Bubble Formation by Short Plunging Jet in a Continuous Casting Tundish



Abstract
1. Introduction
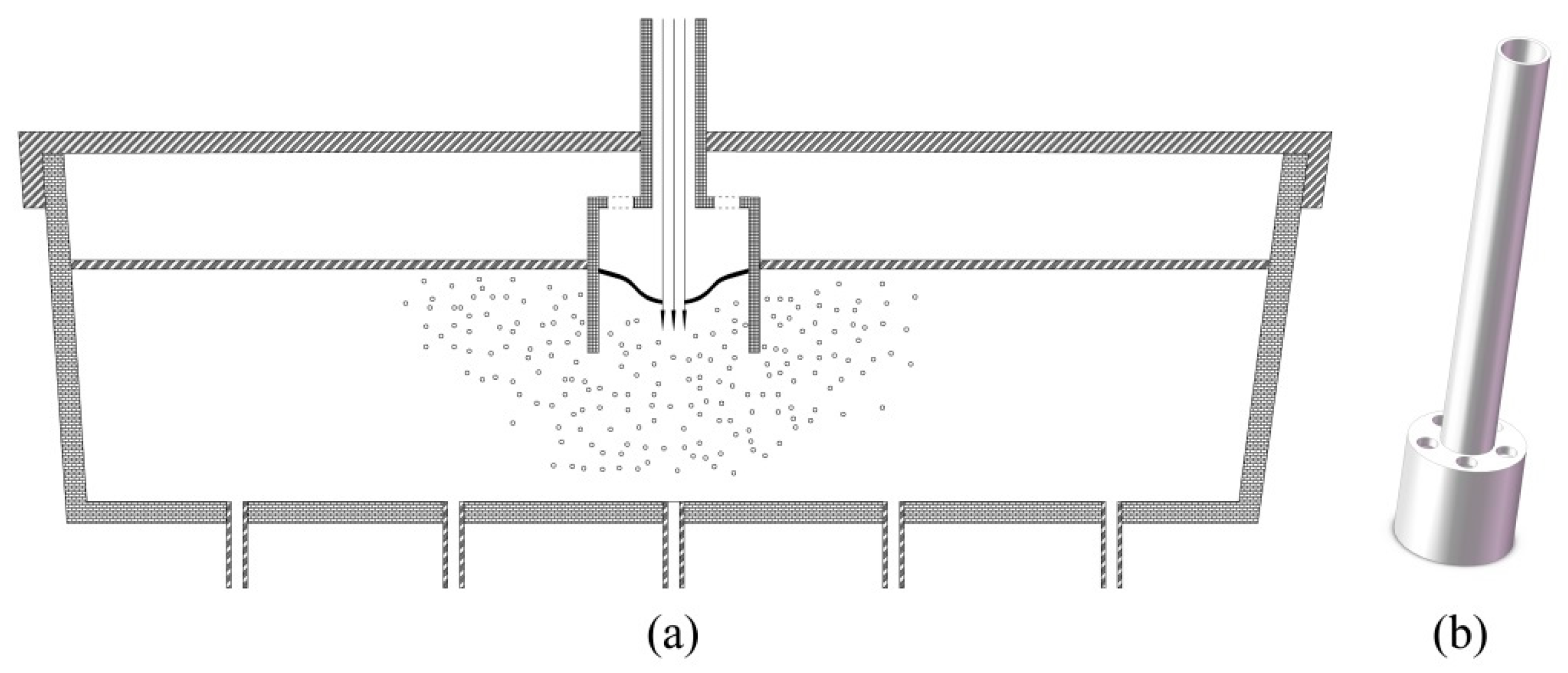
2. Physical Modeling
3. Results and Discussion
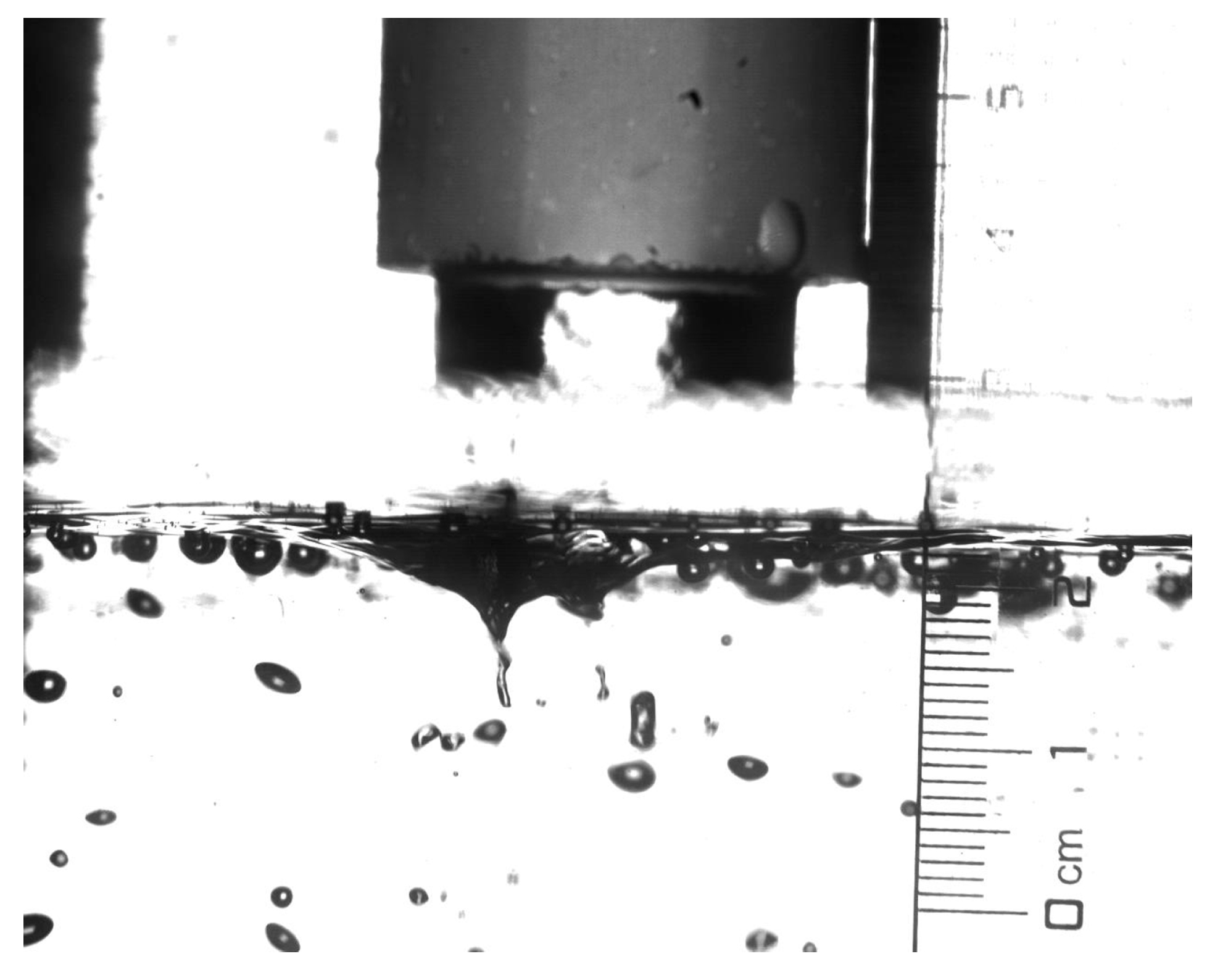
3.1. Formatting of Bubbles by Gas Entrainment
3.2. Size of Entrapped Bubbles
3.3. Flow Rate of Gas Entrainment
3.4. Distribution of Entrapped Bubbles
3.5. Slag Behavior under Gas Entrainment
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| D | diameter of nozzle (m) |
| db | diameter of bubble (m) |
| g | gravity acceleration (m/s2) |
| H | depth of liquid bath (m) |
| Lj | length of free fall (m) |
| l | characteristic length (m) |
| nt | number density of inclusions (number/m3) |
| Pa | adhesion probability of bubbles (-) |
| Pc | collision probability of bubbles (-) |
| Q | volume flow rate (m3/s) |
| V | volume of bubble swarm (m3) |
| Vs | volume of bubble sweep (m3) |
| v | velocity (m/s) |
| ρ | density (kg/m3) |
| ε | turbulence dissipation rate (m2/s3) |
| μ | dynamic viscosity (Pa·s) |
| σ | interfacial tension (N/m) |
| Fr | Froude number (-) |
| Stk | Stokes number (-) |
| Wec | critical Weber number (-) |
References
- Singh, P.K.; Mazumdar, D. A physical model study of two-phase gas–liquid flows in a ladle shroud. Metall. Mater. Trans. B 2018, 49, 1945–1962. [Google Scholar] [CrossRef]
- Cao, Q.; Nastac, L. Numerical modelling of the transport and removal of inclusions in an industrial gas-stirred ladle. Ironmak. Steelmak. 2018, 45, 984–991. [Google Scholar] [CrossRef]
- Chang, S.; Huang, W.X.; Zou, Z.S.; Li, B.K.; Guthrie, R.I.L. Motion behavior of micro-bubbles in a delta shape tundish using impact pad. Powder Technol. 2020, 367, 296–304. [Google Scholar] [CrossRef]
- Cwudzinski, A. Numerical and physical modeling of liquid steel flow structure for one strand tundish with modern system of argon injection. Steel. Res. Int. 2017, 88, 1600484. [Google Scholar] [CrossRef]
- Wierink, G.; Heiskanen, K. Modelling bubble-particle interaction with dynamic surface tension. Miner. Eng. 2010, 23, 973–978. [Google Scholar] [CrossRef]
