Energy Absorption of Different Cell Structures for Closed-Cell Foam-Filled Tubes Subject to Uniaxial Compression


Abstract
1. Introduction
2. Materials and Testing Methods
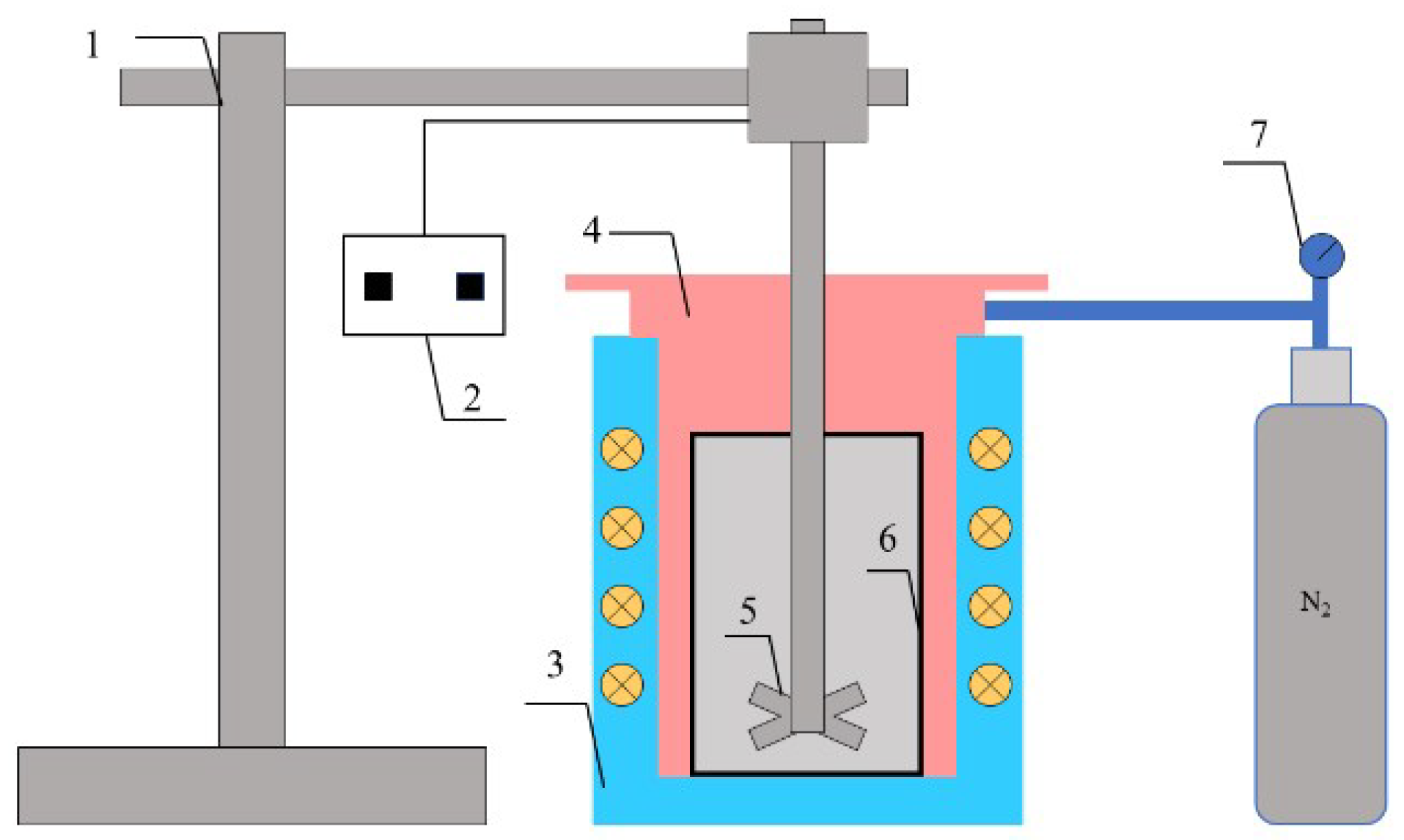
2.1. Specimen Preparation
2.2. X-ray Tomography
2.3. Compressive Test Procedures
3. Results and Discussion
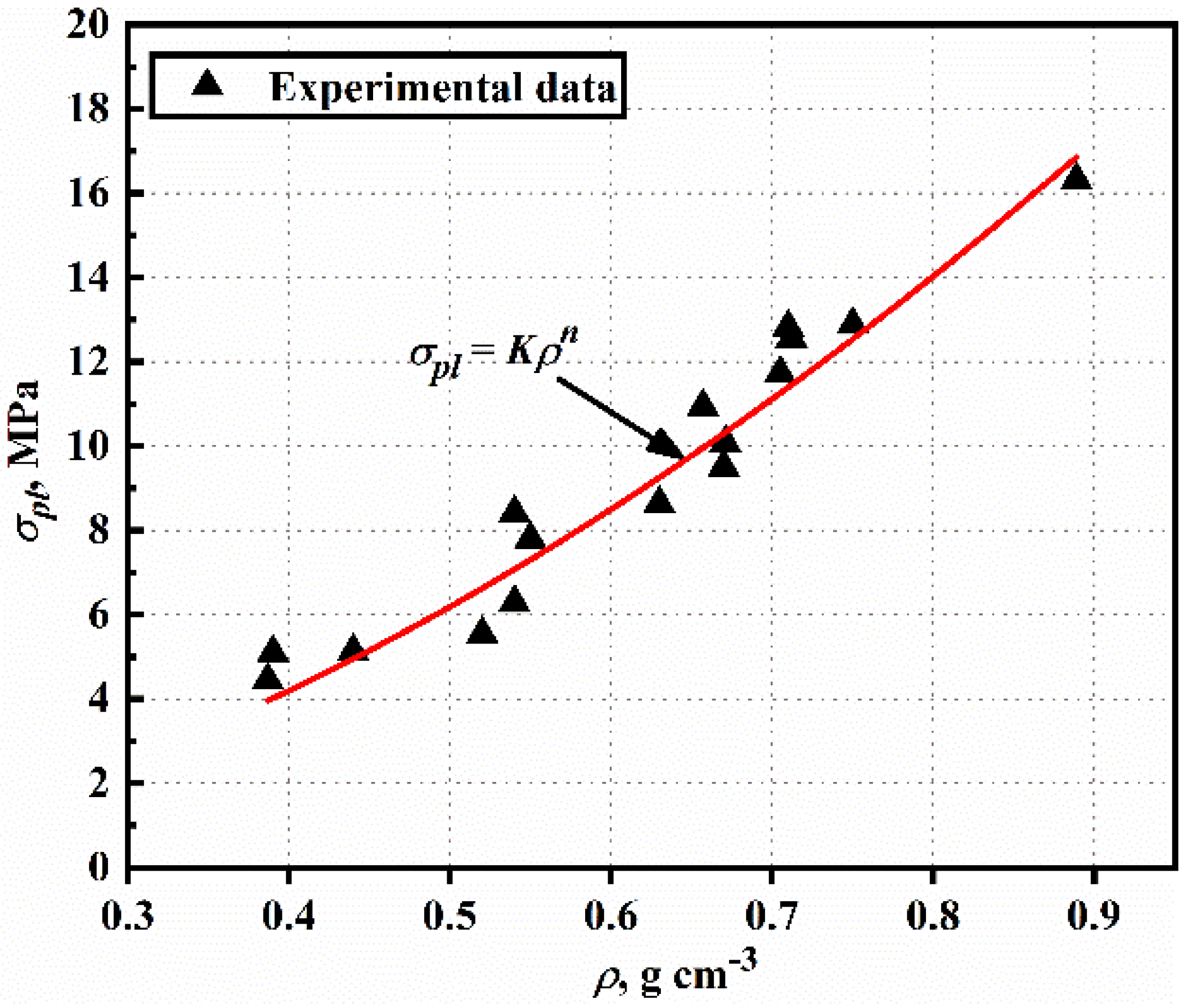
3.1. Aluminum Foams
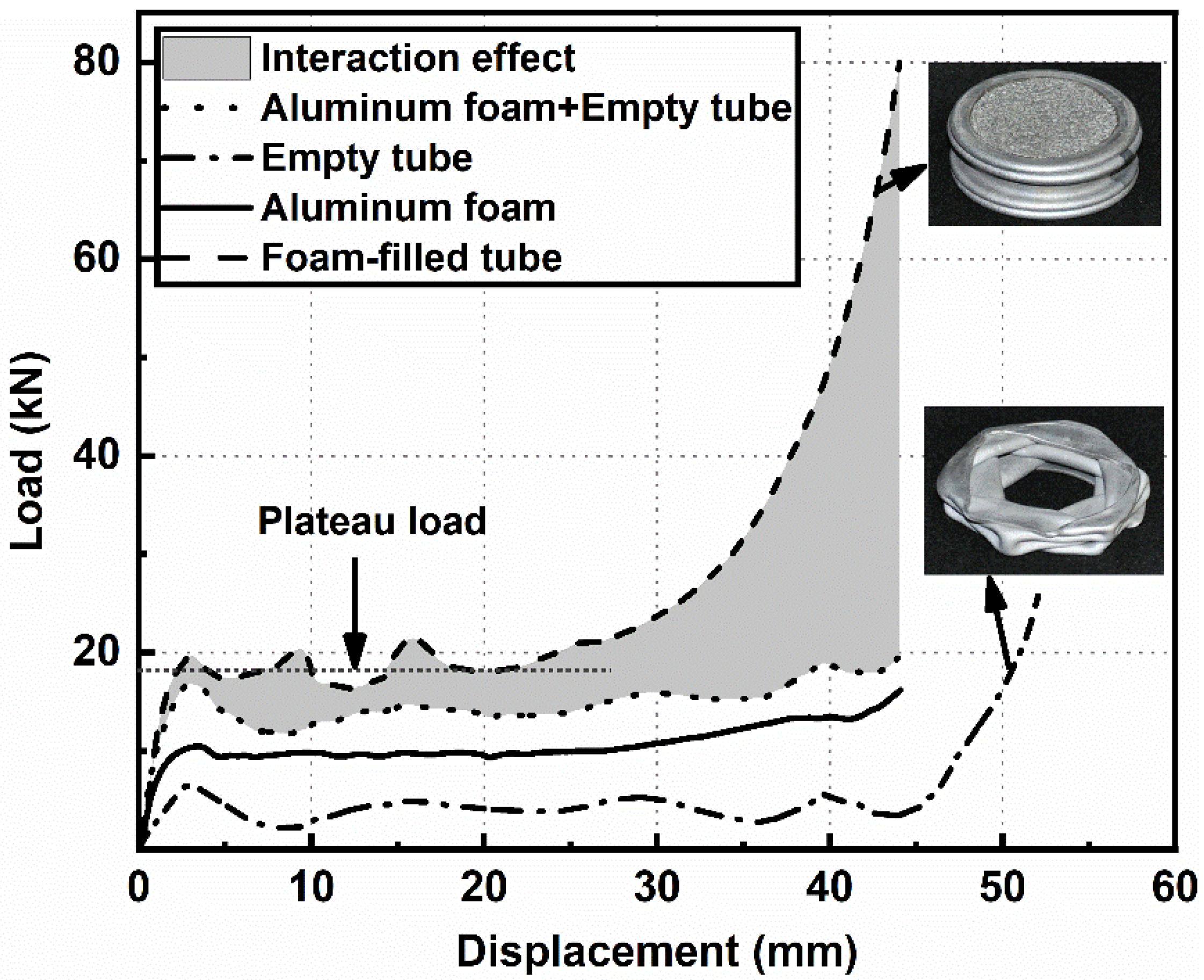
3.2. Foams-Filled Tubes
3.3. Energy Absorption of Foam-Filled Tubes
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wierzbicki, T.; Abramowicz, W. On the Crushing Mechanics of Thin-Walled Structures. J. Appl. Mech. Trans. ASME 1983, 50, 727. [Google Scholar] [CrossRef]
- Chen, W.G.; Wierzbicki, T. Relative merits of single-cell, multi-cell and foam-filled thin-walled structures in energy absorption. Thin-Walled Struct. 2001, 39, 287. [Google Scholar] [CrossRef]
- Yan, W.Y.; Durif, E.; Yamada, Y.; Wen, C. Crushing Simulation of Foam-Filled Aluminium Tubes. Mater. Trans. 2007, 48, 1901. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559. [Google Scholar] [CrossRef]
- Marx, J.; Rabiei, A. Overview of Composite Metal Foams and Their Properties and Performance. Adv. Eng. Mater. 2017, 19, 1600776. [Google Scholar] [CrossRef]
