Vibration-Based Wear Evolution Characterisation of Lubricated Rolling-Sliding Contact



Abstract
1. Introduction
2. Rolling-Sliding Contact Vibration Model
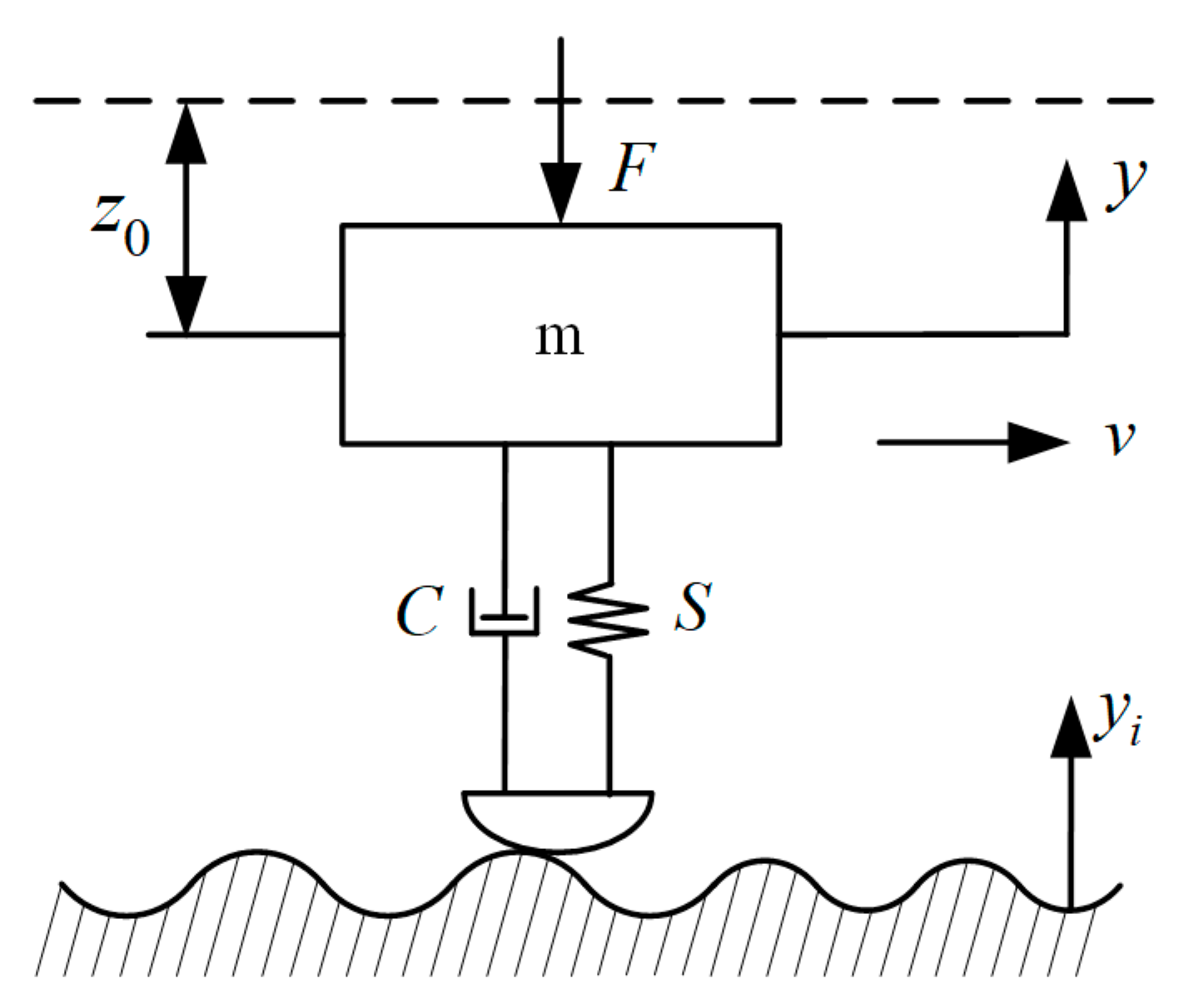
2.1. Dynamic Model Establishment
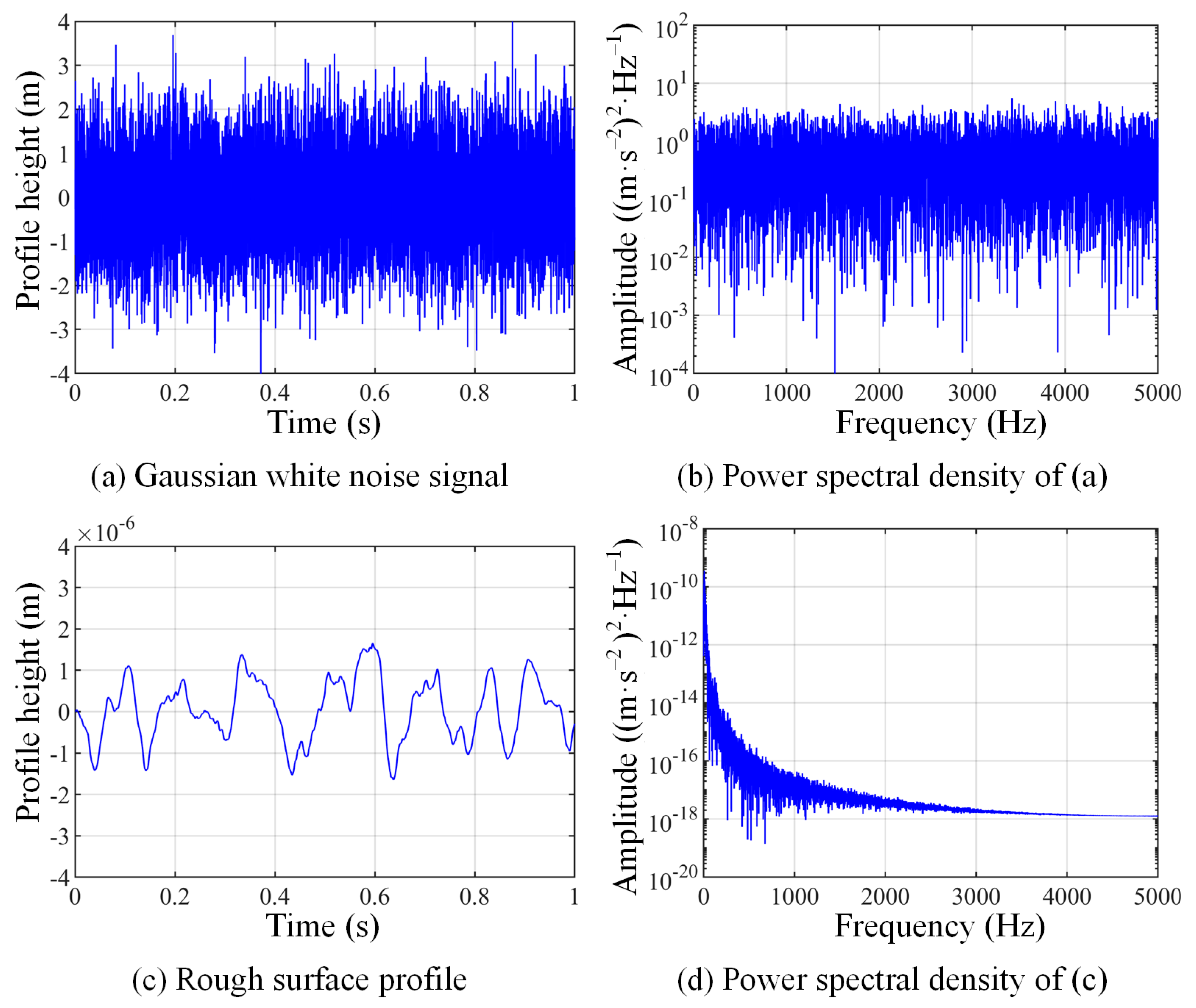
2.2. Rough Surface Simulation
2.3. Dynamic Equation Solving
2.4. Influencing Factors Analysis
3. Wear Evolution Characterisation Based on Contact Vibration
3.1. Basic Equations of Mixed-EHL Model
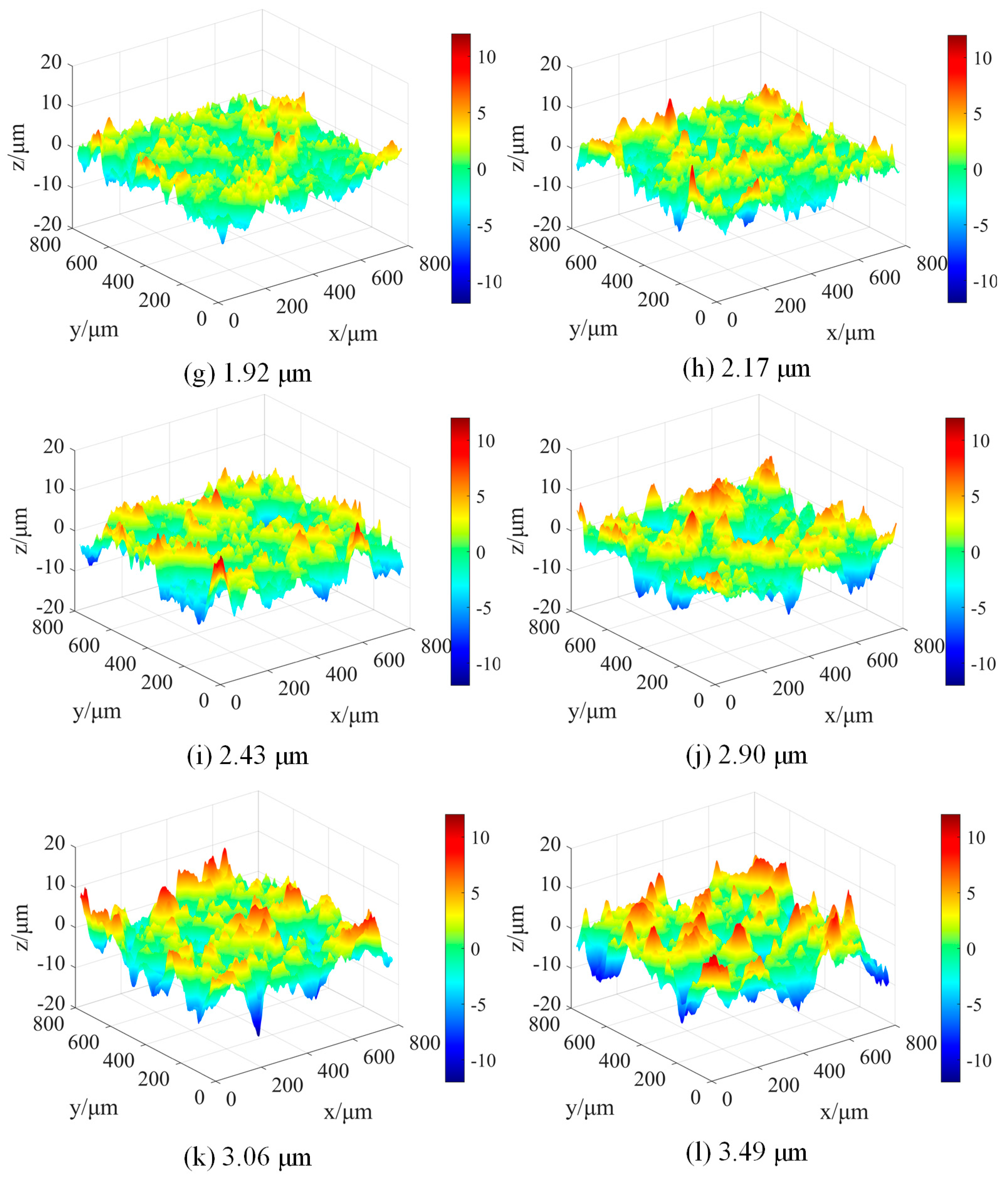
3.2. Wear and Lubrication Evolution Simulation
3.3. Contact Vibration Analysis Method
- Surface roughness corresponds to the surface profile height in the contact vibration model;
- Assuming a constant external load, the CLR is used to calculate the incremental stiffness and damping coefficient in different wear states;
- In the contact vibration model, the cut-off frequency reflects the sliding velocity, which is equivalent to the number of asperities swept by the mass block per unit of time. The CAR reflects the proportion of the asperity contact in the Hertz contact area and therefore corresponds to the cut-off frequency in the contact vibration model.
