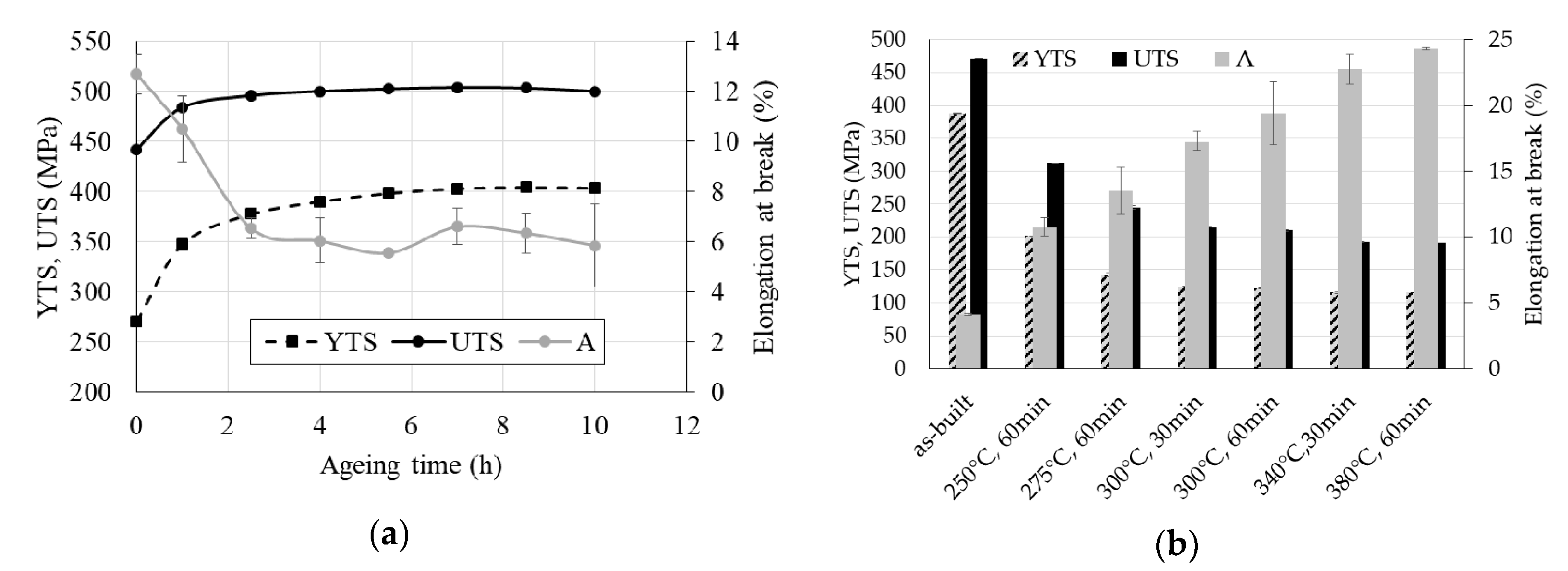
3.3. Mechanical Properties in the As-Built and Heat Treated Material States
4. Conclusions
- By optimizing the silicon and magnesium content, it was possible to develop a cost-effective, high-strength Al-Si-Mg aluminum alloy for additive manufacturing without the addition of expensive alloying elements or process steps, which is particularly suitable for use in cost-sensitive fields, such as the automotive industry.
- Laser powder bed fusion enables strong supersaturation of the aluminum solid solution in AlSiMg alloys due to its process-inherent high solidification rates. The subsequent precipitation reaction allowed us to realize a high ultimate tensile strength of 506 ± 4 MPa, which was well above the strength of EN AW-6xxx wrought alloys.
- The resulting microstructure after laser powder bed fusion can vary widely by direct ageing and soft annealing of no more than 1 h. The mechanical properties were changed significantly, so components made of the presented alloy can be used for applications requiring high strength properties as well as for applications requiring high ductility with crack-free deformation behavior. After direct ageing, the samples exhibited a UTS of 484 ± 1 MPa, a YTS of 348 ± 1 MPa, and an elongation at break of 10.5% ± 1.3%. After soft annealing, they exhibited a UTS of 179 ± 2 MPa, a YTS of 96 ± 6 MPa, and an elongation at break of 25.6% ± 0.9%.
- Reduced silicon content enabled better ductility and formability compared to AlSi10Mg due to a less pronounced grain boundary silicon network. The resulting loss of strength could be compensated by particle strengthening with Mg/Si precipitates.
- The use of age-hardenable aluminum alloys in laser powder bed fusion requires more precise control of the platform or component temperatures. Otherwise, uncontrolled age-hardening may occur during the build job, which may also result in a graded mechanical property profile along the build-up direction.
5. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Takata, N.; Liu, M.; Kodaira, H.; Suzuki, A.; Kobashi, M. Anomalous strengthening by supersaturated solid solutions of selectively laser melted Al-Si-based alloys. Addit. Manuf. 2020, 33, 101152. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.M.; Read, N.; Reimers, W.; Attalah, M.M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef]
- Hesse, W. Aluminium Material Data Sheets, 7th ed.; DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2016; pp. 271–273. [Google Scholar]
- Fiocchi, J.; Biffi, C.A.; Tuissi, A. Selective laser melting of high-strength primary AlSi9Cu3 alloy: Processability, microstructure, and mechanical properties. Mater. Des. 2020, 191, 108581. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Churyumov, A.Y.; Loginova, I.S.; Daubarayte, D.K.; Ryabov, D.K.; Korolev, V.A. Microstructure and properties of novel AlSi11CuMn alloy manufactured by selective laser melting. Mater. Lett. 2018, 225, 33–36. [Google Scholar] [CrossRef]
- Fousova, M.; Dvorsky, D.; Vronka, M.; Vojtech, D.; Lejcek, P. The Use of Selective Laser Melting to Increase the Performance of AlSi9Cu3Fe Alloy. Materials 2018, 11, 1918. [Google Scholar] [CrossRef]
- Koutny, D.; Palousek, D.; Pantelejev, L.; Hoeller, C.; Pichler, R.; Tesicky, L.; Kaiser, J. Influence of Scanning Strategies on Processing of Aluminium Alloy EN AW 2618 Using Selective Laser Melting. Materials 2018, 11, 298. [Google Scholar] [CrossRef]
- Karg, M.C.H.; Ahuja, B.; Wiesenmayer, S.; Kuryntsev, S.V.; Schmidt, M. Effects of Process Conditions on the Mechanical Behavior of Aluminium Wrought Alloy EN AW-2219 (AlCu6Mn) Additively Manufactured by Laser Beam Melting in Powder Bed. Micromachines 2017, 8, 23. [Google Scholar] [CrossRef]
- Karg, M.; Ahuja, B.; Schaub, A.; Schmidt, J.; Sachs, M.; Mahr, A.; Wiesenmayer, S.; Wigner, L.; Wirth, K.-E.; Peukert, W.; et al. Effect of process conditions on mechanical behavior of aluminium wrought alloy EN AW-2618 additively manufactured by Laser Beam Melting in powder bed. In Proceedings of the Lasers in Manufacturing Conference 2015, Munich, Germany, 22–25 June 2015; Wissenschaftliche Gesellschaft Lasertechnik e.V.: Erlangen, Germany, 2015. [Google Scholar]
- Dadbakhsh, S.; Mertens, R.; Vanmeensel, K.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.-P. In situ alloying and reinforcing of Al6061 during selective laser melting. Procedia CIRP 2018, 74, 39–43. [Google Scholar] [CrossRef]
- Uddin, S.Z.; Murr, L.E.; Terrazas, C.A.; Morton, P.; Roberson, D.A.; Wicker, R.B. Processing and characterization of crack-free aluminum 6061 using high-temperature heating in laser powder bed fusion additive manufacturing. Addit. Manuf. 2018, 22, 405–415. [Google Scholar] [CrossRef]
- Kaufmann, N.; Imran, M.; Wischeropp, T.M.; Emmelmann, C.; Siddique, S.; Walther, F. Influence of Process Parameters on the Quality of Aluminium Alloy EN AW 7075 Using Selective Laser Melting (SLM). Phys. Procedia 2016, 83, 918–926. [Google Scholar] [CrossRef]
- Wang, P.; Li, H.C.; Prashanth, K.G.; Eckert, J.; Scudino, S. Selective laser melting of Al-Zn-Mg-Cu: Heat treatment, microstructure and mechanical properties. J. Alloys Compd. 2017, 707, 287–290. [Google Scholar] [CrossRef]
- Reschetnik, W.; Brüggemann, J.-P.; Aydinöz, M.E.; Grydin, O.; Hoyer, K.-P.; Kullmer, G.; Richard, H.A. Fatigue crack growth behavior and mechanical properties of additively processed EN AW-7075 aluminium alloy. Procedia Struct. Integr. 2016, 2, 3040–3048. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Kern, K.; Palm, F.; Wegener, K. SLM-processed Sc- and Zr- modified Al-Mg alloy: Mechanical properties and microstructural effects of heat treatment. Mater. Sci. Eng. A 2017, 701, 264–273. [Google Scholar] [CrossRef]