- Miyoshi, T.; Itoh, M.; Akiyama, S.; Kitahara, A. ALPORAS Aluminum Foam: Production Process, Properties, and Applications. Adv. Eng. Mater. 2000, 2, 179. [Google Scholar] [CrossRef]
- Huang, W.Z.; Luo, H.J.; Mu, Y.L.; Xu, J.R.; Zhao, A.C. Dynamic Compressive Property of Closed-Cell Mg Alloy Composite Foams Reinforced with SiC Particles. Acta Metall. Sin. Engl. Lett. 2019, 32, 1320. [Google Scholar] [CrossRef]
- Zeng, W.W.; Hou, S.H.; Ding, X.J.; Duan, D.L.; Li, S.; Zhang, S.H. Synthesis and Compression Property of Oxidation-Resistant Ni–Al Foams. Acta Metall. Sin. Engl. Lett. 2017, 30, 965. [Google Scholar] [CrossRef][Green Version]
- Santosa, S.P.; Wierzbicki, T.; Hanssen, A.G.; Langseth, M. Experimental and Numerical Studies of Foam-Filled Sections. Int. J. Impact Eng. 2000, 24, 509. [Google Scholar] [CrossRef]
- Hanssen, A.G.; Langseth, M.; Hopperstad, O.S. Static and dynamic crushing of circular aluminium extrusions with aluminium foam filler. Int. J. Impact Eng. 2000, 24, 475–507. [Google Scholar] [CrossRef]
- Hanssen, A.G.; Langseth, M.; Hopperstad, O.S. Static and dynamic crushing of square aluminium extrusions with aluminium foam filler. Int. J. Impact Eng. 2000, 24, 347–383. [Google Scholar] [CrossRef]
- Toksoy, A.K.; Güden, M. The strengthening effect of polystyrene foam filling in aluminum thin-walled cylindrical tubes. Thin-Walled Struct. 2005, 43, 333. [Google Scholar] [CrossRef]
