An Investigation on the Effect of Mango Seed and Pongamia Oil-Based Cutting Fluids on Surface Morphology During Turning of AISI 304 Steel

 ,
,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Workpiece Material
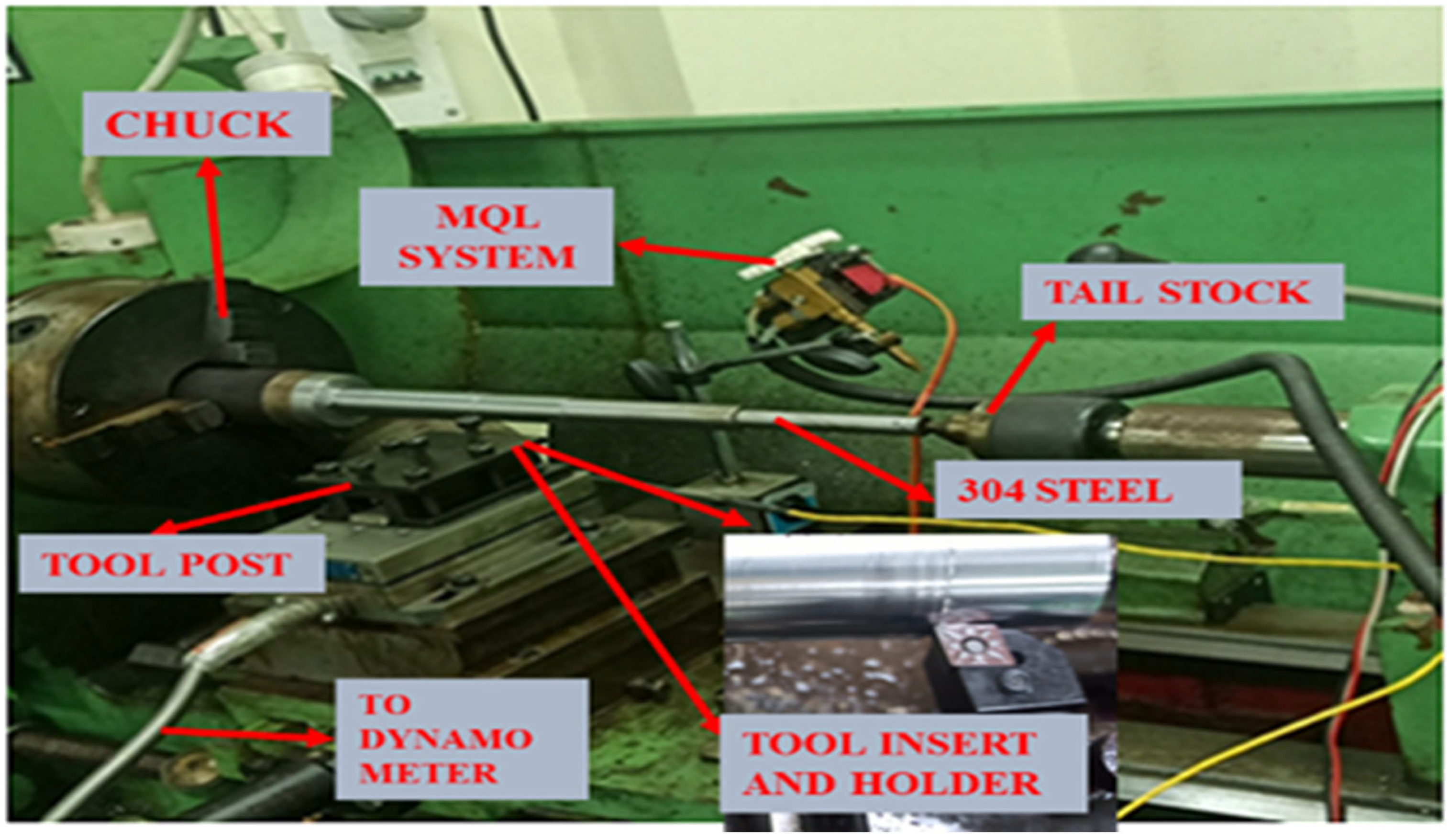
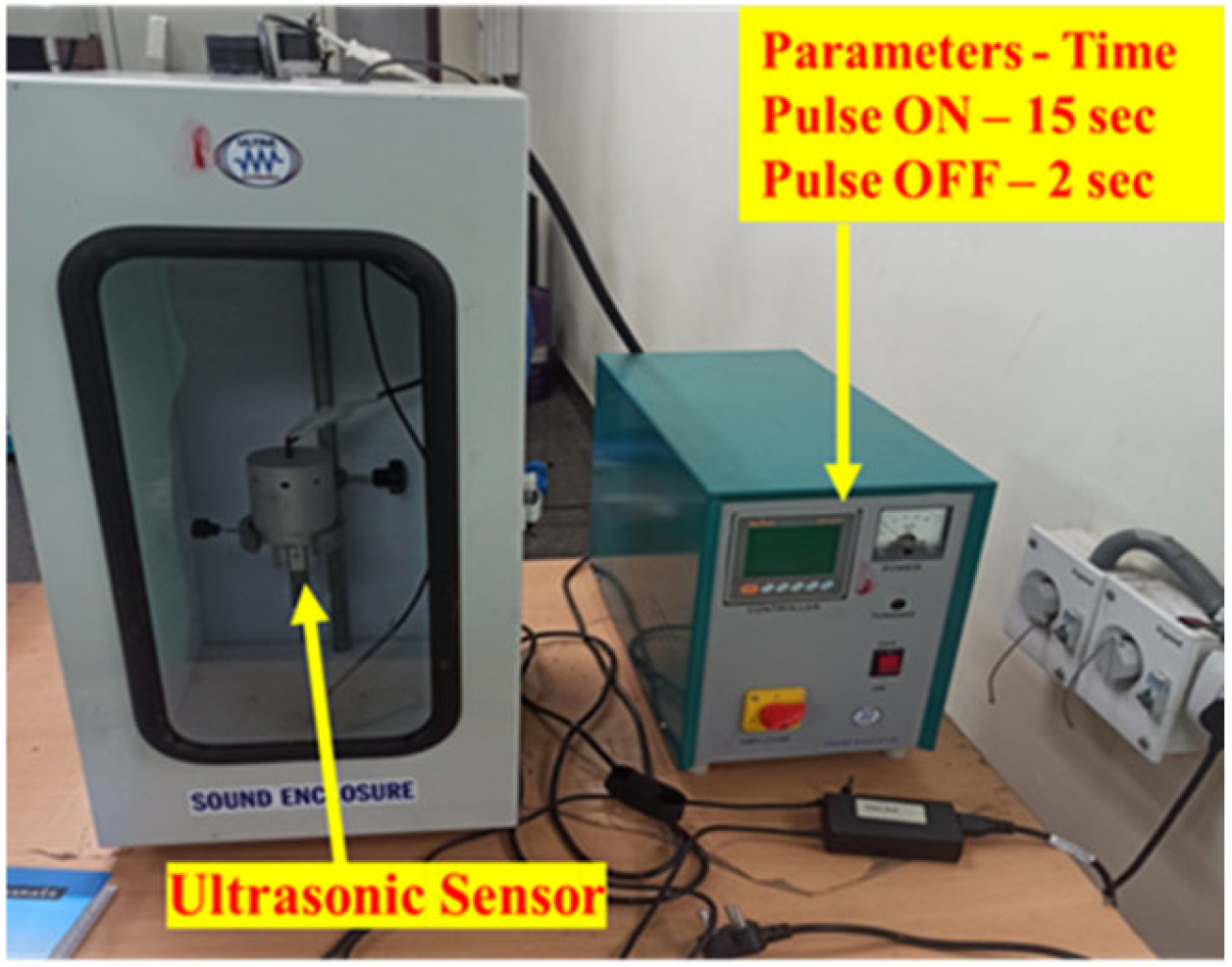
2.2. Machining Tool and Measurement Equipment
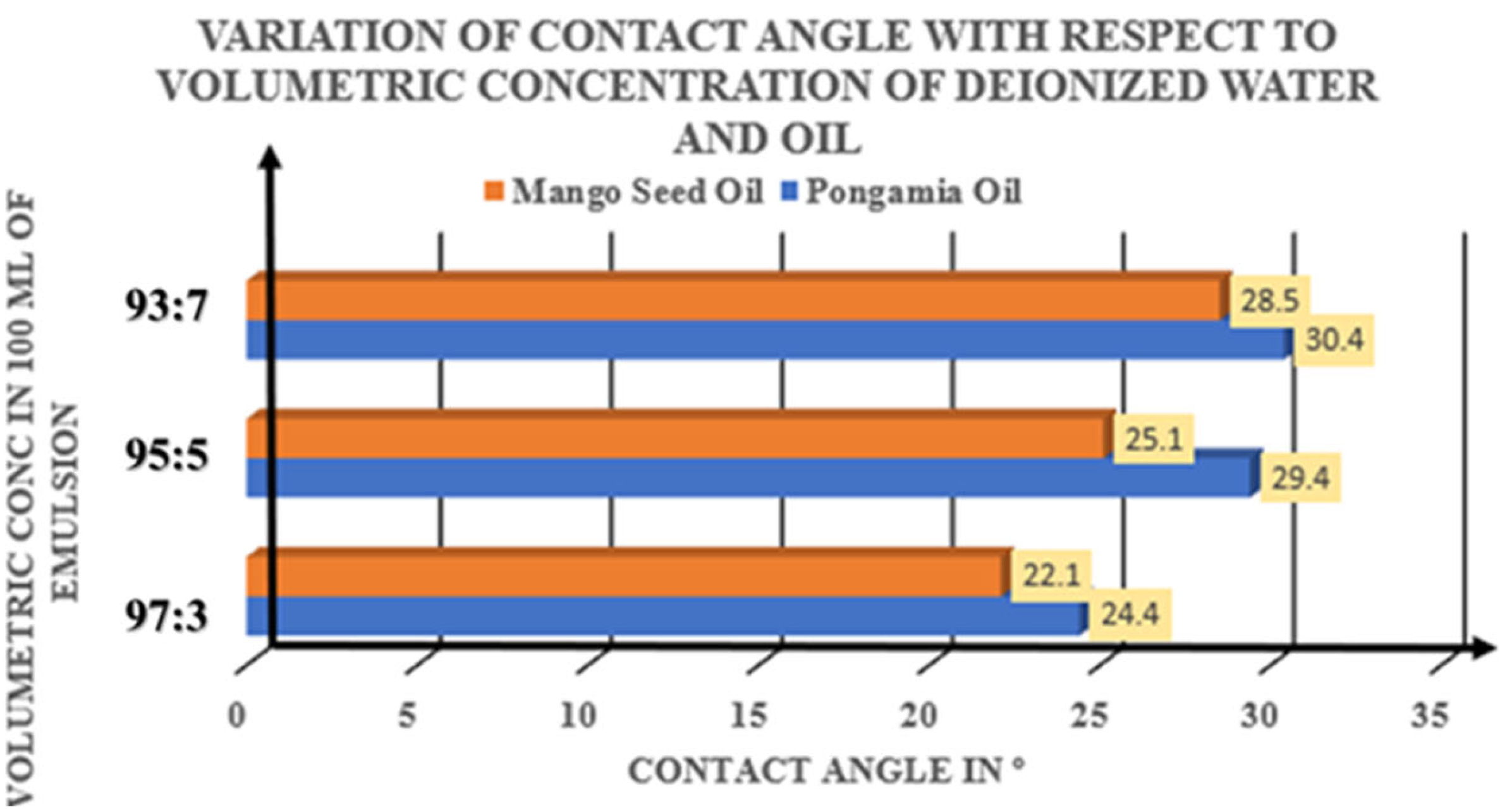
2.3. Cutting Fluid and Contact Angle Measurement
3. Results
3.1. Turning with Mango Seed Oil-Based Cutting Fluid
3.2. Turning with Pongamia Oil-Based Cutting Fluid
4. Discussion
5. Conclusions
- Mango seed oil-based cutting fluid has shown higher wettability property than pongamia oil-based cutting fluid considering each of the separate concentrations. Experiments revealed that MSO and pongamia oil have the lowest contact angles at 97:3 volumetric concentration with values of 22.1° and 24.4° respectively.
- The mango seed-based cutting fluid has recorded lower cutting force than the pongamia-based cutting fluid. The maximum reduction in cutting force was found to be 28.68% for the same input parameters of Vc = 50 m/min, doc = 0.2 mm, and feed = 0.16 mm/rev for both the cutting fluids.
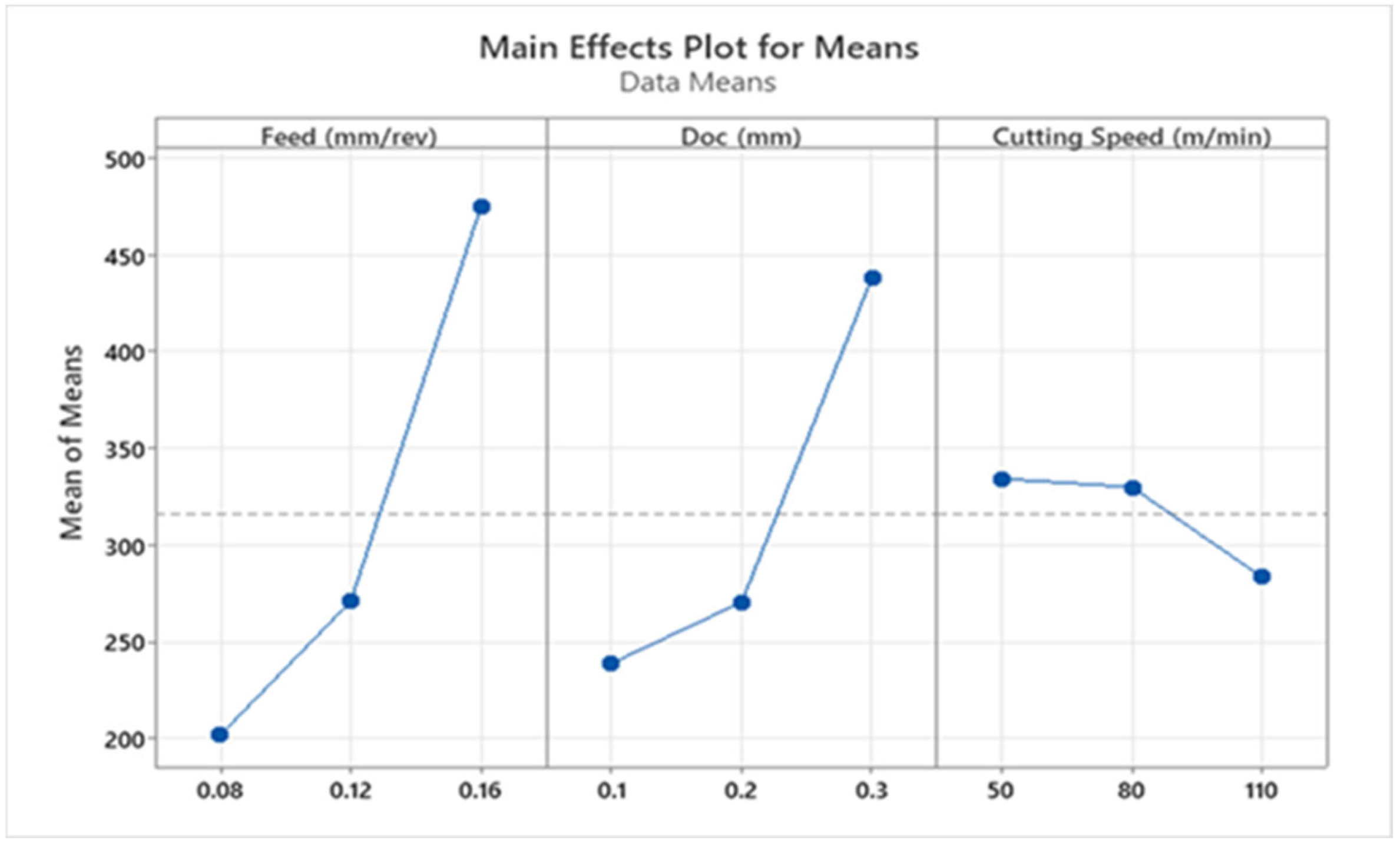
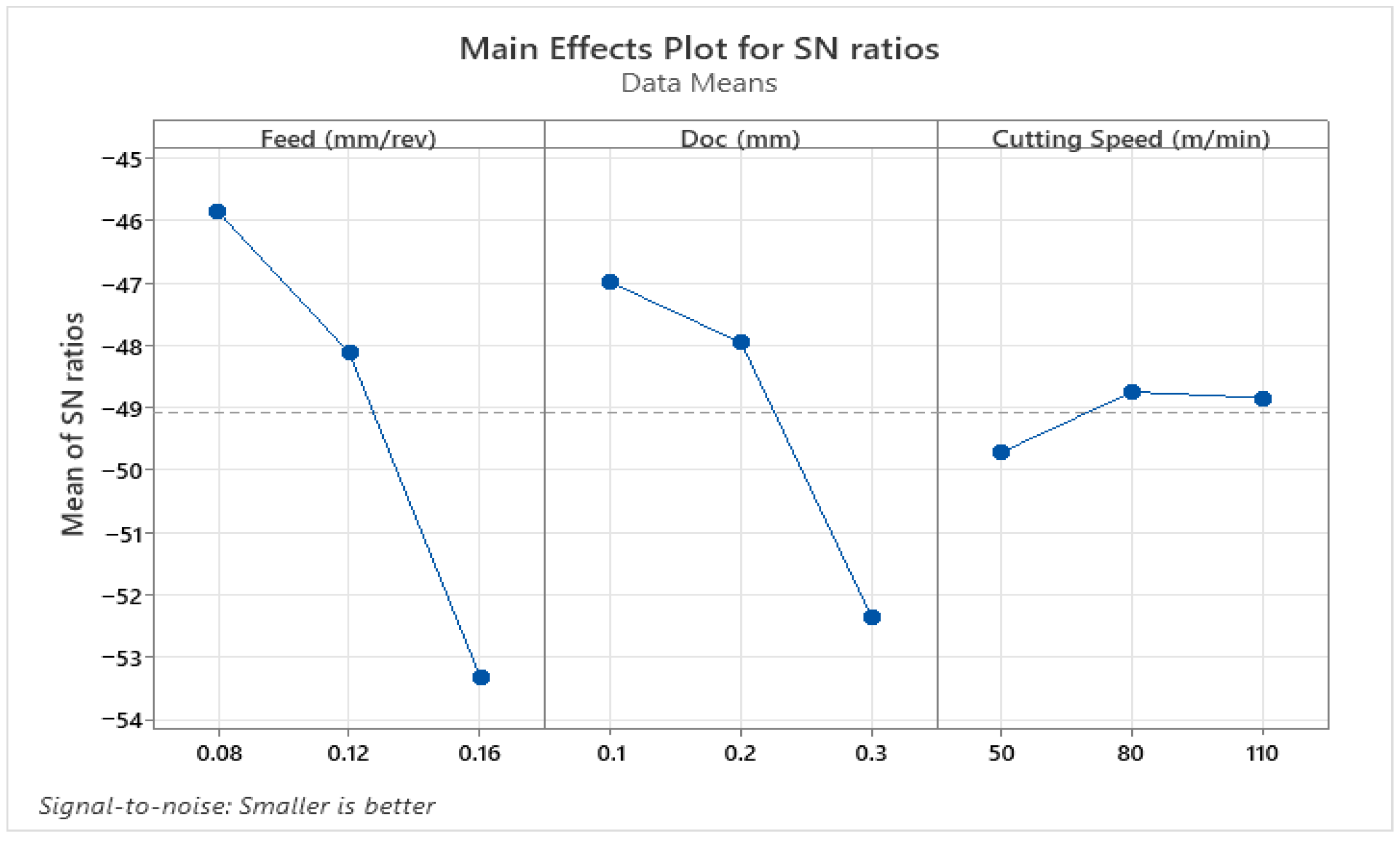
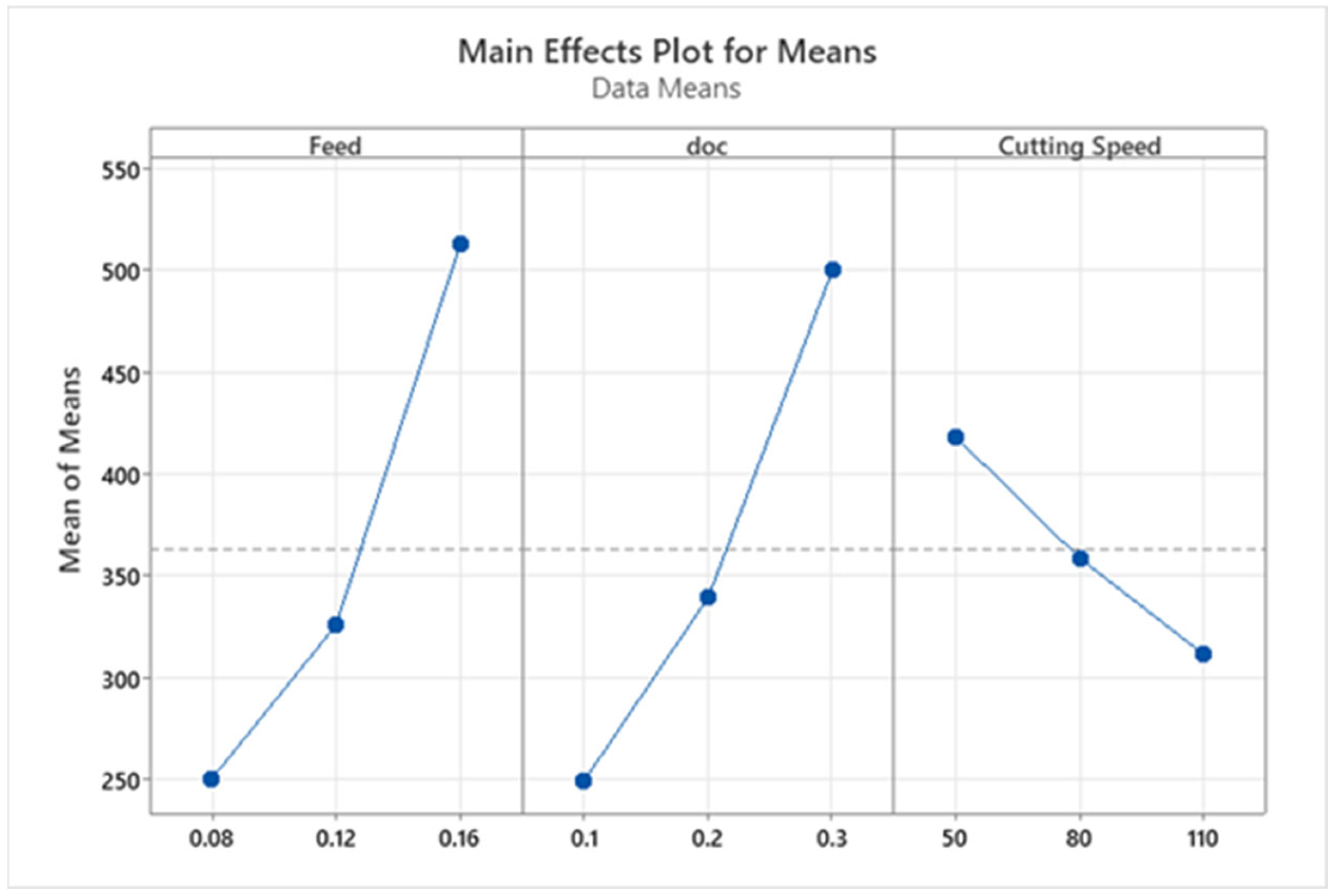
- It is noticed that feed, together with doc, had the most significant effect on the performance of both oil-based cutting fluids for optimizing the output parameters.
- Using mango seed cutting fluid and pongamia cutting fluid, the lowest surface roughness values of 0.809 µm and 0.921 µm, respectively, were achieved at high depth of cut and high Vc. The analysis of the surface roughness values (Ra, Rq, Rz) indicates that MSO was able to reduce the surface roughness values more than pongamia oil.