Lifting Lightweight Metals to a New Level—Tribological Improvement by Hybrid Surface Solutions on Aluminium and Magnesium

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Morphology and Composition
3.2. Wear and Friction Behaviour
3.2.1. Wear of PEO Surfaces
3.2.2. Wear of Hybrid Surfaces
4. Conclusions
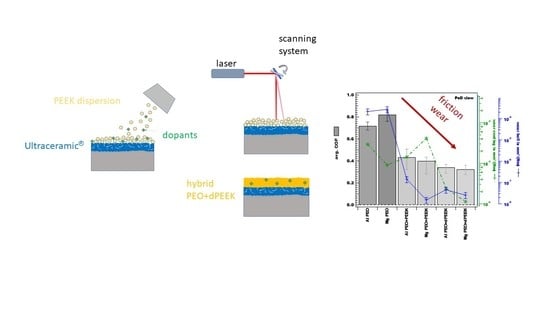
- While the PEO surface acts as a hard and dense shell for the lightweight alloy, the hybrid solution in combination with doped PEEK coating leads to low friction and improved wear behavior.
- Lower stiffness of the PEEK on the Mg alloy results in elastic deformation and, thus, a higher absorbance of impact energy, leading to most remarkable positive wear and friction influences on the hybrid surface of the Mg alloy.
- After a wear down of the PEEK top coating the stored PEEK in the caverns of the PEO surface is still acting as a solid lubricant keeping the coefficient of friction low.
- The doped PEEK hybrid coating leads to an improved wear behavior of the surface, whereas the additives act like dumpers.
- By introducing additives into the PEEK dispersion, the wear mechanism is changed from ploughing and third-body abrasion to adhesive deformation and transfer film forming accompanied by almost no wear of both, coating and counter body side.
- The wear on the counter body side can be reduced by three orders of magnitude by the doped hybrid surface solutions.
- Thus, doped hybrid coatings are attractive solutions for aggressive sliding conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Cole, G.S.; Sherman, A.M. Light weight materials for automotive applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Singh, I.B.; Singh, M.; Das, S. A comparative corrosion behavior of Mg, AZ31 and AZ91 alloys in 3.5% NaCl solution. J. Magnes. Alloys 2015, 3, 142–148. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Graf, M.; Härtel, S.; Awiszus, B. Application of numerical simulation for lightweight design. J. Mech. Eng. 2019, 8, 176–191. [Google Scholar]
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Lightweight Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Joost, W.J. Reducing Vehicle Weight and Improving U.S. Energy Efficiency Using Integrated Computational Materials Engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef]
- Aghion, E.; Bronfin, B.; Eliezer, D. The role of the magnesium industry in protecting the environment. J. Mater. Process. Technol. 2001, 117, 381–385. [Google Scholar] [CrossRef]
- Bland, L.G.; Scully, L.C.; Scully, J.R. Assessing the Corrosion of Multi-Phase Mg-Al Alloys with High Al Content by Electrochemical Impedance, Mass Loss, Hydrogen Collection, and Inductively Coupled Plasma Optical Emission Spectrometry Solution Analysis. Corrosion 2017, 73, 526–543. [Google Scholar] [CrossRef]
- Joost, W.J. Targeting High Impact R&D for Automotive Magnesium Alloys. In Magnesium Technology 2017; Solanki, K.N., Orlov, D., Singh, A., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 5–6. [Google Scholar]
- Guo, K.W. A Review of Magnesium/Magnesium Alloys Corrosion and its Protection. Recent Pat. Corros. Sci. 2010, 2, 13–21. [Google Scholar] [CrossRef]
- Luo, A.A. Magnesium Development as a Lightweight Material—In Competition with Other Structural Materials. In Magnesium Technology 2017; Solanki, K.N., Orlov, D., Singh, A., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2017; p. 7. [Google Scholar]
- Algahtani, A.; Mahmoud, E.R.I.; Khan, S.; Tirth, V. Experimental Studies on Corrosion Behavior of Ceramic Surface Coating using Different Deposition Techniques on 6082-T6 Aluminum Alloy. Processes 2018, 6, 240. [Google Scholar] [CrossRef]
