On the Influence of Ultrasonic Surface Mechanical Attrition Treatment (SMAT) on the Fatigue Behavior of the 304L Austenitic Stainless Steel



Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation and Surface Treatments
2.2. Fatigue Tests
2.3. Sample Characterizations
3. Results
3.1. Surface Modifications
3.2. Fatigue Properties
3.3. Surface Residual Stresses
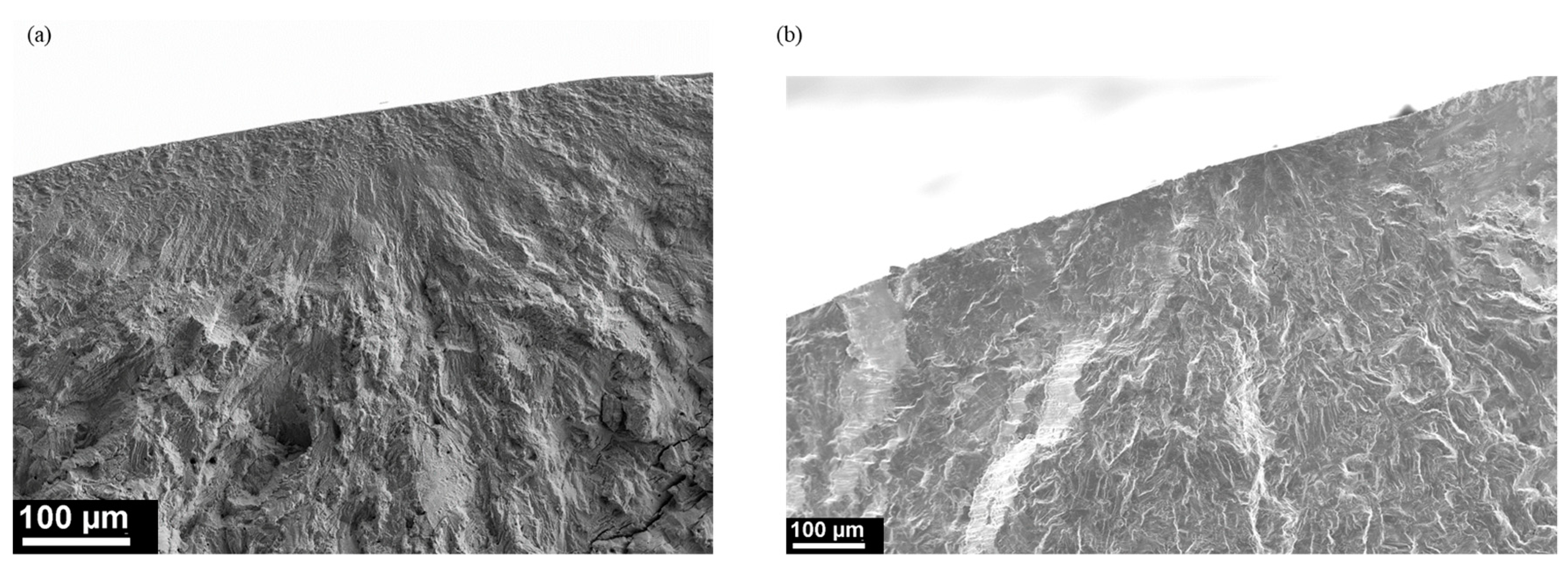
3.4. Fracture Surfaces
3.5. Self-Heating
4. Discussion
5. Conclusions
- The use of SMAT for 20 min at cryogenic temperature (CT) led to a lower roughness, a higher martensitic fraction, a higher surface hardness, and higher residual stresses in both phases (γ austenite and α’ martensite).
- As tested in rotating–bending (RB), the use of SMAT at CT did not bring the expected potential additional improvement in terms of fatigue. Indeed, the fatigue life enhancement was approximately 30% for both cryogenic and room temperature (RT) SMAT compared to the initial ground state.
- In tension–compression (TC), the use of SMAT at RT for 60 min on polished samples also led to an increase of approximately 20% of the fatigue limit compared to the initial state. However, the fatigue limit was found to be significantly smaller than the 20-min SMAT samples tested in RB (25% less), even if higher hardness and residual stress were reported after treatment. This could be due to more significant relaxations of the surface residual stresses coupled with sample size and SMAT-affected volume ratio effects.
