Galling-Free Forging of Titanium Using Carbon-Supersaturated SiC Coating Dies


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
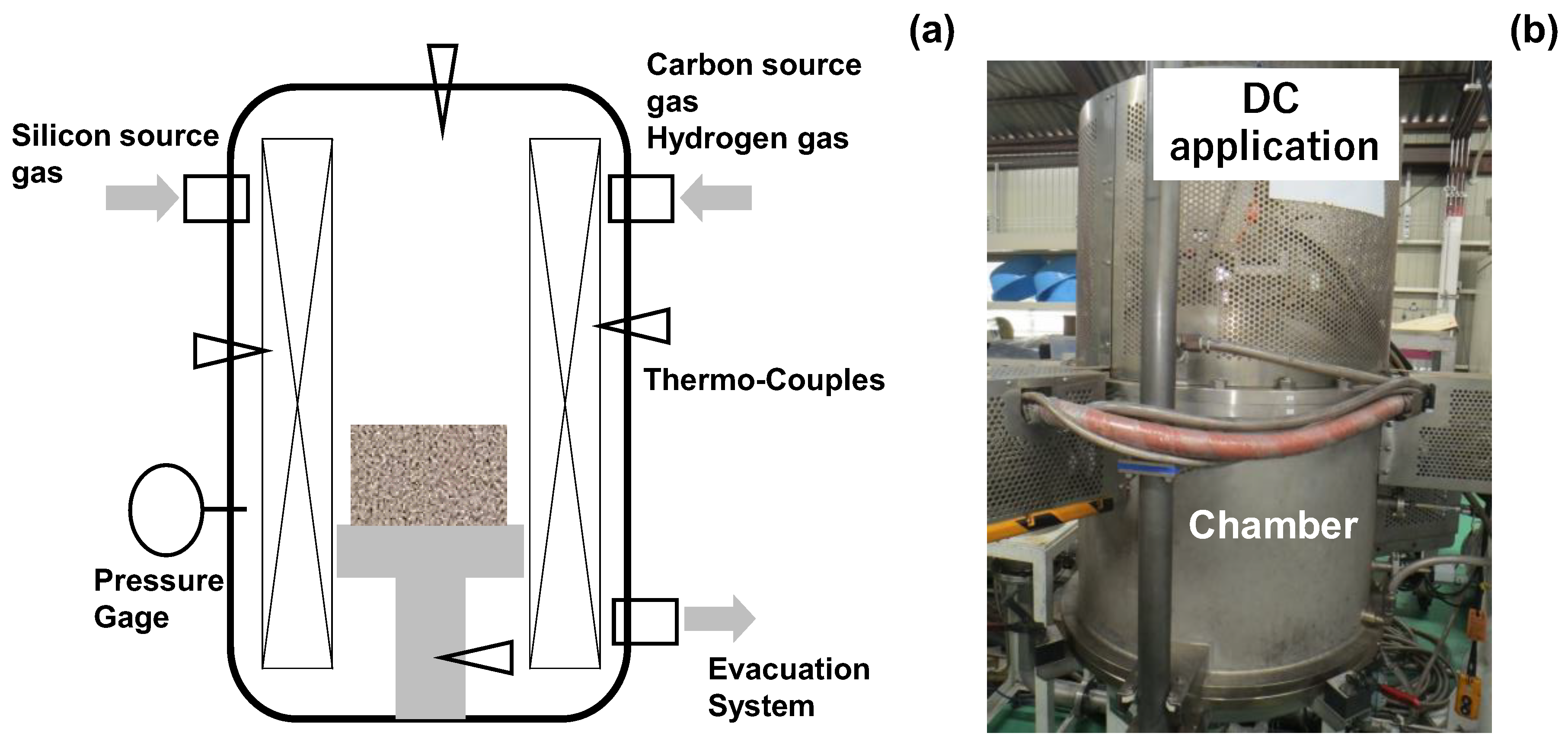
2.1. Thermal CVD Processing
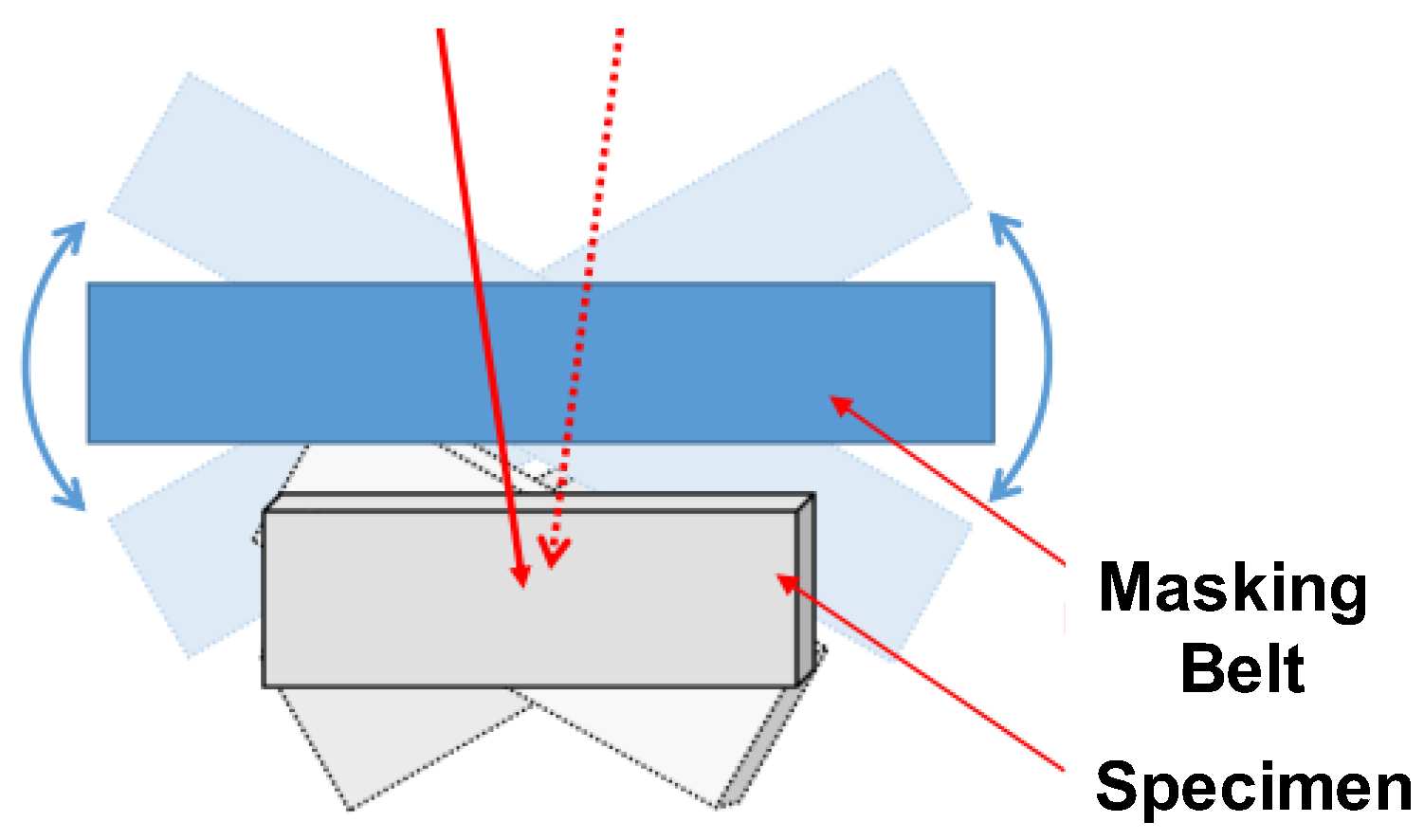
2.2. Preparation of Specimens for Microstructure Analyses
