Abstract
The rapid dissipation of soft metal lubricants would deteriorate the self-lubricating properties of the coatings at elevated temperatures. In this study, the core-shell structured Mo@Ag@Ni particles were prepared via electroless plating to suppress the rapid dissipation of Ag and facilitate tribochemical reactions at high temperatures. The NiCrAlY-Mo@Ag@Ni composite coating was sprayed on the substrate of Inconel 718 alloy using atmospheric plasma spraying technology. The results of this study show that the structural design of Mo@Ag@Ni can enhance the bonding strength of the particle interface, resulting in a high microhardness of approximately 332.2 HV. During high-temperature friction tests, Mo@Ag@Ni can provide excellent tribological properties by promoting the silver molybdate formation on the worn surface. At 800 °C, the friction coefficient and wear rate are only about 0.32 and 1.58 × 10−5 mm3N−1m−1, respectively. Moreover, the Ni shell layer can inhibit the rapid diffusion of Ag and provide sufficient Ag2O to maintain the continuity of Ag2MoO4 lubricating film, which endows the coating with a longer lubrication life. Over multi-thermal cycles, the friction coefficient and wear rate constantly maintain at about 0.3 and 2.5 × 10−5 mm3N−1m−1, respectively.
1. Introduction
Soft metals with low shear strength are often incorporated into the self-lubricating materials designed for operation at elevated temperatures [1,2,3]. Thereinto, the soft metals could provide lubrication in the medium-to-low temperature range. Moreover, the soft metals can react with the transition-metal oxides at high temperatures to form the high-temperature lubricants, such as Ag3VO4, and CuMoO4 [4,5,6,7,8].
In the 1990s, DellaCorta prepared PS series coatings by adding Ag and BaF2/CaF2 to Ni-based alloys [9]. In these coatings, Ag provides lubrication in the medium-to-low temperature range. When the temperature exceeds 500 °C, CaF2/BaF2 eutectic provides excellent lubrication by undergoing a brittle-to-plastic transformation. Consequently, the PS series coatings exhibit excellent tribological performance maintained from room temperature (RT) to 800 °C. Furthermore, Zabinski et al. proposed the adaptive composite coatings that achieve excellent tribological performance at elevated temperatures by adjusting the chemical composition of the coating surface [10]. These coatings typically use Ag and AgTMxOy to maintain continuous lubricating property at elevated temperatures [11,12,13,14]. Stone et al. further developed the nitride-based self-lubricating films with better temperature resistance, such as VN/Ag and NbN/Ag. These films provide continuous lubrication by Ag and bimetallic oxide lubricating phases AgVO3, Ag3VO4, and AgNbO3 [15,16]. The nitride-based self-lubricating films have superior tribological properties from RT to 1000 °C [17,18,19].
However, researchers have found that Ag is consumed rapidly and continuously during the high-temperature friction process. The tribological properties of the composite coating deteriorate after multi-thermal cycle tests [20,21,22,23]. Previous work indicates that the content of Ag in the NiCrAlY-Mo-Ag composite coating decreases sharply after the multip-thermal cycles, resulting in shortened service life of the self-lubricating coating. To prolong the service life of the self-lubricating coating, the core-shell structural design of Ag was carried out by the chemical plating method. The NiCrAlY-Mo-Ag@Ni coating was prepared using atmospheric plasma spraying (APS) technology. The core-shell structure of Ag@Ni can noticeably enhance the mechanical properties and improve the lubrication life of the composite coating over multi-thermal cycles [24]. However, the phases in the plasma-sprayed coatings typically exhibit a lamellar structure, and Mo and Ag@Ni particles occur a segregation phenomenon in the composite coating. The segregation phenomenon deteriorates the high-temperature lubricating property by inhibiting the high-temperature tribochemical reactions between Ag and Mo.
To reduce heterogeneous interfaces, promote high-temperature tribochemical reactions, and thereby enhance both mechanical and high-temperature tribological performance, Mo@Ag@Ni particles were synthesized by electroless plating in this study. An APS technology was used to spray the NiCrAlY-Mo@Ag@Ni composite coating on the Inconel 718 alloy. The effects of core-shell structural design of Mo@Ag@Ni on the mechanical and tribological behaviors of the composite coating were researched in detail. Furthermore, the mechanisms underlying the prolonged lubrication life and interface evolution of the coating phases were revealed.
2. Experimental
2.1. Composite Coating Preparation
AgNO3 (AR, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), NaH2PO2·H2O (AR, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), C6H5Na3O7 (≥98%, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), NiSO4, polyvinylpyrrolidone (PVP, MW = 45,000–55,000, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), HCl (AR, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), NH3·H2O (≥25% in H2O, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), and Mo powders (size: 30–50 μm, ≥99.9%, Brofos Nanotechnology (Ningbo) Co., Ltd., Ningbo, China) were used as raw materials. The Mo@Ag@Ni particles with a size of approximately 50–75 μm were synthesized by electroless plating. The preparation details are given in Table 1. NiCrAlY powders (size: 30–50 μm, chemical composition: Cr 21.85 wt%, Al 9.56 wt%, Y 0.95 wt% and Ni balance) were purchased from Oerlikon Metco (Shanghai) Co., Ltd. (Shanghai, China). A three-dimensional mixer (M10, Grinder, Beijing, China) was used to mix the feedstock powders. The composition of the mixed powders is shown in Table 2. Before the spraying process, Inconel 718 alloy substrates (Φ 25 × 8 mm) were first sandblasted, followed by ultrasonically cleaned in alcohol. A NiCrAlY bond coating was first sprayed on the substrate, followed by NiCrAlY-Mo@Ag@Ni coating using APS technology (APS-3000A, Aviation Industry Corporation, Beijing, China). The specific spraying parameters are listed in Table 3.