- The primary and secondary cracks were initiated at the surface of the samples, but the observed crack propagation profiles were different depending on the loading conditions.
- A negligible homogeneous self-heating (∆t < 50 °C) of the specimens tested in tension-compression at low stress amplitudes was measured, whereas, at high stress amplitudes, much higher local temperature changes (∆t > 300 °C) were measured on the surface of the samples. The SMAT process was able to delay the onset of these local temperature increases to higher stress amplitude values (+10%).
Author Contributions
Funding
Conflicts of Interest
References
- Maiya, P.S.; Busch, D.E. Effect of surface roughness on low-cycle fatigue behavior of type 304 stainless steel. Metall. Trans. A 1975, 6, 1761. [Google Scholar] [CrossRef]
- Webster, G.A.; Ezeilo, A.N. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23, 375–383. [Google Scholar] [CrossRef]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Chen, G.; Gao, J.; Cui, Y.; Gao, H.; Guo, X.; Wu, S. Effects of strain rate on the low cycle fatigue behavior of AZ31B magnesium alloy processed by SMAT. J. Alloys Compd. 2018, 735, 536–546. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I. Comparison of the fatigue behavior and residual stress stability of laser-shock peened and deep rolled austenitic stainless steel AISI 304 in the temperature range 25–600 °C. Mater. Sci. Eng. A 2007, 465, 176–182. [Google Scholar] [CrossRef]
- Yasuoka, M.; Wang, P.; Zhang, K.; Qiu, Z.; Kusaka, K.; Pyoun, Y.S.; Murakami, R.I. Improvement of the fatigue strength of SUS304 austenite stainless steel using ultrasonic nanocrystal surface modification. Surf. Coat. Technol. 2013, 218, 93–98. [Google Scholar] [CrossRef]
- Cherif, A.; Pyoun, Y.; Scholtes, B. Effects of ultrasonic nanocrystal surface modification (UNSM) on residual stress state and fatigue strength of AISI 304. J. Mater. Eng. Perform. 2010, 19, 282–286. [Google Scholar] [CrossRef]
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Schulze, V. Characteristics of Surface Layers Produced by Shot Peening. In Proceedings of the Eighth International Conference on Shot Peening ICSP-8 in Garmisch-Partenkirchen DGM, Garmisch-Partenkirchen, Germany, 16–20 September 2002; pp. 145–160. [Google Scholar]
- Azadmanjiri, J.; Berndt, C.C.; Kapoor, A.; Wen, C. Development of surface nano-crystallization in alloys by surface mechanical attrition treatment (SMAT). Crit. Rev. Solid State Mater. Sci. 2015, 40, 164–181. [Google Scholar] [CrossRef]
- Grosdidier, T.; Novelli, M. Recent developments in the application of surface mechanical attrition treatments for improved gradient structures: Processing parameters and surface reactivity. Mater. Trans. 2019, 60, 1344–1355. [Google Scholar] [CrossRef]
- Bagherifard, S. Enhancing the structural performance of lightweight metals by shot peening. Adv. Eng. Mater. 2019, 21, 1801140. [Google Scholar] [CrossRef]
- Roland, T.; Retraint, D.; Lu, K.; Lu, J. Fatigue life improvement through surface nanostructuring of stainless steel by means of surface mechanical attrition treatment. Scr. Mater. 2006, 54, 1949–1954. [Google Scholar] [CrossRef]