- Arrabal, R.; Mohedano, M.; Matykina, E.; Pardo, A.; Mingo, B.; Merino, M.C. Characterization and wear behaviour of PEO coatings on 6082-T6 aluminium alloy with incorporated α-Al2O3 particles. Surf. Coat. Technol. 2015, 269, 64–73. [Google Scholar] [CrossRef]
- Qi, X.; Shang, H.; Ma, B.; Zhang, R.; Guo, L.; Su, B. Microstructure and Wear Properties of Micro Arc Oxidation Ceramic Coatings. Materials 2020, 13, 970. [Google Scholar] [CrossRef]
- Matykina, E.; Arrabal, R.; Mohedano, M.; Mingo, B.; Gonzalez, J.; Pardo, A.; Merino, M.C. Recent advances in energy efficient PEO processing of aluminium alloys. Trans. Nonferr. Met. Soc. China 2017, 27, 1439–1454. [Google Scholar] [CrossRef]
- Tian, J.; Luo, Z.; Qi, S.; Sun, X. Structure and antiwear behavior of micro-arc oxidized coatings on aluminum alloy. Surf. Coat. Technol. 2002, 154, 1–7. [Google Scholar] [CrossRef]
- Toulabifard, A.; Hakimizad, A.; Di Franco, F.; Raeissi, K.; Santamaria, M. Synergistic effect of W incorporation and pulsed current mode on wear and tribocorrosion resistance of coatings grown by plasma electrolytic oxidation on 7075 Al alloy. Mater. Res. Express 2019, 6, 106502. [Google Scholar] [CrossRef]
- Nasiri Vatan, H. Wear and Corrosion Performance of PEO-synthesized SiC Nanocomposite Coatings: Effect of Processing Time and Current Density. Int. J. Electrochem. Sci. 2016, 5631–5654. [Google Scholar] [CrossRef]
- White, L.; Koo, Y.; Neralla, S.; Sankar, J.; Yun, Y. Enhanced mechanical properties and increased corrosion resistance of a biodegradable magnesium alloy by plasma electrolytic oxidation (PEO). Mater. Sci. Eng. B Solid State Mater. Adv. Technol. 2016, 208, 39–46. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Wang, L.; Wang, S.C.; Liang, J.; Xue, Q.; Yan, F. Preparation and performance of a novel multifunctional plasma electrolytic oxidation composite coating formed on magnesium alloy. J. Mater. Sci. 2009, 44, 1998–2006. [Google Scholar] [CrossRef]
- Bala Srinivasan, P.; Blawert, C.; Dietzel, W. Dry sliding wear behaviour of plasma electrolytic oxidation coated AZ91 cast magnesium alloy. Wear 2009, 266, 1241–1247. [Google Scholar] [CrossRef]
- Barati Darband, G.; Aliofkhazraei, M.; Hamghalam, P.; Valizade, N. Plasma electrolytic oxidation of magnesium and its alloys: Mechanism, properties and applications. J. Magnes. Alloys 2017, 5, 74–132. [Google Scholar] [CrossRef]
- Famiyeh, L.; Huang, X. Plasma Electrolytic Oxidation Coatings on Aluminum Alloys: Microstructures, Properties, and Applications. Mod. Concepts Mater. Sci. 2019, 2. [Google Scholar]
- Egorkin, V.S.; Gnedenkov, S.V.; Sinebryukhov, S.L.; Vyaliy, I.E.; Gnedenkov, A.S.; Chizhikov, R.G. Increasing thickness and protective properties of PEO-coatings on aluminum alloy. Surf. Coat. Technol. 2018, 334, 29–42. [Google Scholar] [CrossRef]
- Curran, J.A.; Kalkancı, H.; Magurova, Y.; Clyne, T.W. Mullite-rich plasma electrolytic oxide coatings for thermal barrier applications. Surf. Coat. Technol. 2017, 201, 8683–8687. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, L.; Qi, Y.; Cai, W.; Jiang, Z. Self-lubricating Al2O3/PTFE composite coating formation on surface of aluminium alloy. Surf. Coat. Technol. 2010, 204, 3315–3318. [Google Scholar] [CrossRef]
- Wang, Y.M.; Jiang, B.L.; Lei, T.Q.; Guo, L.X. Microarc oxidation and spraying graphite duplex coating formed on titanium alloy for antifriction purpose. Appl. Surf. Sci. 2005, 246, 214–221. [Google Scholar] [CrossRef]