Table 1.
Preparation procedures of Mo@Ag@Ni particles.
Table 2.
Composition and Vickers hardness of the composite coating.
Table 3.
Specific spraying parameters of the NiCrAlY-Mo@Ag@Ni coating.
2.2. Characterization
Microhardness tests of the composite coating was conducted by a Vickers microhardness tester (HV-1000A, Huayin, Ningbo, China) under a test load of 0.2 kg and a dwell time of 10 s. Ten points were randomly selected from the cross-section of the composite coating to obtain the average value. Friction tests were carried out in air by a high-temperature friction and wear tester (HT-1000, Zhongke Kaihua, Lanzhou, China). The silicon nitride ball (Si3N4, Φ 6 mm, hardness 1700HV0.2) was selected as the sliding counterpart. The sliding speed, loading force, test time, and wear track radius were 0.3 m/s, 5 N, 60 min, and 5 mm, respectively. The test temperatures were selected at RT, 400 °C, 600 °C, and 800 °C. Each friction test was repeated three times to obtain the average friction coefficient. The friction tests over multi-thermal cycles for the composite coating were conducted at 800 °C using identical parameters. The wear volume was obtained using a confocal microscope (Smartproof 5, Zeiss, Oberkochen, Germany). Seven areas were selected for each worn track to measure the wear loss and calculate the average value. The wear rates (W, in mm3N−1m−1) were calculated using the formula W = V/PL, where V is the average wear loss (mm3), P is the loading force (N), and L is the total sliding distance (m).
X-ray diffraction (XRD, Cu-Kα radiation, Smart-Lab, Rigaku Corporation, Tokyo, Japan) was used to characterize the phase compositions of the composite coating before and after friction tests. The elemental compositions and morphologies of the powders, cross-section and worn surface of the composite coating were analyzed by scanning electron microscopy (SEM, Mira3, Tescan, Brno, Czech Republic) coupled with an energy dispersive spectroscopy (EDS) detector. Additionally, the phase compositions on the worn surfaces of the composite coating after friction tests were identified by Raman spectrometry (inVia, Renishaw, Gloucestershire, United Kingdom) with an excitation wavelength of 532 nm. The cross-sectional morphologies and microstructure of the composite coating after friction tests were characterized by high-resolution transmission electron microscope (TEM, JEM-2100F, JOEL, Tokyo, Japan). The TEM sample was cut by focused ion beam technology (FIB, G5 UX, Thermo Fisher Scientific, MA, USA).
3. Results and Discussion
3.1. Microstructure and Mechanical Properties of the Composite Coating
Figure 1 displays the preparation principle and morphologies of Mo@Ag@Ni particles. Figure 1a presents the schematic illustration of the preparation procedure for Mo@Ag@Ni particles via electroless plating. The phase analysis in Figure 1b indicates that the core-shell structured Mo@Ag@Ni particles exhibit high purity and good crystallinity. The surface and cross-sectional morphologies as well as the corresponding EDS mappings of the prepared particles are given in Figure 1c,d. The morphologies show that the Mo@Ag@Ni particles exhibit a highly uniform spherical structure. The corresponding EDS mappings of the Mo@Ag@Ni particles reveal the core-shell structure is intact, and the mass fractions are approximately Ni 20 wt%, Ag 40 wt%, and Mo 40 wt%.
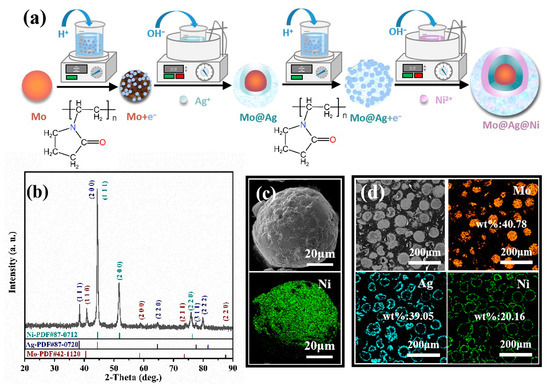
Figure 1.
Mo@Ag@Ni particles: (a) schematic illustration of the preparation procedure, (b) XRD pattern, (c) surface morphology and the corresponding EDS mapping, (d) cross-sectional morphology and the corresponding EDS mappings.
