Some Hard or Soft Coatings to Protect the Pristine Biometallic Substrates under Fretting-Corrosion Solicitations: What Should Be the Best Solution?


 ,
,  ,
,
Abstract
1. Introduction
2. Coatings Statements
3. Materials and Methods
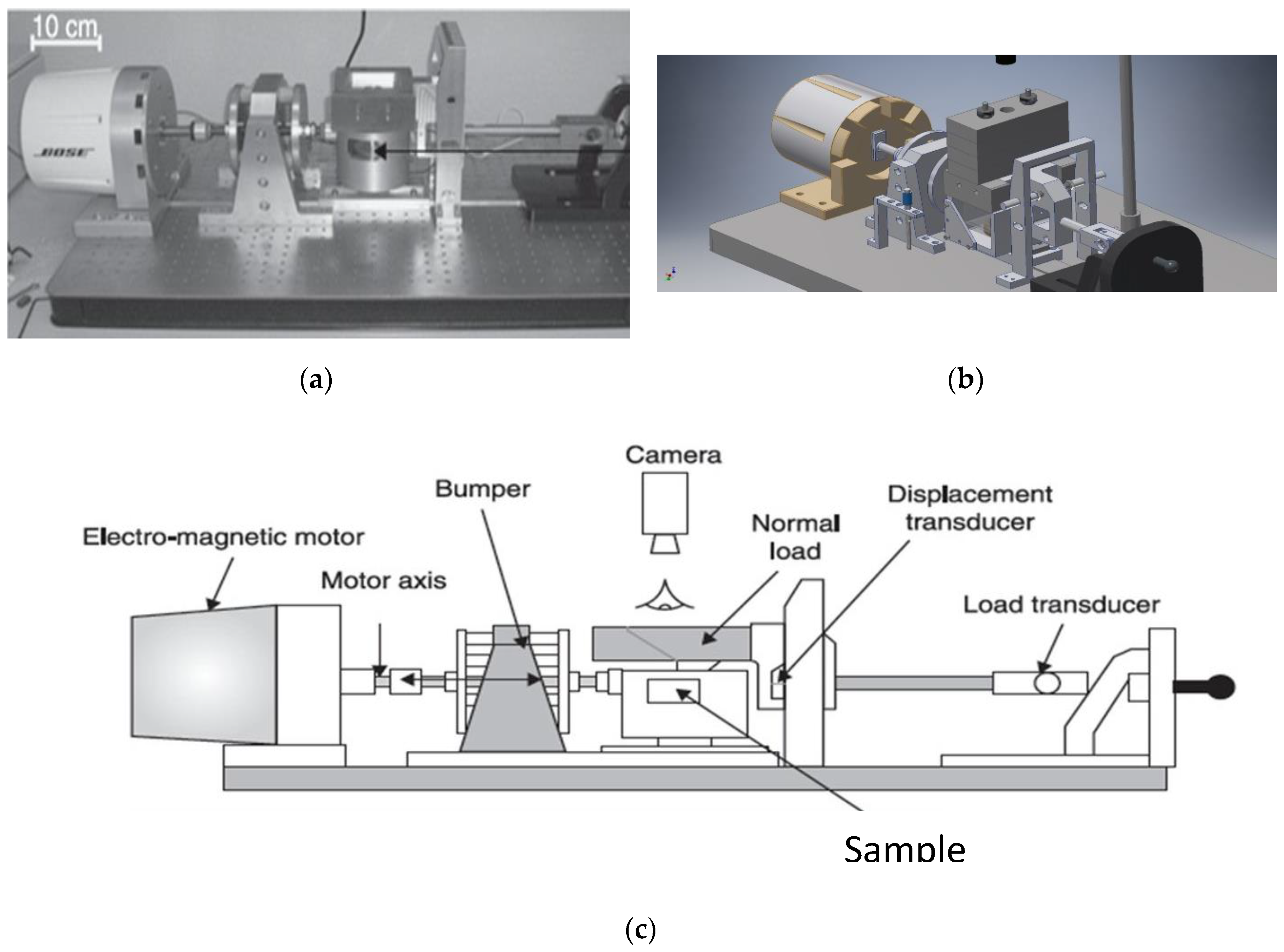
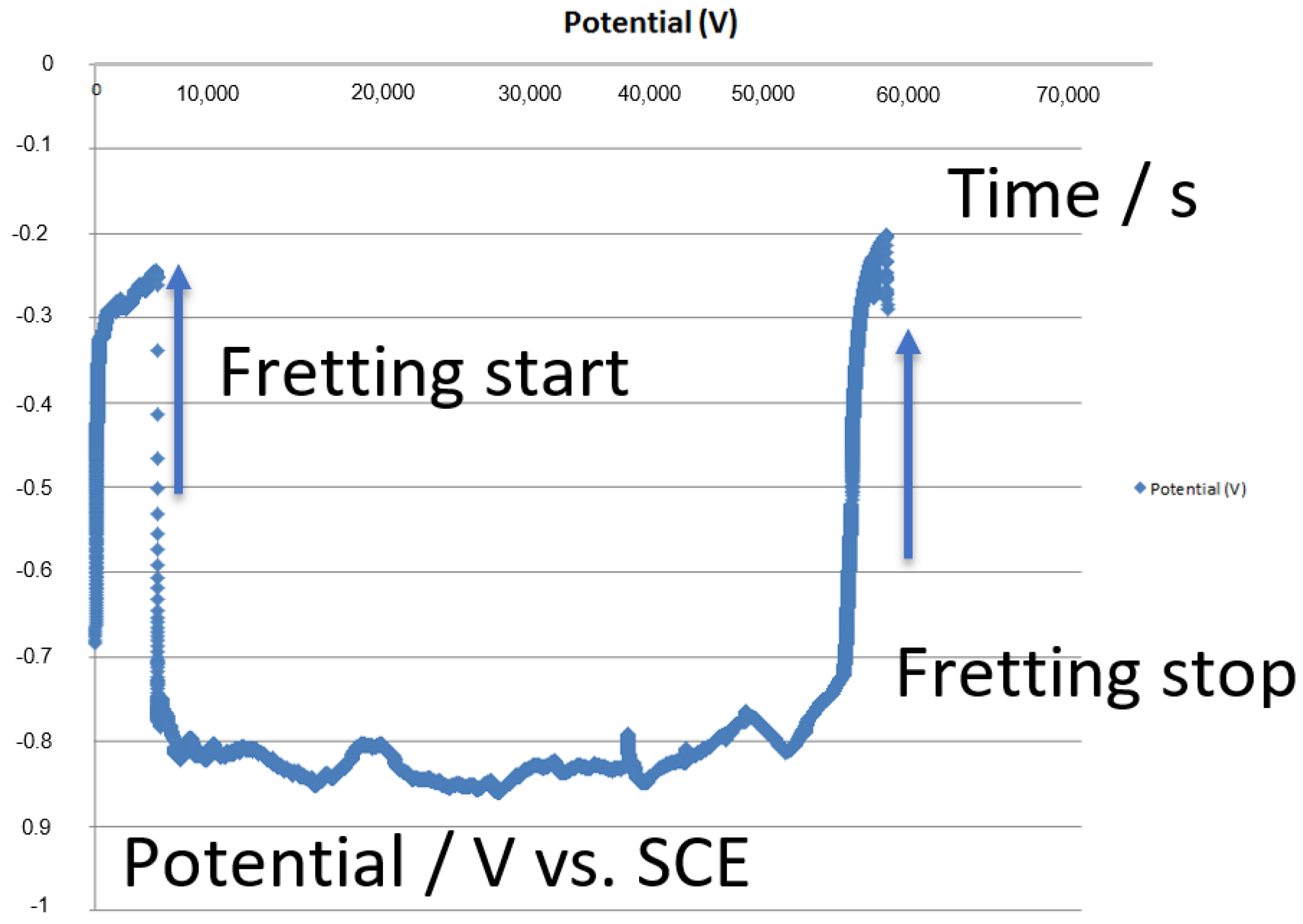
3.1. Fretting Corrosion Device
3.2. Materials
3.3. Analysis Methods
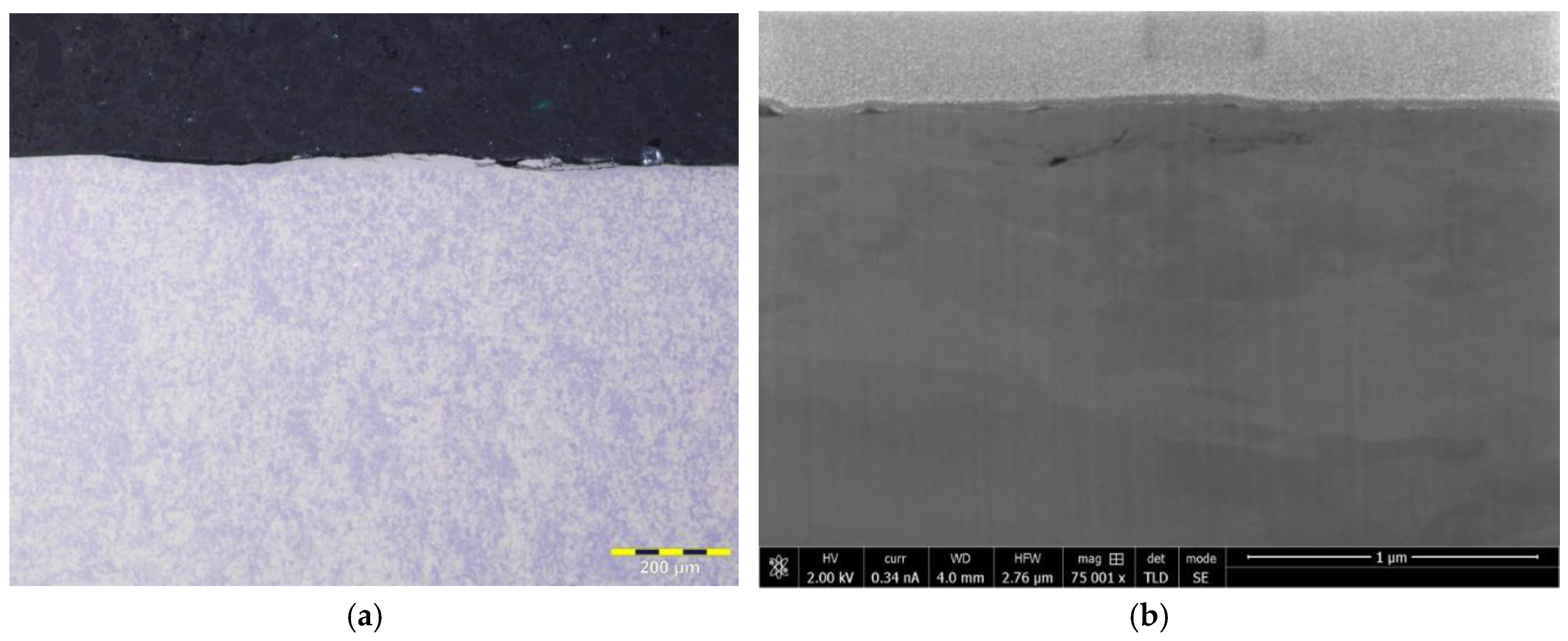
