Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts



Abstract
1. Introduction
2. Materials and Methods
2.1. WAAM Deposition Process and Material Analysis
2.2. Experimental Setup for Drilling Tests
3. Results and Discussion
3.1. Mechanical Properties and Workpiece Microstructure Characterization
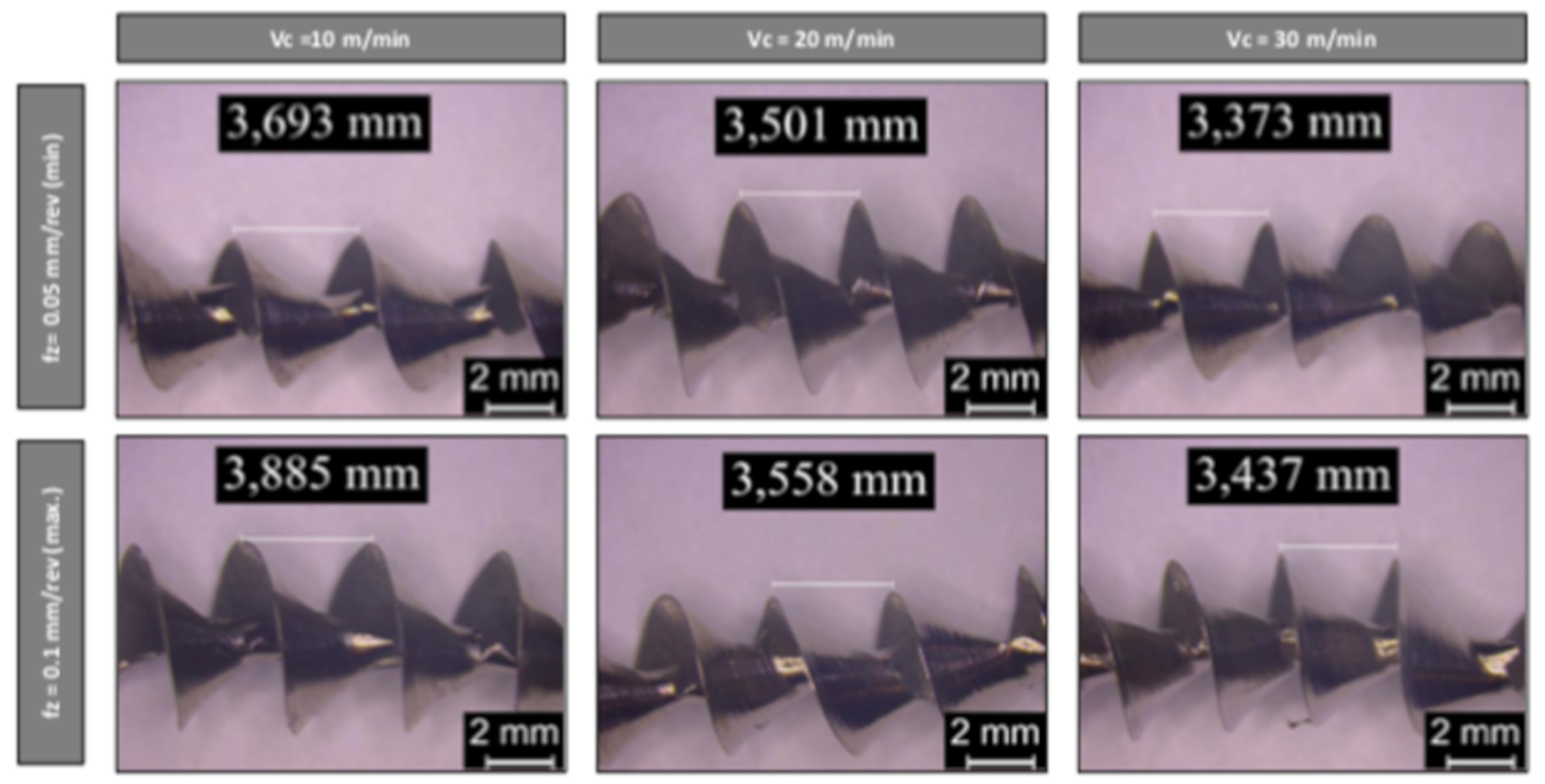
3.2. Chip Morphology Analysis
3.3. Cutting Force Magnitudes
3.4. Hole Quality Analysis
4. Conclusions
- It was shown that WAAM additive technology is a valid alternative for manufacturing Ti6Al4V titanium parts based on the mechanical results obtained. No typical welding defects such as pores or lack of fusion were observed. The microstructure is typical of rapid cooling normally associated with welding processes. The slight variations in hardness are because of the thermal cycles of the additive manufacturing layer by layer.
