Figure 1.
(a) The near solidus forming (NSF) cell of Mondragon Unibertsitatea (MU) and (b) the self-designed NSF tooling for high-melting-point alloys.
Figure 2.
Billet dimensions (mm) and thermocouple location to record the temperature during the heating cycles.
Figure 3.
Example of the press force, ram position, and ram speed during the NSF process.
Figure 4.
CAD drawing of (a) the rear suspension with the spindle in violet, (b) the R spindle (~3 kg), and (c) the H spindle (~2.3 kg).
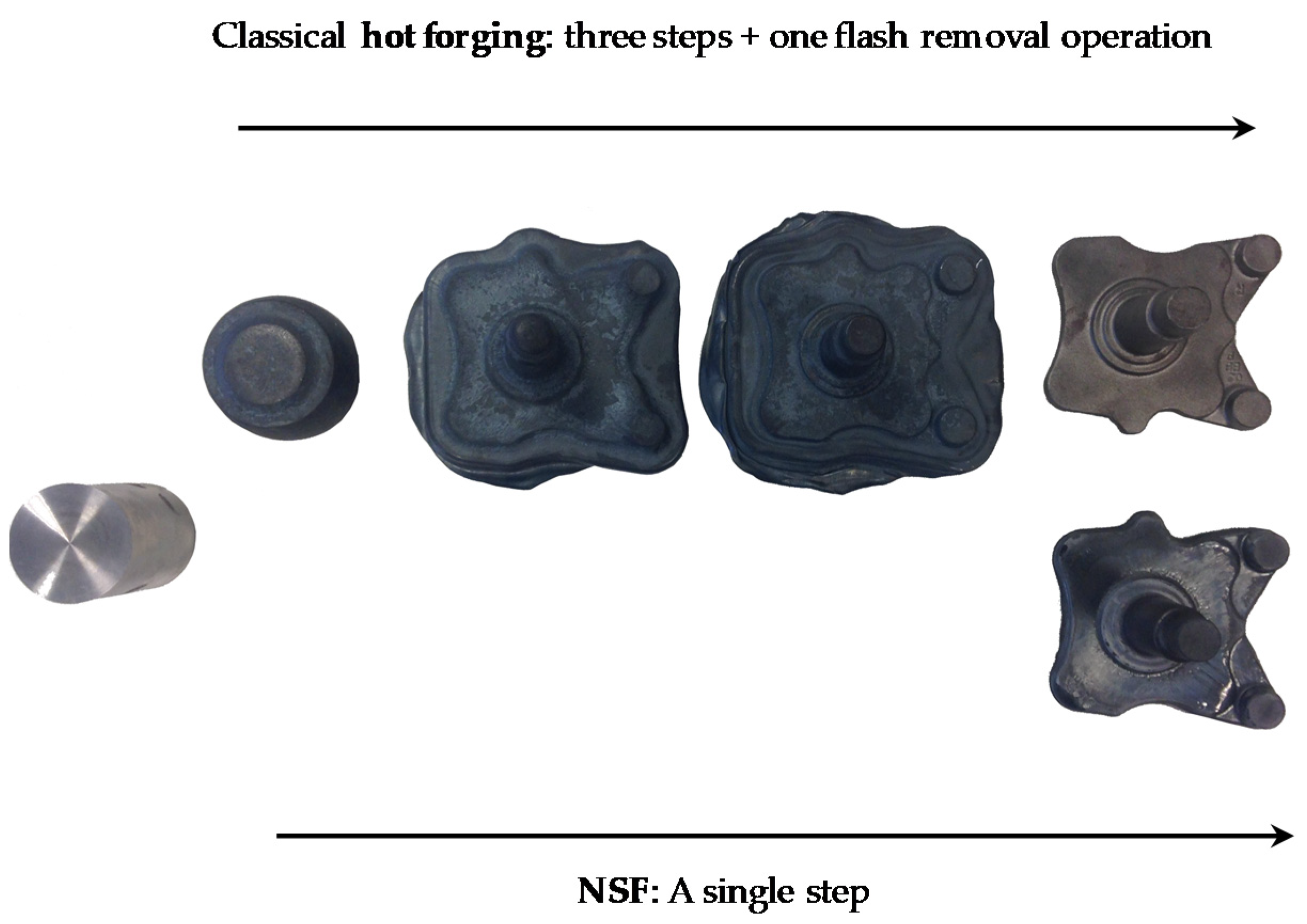
Figure 5.
A comparison of the required forming steps to get the H spindle by hot forging and NSF.
Figure 6.
R and H components obtained using the NSF process.
Figure 7.
Schematic illustration of the location from which the specimens were taken and the geometry for (a) tensile and (b) fatigue tests. All dimensions are in mm except the roughness in µm.
Figure 8.
Microstructure of the axle area of the 42CrMo4 steel grade after heat-treating the hot-forged (a) and NSF (b) components. Scale bar: 30 µm.