Figure 2 presents the XRD pattern of the composite coating, which shows that the composite coating mainly consists of the Ni3Al, Mo, and Ag phases. The XRD result confirms that the feedstock powders did not undergo decomposition and oxidation when sprayed under the aforementioned parameters. The cross-sectional morphologies and the corresponding EDS mappings of the composite coating are shown in Figure 3. The composite coating exhibits a typically lamellar structure. Moreover, compared with the NiCrAlY-Mo-Ag@Ni and NiCrAlY-Mo-Ag coatings, the Ag and Mo phases are uniformly distributed in the composite coating with no segregation [24]. As presented in Table 3, the composite coating possesses a microhardness of approximately 332.2 HV, which is obvious higher than the values of both the NiCrAlY-Mo-Ag@Ni and NiCrAlY-Mo-Ag coatings [24]. The results of the cross-sectional microstructure and microhardness indicate that the Ni shell layer on the surface of Mo@Ag can enhance the bond strength between the Mo@Ag@Ni and NiCrAlY particles in the composite coating, thereby endowing the coating with excellent mechanical properties. Furthermore, the core-shell structured Mo@Ag@Ni reduces the segregation of Mo and Ag in the composite coating, resulting in a more homogeneous microstructure of the coating.
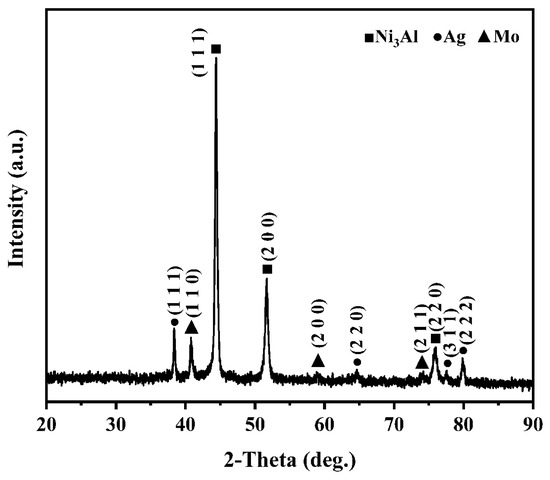
Figure 2.
XRD pattern of the composite coating.
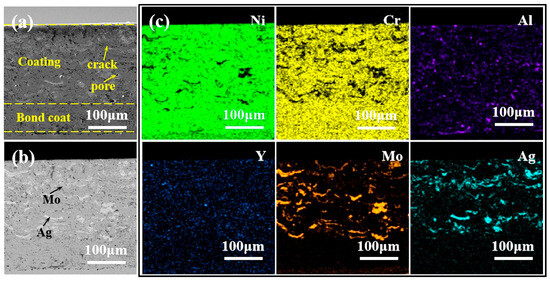
Figure 3.
The cross-sectional morphologies and EDS mappings of the composite coating: (a) SEM morphology, (b) BSEM morphology, (c) EDS mappings.
3.2. Tribological Behaviors of the Composite Coating
3.2.1. Tribological Behaviors from RT to 800 °C
Figure 4 shows the average friction coefficients and wear rates of the composite coating from RT to 800 °C. The friction coefficients decrease continuously with the test temperature increasing. However, the highest wear rate is obtained at 400 °C, and then decrease constantly. At RT, the composite coating exhibits the highest friction coefficient. The result is likely due to the Ni shell layer impeding the formation of the Ag self-lubricating film. Nevertheless, the wear rate of the composite coating at RT is lower than the values at 400 °C and 600 °C. When the temperature rises to 400 °C, the friction coefficient decreases sharply and the wear rate increases obviously. At 800 °C, the composite coating has the lowest friction coefficient and wear rate compared with other temperatures.
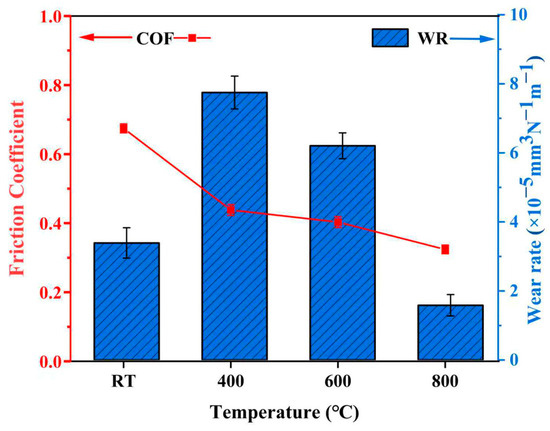
Figure 4.
The average friction coefficients (COF) and wear rates (WR) of the composite coating after being tested at different temperatures.
Figure 5 presents the morphology and corresponding EDS mappings of the worn surface after the composite coating being tested at different temperatures. The worn surface is covered with severe brittle fractures and obvious grooves at RT, which corresponds to the highest friction coefficient. Thus, abrasive wear and fatigue spalling are dominated in the friction process of the composite coating at RT. When the test temperature raises to 400 °C and 600 °C, the worn surfaces become smooth, which aligns with the lower friction coefficient, in contrast to the coating tested at RT. Additionally, the worn surface at 400 °C is covered with some peeling, and the content of Ag on the worn surface is lower than the content at 600 °C, resulting in the higher friction coefficient and wear rate of 400 °C, in contrast to the coating tested at 600 °C. At 800 °C, the obvious lubricating films possessing the highest Ag content can be found on the worn surface, which corresponds to the lowest friction coefficient and wear rate at 800 °C.
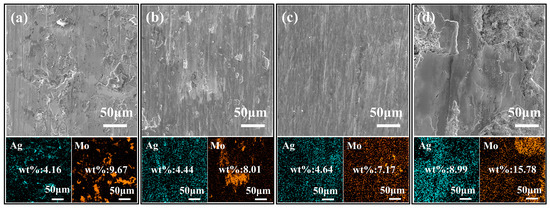
Figure 5.