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Demirpolat, H.; Binali, R.; Patange, A.D.; Pardeshi, S.S.; Gnanasekaran, S. Comparison of Tool Wear, Surface Roughness, Cutting Forces, Tool Tip Temperature, and Chip Shape during Sustainable Turning of Bearing Steel. Materials 2023, 16, 4408. [Google Scholar] [CrossRef]
- Pereira, J.; Moita, A.; Moreira, A. Noble Nanofluids and Their Hybrids for Heat Transfer Enrichment: A Review and Future Prospects Coverage. Appl. Sci. 2023, 13, 9568. [Google Scholar] [CrossRef]
- Jeevan, T.P.; Jayaram, S.R.; Afzal, A.; Ashrith, H.S.; Soudagar, M.E.M.; Mujtaba, M.A. Machinability of AA6061 aluminum alloy and AISI 304L stainless steel using nonedible vegetable oils applied as minimum quantity lubrication. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 159. [Google Scholar] [CrossRef]
- Abutu, J.; Elachi, E.E.; Tanko, B.; Akene, P.; Musa, K.; Lawal, S.A. Development of Cutting Fluid from Mahogany Seed oil and Neem leaves for the Turning of AISI 304 Austenitic Stainless Steel. J. Mater. Environ. Sci. 2023, 14, 878–889. [Google Scholar]
- Du, F.; He, L.; Zhou, T.; Tian, P.; Zou, Z.; Zhou, X. Analysis of droplet characteristics and cooling lubrication effects in MQL milling of 316L stainless steel. J. Mater. Res. Technol. 2022, 19, 4832–4856. [Google Scholar] [CrossRef]
- Naik, D.N.S.; Sharma, V. Thermophysical Investigations of Mango Seed Oil as a Novel Cutting Fluid: A Sustainable Approach Toward Waste to Value Addition. J. Manuf. Sci. Eng. 2022, 144, 091004. [Google Scholar] [CrossRef]
- Shukla, R.; Tiwari, A.K.; Agarawal, S. Effects of surfactant and MoO3 nanofluid on tribological and machining characteristics in minimum quantity lubrication (MQL)-turning of AISI 304 steel. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022, 095440892211059. [Google Scholar] [CrossRef]
