Multiphase Computational Fluid Dynamics Analysis of Hydrodynamic Journal Bearing Under the Combined Influence of Texture and Slip

 ,
,
Abstract
1. Introduction
2. Theory
2.1. Governing Equations
- The fluid is incompressible;
- The Newtonian fluid is considered, and thus the lubricant viscosity is independent of the shear rate;
- Isothermal lubricant conditions are assumed;
- The elastic deformation of the contacting surfaces is not taken into account; and
- The liquid flows under steady-state condition, and thus its components are independent of the time variable.
2.2. Slip Modelling
2.3. Cavitation Modelling
3. Computational Analysis
3.1. Geometric Model
3.2. Solution Set Up
4. Results and Discussion
4.1. Validation
4.1.1. No-slip Condition
4.1.2. Slip Condition
4.2. Effect of Texture Depth
4.3. Effect of the Length of the Texturing Zone
4.3.1. At Low Loaded Bearing
4.3.2. At Medium and Heavy Loaded Bearings
4.4. Effect of Eccentricity Ratio
5. Conclusions
- The numerical analyses revealed that the (partial) texturing on the bearing surface is controversial because in certain eccentricity, it could enhance the load support of the journal bearing, but in others it could decrease the performance. There is also potential to employ the textured surface in order to determine the length of the texturing zone and texture depth that will be optimal for a specific operation.
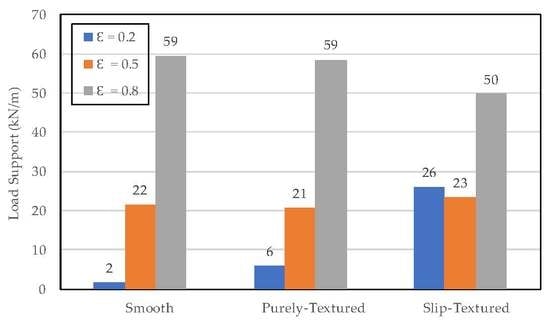
- In the case of a low eccentricity ratio, an appropriate length of the texturing zone as well as the texture depth enhances the load support significantly compared to the smooth one. When the texturing zone is created on the whole of the convergent zone and a low texture depth is used, the highest performance of the load support can be achieved. Another interest finding is that the positive effect of partial texturing becomes much more significant in enhancing the load support when the slip condition is combined with the textured surface. The simulation results show that the slip-textured pattern is superior to the other patterns (i.e., smooth bearing and purely textured bearing) with respect to the load support.
- In the case of a medium eccentricity ratio, promoting the texturing as well as the slip boundary gives a similar performance to the smooth (untextured) bearing even when the optimal texturing parameters (i.e., texture depth and length of texturing zone) are used.
- In the case of a high eccentricity ratio, (partial) texturing leads to a reduction in load support irrespective of the texture depth and texturing arrangement in comparison to the smooth (untextured) bearing. This negative effect becomes more severe when the slip condition is applied on the textured zone.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| b | Slip length | [µm] |
| c | Radial clearance | [mm] |
| D | Dimple depth | [m] |
| D/hmin | Ratio of dimple depth over minimal film thickness | [–] |
| Fevap | Evaporation coefficient | [–] |
| Fcond | Condensation coefficient | [–] |
| h | Film thickness | [m] |
| hmin | Minimum film thickness | [m] |
| hmax | Maximum film thickness | [m] |
| hp,max | Maximum film thickness including dimple depth | [m] |
| L | Circumferential length | [m] |
| p | Hydrodynamic pressure | [kPa] |
| pv | Vapor pressure | [Pa] |
| Pin | Inlet pressure | [Pa] |
| Pout | Outlet pressure | [Pa] |
| Psat | Saturated pressure | [Pa] |