3.3.1. Scanning Electron Microscope
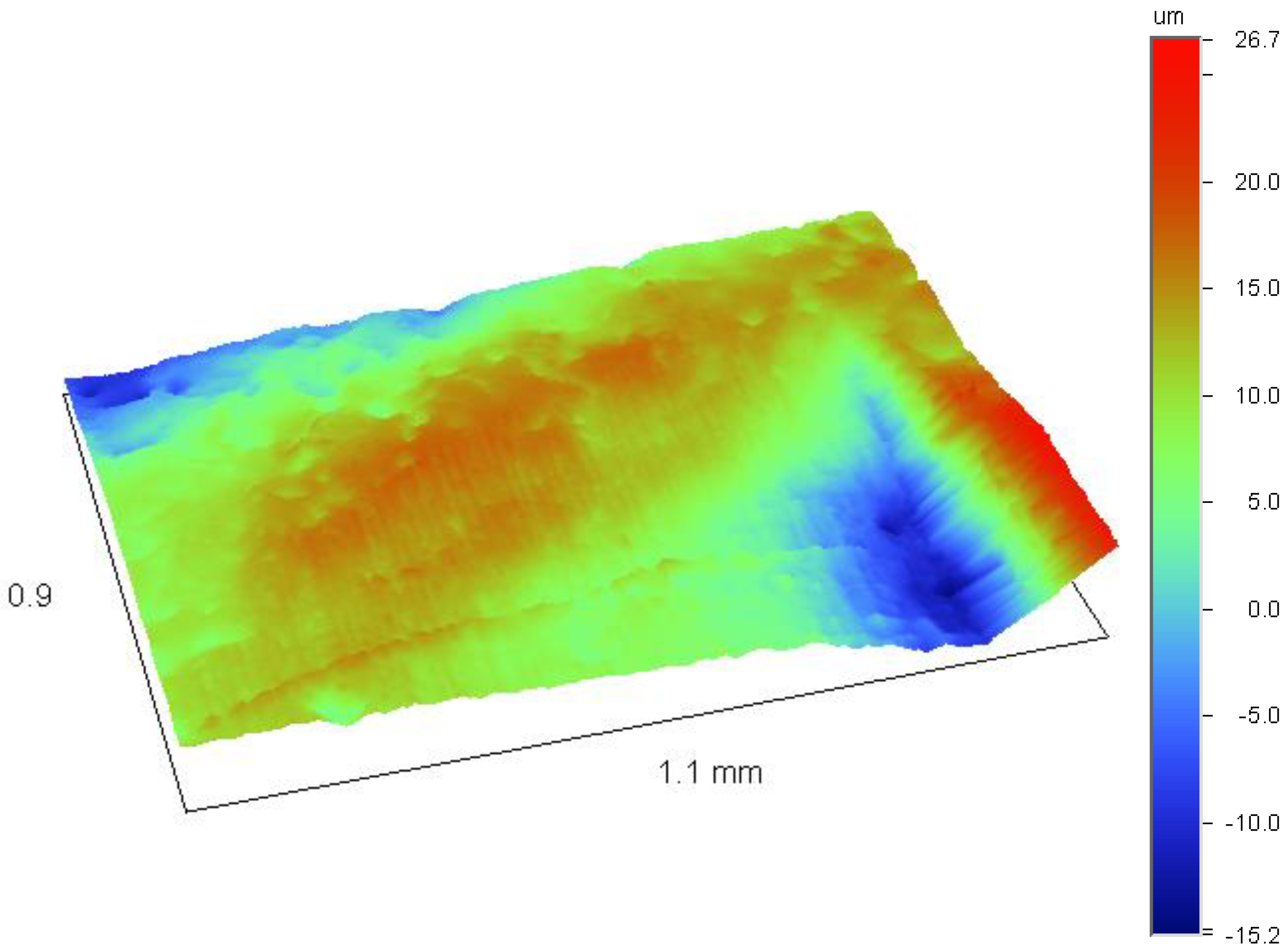
3.3.2. 3D Profilometry
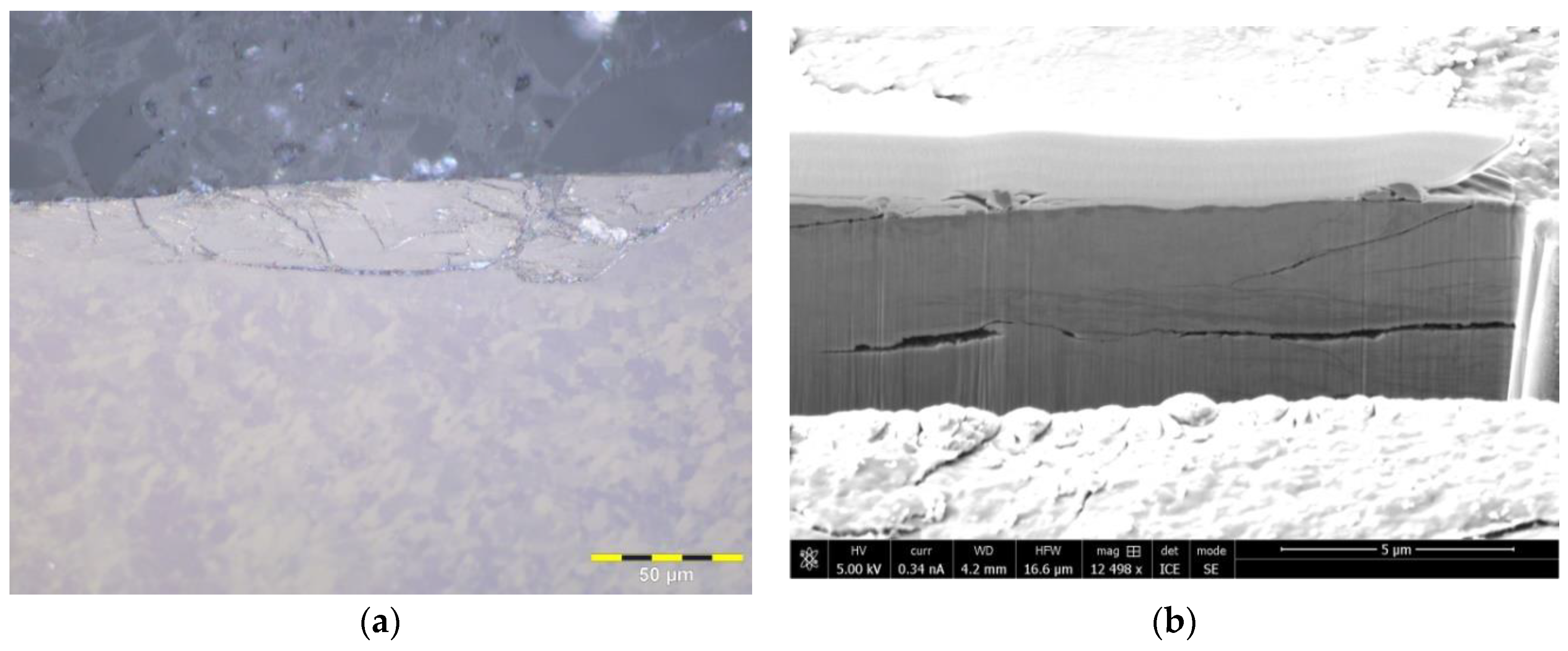
3.3.3. SEM and Focused Ion Beam (FIB) Analysis
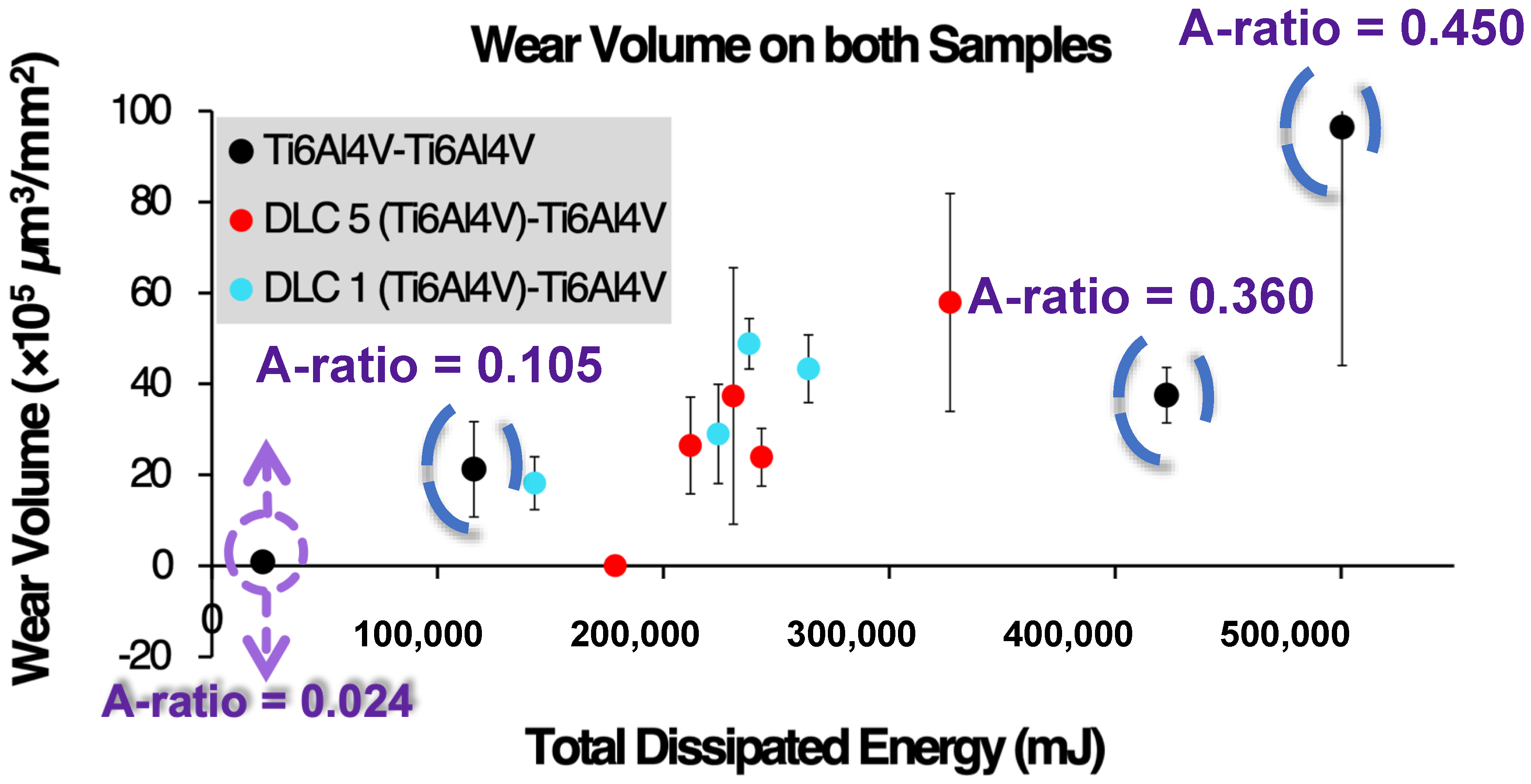
4. Coating Effect on the Tribological Behavior
4.1. Ti-6Al-4V/Ti-6Al-4V, No Coating
4.2. Ti-6Al-4V/Ti-6Al-4V + DLC or PEEK Coating
5. Conclusions and Outlooks
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Commission Nationale D’evaluationdes Dispositifs Medicaux et des Technologies de Sante. Available online: https://www.has-sante.fr/upload/docs/application/pdf/2014-12/protheses_hanche_dm_eval_65.pdf (accessed on 18 November 2014).