3.4. Wear Evolution Characterisation
4. Experimental Verification
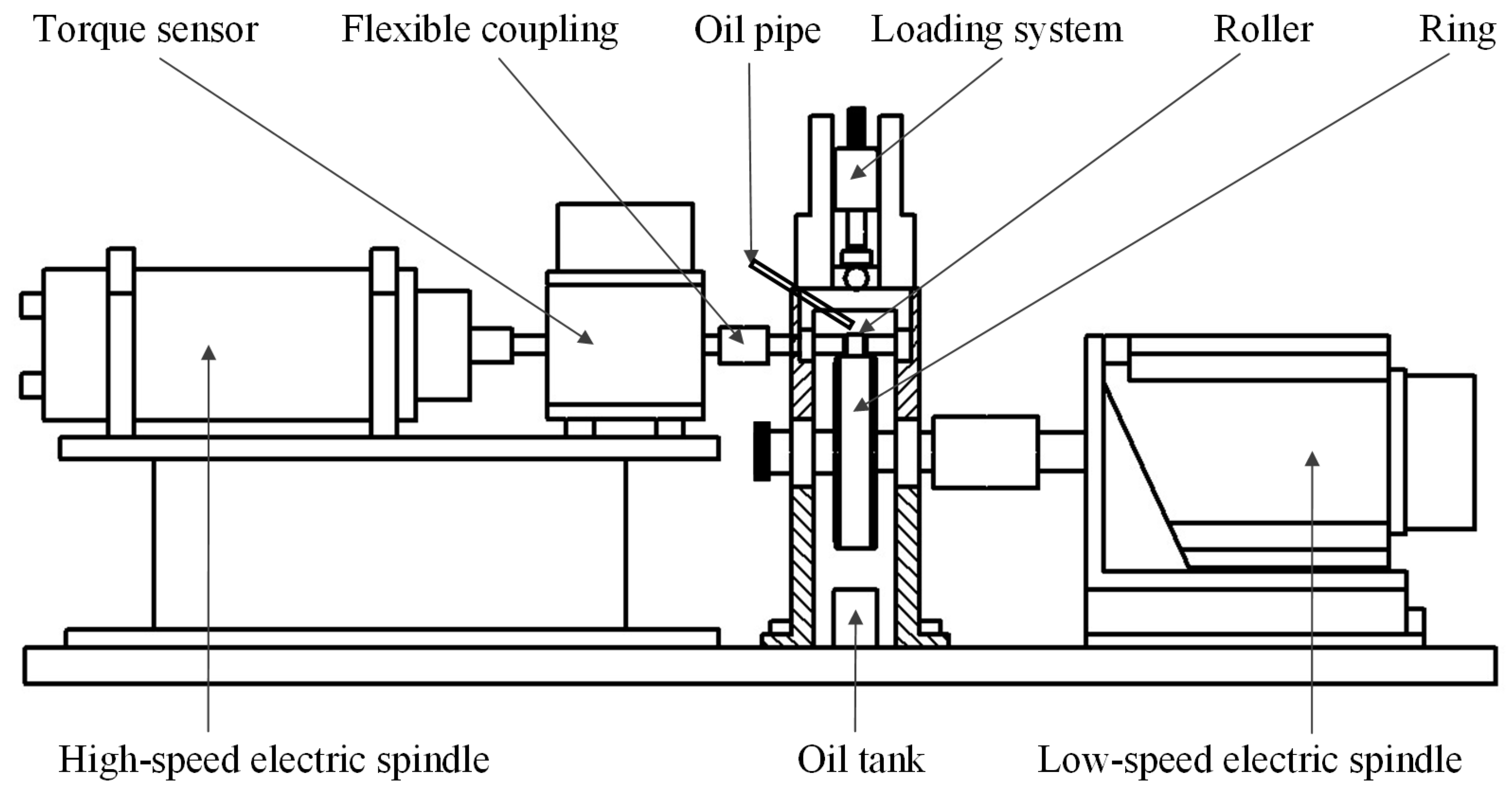
4.1. Experimental Method
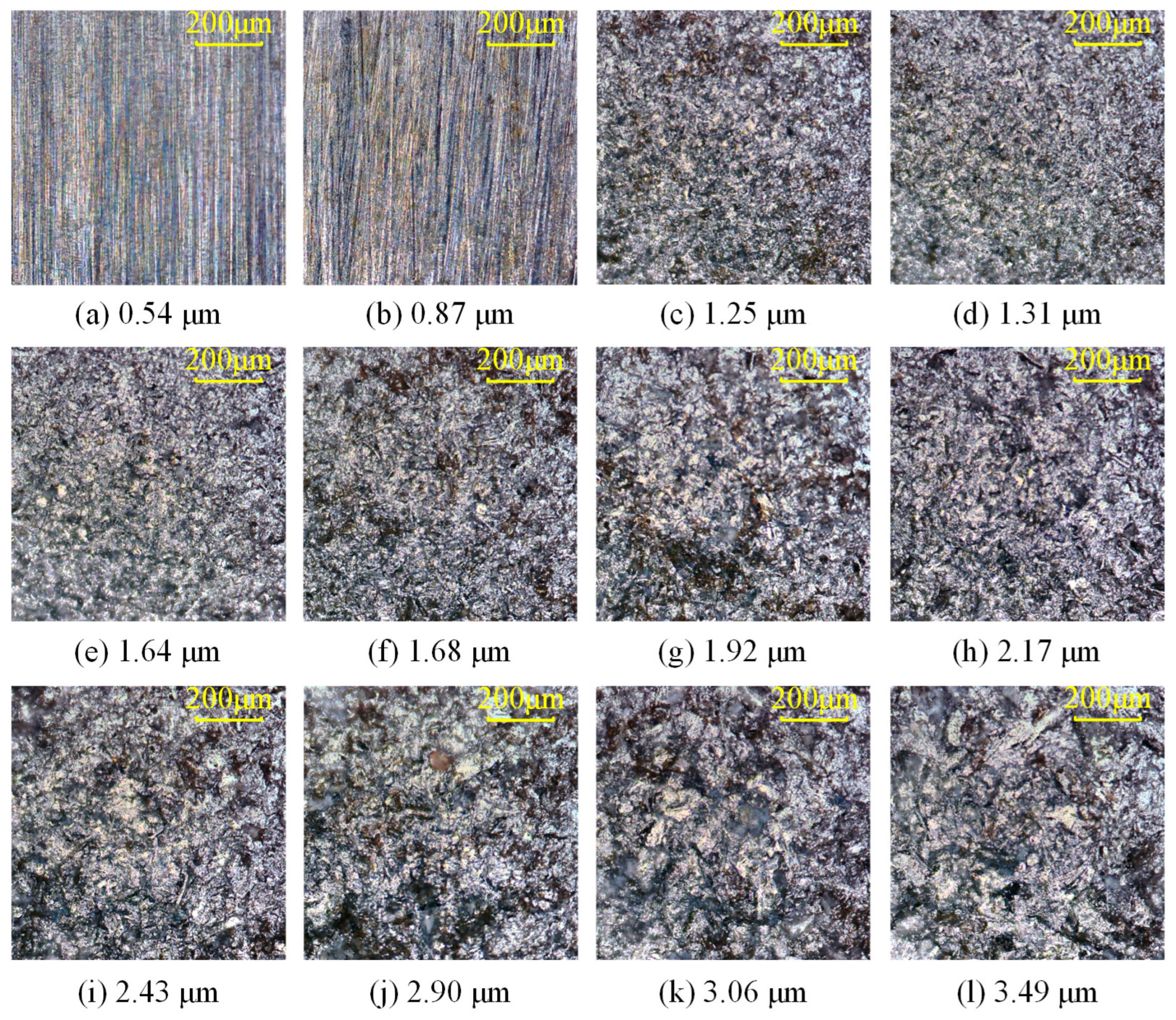
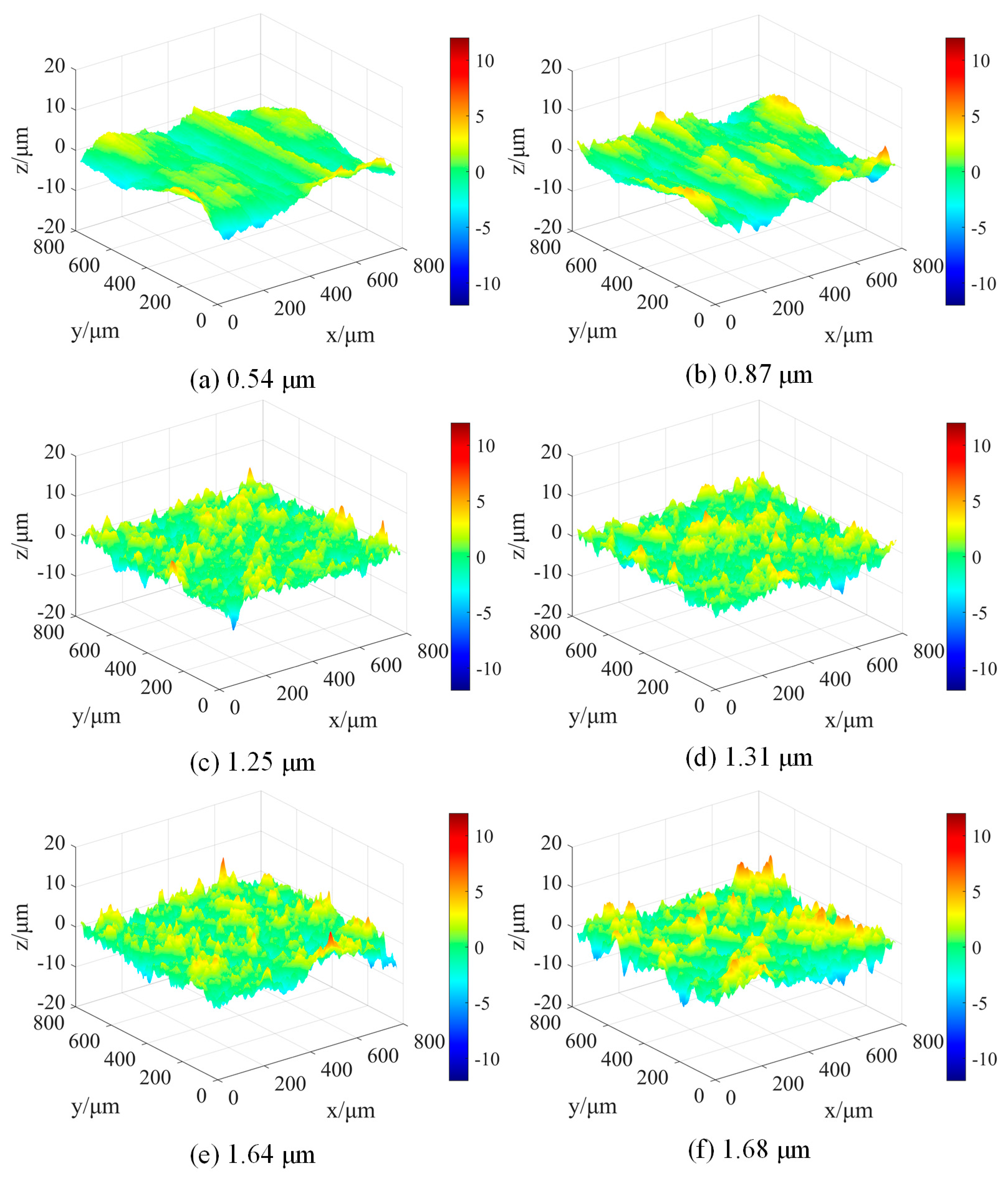