- Wang, L.T.; Zhang, Q.Y.; Li, Z.B.; Xue, Z.L. Fundamental of inclusion removal from molten steel by rising bubble. J. Iron Steel Res. Int. 2004, 11, 5–9. [Google Scholar]
- Xu, Y.G.; Ersson, M.; Jonsson, P.G. A numerical study about the influence of a bubble wake flow on the removal of inclusions. ISIJ Int. 2016, 56, 1982–1988. [Google Scholar] [CrossRef]
- Duan, H.J.; Ren, Y.; Zhang, L.F. Inclusion capture probability prediction model for bubble floatation in turbulent steel flow. Metall. Mater. Trans. B 2019, 50, 16–21. [Google Scholar] [CrossRef]
- Chang, S.; Cao, X.K.; Hsin, C.H.; Zou, Z.S.; Isac, M.; Guthrie, R.I.L. Removal of inclusions using micro-bubble swarms in a four strand, full-scale, water model tundish. ISIJ Int. 2016, 56, 1188–1197. [Google Scholar] [CrossRef]
- Chang, S.; Zhong, L.C.; Zou, Z.S. Simulation of flow and heat fields in a seven-strand tundish with gas curtain for molten steel continuous-casting. ISIJ Int. 2015, 55, 837–844. [Google Scholar] [CrossRef]
- Chatterjee, S.; Asad, A.; Kratzsch, C.; Schwarze, R.; Chattopadhyay, K. Mixing and residence time distribution in an inert gas-shrouded tundish. Metall. Mater. Trans. B 2017, 48, 17–21. [Google Scholar] [CrossRef]
- Holzinger, G.; Thumfart, M. Flow interaction in continuous casting tundish due to bubble curtain operation. Steel. Res. Int. 2019, 90, 1800642. [Google Scholar] [CrossRef]
- Cwudzinski, A. Hydrodynamic effects created by argon stirring liquid steel in a one-strand tundish. Ironmak. Steelmak. 2018, 45, 528–536. [Google Scholar] [CrossRef]
- Chatterjee, S.; Li, D.H.; Chattopadhyay, K. Modeling of liquid steel/slag/argon gas multiphase flow during tundish open eye formation in a two-strand tundish. Metall. Mater. Trans. B 2018, 49, 756–766. [Google Scholar] [CrossRef]
- Zhang, L.F.; Taniguchi, S. Fundamentals of inclusion removal from liquid steel by bubble flotation. Int. Mater. Rev. 2000, 45, 59–82. [Google Scholar] [CrossRef]
- Chang, S.; Cao, X.K.; Zou, Z.S. Regimes of micro-bubble formation using gas injection into ladle shroud. Metall. Mater. Trans. B 2018, 49, 953–957. [Google Scholar] [CrossRef]