- Kocagöz, S.B.; Underwood, R.J.; Shiril, S.; Gilbert, J.L.; MacDonald, D.; Day, J.; Kurtz, S. Does taper angle clearance influence fretting and corrosion damage at the head–stem interface? A matched cohort retrieval study to complete. Semin. Arthroplast. 2013, 24, 246–254. [Google Scholar] [CrossRef]
- Hip Walking Simulator ISO 14242. Available online: https://www.iso.org/standard/67925.html (accessed on 12 May 2020).
- ASTM Standard F1714. Available online: https://www.astm.org/Standards/F1714.htm (accessed on 12 May 2020).
- Internal Report Mod Hip Project, Labex Manutech-Sise. Available online: https://manutech-sise.universite-lyon.fr/axis-2-/scientific-publications-axis-2-knowledge-based-design-66124.kjsp (accessed on 12 May 2020).
- Press Article, New York Times. Available online: https://www.nytimes.com/2010/03/04/health/04metalhip.html?searchResultPosition=1 (accessed on 3 March 2020).
- Bewilogua, K.; Hofmann, D. History of Diamond-Like Carbon Films—From First Experiments to Worldwide Applications. Surf. Coat. Technol. 2014, 242, 214–225. [Google Scholar] [CrossRef]
- Robertson, J. Mechanical properties and structure of diamond-like carbon. Diam. Relat. Mater. 1992, 1, 397–406. [Google Scholar] [CrossRef]
- Grill, A. Diamond-like carbon: State of the art. Diam. Relat. Mater. 1999, 8, 428–434. [Google Scholar] [CrossRef]
- Grill, A. Review of the tribology of diamond-like carbon. Wear 1993, 168, 143–153. [Google Scholar] [CrossRef]
- Grill, A. Tribology of diamond like carbon and related materials: An updated review. Surf. Coat. Technol. 1997, 94, 507–513. [Google Scholar] [CrossRef]
- Enke, K. Dry machining and increase of endurance of machine parts with improved doped DLC coatings on steel, ceramics and aluminium. Surf. Coat. Technol. 1999, 116, 488–491. [Google Scholar] [CrossRef]
- Fontaine, J. Towards the use of diamond-like carbon solid lubricant coatings in vacuum and space environments. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2008, 222, 1015–1029. [Google Scholar] [CrossRef]
- Manley, M.T.; Sutton, K. Bearings of the future for total hip arthroplasty. J. Arthroplasty. 2008, 23, 47–50. [Google Scholar] [CrossRef] [PubMed]
- Della Valle, A.G.; Becksaç, B.; Anderson, J. Late fatigue fracture of a modern cemented forged cobalt chrome stem for total hip arthroplasty: A report of 10 cases. J. Arthroplast. 2005, 20, 1084–1088. [Google Scholar] [CrossRef] [PubMed]
- Love, C.A.; Cook, R.B.; Harvey, T.J. Diamond like carbon coatings for potential application in biologi- cal implants—A review. Tribol. Int. 2013, 63, 141–150. [Google Scholar] [CrossRef]
- Akaike, S.; Kobayashi, D.; Aono, Y. Relationship between static friction and surface wettability of orthodontic brackets coated with diamond-like car-bon (DLC), fluorine- or silicone-doped DLC coatings. Diam. Relat. Mater. 2016, 61, 109–114. [Google Scholar] [CrossRef]
- Nam, N.D.; Lee, S.H.; Kim, J.G. Effect of stress on the passivation of Si-DLC coating as stent materials in simulated body environment. Diam. Relat. Mater. 2009, 18, 1145–1151. [Google Scholar] [CrossRef]
- Hauert, R. A review of modified DLC coatings for biological applications. Diam. Relat. Mater. 2003, 12, 583–589. [Google Scholar] [CrossRef]
- Hauert, R. DLC films in biomedical applications. In Tribology of Diamond-Like Carbon Films: Fundamentals and Applications; Donnet, C., Erdemir, A., Eds.; Springer: Boston, MA, USA, 2008; pp. 494–509. [Google Scholar]
- Hauert, R.; Thorwarth, K.; Thorwarth, G. An overview on diamond-like carbon coatings in medical applications. Surf. Coat. Technol. 2013, 233, 119–130. [Google Scholar] [CrossRef]
