1. Introduction
Major technological breakthroughs have provided extraordinary growth of the manufacturing industry, leading to important advances in production systems. To the extent that industrial production grows, it also increases the growing production of waste and other byproducts, which require proper disposal. Cutting fluids are included in this group for their features and what they represent in the industrial process.
In machining and grinding operations cutting fluids are used as lubricants in order to reduce the wear of the cutting tool and to provide better workpiece-surface finish. They are also important cooling agents that control overheating generated by friction during grinding processes. Furthermore, when bathing the workpiece, they can drag particles and cut fragments, promoting cleaning important in processing sites [
1,
2,
3].
Data from the specialized literature [
4,
5] realize that, in 1883, Taylor F. W. was one of the pioneers to verify the performance of the metal cutting process when aided by the application of a jet of water, directed at that allowed cutting area, increasing the cutting speed by 40%. Since then, several researchers have studied the subject in recent decades, developing different types of cutting fluids. After that, the cutting fluids were incorporated in these processed petroleum products, and, since then, have been widely used, mainly due to good lubricity and to act as anti-corrosion agents. With the combination of these two elements was obtained a system of extensive application, which provides the advantage of the cooling provided by the water, and the lubrication offered by petroleum derivatives. In contrast, the oil-water system constitutes a favorable environment for the reproduction of a wide variety of microorganisms, causing changes only in the initial properties of cutting fluids, making them unstable and reducing the life of the emulsion. Consequently, it becomes necessary to replace contaminated cutting fluids.
The disposal of cutting area fluids is an undesirable process as it is initially a polluting substance for the environment, requiring complex and costly pretreatment. For the disposal of these products, environmental legislation establishes criteria, according to the characteristics of the liquid waste, which take into account parameters, such as sedimentary waste, pH, dissolved oxygen, chemical and biochemical oxygen demands, temperature, oil and grease, and the presence of microorganisms [
6]. The analysis and processing of these elements usually requires specialized services and requires high costs. Although information about the overall volume of cutting fluids used is scarce, data from Heisel
et al. [
7] provide that, in Germany, only in 1992, about 79,000 tons of lubricants were used for cooling when working with metal. In 1997, Novaski and Dörr [
8] found that Germany has consumed 800,000 tons of lubricants for the same purpose. It can be inferred that these lubricants, somehow, end up being disposed of in nature [
9].
The presence of microorganisms in cutting fluids is of great importance, also as they present health risks to workers, resulting mainly in dermatological and respiratory infections [
10,
11,
12,
13,
14,
15].
Therefore, contamination of cutting fluids has multiple negative effects to businesses, and numerous developments with regard to the implications for human health and the environment, constituting a world-wide problem that requires urgent care.
Currently, one of the only ways to control the microbial contamination of cutting fluids is done with the use of biocides. Although, effective action of biocides against microorganisms requires prolonged use, often with application in high concentrations, which often causes allergic reactions in machine operators as they are highly sensitizing chemical compounds. Moreover, considering that the main active component of biocides is formaldehyde, which reacts with many biological cellular components, there is a strong suspicion that the formaldehyde has carcinogenic results [
16]. Most recent articles emphasize and highlight the problems that were mentioned above [
15,
17].
Considering the aspects involved in industrial cutting area and machining systems, and, in particular, the problems arising from the use of cutting fluids, and the need to obtain new forms of control for the contamination of cutting fluids, particularly employing less damaging methods and techniques, the present study analyzed the influence of ultraviolet radiation. For this, ultraviolet rays were focused on microorganisms contaminating cutting fluid.
2. Materials and Methods
The initial phase of this research was developed in the Laboratory of Abrasion Machining, School of Engineering, Univ. Estadual Paulista—UNESP, Bauru, where the trials related to the use of cutting fluids in grinding processes were performed. For this, an external and internal cylindrical grinding machine, Model H-515 CNC RUAP (Sulmecânica Ltda, RS, Brazil), was employed, to which was attached a reservoir measuring 0.26 m in height, 0.55 m wide, and 0.65 m in length. This reservoir was built in the workshops of the Department of Mechanical Engineering Campus Bauru, UNESP, containing three compartments, interconnected to provide the liquid handling and disposal of waste (
Figure 1).