| Pmax | Maximum pressure | [kPa] |
| r | Shaft radius | [mm] |
| R | Bearing radius | [mm] |
| RB | Bubble radius | [m] |
| ST | Texture density | [–] |
| U | Sliding velocity | [m/s] |
| Us | Slip velocity | [m/s] |
| W | Load support | [kN/m] |
| Wcell | Length of texture cell | [°] |
| Wland | Length of texture valley (i.e., Wcell - WG) | [°] |
| WG | Dimple length | [°] |
| αnuc | Nucleation site volume fraction | [–] |
| αv | Vapor volume fraction | [–] |
| Circumferential angle | [°] | |
| Length of texturing zone | [°] | |
| ε | Eccentricity ratio | [–] |
| µ | Lubricant viscosity | [Pa·s] |
| µv | Vapor viscosity | [Pa·s] |
| ρ | Lubricant density | [kg/m3] |
| ρv | Vapor density | [kg/m3] |
| τ | Local shear stress | [Pa] |
| τcr | Critical shear stress | [Pa] |
| ϕ | Attitude angle | [°] |
| ω | Rotational speed | [rad/s] |
References
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A theory of lubrication by microirregularities. J. Basic Eng. 1966, 88, 177–185. [Google Scholar] [CrossRef]
- Morris, N.J.; Shahmohamadi, H.; Rahmani, R.; Rahnejat, H.; Garner, C.P. Combined experimental and multiphase computational fluid dynamics analysis of surface textured journal bearings in mixed regime of lubrication. Lubr. Sci. 2018, 30, 161–173. [Google Scholar] [CrossRef]
- Vlădescu, S.C.; Fowell, M.; Mattsson, L.; Reddyhoff, T. The effects of laser surface texture applied to internal combustion engine journal bearing shells–An experimental study. Tribol. Int. 2019, 134, 317–327. [Google Scholar] [CrossRef]
- Galda, L.; Sep, J.; Olszewski, A.; Zochowski, T. Experimental investigation into surface texture effect on journal bearings performance. Tribol. Int. 2019, 136, 372–384. [Google Scholar] [CrossRef]
- Rahmani, R.; Mirzaee, I.; Shirvani, A.; Shirvani, H. An analytical approach for analysis and optimisation of slider bearings with infinite width parallel textures. Tribol. Int. 2010, 43, 1551–1565. [Google Scholar] [CrossRef]
- Rahmani, R.; Rahnejat, H. Enhanced performance of optimized partially textured load bearing surfaces. Tribol. Int. 2018, 117, 272–282. [Google Scholar] [CrossRef]
- Tala-Ighil, N.; Fillon, M.; Maspeyrot, P. Effect of textured area on the performances of a hydrodynamic journal bearing. Tribol. Int. 2011, l44, 211–219. [Google Scholar] [CrossRef]
- Khatri, C.B.; Sharma, S.C. Influence of textured surface on the performance of non-recessed hybrid journal bearing operating with non-Newtonian lubricant. Tribol. Int. 2016, 95, 221–235. [Google Scholar] [CrossRef]
- Shinde, A.; Pawar, P.M. Multi-objective optimization of surface textured journal bearing by Taguchi based Grey relational analysis. Tribol. Int. 2017, 114, 349–357. [Google Scholar] [CrossRef]
- Sahlin, F.; Glavatskih, S.B.; Almqvist, T.; Larsson, R. Two-dimensional CFD-analysis of micro-patterned surfaces in hydrodynamic lubrication. ASME J. Tribol. 2005, 127, 96–102. [Google Scholar] [CrossRef]
- Caramia, G.; Carbone, G.; De Palma, P. Hydrodynamic lubrication of micro-textured surfaces: Two dimensional CFD-analysis. Tribol. Int. 2015, 88, 162–169. [Google Scholar] [CrossRef]
- Vilhena, L.; Sedlacek, M.; Podgornik, B.; Rek, Z.; Žun, I. CFD Modeling of the effect of different surface texturing geometries on the frictional behavior. Luricant 2018, 6, 15. [Google Scholar] [CrossRef]