- The study also highlighted the influence of the workpiece manufacturing process on cutting forces. Higher cutting torque and thrust for values were obtained for the workpieces produced by WAAM.
- An increase of cutting forces with feed per tooth was observed for both materials. This result is in accordance with previous studied and can be linked to the higher cross-sectional area of the chip. Conversely, cutting forces were reduced when cutting speed was augmented. This result can be linked to the poorer mechanical resistance of titanium at higher temperatures.
- Regarding the chip geometry, a greater feed led to a smaller chip length, while no big differences were observed with the variation of cutting speed. Moreover, a metallographic analysis of the chip cross section showed that a serrated chip formation process was also present during drilling of titanium produced by WAAM.
- Hole quality was also found to be affected by the materials’ manufacturing process. Burr height values were approximately 0.1 mm lower in the workpieces produced by WAAM. This can be explained by the higher hardness and mechanical properties of the additive-manufactured material. The hole diameter and surface roughness values were in the tolerance range required in the aeronautics industry for airframe parts.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Acronyms
| Abbreviation | Definition |
| AM | Additive Manufacturing |
| WAAM | Wire Arc Additive Manufacturing |
| EASA | European Union Aviation Safety Agency |
| LMD | Laser Melting Deposition |
| SLM | Selective Laser Melting |
| EBM | Electron Beam Melting |
| PAW | Plasma Arc Welding |
| AMS | Aerospace Material Specification |
| IR | Infrared Spectroscopy |
| CNC | Computer Numerical Control |
| MQL | Minimum Quantity Lubrication |
| UTS | Ultimate Tensile Stress |
| YS | Yield Strength |
| Vc | Cutting Speed |
References
- Wohlers, T. Additive Manufacturing and 3D Printing, State of the Industry; Annual Worldwide Progress Report; Wohlers Associations: Colorado, USA, 2012. [Google Scholar]
- Liberini, M.; Astarita, A.; Campatelli, G.; Scippa, A.; Montevecchi, F.; Venturini, G.; Durante, M.; Boccarusso, L.; Minutolo, F.M.C.; Squillace, A. Selection of optimal process parameters for wire arc additive manufacturing. Procedia CIRP 2017, 62, 470–474. [Google Scholar] [CrossRef]
- Venturini, G.; Montevecchi, F.; Scippa, A.; Campatelli, G. Optimization of WAAM deposition patterns for T-crossing features. Procedia CIRP 2016, 55, 95–100. [Google Scholar] [CrossRef]
- Ho, A.; Zhao, H.; Fellowes, J.W.; Martina, F.; Davis, A.E.; Prangnell, P.B. On the origin of microstructural banding in Ti-6Al4V wire-arc based high deposition rate additive manufacturing. Acta Mater. 2019, 166, 306–323. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Fei, Z. The effects of forced interpass cooling on the material properties of wire arc additively manufactured Ti6Al4V alloy. J. Mater. Process. Technol. 2018, 258, 97–105. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and mechanical properties of wire and arc additive manufactured Ti-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Artaza, T.; Alberdi, A.; Murua, M.; Gorrotxategi, J.; Frías, J.; Puertas, G.; Melchor, M.A.; Mugica, D.; Suárez, A. Design and integration of WAAM technology and in situ monitoring system in a gantry machine. Procedia Manuf. 2017, 13, 778–785. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Tabernero, I.; Paskual, A.; Álvarez, P.; Suárez, A. Study on Arc Welding Processes for High Deposition Rate Additive Manufacturing. Procedia CIRP 2018, 68, 358–362. [Google Scholar]
- Le Coz, G.; Marinescu, M.; Devillez, A.; Dudzinski, D.; Velnom, L. Measuring temperature of rotating cutting tools: Application to MQL drilling and dry milling of aerospace alloys. Appl. Therm. Eng. 2012, 36, 434–441. [Google Scholar] [CrossRef]
- Xu, J.; Mkaddem, A.; El Mansori, M. Recent advances in drilling hybrid FRP/Ti composite: A state-of-the-art review. Compos. Struct. 2016, 135, 316–338. [Google Scholar] [CrossRef]
- Sharif, S.; Abd, E.; Sasahar, H. Machinability of Titanium Alloys in Drilling. In Titanium Alloys: Towards Achieving Enhanced Properties for Diversified Applications; Books on Demand: London, UK, 2012; pp. 117–138. [Google Scholar]
- Nouari, M.; Makich, H. On the Physics of Machining Titanium Alloys: Interactions between Cutting Parameters, Microstructure and Tool Wear. Metals 2014, 4, 335–358. [Google Scholar] [CrossRef]
- Abdelhafeez, A.M.; Soo, S.L.; Aspinwall, D.K.; Dowson, A.; Arnold, D. Burr formation and hole quality when drilling titanium and aluminium alloys. Procedia CIRP 2015, 37, 230–235. [Google Scholar] [CrossRef]
- Dornfeld, D.A.; Kim, J.S.; Dechow, H.; Hewson, J.; Chen, L.J. Drilling burr formation in titanium alloy. CIRP Ann. 1999, 48, 73–76. [Google Scholar] [CrossRef]
- Zhu, Z.; Sui, S.; Sun, J.; Li, J.; Li, Y. Investigation on performance characteristics in drilling of Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2017, 93, 651–660. [Google Scholar] [CrossRef]
- Priarone, P.C.; Rizzuti, S.; Ruffa, S.; Settineri, L. Drilling experiments on a gamma titanium aluminide obtained via electron beam melting. Int. J. Adv. Manuf. Technol. 2013, 69, 483–490. [Google Scholar] [CrossRef]
- Available online: https://www.addilan.com/ (accessed on 29 November 2019).