4.2. Result Analysis
5. Conclusions
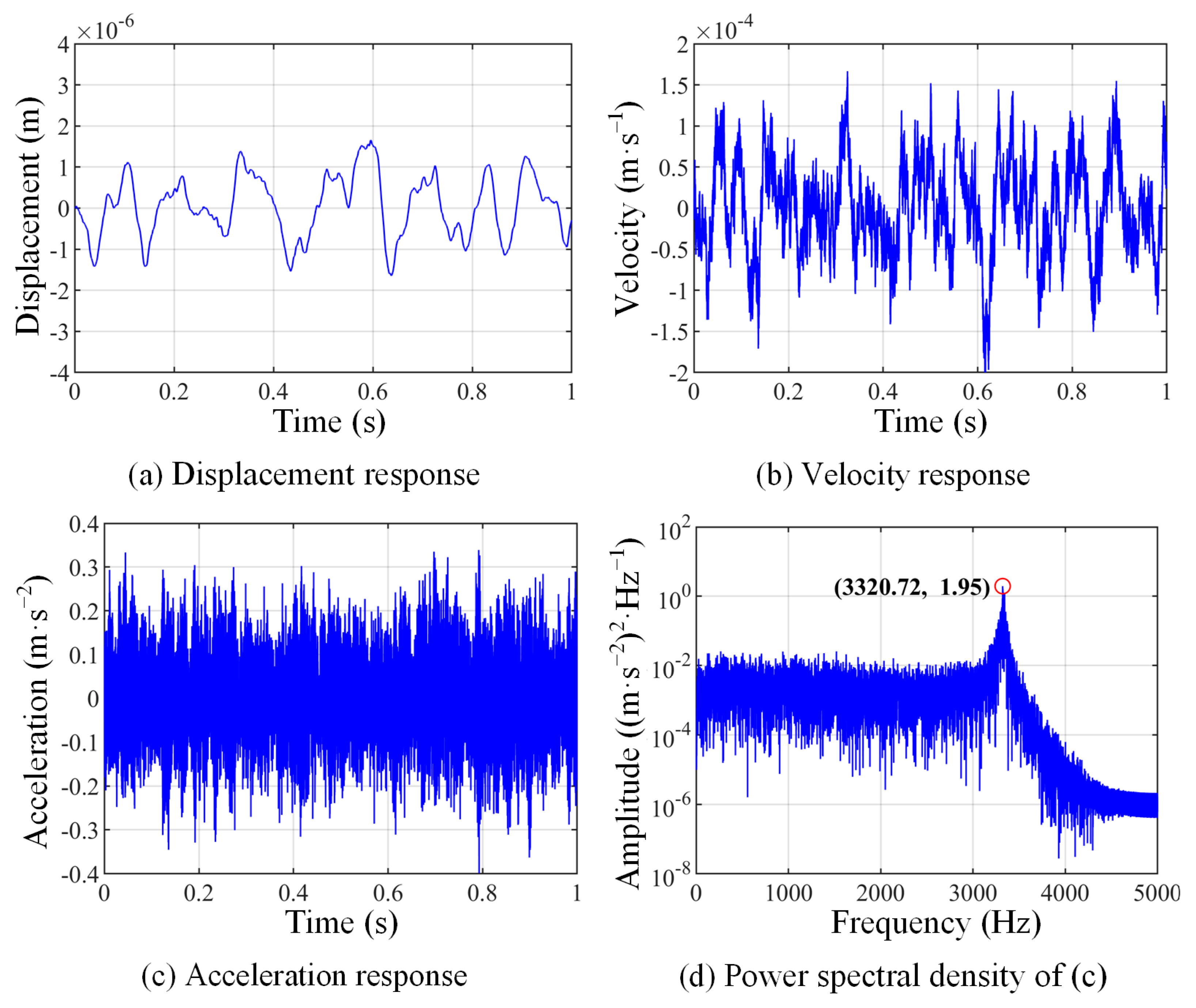
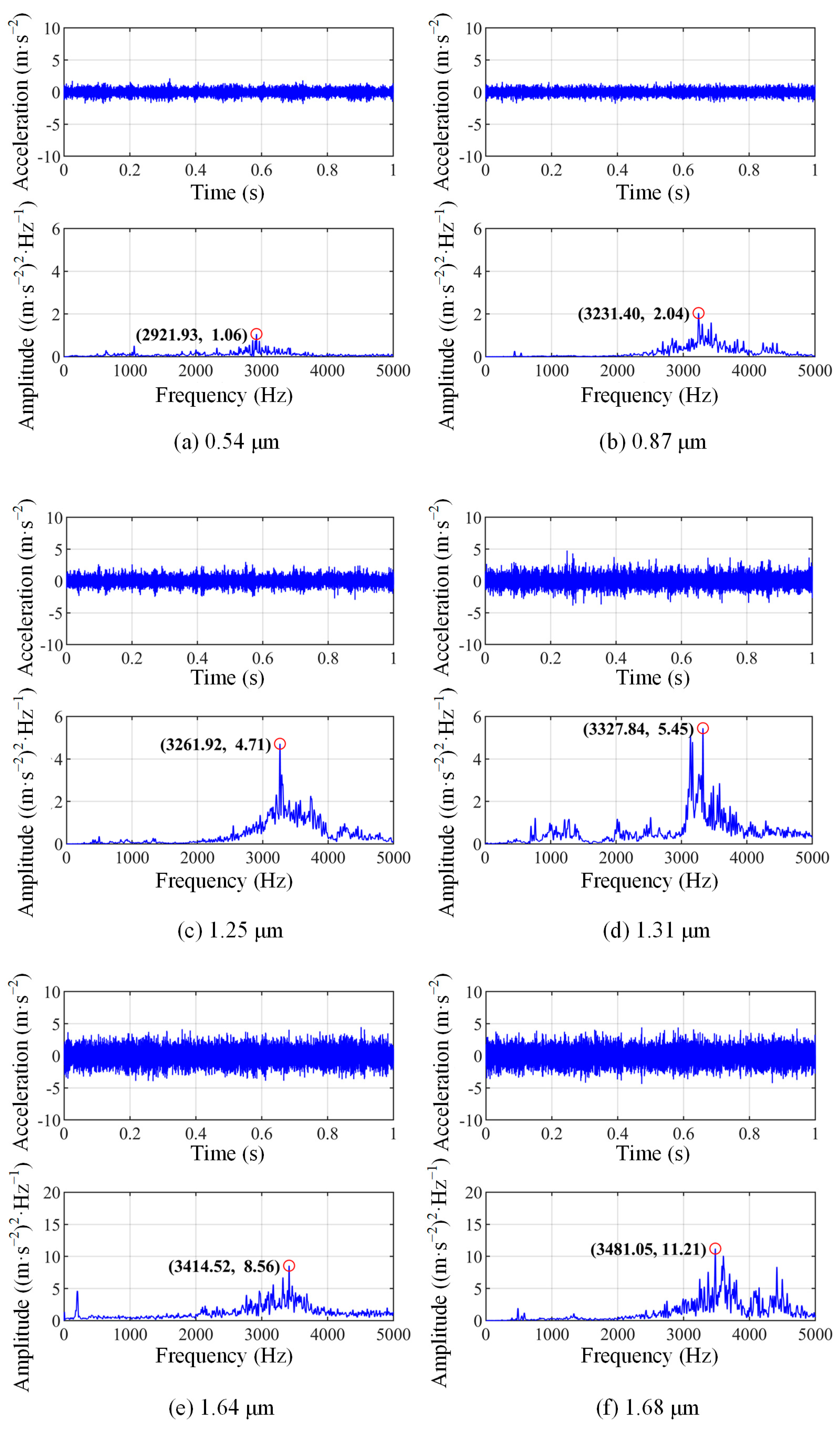
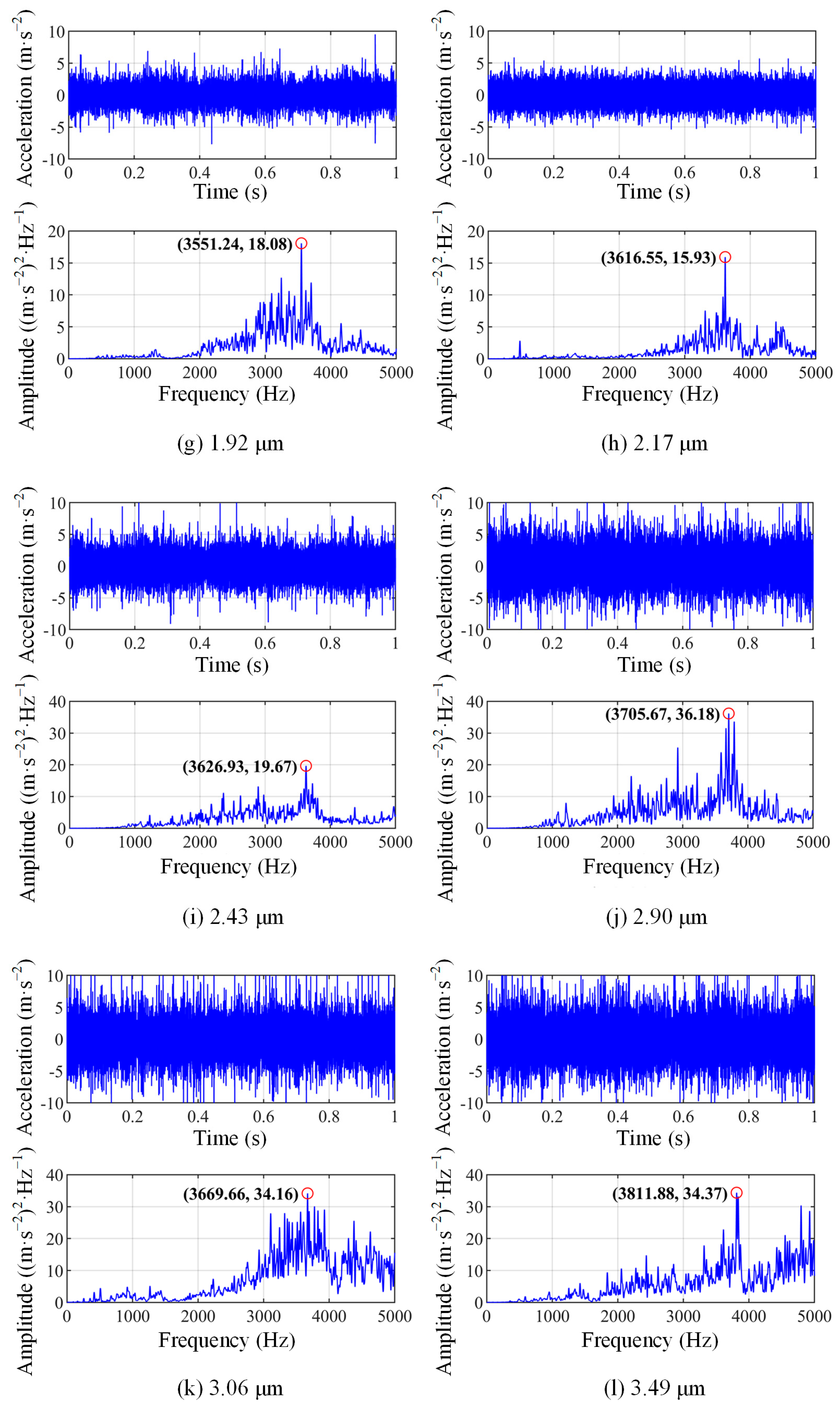
- A CRF can be obtained by the established contact vibration model. Power spectral density analysis results indicate that the CRF is only positively correlated with the load, while the CRFA negatively correlates with the load and positively correlates with the velocity and surface profile height.