- Uusitalo, J.; Karjalainen, L.P.; Retraint, D.; Palosaari, M. Fatigue properties of steels with ultrasonic attrition treated surface layers. In Materials Science Forum; Trans Tech Publications: Baech, Switzerland, 2009; Volume 604, pp. 239–248. [Google Scholar]
- Zhou, J.; Sun, Z.; Kanouté, P.; Retraint, D. Effect of surface mechanical attrition treatment on low cycle fatigue properties of an austenitic stainless steel. Int. J. Fatigue 2017, 103, 309–317. [Google Scholar] [CrossRef]
- Kumar, S.A.; Raman, S.G.S.; Narayanan, T.S. Influence of surface mechanical attrition treatment duration on fatigue lives of Ti–6Al–4V. Trans. Indian Inst. Met. 2014, 67, 137–141. [Google Scholar] [CrossRef]
- Nikitin, I.; Scholtes, B.; Maier, H.J.; Altenberger, I. High temperature fatigue behavior and residual stress stability of laser-shock peened and deep rolled austenitic steel AISI 304. Scr. Mater. 2004, 50, 1345–1350. [Google Scholar] [CrossRef]
- Torres, M.A.S.; Voorwald, H.J.C. An evaluation of shot peening, residual stress and stress relaxation on the fatigue life of AISI 4340 steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Masaki, K.; Ochi, Y.; Matsumura, T. Initiation and propagation behaviour of fatigue cracks in hard-shot peened Type 316L steel in high cycle fatigue. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 1137–1145. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue behavior of a low-alloy steel with nanostructured surface obtained by severe shot peening. Eng. Fract. Mech. 2012, 81, 56–68. [Google Scholar] [CrossRef]
- Tian, J.W.; Villegas, J.C.; Yuan, W.; Fielden, D.; Shaw, L.; Liaw, P.K.; Klarstrom, D.L. A study of the effect of nanostructured surface layers on the fatigue behaviors of a C-2000 superalloy. Mater. Sci. Eng. A 2007, 468, 164–170. [Google Scholar] [CrossRef]
- Pandey, V.; Chattopadhyay, K.; Srinivas, N.S.; Singh, V. Role of ultrasonic shot peening on low cycle fatigue behavior of 7075 aluminium alloy. Int. J. Fatigue 2017, 103, 426–435. [Google Scholar] [CrossRef]
- Kakiuchi, T.; Uematsu, Y.; Hasegawa, N.; Kondoh, E. Effect of ultrasonic shot peening on high cycle fatigue behavior in type 304 stainless steel at elevated temperature. J. Soc. Mater. Sci. 2016, 65, 325–330. [Google Scholar] [CrossRef][Green Version]
- Olson, G.B.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less-Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- Novelli, M.; Fundenberger, J.J.; Bocher, P.; Grosdidier, T. On the effectiveness of surface severe plastic deformation by shot peening at cryogenic temperature. Appl. Surf. Sci. 2016, 389, 1169–1174. [Google Scholar] [CrossRef]
- Novelli, M.; Bocher, P.; Grosdidier, T. Effect of cryogenic temperatures and processing parameters on gradient-structure of a stainless steel treated by ultrasonic surface mechanical attrition treatment. Mater. Charact. 2018, 139, 197–207. [Google Scholar] [CrossRef]
- Topic, M.; Tait, R.B.; Allen, C. The fatigue behaviour of metastable (AISI-304) austenitic stainless steel wires. Int. J. Fatigue 2007, 29, 656–665. [Google Scholar] [CrossRef]
- Spencer, K.; Embury, J.D.; Conlon, K.T.; Véron, M.; Bréchet, Y. Strengthening via the formation of strain-induced martensite in stainless steels. Mater. Sci. Eng. A 2004, 387, 873–881. [Google Scholar] [CrossRef]
- Sonats’ Company Website. Available online: https://sonats-et.com/ (accessed on 25 November 2019).