- Yasuo, Y.; Takumi, B.; Zhenkai, X.; Cui’e, W. Energy Absorption and Crushing Behaviour of Foam-Filled Aluminum Tubes. Mater. Trans. 2005, 46, 2633. [Google Scholar]
- Yang, X.D.; An, T.; Wu, Z.Q.; Zou, T.C.; Song, H.P.; Sha, J.W.; He, C.N.; Zhao, N.Q. The effect of outer tube on quasi-static compression behavior of aluminum foam-filled tubes. Compos. Struct. 2020, 245, 112357. [Google Scholar] [CrossRef]
- Niknejad, A.; Abedi, M.M.; Liaghat, G.H.; Nejad, M.Z. Absorbed energy by foam-filled quadrangle tubes during the crushing process by considering the interaction effects. Arch. Civ. Mech. Eng. 2015, 15, 376. [Google Scholar] [CrossRef]
- Mantena, P.R.; Mann, R. Impact and dynamic response of high-density structural foams used as filler inside circular steel tube. Compos. Struct. 2003, 61, 291. [Google Scholar] [CrossRef]
- Cao, Z.K.; Li, M.; Yu, Y.; Luo, H.J. Fabrication of Aluminum Foams with Fine Cell Structure under Increased Pressure. Adv. Eng. Mater. 2016, 18, 1022. [Google Scholar] [CrossRef]
- Mukherjee, M.; Ramamurty, U.; Garcia-Moreno, F.; Banhart, J. The effect of cooling rate on the structure and properties of closed-cell aluminum foams. Acta Mater. 2010, 58, 5031. [Google Scholar] [CrossRef]