- Bai, X.; Jiang, J.; Li, C.; Dong, L.; Ali, H.M.; Sharma, S. Tribological Performance of Different Concentrations of Al2O3 Nanofluids on Minimum Quantity Lubrication Milling. Chin. J. Mech. Eng. 2023, 36, 11. [Google Scholar] [CrossRef]
- Sharma, P.; Sidhu, B.S.; Sharma, J. Investigation of effects of nanofluids on turning of AISI D2 steel using minimum quantity lubrication. J. Clean. Prod. 2015, 108, 72–79. [Google Scholar] [CrossRef]
- Touggui, Y.; Uysal, A.; Emiroglu, U.; Belhadi, S.; Temmar, M. Evaluation of MQL performances using various nanofluids in turning of AISI 304 stainless steel. Int. J. Adv. Manuf. Technol. 2021, 115, 3983–3997. [Google Scholar] [CrossRef]
- Long, T.T. Experimental Investigation on Cutting Forces in Sustainable Hard Milling of Hardox 500 Steel Under Al2O3/MoS2 Hybrid Nanofluid MQCL Environment. Lubricants 2025, 13, 240. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K. Nano lubricants in machining and tribology applications: A state of the art review on challenges and future trend. J. Mol. Liq. 2024, 407, 125261. [Google Scholar] [CrossRef]
- Malika, M.; Sonawane, S.S. Application of RSM and ANN for the prediction and optimization of thermal conductivity ratio of water based Fe2O3 coated SiC hybrid nanofluid. Int. Commun. Heat. Mass. Transfer. 2021, 126, 105354. [Google Scholar] [CrossRef]
- Perera, G.I.P.; Wegala, T.S. Improving the novel white coconut oil-based metalworking fluid using nano particles for minimum surface roughness and tool tip temperature. Clean. Mater. 2024, 11, 100227. [Google Scholar] [CrossRef]
- Rajeswari, R. Investigation on the Effect of Turning of AISI 304 Stainless Steel Using MQL Technique with Corn Oil as Cutting Fluid and Comparison with Dry Condition. Eng. Proc. 2024, 61, 35. [Google Scholar]