- Delbergue, D.; Texier, D.; Levesque, M.; Bocher, P. Comparison of two X-ray residual stress measurement methods: Sin2 ψ and cos α, through the determination of a martensitic steel X-ray elastic constant. In Proceedings of the 10th International Conference on Residual Stresses (ICRS10), Sydney, Australia, 3–7 July 2016. [Google Scholar]
- Stromeyer, C.E. The determination of fatigue limits under alternating stress conditions. Proc. R. Soc. Lond. 1914, 90, 411–425. [Google Scholar] [CrossRef]
- Velásquez, J.P.; Tidu, A.; Bolle, B.; Chevrier, P.; Fundenberger, J.J. Sub-surface and surface analysis of high speed machined Ti–6Al–4V alloy. Mater. Sci. Eng. A 2010, 527, 2572–2578. [Google Scholar] [CrossRef]
- Tian, H.; Liaw, P.K.; Fielden, D.E.; Brooks, C.R.; Brotherton, M.D.; Jiang, L.; Mansur, L.K. Effects of frequency on fatigue behavior of type 316 low-carbon, nitrogen-added stainless steel in air and mercury for the spallation neutron source. Metall. Mater. Trans. A 2006, 37, 163–173. [Google Scholar] [CrossRef]
- Papadopoulos, I.V.; Panoskaltsis, V.P. Invariant formulation of a gradient dependent multiaxial high-cycle fatigue criterion. Eng. Fract. Mech. 1996, 55, 513–528. [Google Scholar] [CrossRef]
- Pogoretskii, R.G. Effect of test piece length on the fatigue strength of steel in air. Mater. Sci. 1966, 1, 63–66. [Google Scholar] [CrossRef]
- Palin-Luc, T.; Lasserre, S. An energy based criterion for high cycle multiaxial fatigue. Eur. J. Mech. A Solids 1998, 17, 237–251. [Google Scholar] [CrossRef]
- Sun, Z.; Chemkhi, M.; Kanoute, P.; Retraint, D. Fatigue properties of a biomedical 316L steel processed by surface mechanical attrition. IOP Conf. Ser. Mater. Sci. Eng. 2004, 63, 012021. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Testing Condition | Rotating–Bending, Air, Room Temperature, 10 Hz, R = −1 (RB) | Tension–Compression, Air, Room Temperature, 10 Hz, R = −1 (TC) | |||
| Surface Treatment Condition | Ground (G) | SMAT for 20 min at room temperature (20 min RT) | SMAT for 20 min at cryogenic temperature (20 min CT) | Polished (mirror finish) (P) | SMAT for 60 min at room temperature (60 min RT) |
| Fatigue Sample’s Name | RB_G | RB_20 min RT | RB_20 min CT | TC_P | TC_60 min RT |
| Testing Condition | σD (MPa) | c | m |
|---|---|---|---|
| RB_G | 250 | 1.360 × 106 | 1.231 |
| RB_20 min RT | 320 | 2.225 × 107 | 2.060 |
| RB_20 min CT | 320 | - | - |
| TC_P | 205 | 8.756 × 105 | 1.218 |
| TC_60 min RT | 240 | 2.208 × 106 | 1.715 |
| Testing Condition | Sample’s Diameter (mm) | SMAT Affected Depth (mm) | fSMAT (%) | HVSMAT (HV) | Estimated σD (MPa) | Measured σD (MPa) | Error (%) |
|---|---|---|---|---|---|---|---|
| RB_20 min RT | 6 | 0.5 | 16 | 298.7 | 266.9 | 320 | −16.6 |
| RB_20 min CT | 6 | 0.35 | 11.3 | 345.3 | 268.2 | 320 | −16.2 |
| TC_60 min RT | 9 | 0.55 | 11.8 | 330.8 | 219 | 240 | −8.8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dureau, C.; Novelli, M.; Arzaghi, M.; Massion, R.; Bocher, P.; Nadot, Y.; Grosdidier, T. On the Influence of Ultrasonic Surface Mechanical Attrition Treatment (SMAT) on the Fatigue Behavior of the 304L Austenitic Stainless Steel. Metals 2020, 10, 100. https://doi.org/10.3390/met10010100
Dureau C, Novelli M, Arzaghi M, Massion R, Bocher P, Nadot Y, Grosdidier T. On the Influence of Ultrasonic Surface Mechanical Attrition Treatment (SMAT) on the Fatigue Behavior of the 304L Austenitic Stainless Steel. Metals. 2020; 10(1):100. https://doi.org/10.3390/met10010100
Chicago/Turabian StyleDureau, Clément, Marc Novelli, Mandana Arzaghi, Roxane Massion, Philippe Bocher, Yves Nadot, and Thierry Grosdidier. 2020. "On the Influence of Ultrasonic Surface Mechanical Attrition Treatment (SMAT) on the Fatigue Behavior of the 304L Austenitic Stainless Steel" Metals 10, no. 1: 100. https://doi.org/10.3390/met10010100
APA StyleDureau, C., Novelli, M., Arzaghi, M., Massion, R., Bocher, P., Nadot, Y., & Grosdidier, T. (2020). On the Influence of Ultrasonic Surface Mechanical Attrition Treatment (SMAT) on the Fatigue Behavior of the 304L Austenitic Stainless Steel. Metals, 10(1), 100. https://doi.org/10.3390/met10010100