Morphology and the corresponding EDS mappings of the worn surface after the composite coating being tested at elevated temperatures: (a) RT, (b) 400 °C, (c) 600 °C, (d) 800 °C.
Furthermore, XRD and Raman analyses were conducted to research the phase evolution on the worn surface. Figure 6 displays the XRD patterns detected on the worn surface of the composite coating after friction tests at different temperatures. It is evident that the diffraction patterns of the composite coating tested at 400 °C shows no obvious difference from the original composite coating. The EDS mappings (Figure 5b) and the XRD pattern indicate that the Ag films formed on the worn surface reduce the friction coefficient at 400 °C. It is worth noting that the diffraction peaks of AgxMoyOz, NiMoO4 and NiO appear in the XRD patterns of the samples tested above 600 °C. Combined with the Raman spectra (Figure 7), the lubricating film of the composite coating tested at 600 °C is composed of Ag2Mo2O7. While the coating tested at 800 °C, the lubricating film consists of Ag2MoO4, NiMoO4, and NiO. However, according to previous research [25,26,27,28], Ag2Mo4O13 forms by the reaction of Ag, MoO3, and O2 at 600 °C, and transforms into Ag2Mo2O7 and Ag2MoO4 at 800 °C. It can be concluded that the core-shell structured Mo@Ag@Ni could effectively promote the formation of Ag2Mo2O7 and Ag2MoO4 during the high-temperature friction. Moreover, researchers [29,30,31] found that numerous ternary transition metal oxides (e.g., Ag2Mo2O7, Ag2MoO4, and NiMoO4) possess layer shape structure, characterized by easily breakable bonds and a low melting point. Therefore, the lubricating film composed of the bimetallic oxides forms on the worn surfaces, endowing the composite coating with a low friction coefficient and wear rate at high temperatures.
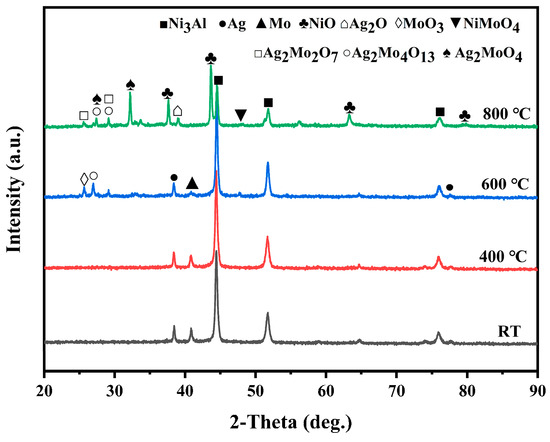
Figure 6.
XRD patterns detected from the worn surface of the composite coating after being tested at different temperatures.
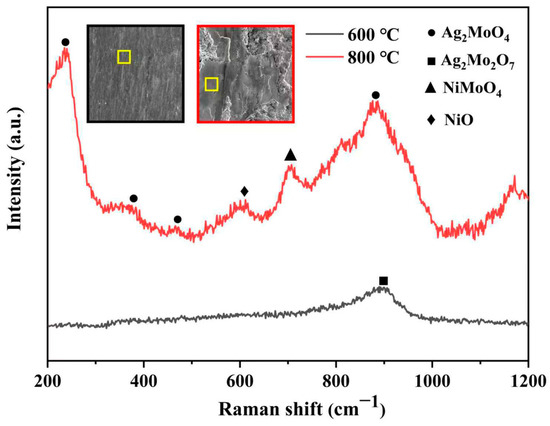
Figure 7.
Raman spectra detected from the yellow frame on the worn track of the composite coating after being tested at 600 °C and 800 °C.
3.2.2. Tribological Behaviors and Microstructure Evolution over Multi-Thermal Cycles
Multi-thermal cycle friction tests of the composite coating were conducted at 800 °C to research the effect of the core-shell structural design on the high temperature lubrication life. The friction curves and the average wear rates of the composite coating over multi-thermal cycles are given in Figure 8. The friction curves exhibit the same steady-state stage, with a steady-state value of approximately 0.3 over multi-thermal cycles (Figure 8a). As given in Figure 8b, the wear rates increase slightly as the number of thermal friction cycles increases. Significantly, the wear rate increment is about 1 × 10−6 mm3N−1m−1 from cycle 3 to cycle 5. Compared with NiCrAlY-Mo-Ag@Ni coating, the wear rate increment is significantly lower [24]. Following 5 thermal cycles testing, the composite coating remains a low wear rate of 2.8 × 10−5 mm3N−1m−1.
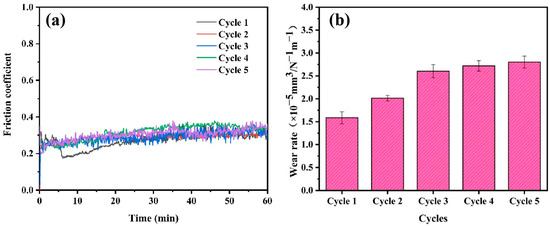
Figure 8.
The friction tests of the composite coating after multi-thermal cycles: (a) friction curves (b) wear rates.