- Yang, X.; Cheng, X.; Li, Y.; Zheng, G.; Xu, R. Machinability investigation and sustainability analysis of minimum quantity lubrication–assisted micro-milling process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1388–1401. [Google Scholar] [CrossRef]
- S, V.; U, M.I.; Ghani, J.A. A Study on the Effects of Hybridized Metal Oxide and Carbonaceous Nano-Cutting Fluids in the End Milling of AA6082 Aluminum Alloy. Lubricants 2023, 11, 87. [Google Scholar] [CrossRef]
- Yadav, S.; Tewari, S.P.; Singh, J.K.; Ram, S.C. Effects of mechanical vibration on the physical, metallurgical and mechanical properties of cast A308 (LM21) aluminum alloy. Int. J. Miner. Metall. Mater. 2022, 29, 1206–1215. [Google Scholar] [CrossRef]
- Arifuddin, A.; Redhwan, A.A.M.; Syafiq, A.M.; Ariffin, S.Z.; Aminullah, A.R.M.; Azmi, W.H. Effectiveness of hybrid Al2O3-TiO2 nano cutting fluids application in CNC turning process. Arch. Mater. Sci. Eng. 2022, 117, 70–78. [Google Scholar] [CrossRef]
- Yadav, S.; Kumar, S.; Tewari, S.P.; Ram, S.C.; Prasad, R.; Sinha, N.K.; Deo, M.; Singh, J.K. Influence of high-intensity horizontal mould vibration on the density, grain refinement and mechanical characteristics of a die cast aluminium alloy (LM21). Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022, 237, 710–718. [Google Scholar] [CrossRef]
- Özbek, N.; Karadag, M.; Özbek, O. Optimization of Flank Wear and Surface Roughness during Turning of AISI 304 Stainless Steel Using the Taguchi Method. Mater. Test. 2020, 62, 957–961. [Google Scholar] [CrossRef]
- Babu, M.N.; Anandan, V.; Parthasarathi, N.L.; Yildirim, C.V.; Babu, M.D.; Das, S.R. Performance analysis in turning of D3 tool steel using silver nanoplatelets as additives under MQL. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 591. [Google Scholar] [CrossRef]