- Zhu, Z.; Guo, K.; Sun, J.; Li, J.; Liu, Y.; Chen, L.; Zheng, Y. Evolution of 3D chip morphology and phase transformation in dry drilling Ti6Al4V alloys. J. Manuf. Process. 2018, 34, 531–539. [Google Scholar] [CrossRef]
- Daymi, A.; Boujelbene, M.; Salem, S.B.; Hadj Sassi, B.; Torbaty, S.; Sassi, B.H. Effect of the cutting speed on the chip morphology and the cutting forces. Manuf. Process. Eng. Mater. 2009, 78, 77–83. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | V | Fe | O | C | N | H | Other | Ti | |
| Wire | 5.5–6.75 | 3.5–4.5 | 0.22 | 0.12–0.2 | <0.05 | <0.03 | <0.015 | <0.4 | Bal. |
| Substrate | 5.5–6.75 | 3.5–4.5 | <0.3 | <0.2 | <0.08 | <0.05 | <0.015 | <0.4 | Bal. |
| Parameter | Unit | Value |
|---|---|---|
| Torch Velocity | mm/min | 400 |
| Wire feed | m/min | 6.7 |
| Arc Energy | J/mm | 1.125 |
| Gas Pilot | l/min | 1.2 |
| Shielding Gas | l/min | 12 |
| Inter-bead Temperature | °C | 600 |
| Nominal wall dimension (LxWXH) | mm | 210 × 15 × 105 |
| Parameter | Level -1 | Level 0 | Level 1 |
|---|---|---|---|
| Cutting speed (m/min) | 10 | 20 | 30 |
| Feed rate (mm/rev) | 0.05 | 0.075 | 0.1 |
| Specimen | UTS (MPa) | YS (MPa) | Elong (%) |
|---|---|---|---|
| Horizontal PAW-WAAM | 981 ± 36.3 | 917 ± 19.3 | 11 ± 0.9 |
| Vertical PAW-WAAM | 925 ± 18.2 | 864 ± 22.8 | 15 ± 1.3 |
| Oblique PAW-WAAM | 1094 ± 35.5 | 1020 ± 20.2 | 10 ± 0.5 |
| Ti6Al4V | >931 | >862 | >10 |
| Hardness (HV 10) | ||
|---|---|---|
| Position | Average | St. Dev. |
| Top | 294 | ±4 |
| Center | 304 | ±7 |
| Bottom | 304 | ±5 |
| Mean | 301 | ±8 |
| Material | Chemical Composition (wt %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | V | Fe | O | C | N | H | Other | Ti | |
| PAW-WAAM | 6.3 | 4 | 0.17 | 0.16 | 0.02 | 0.014 | 0.003 | 0.00 | Bal. |
| Laminated | 5.5–6.75 | 3.5–4.5 | <0.3 | <0.2 | <0.08 | <0.05 | <0.015 | <0.4 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alonso, U.; Veiga, F.; Suárez, A.; Artaza, T. Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts. Metals 2020, 10, 24. https://doi.org/10.3390/met10010024
Alonso U, Veiga F, Suárez A, Artaza T. Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts. Metals. 2020; 10(1):24. https://doi.org/10.3390/met10010024
Chicago/Turabian StyleAlonso, Unai, Fernando Veiga, Alfredo Suárez, and Teresa Artaza. 2020. "Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts" Metals 10, no. 1: 24. https://doi.org/10.3390/met10010024
APA StyleAlonso, U., Veiga, F., Suárez, A., & Artaza, T. (2020). Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts. Metals, 10(1), 24. https://doi.org/10.3390/met10010024