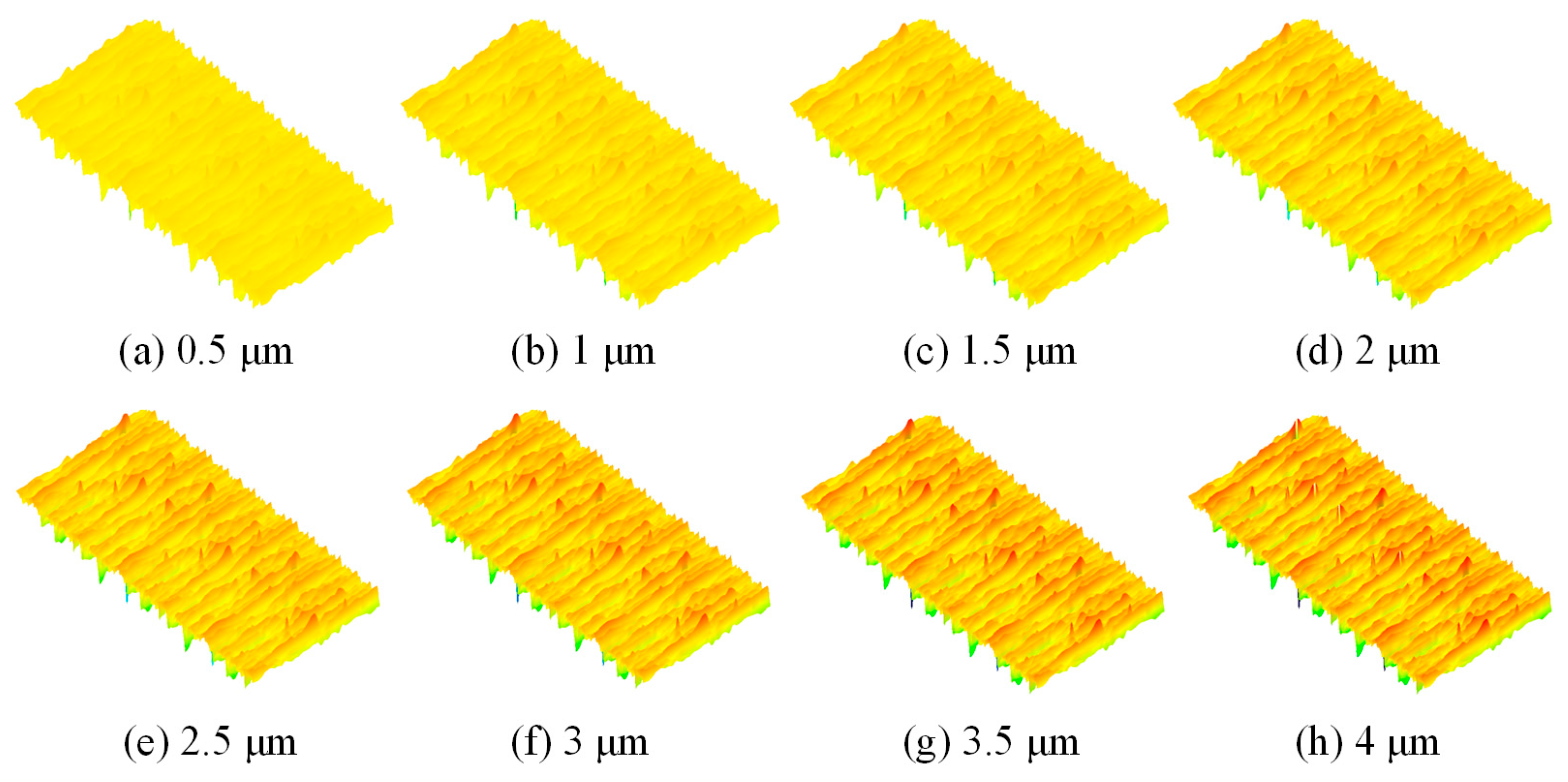
- The complex dynamic behaviour of lubricated rolling-sliding contact can be reflected by the evolution of contact conditions. When the tribo-pair is in a normal wear stage, the CAR and CLR increase with the surface roughness. Upon reaching a severe wear stage, the CAR tends to stabilise while the CLR continues to increase.
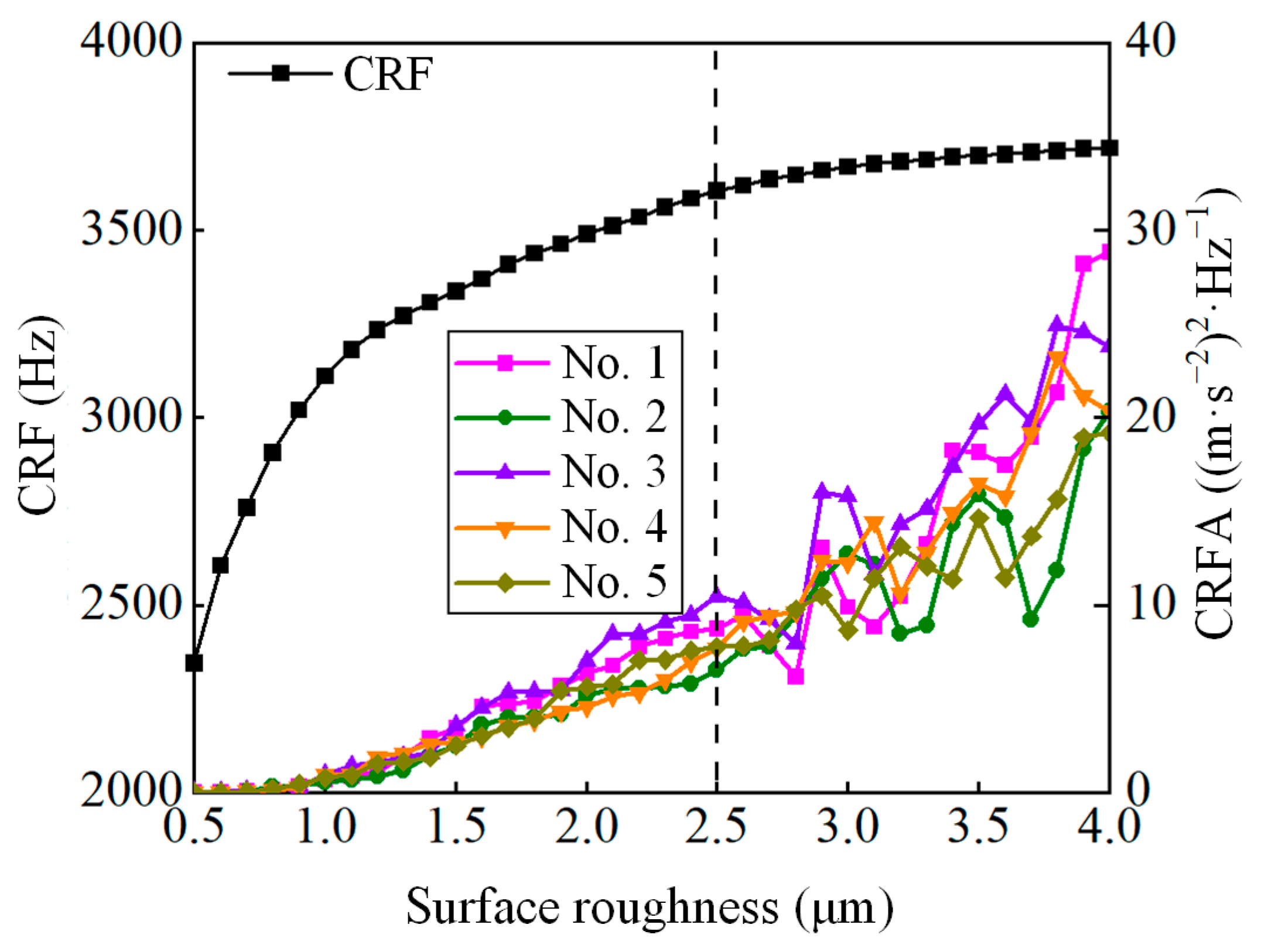
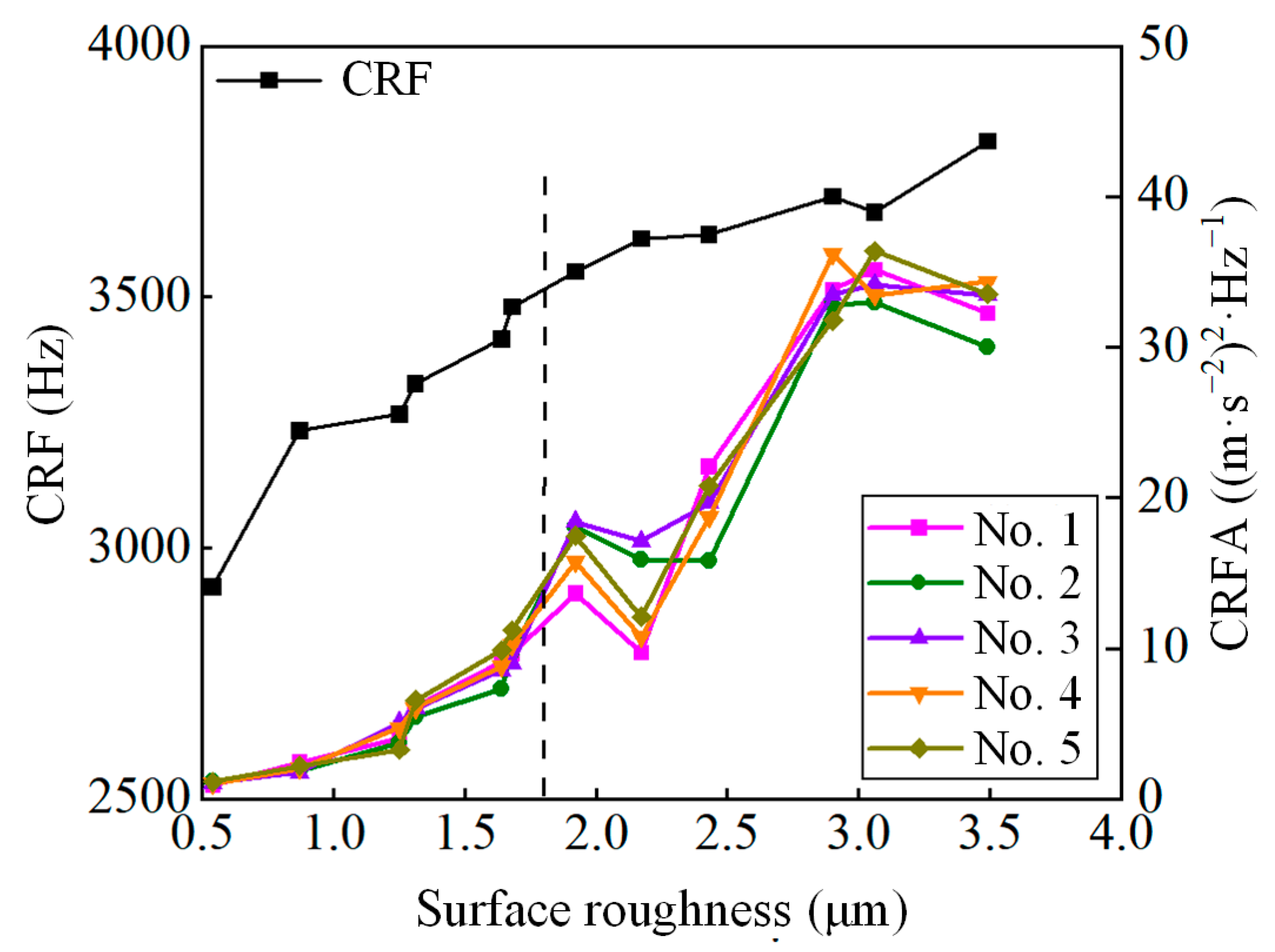
- The vibration-based wear evolution characterisation of lubricated rolling-sliding contact depends on the nonlinear changes in the surface roughness, CAR and CLR and their coupling effects. The CRF and CRFA can be utilised to distinguish the normal wear and severe wear stages.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CLR | Contact load ratio |
| CAR | Contact area ratio |
| CRF | Contact resonance frequency |
| CRFA | Amplitude of contact resonance frequency |
References
- Atef, M.M.; Khair-Eldeen, W.; Yan, J.; Nassef, M.G.A. A nonlinear dynamic analysis of skidding behavior in rolling bearings using lubricant traction coefficients and cage flexibility. Tribol. Int. 2024, 197, 109756. [Google Scholar] [CrossRef]
- Hu, L.; Wang, Z.; Wang, J.; Wang, Y. Derivative analysis and evaluation of roll-slip fretting wear mechanism of ultra-thin-walled bearings under high service. Wear 2024, 562, 205630. [Google Scholar] [CrossRef]
- Nirwan, N.W.; Ramani, H.B. Condition monitoring and fault detection in roller bearing used in rolling mill by acoustic emission and vibration analysis. Mater. Today Proc. 2021, 51, 344–354. [Google Scholar] [CrossRef]
- Becker-Dombrowsky, F.M.; Koplin, Q.S.; Kirchner, E. Individual Feature Selection of Rolling Bearing Impedance Signals for Early Failure Detection. Lubricants 2023, 11, 304. [Google Scholar] [CrossRef]
- Xu, C.; Li, B.; Wu, T. Wear characterization under sliding-rolling contact using friction-induced vibration features. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 634–647. [Google Scholar] [CrossRef]
- Amarnath, M.; Krishna, I.R.P. Detection and diagnosis of surface wear failure in a spur geared system using EEMD based vibration signal analysis. Tribol. Int. 2013, 61, 224–234. [Google Scholar] [CrossRef]
- Venkata Rao, K.; Murthy, B.S.N.; Mohan Rao, N. Prediction of cutting tool wear, surface roughness and vibration of work piece in boring of AISI 316 steel with artificial neural network. Meas. J. Int. Meas. Confed. 2014, 51, 63–70. [Google Scholar] [CrossRef]
- Zhou, Y.; Zuo, X.; Zhu, H. Application of chaos theory to optimize the running-in parameters by using a running-in attractor. Wear 2019, 420–421, 1–8. [Google Scholar] [CrossRef]
- Tian, Y.; He, C.G.; Zhang, J.; Liu, Q.Y.; Wang, W.J. Experimental study on the vibration characteristic responses on the surface damage of wheel materials. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 1160–1168. [Google Scholar] [CrossRef]
- Feng, K.; Smith, W.A.; Borghesani, P.; Randall, R.B.; Peng, Z. Use of cyclostationary properties of vibration signals to identify gear wear mechanisms and track wear evolution. Mech. Syst. Signal Process. 2021, 150, 107258. [Google Scholar] [CrossRef]