Figure 1.
Top view of the shell with three compartments and suction pump.
Figure 1.
Top view of the shell with three compartments and suction pump.
The top was made to be coupled to the shell and was built with a perfect seal. Into this top were installed 12 ultraviolet germicidal lamps (UV-C), 20 Watts each, positioned in a way that the emission of their rays was prevented from spreading beyond the reservoir. When coupled to the reservoir, that system allowed the rays emitted by the lamps to be directed exclusively into the cutting fluid shell (
Figure 2).
Figure 2.
Inside view of the ultraviolet radiation emitter system and layout of the germicidal lamps.
Figure 2.
Inside view of the ultraviolet radiation emitter system and layout of the germicidal lamps.
During the machining process, the cutting fluids are driven by a pump from the reservoir to the place where cutting is performed against the workpiece and the cutting tool. Then, by gravity, the emulsion glides through a collection system that forwards back to the shell. The action of the ultraviolet rays in the cutting fluids occurs during the period when it remains in the reservoir. It is important to clarify that, during the construction of the reservoir, installation of the lamps on the top box was maintained to eliminate the possibility of the rays emitted reaching the operator. Inspections in cutting fluids are executed through the sides of the existing reservoir windows (
Figure 3).
Figure 3.
Side view of the reservoir with observation windows and inspection.
Figure 3.
Side view of the reservoir with observation windows and inspection.
Samples of cutting fluid used in this study are constituted by an oil soluble vegetable base, based on synthetic esters, manufactured by Shell Brazil. For use, they were diluted with water to a concentration of 5%. According to Dilger
et al. [
18], this is the most suitable concentration for machining procedures.
Large industries maintain uninterrupted system operations, already in others the equipment stays operating in varying periods, as needed. In our experiment, the system was kept running for 8 h daily for 5 days. After this period, it was turned off and remained so for 2 days, then it was reconnected and a new experimental cycle began and was repeated until a complete 30 days of evaluation. Experimental conditions were carried out using the same process with the UV lamp off, which became the control of the research.
In both phases, the experimental and control, samples of cutting fluids were collected daily and taken to the Laboratory of Experimental Immunology, Department of Biological Sciences of UNESP, Campus Bauru, where microbiological studies were performed.
To eliminate as many variables as possible that could impact the results of the action of ultraviolet radiation during the experiment, the oil concentration was adjusted to 5% where some deviation of this percentage occurred. The pH ranged between 6 and 8 and the volume of the reservoir was maintained at 82 liters.
Considering the possibility of different bacterial species, and to ensure, as far as possible, the isolation of species present and bacteriological analysis included the seeding of samples in culture media nutrient agar, McConckey agar, and mannitol agar. For fungal analysis, the samples were plated on Sabouraud’s agar media and micosel agar.
Daily pH was monitored at room temperature and the concentration of cutting fluids, as well as aspects such as viscosity, color, and odor, were monitored since these are some of the signals that evidence the growth of microorganisms.
3. Results and Discussion
The water-oil emulsion, featuring cutting fluids, provides a favorable environment for the proliferation of microorganisms, mainly bacteria belonging to the group of Gram negative bacteria, genus Pseudomonas [
13,
19,
20]. The study showed that microorganisms were isolated from the first collection and continued to be isolated in increasing numbers throughout the experiment (
Table 1).
This reveals the presence of microorganisms with the potential for growth in contaminating agents and highlights the need for effective ways of control, from the beginning of the cutting and machining operations. This fact is according to Bennet [
21], who states that cutting fluids are quickly contaminated by microorganisms, when the internal system, through circulating, is contaminated. The data are also consistent with those of Lee and Chandler [
22], who by studying contamination in a pipeline system, found that free fluids microorganisms passed, showing 27 million microorganisms per milliliter after a single pass through the system. Likewise, Hill [
23] noted that the concentration of microorganisms in a fluid, which has just been deposited in a reservoir, increased from 470,000 to 3.9 million per milliliter after one cycle through the system. Thus, the fact that we found microorganisms early in the experiment was probably due to their pre-existence in these piping systems, and demonstrates the need for more efficient decontamination procedures during the cleaning of a system, prior to use. Something that cannot be ruled out, however, is the possibility that microorganisms have entered the system through manipulation by the machine operators, from the beginning of the operation.