- Gerlach, D.; Biswas, G.; Durst, F.; Kolobaric, V. Quasi-static bubble formation on submerged orifices. Int. J. Heat Mass Transf. 2005, 48, 425–438. [Google Scholar] [CrossRef]
- Irons, G.A.; Guthrie, R.I.L. Bubble formation at nozzles in pig iron. Metall. Trans. B 1978, 9, 101–110. [Google Scholar] [CrossRef]
- Li, K.W.; Liu, J.H.; Zhang, J.; Shen, S.B. Theoretical analysis of bubble nucleation in molten steel supersaturated with nitrogen or hydrogen. Metall. Mater. Trans. B 2017, 48, 2136–2146. [Google Scholar] [CrossRef]
- Evans, G.M.; Jameson, G.J.; Rielly, C.D. Free jet expansion and gas entrainment characteristics of a plunging liquid jet. Exp. Therm. Fluid Sci. 1996, 12, 142–149. [Google Scholar] [CrossRef]
- Chesters, A.K.; Hofman, G. Bubble coalescence in pure liquids. Appl. Sci. Res. 1982, 38, 353–361. [Google Scholar] [CrossRef]
- Davoust, L.; Achard, J.L.; El Hammoumi, M. Air entrainment by a plunging jet: The dynamical roughness concept and its estimation by a light absorption technique. Int. J. Multiphase Flow. 2002, 28, 1541–1564. [Google Scholar] [CrossRef]
- Brattberg, T.; Chanson, H. Air entrapment and air bubble dispersion at two-dimensional plunging water jets. Chem. Eng. Sci. 1998, 53, 4113–4127. [Google Scholar] [CrossRef]
- Ma, J.; Oberai, A.A.; Drew, D.A.; Lahey, R.T., Jr.; Morage, F.J. A quantitative subgrid air entrainment model for bubbly flow-plunging jets. Comput. Fluids 2010, 39, 77–86. [Google Scholar] [CrossRef]
- Harby, K.; Chiva, S.; Munoz-cobo, J.L. An experimental study on bubble entrainment and flow characteristics of vertical plunging water jets. Exp. Therm. Fluid Sci. 2014, 57, 207–220. [Google Scholar] [CrossRef]
- Miwa, S.; Moribe, T.; Tsutsumi, K.; Hibiki, T. Experimental investigation of air entrainment by vertical plunging jet. Chem. Eng. Sci. 2018, 181, 251–263. [Google Scholar] [CrossRef]
- Yamagiwa, K.; Kusabiraki, D.; Ohkawa, A. Gas holdup and gas entainment rate in downflow bubble column with gas entrainment by a liquid jet operating at high liquid throughout. J. Chem. Eng. Jpn. 1990, 23, 343–348. [Google Scholar] [CrossRef][Green Version]