- Srinivasan, P.B.; Scharnagl, N.; Blawert, C.; Dietzel, W. Enhanced corrosion protection of AZ31 magnesium alloy by duplex plasma electrolytic oxidation and polymer coatings. Surf. Eng. 2010, 26, 354–360. [Google Scholar] [CrossRef]
- Liang, J.; Wang, P.; Hu, L.; Hao, J. Tribological properties of duplex MAO/DLC coatings on magnesium alloy using combined microarc oxidation and filtered cathodic arc deposition. Mater. Sci. Eng. A 2007, 454–455, 164–169. [Google Scholar] [CrossRef]
- Liu, Y.-F.; Liskiewicz, T.; Yerokhin, A.; Korenyi-Both, A.; Zabinski, J.; Lin, M.; Matthews, A.; Voevodin, A.A. Fretting wear behavior of duplex PEO/chameleon coating on Al alloy. Surf. Coat. Technol. 2018, 352, 238–246. [Google Scholar] [CrossRef]
- Awad, S.H.; Qian, H.C. Deposition of duplex Al2O3/TiN coatings on aluminum alloys for tribological applications using a combined microplasma oxidation (MPO) and arc ion plating (AIP). Wear 2006, 260, 215–222. [Google Scholar] [CrossRef]
- Seung, M.Y. Tribology of polymeric coatings for aggressive bearing applications. Diss. Urbana Ill. 2013. [Google Scholar]
- McCook, N.L.; Burris, D.L.; Bourne, G.R.; Steffens, J.; Hanrahan, J.R.; Sawyer, W.G. Wear resistant solid lubricant coating made from PTFE and epoxy. Tribol. Lett. 2005, 18, 119–124. [Google Scholar] [CrossRef]
- Martini, C.; Ceschini, L.; Tarterini, F.; Paillard, J.M.; Curran, J.A. PEO layers obtained from mixed aluminate–phosphate baths on Ti–6Al–4V: Dry sliding behaviour and influence of a PTFE topcoat. Wear 2010, 269, 747–756. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, X.; Blawert, C.; Zheludkevich, M.L.; Zhang, T.; Wang, F. Formation of self-lubricating PEO coating via in-situ incorporation of PTFE particles. Surf. Coat. Technol. 2008, 337, 379–388. [Google Scholar] [CrossRef]
- Vaganov-Vil’kins, A.A.; Rudnev, V.S.; Pavlov, A.D.; Sukhoverkhov, S.V.; Kostin, V.I.; Lukiyanchuk, I.V. IR and Py-GC/MS investigation of composite PTFE/PEO coatings on aluminum. Mater. Chem. Phys. 2019, 221, 436–446. [Google Scholar] [CrossRef]
- Nunez, E.E.; Yeo, S.M.; Polycarpou, A.A. (Eds.) Purdue University, Tribological Behavior of PTFE, PEEK, and Fluorocarbon-Based Polymeric Coatings Used in Air-Conditioning and Refrigeration Compressors. In Proceedings of the 2010 International Compressor Engineering Conference, West Lafayette, IN, USA, 12–15 July 2010. [Google Scholar]
- Bhanavase, V.L.; Jogi, B.F. (Eds.) Parametric Study of Friction and Wear for Polyether Ether Ketone (Peek) Compoosite under Dry Sliding Condition. In Proceedings of the International Conference on Ideas, Impact and Innovation in Mechanical Engineering (ICIIIME 2017), Pune, India, 1–2 June 2017. [Google Scholar]
- Lin, L.; Pei, X.-Q.; Bennewitz, R.; Schlarb, A.K. Tribological Response of PEEK to Temperature Induced by Frictional and External Heating. Tribol. Lett. 2019. [Google Scholar] [CrossRef]
- Pei, X.-Q.; Lin, L.-Y.; Schlarb, A.K.; Bennewitz, R. Novel Experiments Reveal Scratching and Transfer Film Mechanisms in the Sliding of the PEEK/Steel Tribosystem. Tribol. Lett. 2016, 63, 492. [Google Scholar] [CrossRef]
- Burris, D.L.; Sawyer, W.G. Tribological behavior of PEEK components with compositionally graded PEEK/PTFE surfaces. Wear 2007, 262, 220–224. [Google Scholar] [CrossRef]
- Lu, Z.P.; Friedrich, K. On sliding friction and wear of PEEK and its composites. Wear 1995, 181–183, 624–631. [Google Scholar] [CrossRef]
- Hanchi, J.; Eiss, N.S. Dry sliding friction and wear of short carbon-fiber-reinforced polyetheretherketone (PEEK) at elevated temperatures. Wear 1997, 203–204, 380–386. [Google Scholar] [CrossRef]