Table 1.
Table exhibiting the number of UFCs (colony forming units) developed in culture media, inoculated with cutting fluid material subjected to the action of ultraviolet light and not subjected to radiation. UFC values ×10,000.
Table 1.
Table exhibiting the number of UFCs (colony forming units) developed in culture media, inoculated with cutting fluid material subjected to the action of ultraviolet light and not subjected to radiation. UFC values ×10,000.
| Sample | UFC with UV Treatment | UFC without UV Treatment |
|---|
| 01 | 70 | 90 |
| 02 | 98 | 320 |
| 03 | 25 | 190 |
| 04 | 18 | 233 |
| 05 | 33 | 2800 |
| 06 | 71 | 1960 |
| 07 | 227 | 1840 |
| 08 | 336 | 1620 |
| 09 | 81 | 1160 |
| 10 | 90 | 3000 |
| 11 | 28 | 3100 |
| 12 | 53 | 3200 |
| 13 | 370 | 3270 |
| 14 | 55 | 2810 |
| 15 | 120 | 5550 |
| 16 | 29 | 80 |
| 17 | 28 | 1550 |
| 18 | 19 | 1040 |
| 19 | 21 | 1360 |
| 20 | 82 | 3000 |
| 21 | 27 | 1790 |
| 22 | 132 | 2550 |
| 23 | 35 | 910 |
| 24 | 52 | 670 |
| 25 | 33 | 960 |
| 26 | 253 | 1050 |
| 27 | 177 | 360 |
| 28 | 29 | 1010 |
| 29 | 19 | 1600 |
| 30 | 179 | 1700 |
A momentary drop in microbial concentration was checked whenever the replacement of the reservoir water was carried out in order to restore the volume and initial concentration probably changed through evaporation. Beyond the proper dilution of fluids, also the reduction in the concentration of nutrients used by the microorganisms probably contributed to the low microbial load at those moments.
It can be inferred that the chances of contamination of cutting fluids strongly occur when the cutting fluid is thrown on the cutting tool and workpiece. At that moment, a jet emulsion is spread on the cut surface in an open environment, releasing particles that spread throughout the environment. These emulsion particles, from smaller to larger aerosol droplets, remain suspended for some time as mist and then are deposited on the surface of the machine, the walls of cupboards, the operator’s hands, and any other close place to, then, slide by these surfaces and join in the collector system that funnels the fluid into the reservoir.
During this process, a small amount of cutting fluid is lost in the environment, but the rest is collected and makes its way back to the reservoir. There are, therefore, countless opportunities for the contamination of cutting fluids, which is why we can affirm that only a controller agent that is constantly present and active can have a significant role in this process, especially when we consider that other organisms, in addition to bacteria, may contribute to increasing the contamination, as bacteria and fungus compete for nutrients in the same environment. Although a certain bacterial predominance usually occurs, Takahashi [
16] states that the addition of biocides leads to a decrease in the growth of bacteria, but it generates an increase in fungal growth. In our studies, there was a large reduction in bacterial growth and, during the experiment, fungal growth was not detected, which is explained by the action of ultraviolet radiation that acts on both bacteria and fungus. This does not occur with the use of biocides, depending on the selectivity of large structural differences between fungal and bacterial cells.