Figure 9 presents the morphologies and the corresponding EDS analysis of the worn surfaces after friction test of the composite coating over multi-thermal cycles. As the number of thermal friction cycles increases, the worn surfaces remain covered with a continuous lubricating film (Figure 9a). As shown in Figure 9a,b, the Ag content on the worn surface is maintained at 13 wt%, and Ag is uniformly distributed even after 5 thermal friction cycles. Figure 9c,d indicate that there was no significant Ag enrichment on the coating surface over multi-thermal cycles. Furthermore, as shown in Figure 9e, the Ag/Mo ratios on the worn surfaces indicate that a sufficient silver molybdates lubricating film forms over multi-thermal cycles. The consecutive silver molybdates lubricating film results in the low friction coefficient and a small wear rate increment of the composite coating over multi-thermal cycles.
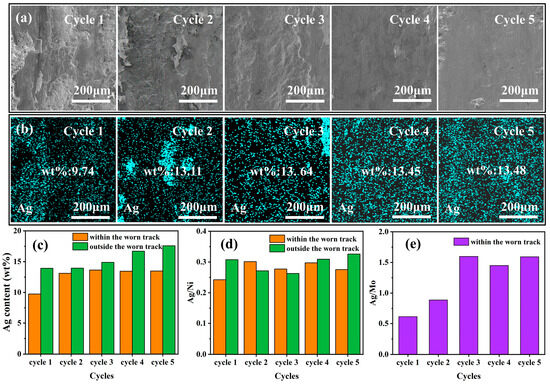
Figure 9.
Morphology and elemental analysis of the composite coating after multi-thermal cycles: (a) worn surfaces morphologies, (b) EDS mappings, (c) Ag contents, (d) the Ag/Mo ratios, (e) the Ag/Mo ratios.
To further clarify the pahse composition of the lubricating film of the composite coating after 5 thermal cycles testing, the XRD pattern and Raman spectra detected on the worn track are displayed in Figure 10 and Figure 11, respectively. It can be seen that Ag2MoO4 and NiO are the main components of the lubricating film, with their diffraction peaks being more distinct than those of the composite coating after 1 thermal friction cycle (Figure 6). As demonstrated by the above results, the core-shell structural design continuously promotes chemical reactions between Ag and Mo3, maintaining the formation of a continuous Ag2MoO4 and NiO film on the worn surfaces. This endows NiCrAlY-Mo@Ag@Ni coating with favorable lubrication life over multi-thermal cycles.
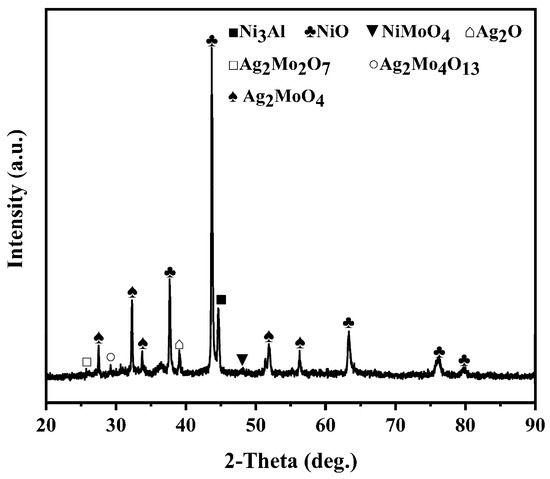
Figure 10.
XRD pattern detected from the worn track of the composite coating after 5 thermal cycles testing.
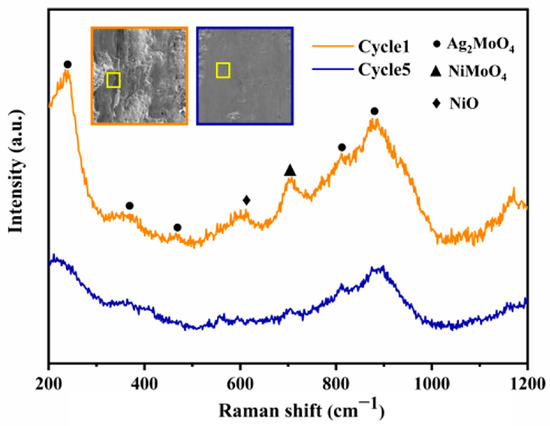
Figure 11.
Raman spectra detected from the yellow frame on worn track of the composite coating after friction tests.
Furthermore, the microstructure evolution in the cross-section of the worn surface is analyzed to elucidate the mechanisms underlying the prolonged lubrication life and the lubricants formation of the composite coating during the multi-thermal cycles. TEM analysis was employed to analyse the cross-sectional microstructure of the composite coating after 5 thermal friction cycles. Figure 12a displays a cross-sectional TEM micrograph of the worn surface, which can be divided into three areas for microstructure evolution analysis. Area A is a uniform and consecutive lubricating film according to the analysis of tribological behaviors over multi-thermal cycles. EDX mappings (Figure 12b) reveal that Ni and O elements are relatively abundant in the white region area of area A, while Ag is enriched in the black region of area A. The HRTEM image (Figure 12c) illustrates that the black region is mainly composed of Ag2MoO4 with an interplanar crystal spacing of 0.231 nm, and the white region is mainly composed of NiO with an interplanar crystal spacing of 0.247 nm.