- Silaev, B.M.; Barmanov, I.S.; Danilenko, P.A. Predicting the propagation of damage in roller bearings of aircraft engines by vibration analysis. J. Frict. Wear 2016, 37, 389–394. [Google Scholar] [CrossRef]
- Sun, D.; Li, G.; Wei, H.; Liao, H.; Liu, T. Investigation on Frictional Vibration Behavior of Tribological Pairs under Different Wear States. J. Tribol. 2015, 137, 021606. [Google Scholar] [CrossRef]
- Immovilli, F.; Cocconcelli, M.; Bellini, A.; Rubini, R. Detection of generalized-roughness bearing fault by spectral-kurtosis energy of vibration or current signals. IEEE Trans. Ind. Electron. 2009, 56, 4710–4717. [Google Scholar] [CrossRef]
- Kilundu, B.; Chiementin, X.; Duez, J.; Mba, D. Cyclostationarity of Acoustic Emissions (AE) for monitoring bearing defects. Mech. Syst. Signal Process. 2011, 25, 2061–2072. [Google Scholar] [CrossRef]
- Yang, Y.; Smith, W.A.; Borghesani, P.; Peng, Z.; Randall, R.B. Detecting changes in gear surface roughness using vibration signals. In Proceedings of the Acoustics 2015, Hunter Valley, NSW, Australia, 15–18 November 2015; pp. 1–10. [Google Scholar]
- Zhang, X.; Smith, W.A.; Borghesani, P.; Peng, Z.; Randall, R.B. Use of cyclostationarity to detect changes in gear surface roughness using vibration measurements. In Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Soom, A.; Chen, J.W. Simulation of random surface roughness-induced contact vibrations at hertzian contacts during steady sliding. J. Tribol. 1986, 108, 123–127. [Google Scholar] [CrossRef]
- Hess, D.P.; Soom, A.; Kim, C.H. Normal vibrations and friction at a hertzian contact under random excitation: Theory and experiments. J. Sound Vib. 1992, 153, 491–508. [Google Scholar] [CrossRef]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Vibration studies of lubricated textured point contacts of bearing steels due to surface topographies: Simulations and experiments. Tribol. Int. 2016, 102, 265–274. [Google Scholar] [CrossRef]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Comparisons of tribological and vibration behaviors of textured point contacts of bearing steel lubricated with oil and grease under starved conditions. J. Tribol. 2016, 138, 031504. [Google Scholar] [CrossRef]
- Zhu, D.; Hu, Y.Z. A computer program package for the prediction of ehl and mixed lubrication characteristics, friction, subsurface stresses and flash temperatures based on measured 3-d surface roughness. Tribol. Trans. 2001, 44, 383–390. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, D. Interfacial Mechanics: Theories and Methods for Contact and Lubrication, 1st ed.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Zhu, D.; Wang, J.; Wang, Q.J. On the Stribeck Curves for Lubricated Counterformal Contacts of Rough Surfaces. J. Tribol. 2015, 137, 021501. [Google Scholar] [CrossRef]
- Dowson, D.; Higginson, G.R.; Whitaker, A.V. Elasto-hydrodynamic lubrication: A survey of isothermal solutions. ARCHIVE J. Mech. Eng. Sci. 1962, 4, 121–126. [Google Scholar] [CrossRef]