For the isolation and identification of microorganisms traditional techniques and routine in bacteriology were used. The primary isolation was done on nutrient agar medium, which is a universal means of culture for undemanding microorganisms amid McConkey, having bile salts and crystal violet that greatly inhibit the growth of Gram positive bacteria, and, in the midst of mannitol, in which gram positive microorganisms are favored. According to Trabulsi and Alterthum [
24], and Madigan
et al. [
25], the microorganisms have structural differences in their cell walls, which are responsible for the behavior of the bacteria with regard to Gram coloration and the penetration of heavy metals, bile salts, colorants, some antibiotics, and other compounds. These aspects are certainly related to the environment to which these organisms have adapted to during the evolutionary process. In this study, only Gram negative bacteria were found, which is in accordance with Veillette
et al. [
20], who assert that the fluids provide a large microbial growth, but especially for Gram-negative bacteria. According to Bennet [
21] and Morton [
26], cutting fluids, when in concentrated solutions, are essentially free from microorganisms and can be stored for long periods without suffering damage. This is due to the high osmotic pressure of the undiluted fluids, which prevent micro-organisms from establishing in this environment. The contamination comes with use, and can be sourced from microorganisms present in soil, water, and contact with people who harbor them in the intestinal tract, respiratory tract, or skin and appendages. These subjects are objects of reflection in most recently published articles, written by Muszynski A., Zaleska-Radziwill M., Łebkowska M., Nowak D. (2007) [
27], Saha R., Donofrio R. S., and Bagley S. T. (2010) [
28]. It is important to emphasize, that machine operators certainly play an important role in this context.
In respect to the action of ultraviolet rays on microorganisms, the information is practically in the public domain due to the breadth of uses and applications. Electromagnetic radiation has a shorter wavelength than visible light, but longer than X-rays. This light is invisible to the human eye, despite producing a lot of energy. The ultraviolet light is emitted in bands A, B, and C, which are called UV-A, UV-B, and UV-C. The radiation that increases the germicidal effect is between the UV-B and UV-C bands, corresponding to a wavelength of 260 nanometers and thus this frequency was conventionally dubbed UV-C. When microorganisms are exposed to UV-C radiation, penetration into the cell wall reaching the nucleus, where the gene content of the microorganism is, occurs. This absorption causes a rearrangement in the DNA chain, impacting the ability to reproduce. The microorganisms affected by UV-C radiation become inactive as a result of the photochemical damage to their nucleic acid. Ultraviolet radiation has been extensively used in water systems, which promote effective decontamination [
29]. The UV lamps have a low cost and can be easily replaced when necessary [
30]. These lamps are versatile and can be designed with more resistant materials and can, thus, be installed in environments including chemical reactivity. Their use is widespread in bacteriology, but there are emitting systems with exclusive patents. In our study, germicidal lamps emit rays directly on the surface of the deposited cutting fluid so that exposure has been sufficient for obtaining a significant reduction in the microbial load.
In water and cutting fluids, the ultraviolet lamps have an efficient control of
Pseudomonas fluorescents and
Bacillus subtilis [
31]. The authors tested cultures of two species of the bacteria mentioned above, and obtained a 90% decline after radiation exposure. The time required was 30 s in water and 30 min in cutting fluids of various concentrations. In our study, we confirmed the inactivating action of ultraviolet radiation on microorganisms present in cutting fluids by determining the colony forming units (CFU) grown in a bacteriological culture media. This action occurred efficiently in emulsion cutting fluids, which were opaque and high-density, in a concentration of 5%.
In 2002, Johnson and Phillips reported the use of a device that displays some resemblance to instruments commercially produced and which are used primarily for water disinfection. In these appliances, the liquid is in direct contact with the UV lamp installed inside a tubular system. Our experience shows that there is no possibility of continued use of this device with cutting fluids because oil impregnation occurs on the heated surface of the light bulb by blocking the release and action of ultraviolet rays.
As for the damage caused by ultraviolet radiation in humans, it relates to excessive sun exposure, especially at specific hours when the capacity of air filtration is less effective. In these situations, major problems are associated with the vision and skin of sensitive people. Regarding the use of UV-C produced by apparatus, specifically designed for disinfection, there is no possibility of damage. We consider that the emitting apparatus of ultraviolet light we use has safety features for workers since there are no holes that allow for the passage of rays. Inspections and observations are carried out through windows, which are open only for that purpose, always in short periods, and with the system off.