Figure 9.
Microstructure of the axle area of the S48C steel grade after heat-treating the hot-forged (a) and NSF (b) components. Scale bar: (a) 30 µm and (b) 100 µm.
Figure 10.
Comparison of the fatigue Pf = 50% curves of the hot-forged and NSF components.
Figure 11.
The manufactured semi-solid forming (SSF) component of 44MnSiVS6 cut in half and the microstructures at different positions: (a) bottom, (b) middle, and (c) axle. The scale bar means 5 mm for (a) and 100 µm for (b) and (c).
Figure 12.
As-supplied structure of the EN 13262-ER7-grade steel (a) and microstructure of the axle area after the NSF process (b). Scale bar: 500 µm.
Table 1.
Characteristics of the 4000 kN servo-motor-driven mechanical press.
| Servo-Motor-Driven Mechanical Press SDM2-400-2400–1200 |
|---|
| Press capacity (kN) | 4000 at 20 mm from the “Bottom Dead Center” |
| Number of points | 2 |
| Working torque max/nominal (N.m) | 5500/3000 |
| Max stroke (mm) | 400 |
| Max ram speed (mm/s) | 800 |
| Die height (mm) | 1000 to 1200 (stroke 400 mm) |
| Stroke adjustment (mm) | 200 |
| Table size (mm x mm) | 2400 × 1200 |
| Max cadence (spm) | 100 |
| Die cushion capacity (kN) | 400 |
| Die cushion stroke (mm) | 100 |
| Motor power max/nominal (kW) | 450/250 |
Table 2.
EFD induction heating equipment characteristics.
| EFD Induction Furnace |
|---|
| Power max. | 150 kW |
| Frequency | 1.7–3 kHz |
| Atmosphere gas | Argon |
Table 3.
Die temperature, lubricant, argon flow, solidus temperature (TS), heating power, and temperature of the billet at the end of the heating cycle (TH) for each tested steel.
| Material | Ts (°C) | TH (°C) | Die T (°C) | Lubricant | Argon (dm3/min) | Power (kW) |
|---|
| 42CrMo4 | 1408 | 1360 | 270 | Ceraspray® | 14–20 | 24 |
| S48C | 1397 | 1350 |
| 44MnSiVS6 | 1394 | 1345 |
| EN 13262-ER7 | 1364 | 1325 |
Table 4.
Chemical composition in wt % of the 42CrMo4E steel grade.
| C | Mn | Si | P | S | Cr | Ni | Mo |
|---|
| 0.42 | 0.80 | 0.25 | 0.011 | 0.024 | 1.08 | 0.10 | 0.21 |
Table 5.
Chemical composition in wt % of the S48C steel grade.
| C | Mn | Si | P | S | Cr | Ni | Cu |
|---|
| 0.48 | 0.82 | 0.27 | 0.019 | 0.024 | 0.16 | 0.15 | 0.21 |
Table 6.
Chemical composition in wt % of the 44MnSiVS6 micro-alloyed steel.
| C | Mn | Si | P | S | Cr | Ni | Mo | V | Ti |
|---|
| 0.45 | 1.21 | 0.89 | 0.007 | 0.029 | 0.10 | 0.08 | 0.014 | 0.27 | 0.013 |
Table 7.
Chemical composition in wt % of the EN 13262-ER7 steel.
| C | Mn | Si | P | S | Cr | Ni | Mo | V | Cu |
|---|
| 0.52 | 0.80 | 0.40 | 0.02 | 0.015 | 0.30 | 0.30 | 0.08 | 0.06 | 0.30 |
Table 8.
Comparison of forming steps, press capacity, peak forces, and raw material needed to manufacture the R and H spindles by hot forging and NSF.
| Component | Spindle Material | Process | Steps | Press Capacity (t) | Peak Force (t) | Material (kg) |
|---|
| R Spindle | 42CrMo4E | HF | 3 + 1 | 2500 | 1200 | 3.5 |
| NSF | 1 | 400 | 300 | 2.8 |
| H Spindle | S48C | HF | 3 + 1 | 3500 | 2100 | 3 |
| NSF | 1 | 400 | 280 | 2.4 |
Table 9.
Hot forging (HF) requirements for the 42CrMo4 and average mechanical properties obtained by NSF after the same quenching and tempering heat treatment.
| Manufacturing Process | Re (MPa) | Rm (MPa) | Elongation (%) |
|---|
| HF | ≥885 | 1030 ÷ 1130 | ≥11 |
| NSF | 945 | 1073 | 13.3 |
Table 10.
Average mechanical properties of hot-forged (HF) and NSF components after the same heat treatment.
| Sample | Re (MPa) | Rm (MPa) | Elongation (%) |
|---|
| HF | 493 | 807.9 | 16.6 |
| NSF | 502 | 771.1 | 21.1 |
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}