- Peiran, Y.; Shizhu, W. A Generalized Reynolds Equation for Non-Newtonian Thermal Elastohydrodynamic Lubrication. J. Tribol. 1990, 112, 631–636. [Google Scholar] [CrossRef]
- Barus, C. Isothermals, isopiestics and isometrics relative to viscosity. Am. J. Sci. 1893, 3, 87–96. [Google Scholar] [CrossRef]
- Principles of Tribology. Mechanical Engineering-CIME VO—134 2012, 12, 56. Available online: http://stat.lib.xjtu.edu.cn/go?url=http://search.ebscohost.com/login.aspx?direct=true&db=edsgbe&AN=edsgcl.310867796&lang=zh-cn&site=eds-live (accessed on 1 January 2020).
- Bair, S.; Winer, W.O. A rheological model for elastohydrodynamic contacts based on primary laboratory data. J. Tribol. 1979, 101, 258–264. [Google Scholar] [CrossRef]
- Pu, W.; Zhu, D.; Wang, J.; Wang, Q.J. Rolling-sliding contact fatigue of surfaces with sinusoidal roughness. Int. J. Fatigue 2016, 90, 57–68. [Google Scholar] [CrossRef]
- Xie, X.; Xu, J.; Luo, J. Analysis of skid damage to cylindrical roller bearing of mainshaft of aeroengine. J. Mech. Sci. Technol. 2020, 34, 3239–3247. [Google Scholar] [CrossRef]
- Xu, C.; Wu, T.; Huo, Y.; Yang, H. In-situ characterization of three dimensional worn surface under sliding-rolling contact. Wear 2019, 426–427, 1781–1787. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cut-Off Frequency (Hz) | Surface Profile Height (μm) | Load (N) | CRF (Hz) | CRFA ((m·s−2)2·Hz−1) |
|---|---|---|---|---|
| 30 | 2 | 100 | 2965.45 | 2.05 |
| 30 | 2 | 200 | 3322.55 | 0.64 |
| 30 | 2 | 300 | 3573.43 | 0.31 |
| 30 | 2 | 400 | 3742.52 | 0.25 |
| 30 | 1 | 200 | 3322.55 | 0.16 |
| 30 | 2 | 200 | 3322.55 | 0.64 |
| 30 | 3 | 200 | 3322.55 | 1.45 |
| 30 | 4 | 200 | 3322.55 | 2.58 |
| 10 | 2 | 200 | 3322.55 | 0.01 |
| 20 | 2 | 200 | 3322.55 | 0.13 |
| 30 | 2 | 200 | 3322.55 | 0.64 |
| 40 | 2 | 200 | 3322.55 | 2.04 |
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Radius of curvature (mm) | 5.4 | Lubricant Viscosity (Pa·s) | 0.096 |
| Contact length (mm) | 10 | Load (N) | 500 |
| Equivalent elastic modulus (GPa) | 219.78 | Slip ratio | 0.2 |
| Poisson’s ratio | 0.3 | Relative sliding velocity (m·s−1) | 2 |
| Frictional coefficient | 0.15 | Comprehensive surface roughness (μm) (with an interval of 0.1 μm) | 0.5~4 |
| Lubricant density (g·cm−3) | 0.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, C.; Fan, Q.; Zhang, Q.; Tong, Y.; Wang, S.; Wu, T. Vibration-Based Wear Evolution Characterisation of Lubricated Rolling-Sliding Contact. Lubricants 2025, 13, 78. https://doi.org/10.3390/lubricants13020078
Xu C, Fan Q, Zhang Q, Tong Y, Wang S, Wu T. Vibration-Based Wear Evolution Characterisation of Lubricated Rolling-Sliding Contact. Lubricants. 2025; 13(2):78. https://doi.org/10.3390/lubricants13020078
Chicago/Turabian StyleXu, Chan, Qiuxia Fan, Qianqian Zhang, Yunqi Tong, Shuo Wang, and Tonghai Wu. 2025. "Vibration-Based Wear Evolution Characterisation of Lubricated Rolling-Sliding Contact" Lubricants 13, no. 2: 78. https://doi.org/10.3390/lubricants13020078
APA StyleXu, C., Fan, Q., Zhang, Q., Tong, Y., Wang, S., & Wu, T. (2025). Vibration-Based Wear Evolution Characterisation of Lubricated Rolling-Sliding Contact. Lubricants, 13(2), 78. https://doi.org/10.3390/lubricants13020078