- Kavi, H.; Toksoy, A.K.; Guden, M. Predicting energy absorption in a foam-filled thin-walled aluminum tube based on experimentally determined strengthening coefficient. Mater. Des. 2006, 27, 263. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulovic’-Opara, L.; Ren, Z. Static and dynamic axial crush performance of in-situ foam-filled tubes. Compos. Struct. 2015, 124, 128. [Google Scholar] [CrossRef]
- Taherishargh, M.; Vesenjak, M.; Belova, I.V.; Krstulović-Opara, L. In situ manufacturing and mechanical properties of syntactic foam filled tubes. Mater. Des. 2016, 99, 356. [Google Scholar] [CrossRef]
- Mingzhe, L.; Junfeng, L.; Saeed, B.; Ridha, B.; Weiyi, L. Enhanced filler-tube wall interaction in liquid nanofoam-filled thin-walled tubes. Compos. Struct. 2018, 200, 120. [Google Scholar]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Ren, Z. Compressive performance evaluation of APM (Advanced Pore Morphology) foam filled tubes. Compos. Struct. 2015, 134, 409. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No | Density (g⋅cm−3) | Mean Pore Size (mm) | Pressure (MPa) | Plateau Stress (MPa) |
|---|---|---|---|---|
| 1# | 0.39 | 3.03 | 0.10 | 5.10 |
| 2# | 0.39 | 3.04 | 0.10 | 4.44 |
| 3# | 0.44 | 2.89 | 0.16 | 5.13 |
| 4# | 0.52 | 1.94 | 0.20 | 5.54 |
| 5# | 0.54 | 1.91 | 0.18 | 8.42 |