- Graves, R.S.; Kollie, T.G.; McElroy, D.L.; Gilchrist, K.E. The thermal conductivity of AISI 304L stainless steel. Int. J. Thermophys. 1991, 12, 409–415. [Google Scholar] [CrossRef]
- Mahdavinejad, R.A.; Saeedy, S. Investigation of the Influential Parameters of Machining of AISI 304 Stainless Steel. Sādhanā 2011, 36, 963–970. [Google Scholar] [CrossRef]
- Gunstone, F.D. The Chemistry of Oils and Fats: Sources, Composition, Properties and Uses, 1st ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Abellán-Nebot, J.V.; Vila Pastor, C.; Siller, H.R. A Review of the Factors Influencing Surface Roughness in Machining and Their Impact on Sustainability. Sustainability 2024, 16, 1917. [Google Scholar] [CrossRef]
- Mane, S.; Patil, R.B.; Al-Dahidi, S. Predictive Modeling of Surface Roughness and Cutting Temperature Using Response Surface Methodology and Artificial Neural Network in Hard Turning of AISI 52100 Steel with Minimal Cutting Fluid Application. Machines 2025, 13, 266. [Google Scholar] [CrossRef]
- Özbek, O. Evaluation of Nano Fluids with Minimum Quantity Lubrication in Turning of Ni-Base Superalloy UDIMET 720. Lubricants 2023, 11, 159. [Google Scholar] [CrossRef]
- Ikumapayi, O.M.; Laseinde, O.T.; Kazeem, R.A.; Onu, P.; Ting, T.T. The Development and Performance Assessment of Palm Kernel Nut Oil as a Cutting Fluid for the Turning of AA6061. Lubricants 2025, 13, 279. [Google Scholar] [CrossRef]
- Biresaw, G.; Mittal, K. Surfactants in Tribology; CRC Press: Boca Raton, FL, USA, 2013; Volume 3. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Tensile Strength (UTS) | 515–750 MPa |
| Elastic Modulus | 193 GPa |
| Melting Point | 1450 °C |
| Density | 7.93 g/cm3 |
| Yield Strength | Above 205 MPa |
| Thermal Conductivity | 16.2–21.5 W/mK |
| Element | Wt. % |
|---|---|
| Chromium | 18–20 |
| Nickel | 8–10 |