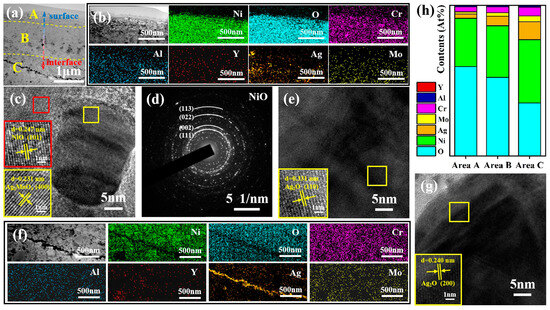
Figure 12.
TEM analysis performed on the worn surface cross-section of the composite coating after 5 thermal cycles testing: (a) TEM micrograph, (b) HRSEM micrograph and EDX mappings of area A, (c) HRTEM micrograph and IFFT of area A, (d) SAED pattern of area B, (e) HRTEM micrograph and IFFT of area B, (f) HRSEM micrograph and EDX mappings of area C, (g) HRTEM micrograph and IFFT of area C, (h) the corresponding element contents of the area A, B, and C.
Additionally, the TEM image (Figure 12a) shows numerous black regions uniformly distributed in the white region of area B. According to the rings in the SAED pattern (Figure 12d), the white region is mainly NiO. The HRTEM image (Figure 12e) further confirms that the black regions in area B consist of Ag2MoO4 and Ag2O, with an interplanar crystal spacing of 0.331 nm. Moreover, the HRSEM micrograph and EDX mappings (Figure 12f) demonstrate significant aggregation of Ag elements in area C. The HRTEM image (Figure 12g) illustrates that the aggregated black regions are composed of Ag2O with an interplanar crystal spacing of 0.240 nm.
All the above TEM results indicate that Ag2MoO4, NiO, and Ag2O form on the worn surface in the high-temperature friction process, which effectively improves the tribological properties of the composite coating at high temperatures.
The element contents detected from the cross-section of the worn surface are given in Figure 12h. From area A to C, the contents of Ni, Ag, Mo, and Cr increase from the exterior to the interior of the composite coating, while the content of O shows the opposite trend. Combined with the TEM results and element contents, it is evident that Ag, Mo, and Ni diffuse toward the surface and interface of the worn surface during multi-thermal cycles. Subsequently, these elements (Ag, Mo, and Ni) are oxidized and react to form the different oxides (Equations (1)–(4)) on the surface and interface. Owning to the low Gibbs free energy (△G) of the reaction, Ag and Mo react sufficiently to form Ag2MoO4 in all three areas, while the excess Ag forms Ag2O in areas B and C. When the Ag2MoO4 lubricating film is damaged, Ag2O in areas B and C can continuously react with MoO3 to form Ag2MoO4 on the worn surface. The above results indicate that the core-shell structured Mo@Ag@Ni can partially mitigate the rapid diffusion of Ag in the composite coating during multi-thermal cycles. Meanwhile, during multi-thermal cycles, the core-shell structured Mo@Ag@Ni can continuously supply Ag to form sufficient Ag2O at the interface of the worn surface, and then reacts with MoO3 to form a continuous Ag2MoO4 lubricating film on the worn surface.
4. Conclusions
In this work, Mo@Ag@Ni core-shell particles were rationally designed and prepared via electroless plating. An APS technology was used to spray the NiCrAlY-Mo@Ag@Ni coating on Inconel 718 alloy substrate. The effects of the core-shell structural design of Mo@Ag@Ni on the microstructure, mechanical properties, and tribological behaviors of the composite coating were investigated. Furthermore, the mechanisms underlying prolonged lubrication life and interface evolution were revealed. The main conclusions are listed as follows:
- (1)
- The composite coating has a uniform microstructure and exhibits excellent mechanical properties. The enhancement of the mechanical properties can be attributed to the reduced segregation of Mo and Ag, as well as the enhancement of the interfacial bonding strength between Mo@Ag@Ni and NiCrAlY particles.
- (2)
- The lowest friction coefficient (approximately 0.32) and wear rate (around 1.58 × 10−5 mm3N−1m−1) were obtained at 800 °C. Meanwhile, the core-shell structured Mo@Ag@Ni effectively promotes the formation of silver molybdates on the worn surface of the NiCrAlY-Mo@Ag@Ni coating during the high-temperature friction process.
- (3)
- The composite coating maintains the excellent tribological properties over multi-thermal cycles. The friction coefficient and wear rate remain stable at approximately 0.3 and 2.5 × 10−5 mm3N−1m−1, respectively, due to the continuous Ag2MoO4 and NiO lubricating films on the worn surface over multi-thermal cycles.
- (4)
- The core-shell structured Mo@Ag@Ni can partially mitigate the diffusion of Ag in the composite coating at high temperatures and continuously provide Ag to form sufficient Ag2O at the interface of the composite coating. Furthermore, the interface of the composite coating has adequate Ag2O to form Ag2MoO4 and supplement the depletion of Ag2MoO4 on the worn surface. This endows the coating with a longer lubrication life.
Author Contributions
Conceptualization and methodology, N.H.; investigation and data curation, Y.Z. and Z.F.; writing—original draft preparation, Y.Z. and Z.F.; writing—review and editing, N.H. and J.Y.; project administration, W.C.; funding acquisition, N.H. and J.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Science Foundation of China (51905325, 52305205), and the Natural Science Foundation of Shaanxi Province (2022JQ-477).