| 6# | 0.54 | 1.93 | 0.21 | 6.28 |
| 7# | 0.55 | 1.90 | 0.22 | 7.80 |
| 8# | 0.63 | 1.65 | 0.30 | 8.64 |
| 19# | 0.66 | 1.67 | 0.34 | 10.94 |
| 10# | 0.67 | 1.62 | 0.32 | 9.50 |
| 11# | 0.67 | 1.66 | 0.30 | 10.07 |
| 12# | 0.71 | 0.99 | 0.32 | 12.82 |
| 13# | 0.71 | 0.95 | 0.30 | 11.72 |
| 14# | 0.71 | 0.94 | 0.30 | 12.56 |
| 15# | 0.75 | 0.91 | 0.36 | 12.88 |
| 16# | 0.89 | 0.82 | 0.40 | 16.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Cao, Z.; Tu, G.; Mu, Y. Energy Absorption of Different Cell Structures for Closed-Cell Foam-Filled Tubes Subject to Uniaxial Compression. Metals 2020, 10, 1579. https://doi.org/10.3390/met10121579
Yu Y, Cao Z, Tu G, Mu Y. Energy Absorption of Different Cell Structures for Closed-Cell Foam-Filled Tubes Subject to Uniaxial Compression. Metals. 2020; 10(12):1579. https://doi.org/10.3390/met10121579
Chicago/Turabian StyleYu, Yang, Zhuokun Cao, Ganfeng Tu, and Yongliang Mu. 2020. "Energy Absorption of Different Cell Structures for Closed-Cell Foam-Filled Tubes Subject to Uniaxial Compression" Metals 10, no. 12: 1579. https://doi.org/10.3390/met10121579
APA StyleYu, Y., Cao, Z., Tu, G., & Mu, Y. (2020). Energy Absorption of Different Cell Structures for Closed-Cell Foam-Filled Tubes Subject to Uniaxial Compression. Metals, 10(12), 1579. https://doi.org/10.3390/met10121579