- Cupillard, S.; Glavatskih, S.; Cervantes, M.J. Computational fluid dynamics analysis of a journal bearing with surface texturing. Proc. Ins. Mech. Eng. Part J. J. Eng. Tribol. 2008, 222, 97–107. [Google Scholar] [CrossRef]
- Mao, Y.; Zeng, L.; Lu, Y. Modeling and optimization of cavitation on a textured cylinder surface coupled with the wedge effect. Tribol. Int. 2016, 104, 212–224. [Google Scholar] [CrossRef]
- Lin, Q.; Bao, Q.; Li, K.; Khonsari, M.M.; Zhao, H. An Investigation into the transient behavior of journal bearing with surface texture based on fluid-structure interaction approach. Tribol. Int. 2018, 118, 246–255. [Google Scholar] [CrossRef]
- Fortier, A.E.; Salant, R.F. Numerical analysis of a journal bearing with a heterogeneous slip/no-slip surface. ASME J. Tribol. 2005, 127, 820–825. [Google Scholar] [CrossRef]
- Ma, G.J.; Wu, C.W.; Zhou, P. Wall slip and hydrodynamics of two-dimensional journal bearing. Tribol. Int. 2007, 40, 1056–1066. [Google Scholar] [CrossRef]
- Wang, L.L.; Lu, C.H.; Wang, M.; Fu, W.X. The numerical analysis of the radial sleeve bearing with combined surface slip. Tribol. Int. 2012, 47, 100–104. [Google Scholar] [CrossRef]
- Lin, Q.Y.; Wei, Z.Y.; Zhang, Y.B.; Wang, N. Effects of the slip surface on the tribological performances of high-speed hybrid journal bearings. Proc. Ins. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 1149–1156. [Google Scholar] [CrossRef]
- Kalavathi, G.K.; Dinesh, P.A.; Gururajan, K. Influence of roughness on porous finite journal bearing with heterogeneous slip/no-slip surface. Tribol. Int. 2016, 102, 174–181. [Google Scholar] [CrossRef]
- Rao, T.V.V.L.N.; Rani, A.M.A.; Awang, M.; Hashim, F.M. Stability evaluation of three-layered journal bearing with slip/partial slip. Ind. Lubr. Tribol. 2017, 69, 334–341. [Google Scholar] [CrossRef]
- Zhu, B.; Li, Y.P.; Wang, W.G.; Lei, M.K. Boundary slippage modeling and optimization of hydrophobic tilting pad. Tribol. Int. 2019, 136, 299–316. [Google Scholar] [CrossRef]
- Aurelian, F.; Patrick, M.; Mohamed, H. Wall slip effects in (elasto) hydrodynamic journal bearings. Tribol. Int. 2011, 44, 868–877. [Google Scholar] [CrossRef]
- Tauviqirrahman, M.; Ismail, R.; Jamari, J.; Schipper, D.J. A study of surface texturing and boundary slip on improving the load support of lubricated parallel sliding contacts. Acta Mech. 2013, 224, 365–381. [Google Scholar] [CrossRef]
- Tauviqirrahman, M.; Ismail, R.; Jamari, J.; Schipper, D.J. Combined effect of texturing and boundary slippage in lubricated sliding contacts. Tribol. Int. 2013, 66, 274–281. [Google Scholar] [CrossRef]
- Ismail, S.; Sarangi, M. Effects of texture shape and fluid-solid interfacial slip on the hydrodynamic lubrication performance of parallel sliding contacts. Proc. Ins. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 382–396. [Google Scholar] [CrossRef]
- Lin, Q.; Wei, Z.; Wang, N.; Chen, W. Effect of large-area texture/slip surface on journal bearing considering cavitation. Ind. Lubr. Tribol. 2015, 67, 216–226. [Google Scholar] [CrossRef]
- Li, J.; Chen, H. Evaluation on applicability of Reynolds equation for squared transverse roughness compared to CFD. J. Tribol. 2007, 129, 963–967. [Google Scholar] [CrossRef]
- Dobrica, M.B.; Fillon, M. About the validity of Reynolds equation and inertia effects in textured sliders of infinite width. Proc. Ins. Mech. Eng. Part J J. Eng. Tribol. 2009, 223, 69–78. [Google Scholar] [CrossRef]