| Carbon | <0.08 |
| Manganese | 2.00 |
| Sulphur | <0.03 |
| Iron | Remaining |
| Parameters/Levels | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Feed rate (mm/rev) | 0.08 | 0.12 | 0.16 |
| Depth of cut (mm) | 0.1 | 0.2 | 0.3 |
| Cutting Speed (m/min) | 50 | 80 | 110 |
| Feed (mm/rev) | Doc (mm) | Vc (m/min) | Fz (N) | Ra (µm) |
|---|---|---|---|---|
| 0.08 | 0.1 | 50 | 161 | 2.104 |
| 0.08 | 0.2 | 80 | 172 | 0.899 |
| 0.08 | 0.3 | 110 | 273 | 0.809 |
| 0.12 | 0.1 | 80 | 189 | 2.511 |
| 0.12 | 0.2 | 110 | 211 | 2.155 |
| 0.12 | 0.3 | 50 | 413 | 1.660 |
| 0.16 | 0.1 | 110 | 367 | 1.400 |
| 0.16 | 0.2 | 50 | 429 | 1.953 |
| 0.16 | 0.3 | 80 | 630 | 1.749 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| Feed (mm/rev) | 2 | 120,906 | 120,906 | 60,453 | 59.72 | 0.016 | 61.53% |
| Doc (mm) | 2 | 68,849 | 68,849 | 34,424 | 34.00 | 0.029 | 35.04% |
| Cutting Speed (m/min) | 2 | 4733 | 4733 | 2366 | 2.34 | 0.300 | 0.02% |
| Residual Error | 2 | 2025 | 2025 | 1012 | |||
| Total | 8 | 196,512 |
| Level | Feed (mm/rev) | Doc (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| 1 | −45.86 | −46.99 | −49.70 |
| 2 | −48.11 | −47.95 | −48.74 |
| 3 | −53.31 | −52.34 | −48.83 |
| Delta | 7.45 | 5.35 | 0.96 |
| Rank | 1 | 2 | 3 |
| Level | Feed (mm/rev) | Doc (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| 1 | 202.0 | 239.0 | 334.3 |
| 2 | 271.0 | 270.7 | 330.0 |
| 3 | 475.0 | 438.3 | 283.7 |
| Delta | 273.0 | 199.3 | 50.7 |
| Rank | 1 | 2 | 3 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| Feed (mm/rev) | 2 | 1.0536 | 1.0536 | 0.5268 | 1.47 | 0.405 | 40.2% |
| Doc (mm) | 2 | 0.5409 | 0.5409 | 0.2704 | 0.75 | 0.570 | 20.64% |
| Cutting Speed (m/min) | 2 | 0.3082 | 0.3082 | 0.1541 | 0.43 | 0.700 | 11.76% |
| Residual Error | 2 | 0.7184 | 0.7184 | 0.3592 | |||
| Total | 8 | 2.6211 |