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding authors.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Huang, Q.P.; Shi, X.L.; Xue, Y.W.; Zhang, K.P.; Wu, C.H. Recent progress on surface texturing and solid lubricants in tribology: Designs, properties, and mechanisms. Mater. Today Commun. 2023, 35, 105854. [Google Scholar] [CrossRef]
- Fan, X.J.; Li, W.S.; Yang, J.; Zhu, S.Y.; Cui, S.; Cheng, B.; Zhai, H.M. Effect of MoO3 content on Ni3Al-Ag-MoO3 composite coating microstructure and tribological properties. Coatings 2023, 13, 624. [Google Scholar] [CrossRef]
- Sajjadnejad, M.; Haghshenas, S.M.S.; Badr, P.; Setoudeh, N.; Hosseinpour, S. Wear and tribological characterization of nickel matrix electrodeposited composites: A review. Wear 2021, 486–487, 204098. [Google Scholar] [CrossRef]
- Wang, Y.F.; Shao, X.B.; Liu, J.Y.; Hu, X.Y.; He, X.H.; Deng, G.Y. Difference in high-temperature tribological performance of oxide/Ag-MoS2-based composites. Lubricants 2024, 12, 360. [Google Scholar] [CrossRef]
- Jia, J.H.; Xue, J.L.; He, N.R.; Yang, J.; Chen, W. Effects of Ag2Mo2O7 nano-shapes on the mechanical and tribological properties of NiAl intermetallic compound over a wide temperature range. J. Mater. Res. Technol. 2022, 21, 2316–2325. [Google Scholar] [CrossRef]
- Zhang, Q.G.; Zhou, Y.; Zhang, G.J.; Zhang, L.C.; Xie, Z.M.; Zuo, L.; Ju, H.B.; Fang, Q.F.; Liu, J.G.; Yang, J.F. Nanocomposite Mo-Ag-N lubricating, wear resistant and hard coatings fabricated by magnetron sputtering. Mater. Sci. Eng. B 2022, 286, 116066. [Google Scholar] [CrossRef]
- Yang, Z.Q.; Liu, D.X.; Li, M.Y.; Zhou, K.; Liu, Y.J.; Wu, J.N.; Fan, K.F.; Zhang, X.H.; Wahab, M.A. High-temperature tribological properties of APS-sprayed CoCrNiW wear-resistant coating and NiCoCrAlYTa/Cu/Mo self-lubricating coating. Tribol. Int. 2025, 209, 110682. [Google Scholar] [CrossRef]
- Zhang, Y.P.; Wang, Z.Y.; Zhang, Y.; Bai, X.J.; Zhou, S.H.; Li, H.; Cheng, Y.; Wang, A.Y.; Ke, P.L. Self-adaptive lubricating behavior of VAlN/Ag multi-layer coating at simulated operating conditions. J. Mater. Sci. Technol. 2025, 229, 147–158. [Google Scholar] [CrossRef]
- Dellacorte, C. The effect of counterface on the tribological performance of a high temperature solid lubricant composite from 25 to 650 °C. Surf. Coat. Technol. 1996, 86–87, 486–492. [Google Scholar] [CrossRef]
- Muratore, C.; Voevodin, A.A.; Hu, J.J.; Zabinski, J.S. Tribology of adaptive nanocomposite yttria-stabilized zirconia coatings containing silver and molybdenum from 25 to 700 °C. Wear 2006, 261, 797–805. [Google Scholar] [CrossRef]
- Gautam, R.K.S.; Tripathi, V.M.; Mishra, I.P.; Mishra, S.; Nautiyal, H.; Ali, S.; Tyagi, R. Elevated temperature tribological behavior of NiMoAl-Ag-WS2-hBN coatings deposited by cold spray. Mater. Chem. Phys. 2025, 333, 130347. [Google Scholar] [CrossRef]
- Ju, H.B.; Xu, J.H. Microstructure and tribological properties of NbN-Ag composite films by reactive magnetron sputtering. Appl. Surf. Sci. 2015, 355, 878–883. [Google Scholar] [CrossRef]
- Hao, E.K.; An, Y.L.; Chen, J.; Zhao, X.Q.; Hou, G.L.; Chen, J.M.; Gao, M.Z.; Yan, F.Y. In-situ formation of layer-like Ag2MoO4 induced by high-temperature oxidation and its effect on the self-lubricating properties of NiCoCrAlYTa/Ag/Mo coatings. J. Mater. Sci. Technol. 2021, 75, 164–173. [Google Scholar] [CrossRef]
- Bondarev, A.V.; Kiryukhantsev-Korneev, P.V.; Sidorenko, D.A.; Shtansky, D.V. A new insight into hard low friction MoCN–Ag coatings intended for applications in wide temperature range. Mater. Design 2016, 93, 63–72. [Google Scholar] [CrossRef]
- Stone, D.S.; Migas, J.; Martini, A.; Smith, T.; Muratore, C.; Voevodin, A.A.; Aouadi, S.M. Adaptive NbN/Ag coatings for high temperature tribological applications. Surf. Coat. Technol. 2012, 206, 4316–4321. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Singh, D.P.; Stone, D.S.; Polychronopoulou, K.; Nahif, F.; Rebholz, C.; Muratore, C.; Voevodin, A.A. Adaptive VN/Ag nanocomposite coatings with lubricious behavior from 25 to 1000 °C. Acta Mater. 2010, 58, 5326–5331. [Google Scholar] [CrossRef]