- Shi, Y.; Rometsch, P.; Yang, K.; Palm, F.; Wu, X. Characterisation of a novel Sc and Zr modified Al-Mg alloy fabricated by selective laser melting. Mater. Lett. 2017, 196, 347–350. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Pozdniakov, A.V.; Prosviryakov, A.S.; Loginova, I.S.; Daubarayte, D.K.; Ryabov, D.K.; Korolev, V.A.; Solonin, A.N.; Pavlov, M.D.; Valchuk, S.V. Microstructure and mechanical properties of a novel selective laser melted Al-Mg alloy with low Sc content. Mater. Res. Express 2019, 6, 126595. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Pakdil, M.; Ҫam, G.; Koҫak, M.; Erim, S. Microstructural and mechanical characterization of laser beam welded AA6056 Al-alloy. Mater. Sci. Eng. A 2011, 528, 7350–7356. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2002; pp. 285–295. [Google Scholar]
- Schmidtke, K.; Palm, F.; Hawkins, A.; Emmelmann, C. Process and Mechanical Properties: Applicability of a Scandium modified Al-alloy for Laser Additive Manufacturing. Phys. Procedia 2011, 12, 369–374. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Eskin, D.G.; Istomin-Kastrovskii, V.V. Optimization of hardening of Al-Zr-Sc cast alloys. J. Mater. Sci. 2006, 41, 5890–5899. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.K.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Osten, J.; Milkereit, B.; Schick, C.; Kessler, O. Dissolution and Precipitation Behaviour during Continuous Heating of Al-Mg-Si Alloys in Wide Range of Heating Rates. Materials 2015, 8, 2830–2848. [Google Scholar] [CrossRef]
- Iturrioz, A.; Gil, E.; Petite, M.M.; Garciandia, F.; Mancisidor, A.M.; San Sebastian, M. Selective laser melting of AlSi10Mg alloy: Influence of heat treatment condition on mechanical properties and microstructure. Weld. World 2018, 62, 885–892. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Heeling, T.; Uggowitzer, P.J.; Schäublin, R.; Palm, F.; Wegener, K. Microstructural features of Sc- and Zr- modified Al-Mg alloys processed by selective laser melting. Mater. Des. 2017, 115, 52–63. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Mg | O | H | Other 2 | Al |
|---|---|---|---|---|---|---|
| Powder | 3.3 | 2.3 | 0.07 | 97 ppm | 0.43 | Bal. |
| Temperature | Time | YTS (MPa) | UTS (MPa) | A (%) |
|---|---|---|---|---|
| 140 °C | 1 h | 311 ± 2 | 463 ± 4 | 8.4 ± 1.0 |
| 2.5 h | 323 ± 2 | 466 ± 13 | 10.2 ± 2.0 | |
| 170 °C | 1 h | 348 ± 1 | 484 ± 1 | 10.5 ± 1.3 |
| 190 °C | 30 min | 411 ± 1 | 485 ± 2 | 4.7 ± 0.9 |
| 1 h | 408 ± 2 | 475 ± 3 | 3.7 ± 1.3 |
| Alloy | Heat-Treatment | Bending Angle (°) | UTS (MPa) |
|---|---|---|---|
| AlSi3.5Mg2.5 | as-built | 26.8 ± 0.7 | 407 ± 2 |
| 170 °C, 1 h | 21.0 ± 1.0 | 453 ± 4 | |
| 380 °C, 1 h | 96.5 ± 3.0 | 181 ± 2 | |
| AlSi10Mg | as-built | 16.7 ± 1.2 | 429 ± 13 |
| 380 °C, 1 h | 49.7 ± 3.7 | 223 ± 2 | |
| Scalmalloy® | as-built | 79.1 ± 0.9 | 366 ± 3 |
| 325 °C, 4 h | 27.3 ± 0.6 | 496 ± 5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Knoop, D.; Lutz, A.; Mais, B.; von Hehl, A. A Tailored AlSiMg Alloy for Laser Powder Bed Fusion. Metals 2020, 10, 514. https://doi.org/10.3390/met10040514
Knoop D, Lutz A, Mais B, von Hehl A. A Tailored AlSiMg Alloy for Laser Powder Bed Fusion. Metals. 2020; 10(4):514. https://doi.org/10.3390/met10040514
Chicago/Turabian StyleKnoop, Daniel, Andreas Lutz, Bernhard Mais, and Axel von Hehl. 2020. "A Tailored AlSiMg Alloy for Laser Powder Bed Fusion" Metals 10, no. 4: 514. https://doi.org/10.3390/met10040514
APA StyleKnoop, D., Lutz, A., Mais, B., & von Hehl, A. (2020). A Tailored AlSiMg Alloy for Laser Powder Bed Fusion. Metals, 10(4), 514. https://doi.org/10.3390/met10040514