| Level | Feed (mm/rev) | Doc (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| 1 | −1.232 | −5.793 | −5.559 |
| 2 | −6.356 | −3.853 | −3.976 |
| 3 | −4.531 | −2.472 | −2.583 |
| Delta | 5.124 | 3.321 | 2.976 |
| Rank | 1 | 2 | 3 |
| Level | Feed (mm/rev) | Doc (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| 1 | 1.271 | 2.005 | 1.906 |
| 2 | 2.109 | 1.669 | 1.720 |
| 3 | 1.701 | 1.406 | 1.455 |
| Delta | 0.838 | 0.599 | 0.451 |
| Rank | 1 | 2 | 3 |
| Feed (mm/rev) | Doc (mm) | Vc (m/min) | Fz (N) | Ra (µm) |
|---|---|---|---|---|
| 0.08 | 0.1 | 50 | 190 | 2.251 |
| 0.08 | 0.2 | 80 | 217 | 1.188 |
| 0.08 | 0.3 | 110 | 344 | 0.921 |
| 0.12 | 0.1 | 80 | 216 | 2.681 |
| 0.12 | 0.2 | 110 | 249 | 2.010 |
| 0.12 | 0.3 | 50 | 512 | 1.450 |
| 0.16 | 0.1 | 110 | 342 | 1.645 |
| 0.16 | 0.2 | 50 | 552 | 1.991 |
| 0.16 | 0.3 | 80 | 643 | 1.844 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| Feed (mm/rev) | 2 | 109,164 | 109,164 | 54,581.8 | 363.61 | 0.003 | 48.89% |
| Doc (mm) | 2 | 96,474 | 96,474 | 48,236.8 | 321.34 | 0.003 | 43.27% |
| Cutting Speed (m/min) | 2 | 17,036 | 17,036 | 8518.1 | 56.75 | 0.017 | 7.64% |
| Residual Error | 2 | 300 | 300 | 150.1 | |||
| Total | 8 | 222,974 |
| Level | Feed (mm/rev) | Doc (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| 1 | −47.68 | −47.65 | −51.53 |
| 2 | −49.60 | −49.83 | −49.86 |
| 3 | −53.89 | −53.69 | −49.78 |
| Delta | 6.22 | 6.05 | 1.75 |
| Rank | 1 | 2 | 3 |
| Level | Feed | Doc | Cutting Speed |
|---|---|---|---|
| 1 | 250.3 | 249.3 | 418.0 |
| 2 | 325.7 | 339.3 | 358.7 |
| 3 | 512.3 | 499.7 | 311.7 |
| Delta | 262.0 | 250.3 | 106.3 |
| Rank | 1 | 2 | 3 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| Feed | 2 | 0.5404 | 0.5404 | 0.2702 | 0.92 | 0.521 | 29.99% |
| Doc | 2 | 0.9394 | 0.9394 | 0.4697 | 1.60 | 0.385 | 39.96% |