According to Bennet [
21], pH has an influence on bacterial growth. When it is between 7 and 9, the tendency of microbial proliferation is high, when it is in range of 9 to 9.5, growth is very small, and when above 9.5, it is practically nil. For Trabulsi [
24], values around neutral pH are the most suitable for the absorption of nutrients by most bacterial species due to the fact that most enzymes are activated at pH 7. In our study, there was a reduction in both phases of pH, insofar as the trial progressed. In samples subjected to radiation pH was between 5.92 and 7.85, and in the control samples, the variation was between 7.80 and 8.06. Thus, in both situations, prevailing pH ranges were favorable to the growth of microorganisms. Nevertheless, the results obtained in our experiment showed a high efficiency of ultraviolet rays on the microorganisms present in cutting fluids. The experimental phase showed a large reduction in microbial concentrations when cutting fluids were subjected to the direct action of ultraviolet light. During the experimental phase, the microbial load remained at very low levels, and far below the levels found during the control phase.
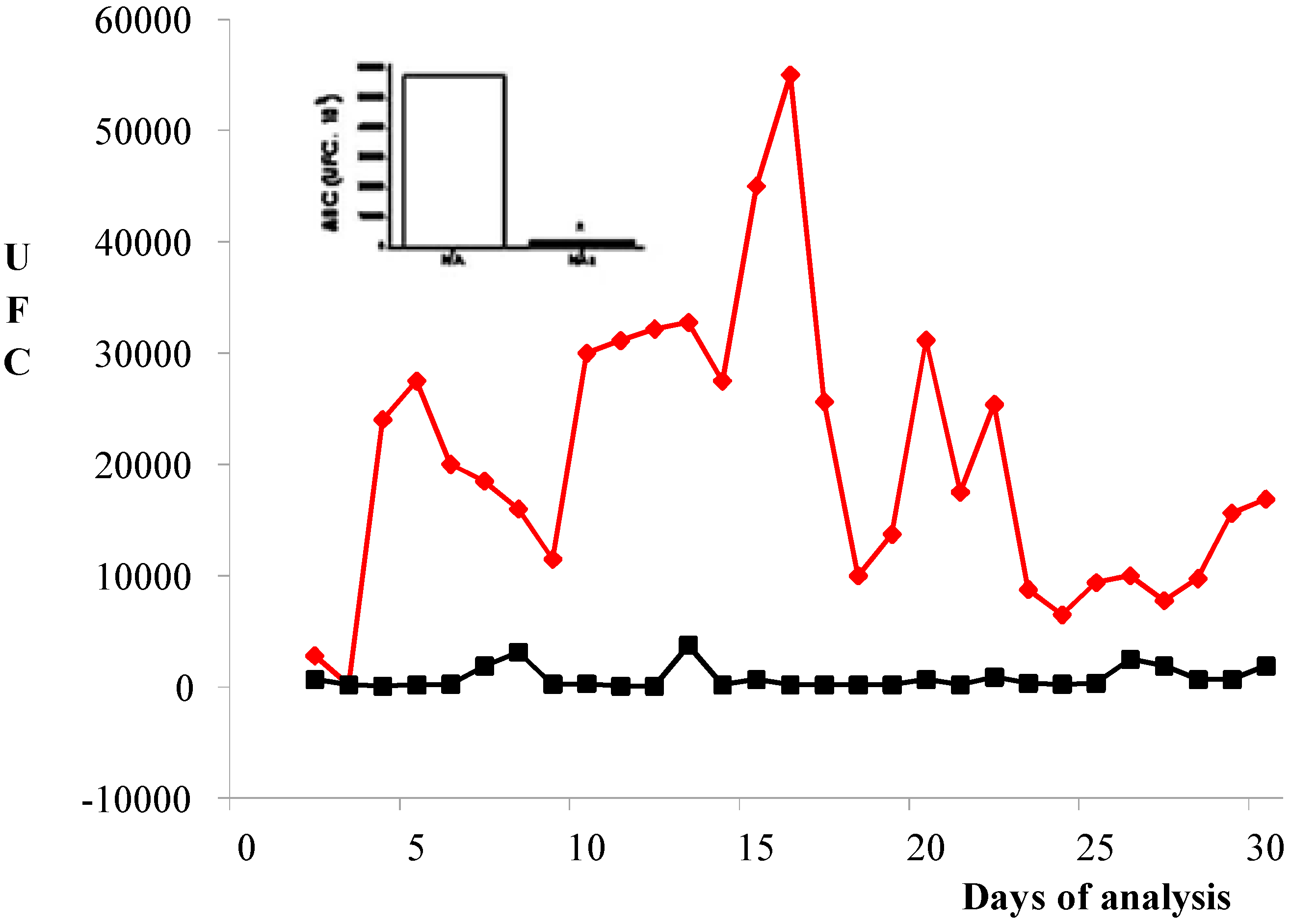
The results showed as being statistically significant, as can be seen in
Figure 4, from the data calculating the area under the curve (ACS), with normalized values, where a significant decrease was observed in the group undergoing radiation (box) (
* p < 0.05). For this statistical analysis, the Mann-Whitney test for independent and non-parametric values was used. The level of significance was set at
p < 0.05.