- Chang, S.; Cao, X.K.; Zou, Z.S.; Isac, M.; Roderick, R.I.L. Microbubble swarms in a fill-scale water model tundish. Metall. Mater. Trans. B 2016, 47, 2732–2743. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, J.H.; Yu, S.J.; Su, X.F.; Yan, B.J.; Yang, H. Bubble growth and floating behavior during degassing process of molten steel/(N2, H2) system. ISIJ Int. 2020, 60, 470–480. [Google Scholar] [CrossRef]
- Cao, Q.; Nastac, L. Mathematical investigation of fluid flow, mass transfer, and slag-steel interfacial behavior in gas-stirred ladles. Metall. Mater. Trans. B 2018, 49, 1388–1404. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Prototype | Model |
|---|---|---|
| Fluid | Molten Steel | Water |
| Temperature (K) | 1823 | 298 |
| Density (kg/m3) | 7038 | 998 |
| Viscosity (Pa·s) | 0.0064 | 0.0009 |
| Flow rate (L/min) | 446 | 45 |
| Inner diameter of shroud (mm) | 64 | 25 |
| Depth of liquid bath (mm) | 912 | 365 |
| Bubbling Method | Bubble Size | Gas Flow Rate | Setup |
|---|---|---|---|
| Gas injection from porous plug [18] | >15 mm | Unlimited | Porous plug Gas supply system |
| Gas injection from ladle shroud [28] | 0.2~4 mm | 0~3 L/min | Tiny orifices Gas supply system |
| Degassing liquid steel with supersaturated nitrogen [29] | 0.2~10 mm | Nitrogen solubility | Vacuum treatment Nitrogen dissolving |
| Gas injection by short plunging jet | 0.4~2.5 mm | 0~20 L/min | Ladle shroud shield |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, S.; Liu, Z.; Zou, Z.; Shao, L.; Li, B. Bubble Formation by Short Plunging Jet in a Continuous Casting Tundish. Metals 2020, 10, 1590. https://doi.org/10.3390/met10121590
Chang S, Liu Z, Zou Z, Shao L, Li B. Bubble Formation by Short Plunging Jet in a Continuous Casting Tundish. Metals. 2020; 10(12):1590. https://doi.org/10.3390/met10121590
Chicago/Turabian StyleChang, Sheng, Zheng Liu, Zongshu Zou, Lei Shao, and Baokuan Li. 2020. "Bubble Formation by Short Plunging Jet in a Continuous Casting Tundish" Metals 10, no. 12: 1590. https://doi.org/10.3390/met10121590
APA StyleChang, S., Liu, Z., Zou, Z., Shao, L., & Li, B. (2020). Bubble Formation by Short Plunging Jet in a Continuous Casting Tundish. Metals, 10(12), 1590. https://doi.org/10.3390/met10121590