- Hauert, R.; Falub, C.V.; Thorwarth, G. Retrospective lifetime estimation of failed and explanted diamond-like carbon coated hip joint balls. Acta Biomater. 2012, 8, 3170–3176. [Google Scholar] [CrossRef]
- Hauert, R.; Thorwarth, G.; Müller, U. Analysis of the in vivo failure of the adhesive interlayer for a DLC coated articulating metatarsophalangeal joint. Diam. Relat. Mater. 2012, 25, 34–39. [Google Scholar] [CrossRef]
- Thorwarth, K.; Thorwarth, G.; Figi, R. On inter-layer stability and high-cycle simulator performance of diamond-like carbon layers for articulating joint replacements. Int. J. Mol. Sci. 2014, 15, 10527–10540. [Google Scholar] [CrossRef]
- Geringer, J.; Tatkiewicz, W.; Rouchouse, G. Wear behavior of PAEK, poly(aryl-ether-ketone), under physiological conditions, outlooks for performing these materials in the field of hip prosthesis. Wear 2011, 271, 2793–2803. [Google Scholar] [CrossRef]
- Schallamach, A. Friction and abrasion of rubber. Wear 1968, 1, 384–417. [Google Scholar] [CrossRef]
- Schallamach, A. How does rubber slide? Wear 1971, 17, 301–312. [Google Scholar] [CrossRef]
- Titanium Ti-6Al-4V (Grade 5), Annealed. Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MTP641 (accessed on 12 May 2020).
- Chen, F.; Gu, Y.; Xu, G.; Cui, Y.; Chang, H.; Zhou, L. Improved fracture toughness by microalloying of Fe in Ti-6Al-4V. Mater. Des. 2020, 185, 108251. [Google Scholar] [CrossRef]
- Schultrich, B.; Scheibe, H.-J.; Drescher, D.; Ziegele, H. Deposition of super hard amorphous carbon films by pulsed vacuum arc deposition. Surf. Coat. Technol. 1998, 98, 1097–1101. [Google Scholar] [CrossRef]
- Cho, S.-J.; Lee, K.-R.; Eun, K.Y.; Hahn, J.H.; Ko, D.-H. Determination of elastic modulus and Poisson’s ratio of diamond-like carbon films. Thin Solid Films 1999, 341, 207–210. [Google Scholar] [CrossRef]
- Masami, I.; Junho, C.; Setsuo, N.; Tatsuya, M. Evaluation of elastoplastic properties of DLC coating on SKD61 steel by optical indentation microscopy. Surf. Coat. Technol. 2009, 203, 2571–2574. [Google Scholar] [CrossRef]
- Geringer, J.; Mathew, M.T.; Wimmer, M.A.; Macdonald, D.D. 2-Synergism Effects during Friction and Fretting Corrosion Experiments-Focusing on Biomaterials Used as Orthopedic Implants; Woodhead Publishing Series in Biomaterials: Cambridge, UK, 2013; pp. 133–180. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]
- Ding, H.H.; Fridrici, V.; Geringer, J.; Fontaine, J.; Kapsa, P. Influence of diamond-like carbon coatings and roughness on fretting behaviors of Ti-6Al-4V for neck adapter-femoral stem contact. Wear 2018, 406, 53–67. [Google Scholar] [CrossRef]
- Ding, H.H.; Fridrici, V.; Bouvard, G.; Geringer, J.; Kapsa, P. Influence of calf serum on fretting behaviors of Ti-6Al-4V and diamond like carbon coating for neck adapter-femoral stem contact. Tribol. Lett. 2018, 66, 110–118. [Google Scholar] [CrossRef]
- Ding, H.H.; Fridrici, V.; Geringer, J.; Kapsa, P. Low friction study between diamond like carbon coating and Ti-6Al-4V under fretting conditions. Tribol. Int. 2019, 135, 368–388. [Google Scholar] [CrossRef]
- Ding, H.H.; Fridrici, V.; Guillonneau, G.; Sao-Joao, S.; Geringer, J.; Fontaine, J.; Kapsa, P. Investigation on mechanical properties of tribofilm formed on Ti-6Al-4V surface sliding against a DLC coating by nano-indentation and micro-pillar compression techniques. Wear 2019, 432, 202954. [Google Scholar] [CrossRef]
- Tools and Basic Information for Design, Engineering and Construction of Technical Applications. Available online: engineeringtoolbox.com (accessed on 12 May 2020).