Figure 4.
Statistical analysis and development of colony forming units (CFU) in cutting fluids during experimental phases (red line and squares) and control (dark line and diamonds). In the statistical analysis was used the Mann-Whitney test for independent and non-parametric values. The level of significance was set at p < 0.05.
Figure 4.
Statistical analysis and development of colony forming units (CFU) in cutting fluids during experimental phases (red line and squares) and control (dark line and diamonds). In the statistical analysis was used the Mann-Whitney test for independent and non-parametric values. The level of significance was set at p < 0.05.
Thus, the importance of the action of ultraviolet radiation on microorganisms contaminating of cutting fluids is evident. However, it is important to clarify, because it is a liquid of high density and opacity, is important to note some conditions for better utilization of the ultraviolet properties. It is essential the concentrate the action of ultraviolet light on fluid reservoir, because the liquid remains in place for a relatively long period without swirling. Under these conditions, the liquid glides smoothly and the natural settling of waste occurs, exposing their microbial content to the action of the radiation. Thus, this slow, steady and gradual exchange of positions, involving the entire contents of the tank, is important so that the ultraviolet rays from reaching the microorganisms. Thus, even though it is a rather opaque liquid, the incidence of ultraviolet becomes efficient. Importantly noted is that the broad expanse of the reservoir increases the surface exposure of the fluids to radiation, also increasing its action on microorganisms.
We can conclude that the obtained results confirm that vegetable emulsion used as cutting fluids in grinding processes behaves as an authentic means of bacterial culture, offering conditions for the proliferation of microorganisms. Obviously, these microorganisms come from sources that make contact or are located very close to the cutting fluids. Thus, we can consider that the contamination is caused by microorganisms that are carried to the collection of emulsion by man. It is, therefore, important to introduce hygienic behaviors among workers, and that they be aware of the consequences of contamination for both products and equipment, as well as for the individuals themselves. Although there are major difficulties encountered in promoting changes in habits, this is an investment that business leaders need to do since the measures are known from long ago, but contamination problems creep in without there being any solution. It is important to emphasize that the articles on the subject, recently published, differ little from the old reports in the literature.
The efficiency demonstrated experimentally by ultraviolet radiation in the control of microbial contamination of cutting fluids provides a significant contribution to minimize the problems arising from microbial proliferation, which invariably has led to early disposal of the emulsion.
Therefore, how effective the contribution of this experiment forwards contamination by microorganisms in fluids court, the application of ultraviolet radiation through the use of equipment of easy maintenance, low cost, and great simplicity, proved to be an effective ally in the procedures for machining and grinding, contributing to an increase in the lifetime of the emulsion. In addition to reducing financial impact, significant social gains for the industry, resulting from the improved quality of life of workers, and the reduction of environmental damage, exist. It is remarkable that microbial control happens, without changes in the actions of cutting fluids and without risk to the operator from the cutting and machining systems having been observed. Obviously, this system could be improved, and studies in this direction are in progress in our laboratories.





{kind=link}
{kind=link}
{kind=link}
{kind=link}