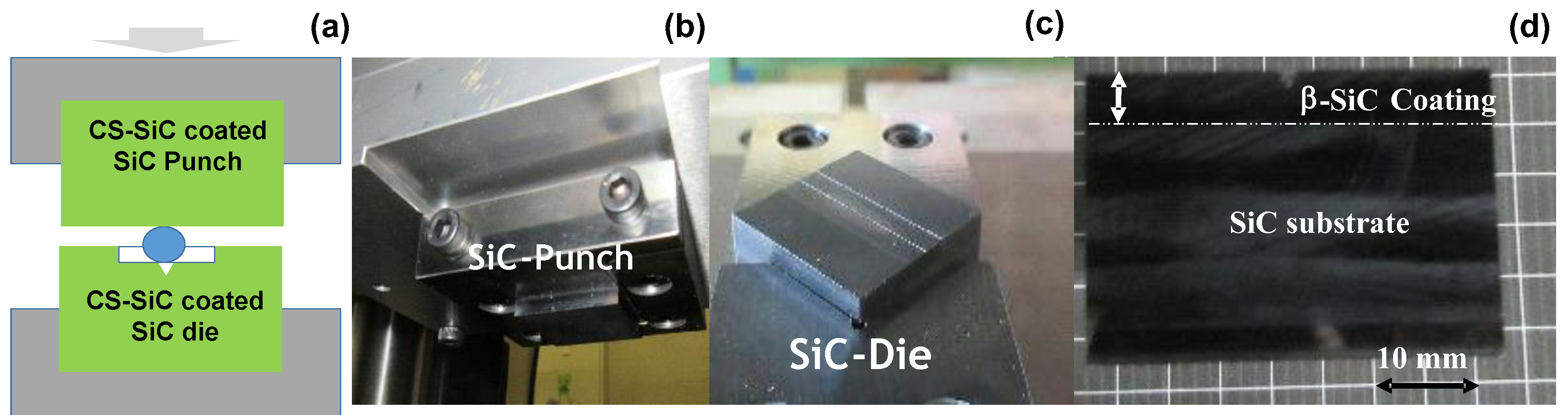
2.3. CNC-Upsetting of Work Materials
3. Results
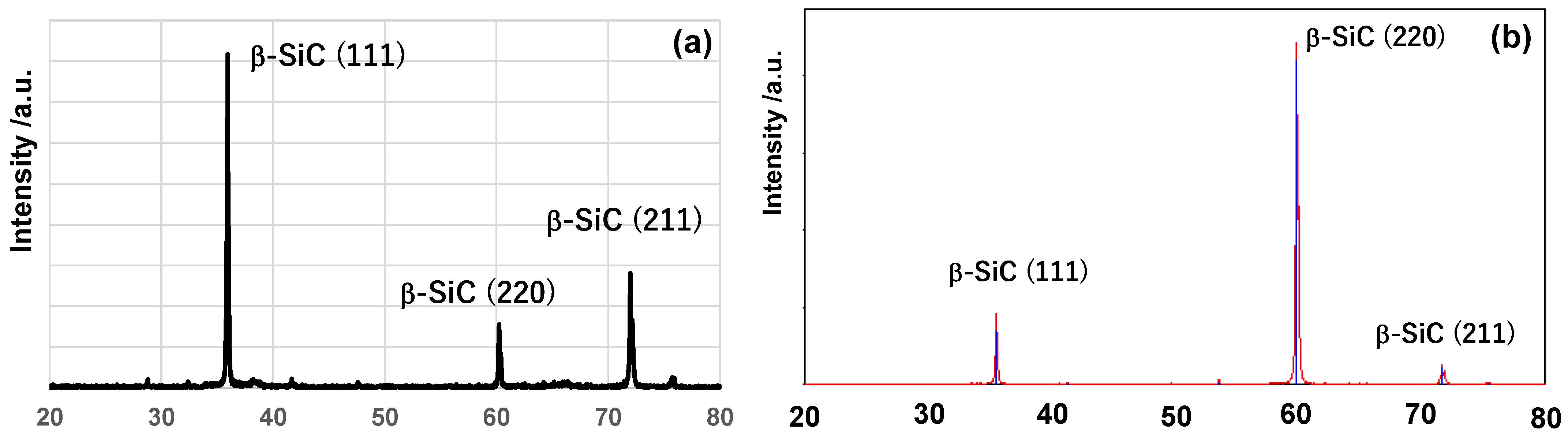