| Cutting Speed | 2 | 0.2821 | 0.2821 | 0.1410 | 0.48 | 0.676 | 12.00% |
| Residual Error | 2 | 0.5887 | 0.5887 | 0.2943 | |||
| Total | 8 | 2.3505 |
| Level | Feed | Doc | Cutting Speed |
|---|---|---|---|
| 1 | −2.610 | −6.646 | −5.419 |
| 2 | −5.952 | −4.514 | −5.126 |
| 3 | −5.207 | −2.609 | −3.224 |
| Delta | 3.343 | 4.036 | 2.195 |
| Rank | 2 | 1 | 3 |
| Level | Feed | Doc | Cutting Speed |
|---|---|---|---|
| 1 | 1.453 | 2.192 | 1.897 |
| 2 | 2.047 | 1.730 | 1.904 |
| 3 | 1.827 | 1.405 | 1.525 |
| Delta | 0.594 | 0.787 | 0.379 |
| Rank | 2 | 1 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishra, A.; Dubey, V.; Prajapati, D.K.; Sharma, U.; Yadav, S.; Sharma, A.K. An Investigation on the Effect of Mango Seed and Pongamia Oil-Based Cutting Fluids on Surface Morphology During Turning of AISI 304 Steel. Lubricants 2025, 13, 325. https://doi.org/10.3390/lubricants13080325
Mishra A, Dubey V, Prajapati DK, Sharma U, Yadav S, Sharma AK. An Investigation on the Effect of Mango Seed and Pongamia Oil-Based Cutting Fluids on Surface Morphology During Turning of AISI 304 Steel. Lubricants. 2025; 13(8):325. https://doi.org/10.3390/lubricants13080325
Chicago/Turabian StyleMishra, Aneesh, Vineet Dubey, Deepak K. Prajapati, Usha Sharma, Siddharth Yadav, and Anuj Kumar Sharma. 2025. "An Investigation on the Effect of Mango Seed and Pongamia Oil-Based Cutting Fluids on Surface Morphology During Turning of AISI 304 Steel" Lubricants 13, no. 8: 325. https://doi.org/10.3390/lubricants13080325
APA StyleMishra, A., Dubey, V., Prajapati, D. K., Sharma, U., Yadav, S., & Sharma, A. K. (2025). An Investigation on the Effect of Mango Seed and Pongamia Oil-Based Cutting Fluids on Surface Morphology During Turning of AISI 304 Steel. Lubricants, 13(8), 325. https://doi.org/10.3390/lubricants13080325