- Barquins, M. Sliding friction of rubber and Schallamach waves-a review. Mater. Sci. Eng. 1985, 73, 45–63. [Google Scholar] [CrossRef]
- Rice, J.R.; Budiansky, B. Conservation laws and energy-rules rates. J. Appl. Mech. 1973, 40, 201–203. [Google Scholar]
- Engineering Fundamentals. Available online: efunda.com (accessed on 12 May 2020).
- Corne, P.; De March, P.; Cleymand, F.; Geringer, J. Fretting corrosion behavior on dental implant connection in human saliva. J. Mech. Behav. Biomed. Mater. 2019, 94, 86–92. [Google Scholar] [CrossRef] [PubMed]
- Semetse, L.; Obadele, B.A.; Raganya, L.; Geringer, J.; Olubambi, P. Fretting corrosion behaviour of Ti-6Al-4V reinforced with zirconia in foetal bovine serum. J. Mechan. Behav. Biomed. Mater. 2019, 100, 103392. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Modulus / GPa | Poisson Ratio | Elastic Limit / MPa | Yield Strength / MPa | KIC / MPa·m1/2 | Hardness | |
|---|---|---|---|---|---|---|
| Ti-6Al-4V* | 115 | 0.34 | 880 | 950 | 90 | 36, rockwell C |
| DLC | 1000** | 0.22–0.33** | 2.2–1.1*** | 2.5*** | 10*** | 10–80** GPa |
| PEEK* | 3.6 | 0.39 | 100 | 172 | 1–2 | 126, rockwell R |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geringer, J.; Fridrici, V.; Ding, H.; Kim, K.; Taylor, T.; Semetse, L.; Ehsani-Majd, S.; Olubambi, P.; Fontaine, J.; Kapsa, P. Some Hard or Soft Coatings to Protect the Pristine Biometallic Substrates under Fretting-Corrosion Solicitations: What Should Be the Best Solution? Lubricants 2020, 8, 55. https://doi.org/10.3390/lubricants8050055
Geringer J, Fridrici V, Ding H, Kim K, Taylor T, Semetse L, Ehsani-Majd S, Olubambi P, Fontaine J, Kapsa P. Some Hard or Soft Coatings to Protect the Pristine Biometallic Substrates under Fretting-Corrosion Solicitations: What Should Be the Best Solution? Lubricants. 2020; 8(5):55. https://doi.org/10.3390/lubricants8050055
Chicago/Turabian StyleGeringer, Jean, Vincent Fridrici, Haohao Ding, Kyungmok Kim, T. Taylor, Lerato Semetse, Sara Ehsani-Majd, Peter Olubambi, Julien Fontaine, and Philippe Kapsa. 2020. "Some Hard or Soft Coatings to Protect the Pristine Biometallic Substrates under Fretting-Corrosion Solicitations: What Should Be the Best Solution?" Lubricants 8, no. 5: 55. https://doi.org/10.3390/lubricants8050055
APA StyleGeringer, J., Fridrici, V., Ding, H., Kim, K., Taylor, T., Semetse, L., Ehsani-Majd, S., Olubambi, P., Fontaine, J., & Kapsa, P. (2020). Some Hard or Soft Coatings to Protect the Pristine Biometallic Substrates under Fretting-Corrosion Solicitations: What Should Be the Best Solution? Lubricants, 8(5), 55. https://doi.org/10.3390/lubricants8050055