- Ren, Y.; Jia, J.H.; Cao, X.Q.; Zhang, G.G.; Ding, Q. Effect of Ag contents on the microstructure and tribological behaviors of NbN-Ag coatings at elevated temperatures. Vacuum 2022, 204, 111330. [Google Scholar] [CrossRef]
- Guo, H.J.; Yan, P.X.; Wu, Z.G.; Li, B.; Li, F.L.; Hu, J.; Chen, Z. Lubrication mechanisms of Nb-contained oxides characterizing tribochemistry of NiAl/Nb/Ag composites coatings revealed by the density functional theory (DFT) computation. Tribol. Int. 2023, 182, 108352. [Google Scholar] [CrossRef]
- Dai, X.; Wen, M.; Wang, J.; Cui, X.R.; Wang, X.; Zhang, K. The tribological performance at elevated temperatures of MoNbN-Ag coatings. Appl. Surf. Sci. 2020, 509, 145372. [Google Scholar] [CrossRef]
- Mulligan, C.P.; Blanchet, T.A.; Gall, D. Control of lubricant transport by a CrN diffusion barrier layer during high-temperature sliding of a CrN-Ag composite coating. Surf. Coat. Technol. 2010, 205, 1350–1355. [Google Scholar] [CrossRef]
- Ju, H.B.; Huang, K.H.; Luan, J.; Geng, Y.X.; Yang, J.F.; Xu, J.H. Evaluation under temperature cycling of the tribological properties of Ag-SiNx films for green tribological applications. Ceram. Int. 2023, 49, 30115–30124. [Google Scholar] [CrossRef]
- Zhang, Y.P.; Wang, Z.Y.; Zhou, S.H.; Zhang, Y.; Dong, Y.F.; Wang, A.Y.; Ke, P.L. Synergistic effect of V and Ag diffusion favored the temperature-adaptive tribological behavior of VAlN/Ag multi-layer coating. Tribol. Int. 2024, 192, 109285. [Google Scholar] [CrossRef]
- Zhen, Y.; Chen, M.H.; Yu, C.T.; Yang, Z.B.; Qi, Y.; Wang, F.H. High temperature self-lubricating Ti-Mo-Ag composites with exceptional high mechanical strength and wear resistance. J. Mater. Sci. Technol. 2024, 180, 80–90. [Google Scholar] [CrossRef]
- He, N.R.; Fang, Z.W.; Jia, J.H.; Yang, J.; Chen, W.; Xin, H. Tribological properties of Ni-based composite coatings with addition of Ag@Ni core-shell particles over multiple thermal cycles. Trans. Nonferrous Met. Soc. China 2024, 34, 618–628. [Google Scholar] [CrossRef]
- Stone, D.; Liu, J.; Singh, D.P.; Muratore, C.; Voevodin, A.A.; Mishra, S.; Rebholz, C.; Ge, Q.; Aouadi, S.M. Layered atomic structures of double oxides for low shear strength at high temperatures. Scr. Mater. 2010, 62, 735–738. [Google Scholar] [CrossRef]
- Wang, B.B.; Zhu, J.J.; Dai, L.Y.F.; Hao, L.L.; Chen, S.S.; Fu, L.C.; Yang, W.L.; Zhou, L.P. Influence of annealing on the microstructure and tribological performance of Ag-76.7 at.%Mo nanomultilayer films by Co-sputtering. Wear 2025, 578–579, 206152. [Google Scholar] [CrossRef]
- Zhen, J.M.; Han, Y.X.; Yuan, L.; Jia, Z.F.; Zhang, R. Investigating influence of Mo elements on friction and wear performance of nickel alloy matrix composites in air from 25 to 800 °C. Lubricants 2024, 12, 396. [Google Scholar] [CrossRef]
- Liu, E.Y.; Wang, W.Z.; Gao, Y.M.; Jia, J.H. Tribological Properties of Adaptive Ni-Based Composites with Addition of Lubricious Ag2MoO4 at Elevated Temperatures. Tribol. Lett. 2012, 47, 21–30. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, L.; Wang, Y.; Chen, D.; Li, B.Q.; Han, Z.H. Fragmentation of in-flight particles and its influence on the microstructure and mechanical property of YSZ coating deposited by supersonic atmospheric plasma spraying. J. Alloys Compd. 2015, 632, 794–799. [Google Scholar] [CrossRef]
- Li, B.; Gao, Y.M.; Jia, J.H.; Han, M.M.; Guo, H.J.; Wang, W.Z. Influence of heat treatments on the microstructure as well as mechanical and tribological properties of NiCrAlY-Mo-Ag coatings. J. Alloys Compd. 2016, 686, 503–510. [Google Scholar] [CrossRef]
- Ye, F.X.; Zhang, Y.F.; Lou, Z.; Wang, Y.F. Enhanced tribological performance of micro-beam plasma-cladded Ni60 coatings with addition of Mo and Ag lubricants in a wide temperature range. Coatings 2023, 13, 1996. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).