- Hou, X.; Shan, C.X.; Choy, K.-L. Microstructures and tribological properties of PEEK-based nanocomposite coatings incorporating inorganic fullerene-like nanoparticles. Surf. Coat. Technol. 2008, 202, 2287–2291. [Google Scholar] [CrossRef]
- Rodriguez, V.; Sukumaran, J.; Schlarb, A.K.; de Baets, P. Influence of solid lubricants on tribological properties of polyetheretherketone (PEEK). Tribol. Int. 2016, 103, 45–57. [Google Scholar] [CrossRef]
- Buling, A.; Zerrer, J. Increasing the application fields of magnesium by ultraceramic®: Corrosion and wear protection by plasma electrolytical oxidation (PEO) of Mg alloys. Surf. Coat. Technol. 2019, 369, 142–155. [Google Scholar] [CrossRef]
- ELB (Eloxalwerk Ludwigsburg Helmut Zerrer GmbH 71642 Ludwigsburg-Neckarweihingen (DE)). Beschichtungsdispersion; herstellungsverfahren einer beschichtungsdispersion. EP 3 508 283 A3, 12 November 2018. [Google Scholar]
- Sändker, H.J.; Stollenwerk, J.; Zerrer, A. vorrichtung zum beschichten eines werkstücks mit mindestens einem hochleistungspolymer; beschichtungsverfahren. EP 3 498 383 A3, 29 October 2018. [Google Scholar]
- Sändker, H.; Stollenwerk, J.; Loosen, P. Laser-based process for polymeric tribological coatings on lightweight components. Surf. Coat. Technol. 2017, 332, 391–398. [Google Scholar] [CrossRef]
- Laux, K.A.; Jean-Fulcrand, A.; Sue, H.J.; Bremner, T.; Wong, J.S.S. The influence of surface properties on sliding contact temperature and friction for polyetheretherketone (PEEK). Polymer 2016, 103, 397–404. [Google Scholar] [CrossRef]
- Srinivasan, P.B.; Blawert, C.; Störmer, M.; Dietzel, W. Characterisation of tribological and corrosion behaviour of plasma electrolytic oxidation coated AM50 magnesium alloy. Surf. Eng. 2010, 26, 340–346. [Google Scholar] [CrossRef]
- Zhang, G.; Schlarb, A.K. Correlation of the tribological behaviors with the mechanical properties of poly-ether-ether-ketones (PEEKs) with different molecular weights and their fiber filled composites. Wear 2009, 266, 337–344. [Google Scholar] [CrossRef]
- Schroeder, R.; Torres, F.W.; Binder, C.; Klein, A.N.; de Mello, J.D.B. Failure mode in sliding wear of PEEK based composites. Wear 2013, 301, 717–726. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element in wt% | Al | Mg | Si | Fe | Cu | Mn | Zn | Ti |
|---|---|---|---|---|---|---|---|---|
| Al AW6082 | balance | 0.6–1.2 | 0.7–1.3 | 0.5 | 0.1 | 0.4–1.0 | 0.2 | 0.1 |
| Mg AZ31 | 2.5–3.5 | balance | 0–0.1 | - | 0–0.5 | 0.2–1.0 | 0.6–1.4 | - |
| Parameters | Slow | Fast |
|---|---|---|
| f/Hz | 0.6 | 1.4 |
| vmax/cm/s | 0.64 | 29.7 |
| FN/N | 4 | 10 |
| path length/mm | 3 | 40 |
| l total distance/m | 80 | 1000 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buling, A.; Zerrer, J. Lifting Lightweight Metals to a New Level—Tribological Improvement by Hybrid Surface Solutions on Aluminium and Magnesium. Lubricants 2020, 8, 65. https://doi.org/10.3390/lubricants8060065
Buling A, Zerrer J. Lifting Lightweight Metals to a New Level—Tribological Improvement by Hybrid Surface Solutions on Aluminium and Magnesium. Lubricants. 2020; 8(6):65. https://doi.org/10.3390/lubricants8060065
Chicago/Turabian StyleBuling, Anna, and Joerg Zerrer. 2020. "Lifting Lightweight Metals to a New Level—Tribological Improvement by Hybrid Surface Solutions on Aluminium and Magnesium" Lubricants 8, no. 6: 65. https://doi.org/10.3390/lubricants8060065
APA StyleBuling, A., & Zerrer, J. (2020). Lifting Lightweight Metals to a New Level—Tribological Improvement by Hybrid Surface Solutions on Aluminium and Magnesium. Lubricants, 8(6), 65. https://doi.org/10.3390/lubricants8060065