- Song, Z.; Guo, F.; Liu, Y.; Hu, S.; Liu, X.; Wang, Y. Investigation of slip/no-slip surface for two-dimensional large tilting pad thrust bearing. Ind. Lubr. Tribol. 2017, 69, 995–1004. [Google Scholar] [CrossRef]
- ANSYS. ANSYS Fluent, Version 16.0: User manual; ANSYS, Inc.: Canonsburg, PA, USA, 2017. [Google Scholar]
- Spikes, H.A. The half-wetted bearing: Part 1: Extended Reynolds equation. Proc. Ins. Mech. Eng. Part J J. Eng. Tribol. 2003, 217, 1–14. [Google Scholar] [CrossRef]
- Wu, C.W.; Ma, G.J.; Zhou, P. Low friction and high load support capacity of slider bearing with a mixed slip surface. ASME J. Tribol. 2006, 128, 904–907. [Google Scholar] [CrossRef]
- Choo, J.H.; Glovnea, R.P.; Forrest, A.K.; Spikes, H.A. A low friction bearing based on liquid slip at the wall. ASME J. Tribol. 2007, 129, 611–620. [Google Scholar] [CrossRef]
- Zwart, P.; Gerber, A.G.; Belamri, T. A two-phase flow model for predicting cavitation dynamic. In Proceedings of the fifth international conference on multiphase flow, Yoko-hama, Japan, 30 May 2004. [Google Scholar]
- Hamrock, B.J.; Schmid, S.R.; Jacobson, B.O. Fundamentals of Fluid Film Lubrication (Dekker Mechanical Engineering), 2nd ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Hori, Y. Hydrodynamic Lubrication; Springer: Tokyo, Japan, 2006. [Google Scholar]
- Wu, C. Performance of hydrodynamic lubrication journal bearing with a slippage surface. Ind. Lub. Tribol. 2008, 60, 293–298. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit |
|---|---|---|
| Bearing | ||
| Shaft radius, r | 50 | mm |
| Radial clearance, c | 0.145 | mm |
| Eccentricity ratio, Ɛ | 0.2; 0.5; 0.8 | - |
| Rotational speed, ω | 48.1 | rad/s |
| Texture | ||
| Dimple length, WG | 5 | ° |
| Length of texture cell, Wcell | 10 | ° |
| Texture density, ST | 0.5 | - |
| Ratio of texture depth over minimum film thickness, D/hmin | 0.5; 1.0; 1.5 | - |
| Length of texturing zone, | 0–30; 0–60; 0–90; 0–120; 0–150; 0–180 | ° |
| Lubricant and Vapor | ||
| Lubricant viscosity, µ | 0.0127 | Pa·s |
| Vapor viscosity, µv | 2 × 10−5 | Pa·s |
| Lubricant density, ρ | 840 | kg/m3 |
| Vapor density, ρv | 1.2 | kg/m3 |
| Saturated pressure, Psat | 20,000 | Pa |
| Fluid–Solid Interface | ||
| Critical shear stress, τcr | 0 | Pa |
| Slip length, b | 100 | µm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tauviqirrahman, M.; Jamari, J.; Wibowo, B.S.; Fauzan, H.M.; Muchammad, M. Multiphase Computational Fluid Dynamics Analysis of Hydrodynamic Journal Bearing Under the Combined Influence of Texture and Slip. Lubricants 2019, 7, 97. https://doi.org/10.3390/lubricants7110097
Tauviqirrahman M, Jamari J, Wibowo BS, Fauzan HM, Muchammad M. Multiphase Computational Fluid Dynamics Analysis of Hydrodynamic Journal Bearing Under the Combined Influence of Texture and Slip. Lubricants. 2019; 7(11):97. https://doi.org/10.3390/lubricants7110097
Chicago/Turabian StyleTauviqirrahman, Mohammad, J. Jamari, Bayu Siswo Wibowo, Hilmy Muhammad Fauzan, and M. Muchammad. 2019. "Multiphase Computational Fluid Dynamics Analysis of Hydrodynamic Journal Bearing Under the Combined Influence of Texture and Slip" Lubricants 7, no. 11: 97. https://doi.org/10.3390/lubricants7110097
APA StyleTauviqirrahman, M., Jamari, J., Wibowo, B. S., Fauzan, H. M., & Muchammad, M. (2019). Multiphase Computational Fluid Dynamics Analysis of Hydrodynamic Journal Bearing Under the Combined Influence of Texture and Slip. Lubricants, 7(11), 97. https://doi.org/10.3390/lubricants7110097