3.1. Characterization of the MCS Process
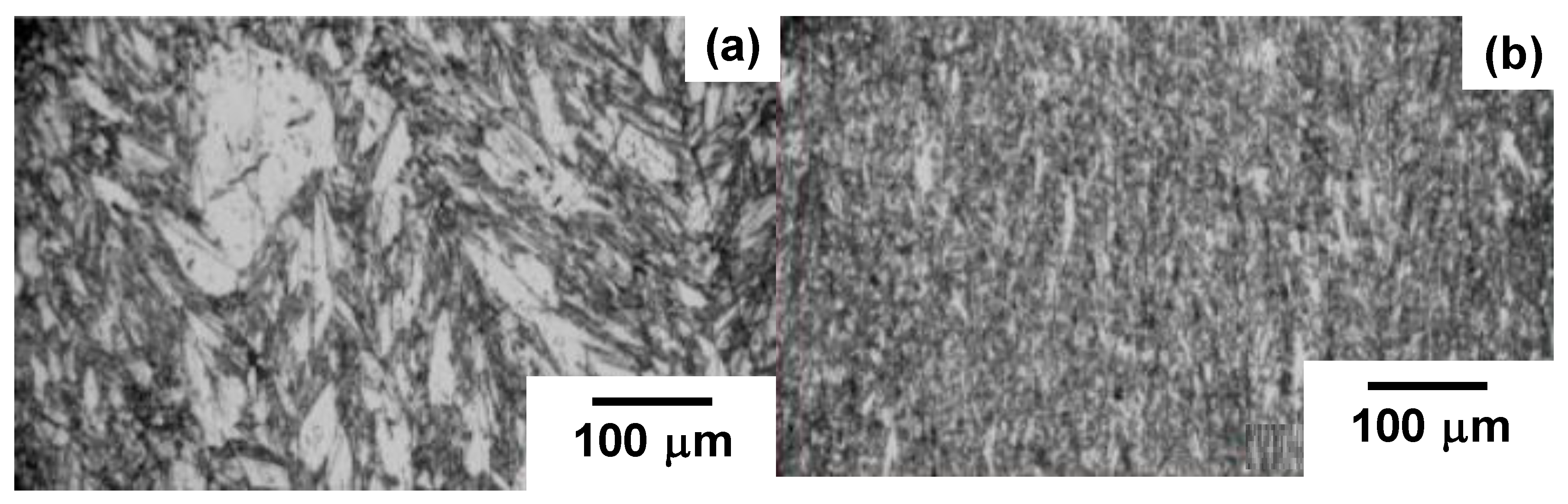
3.2. Granular Structure with and without MCS
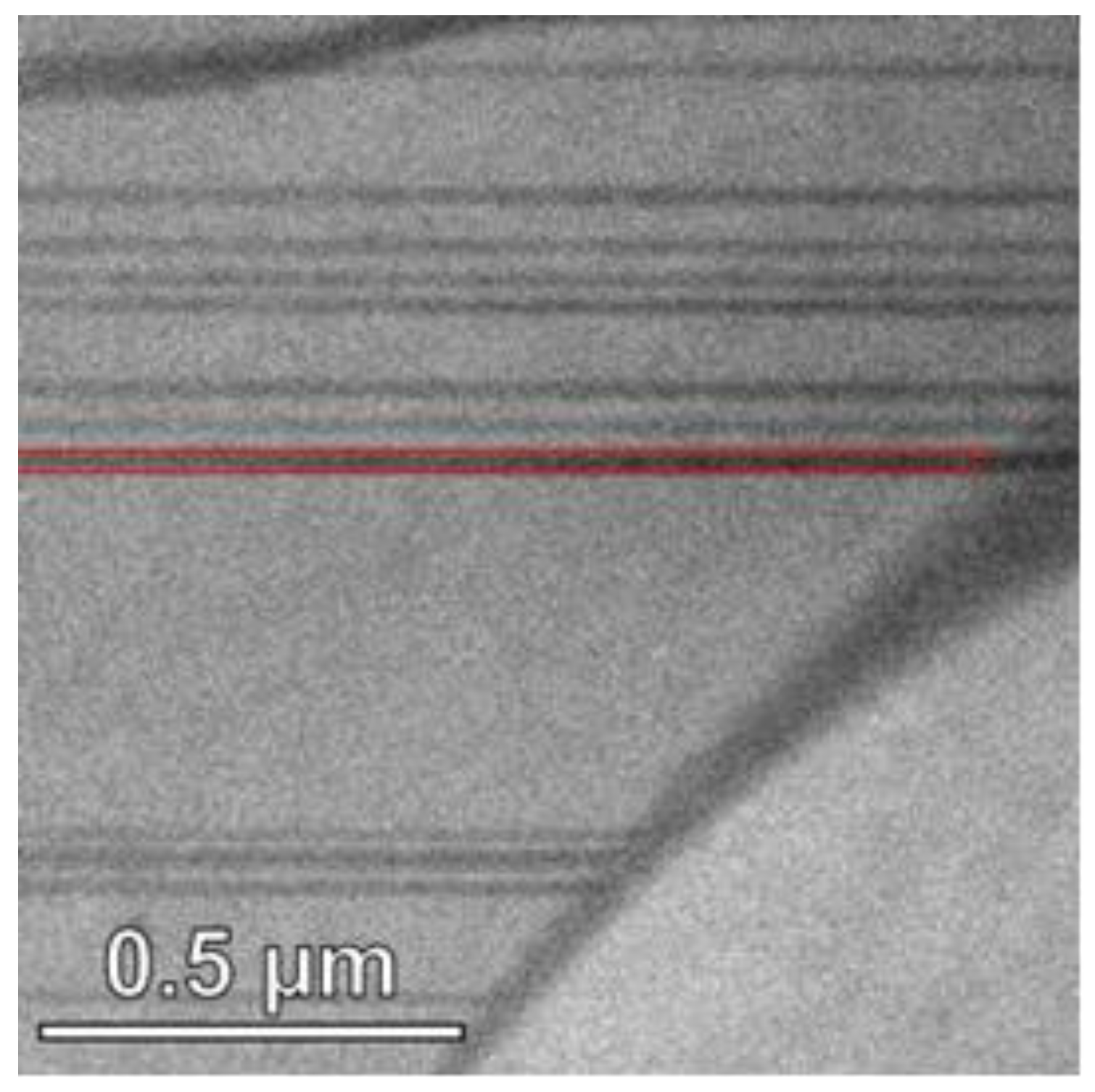
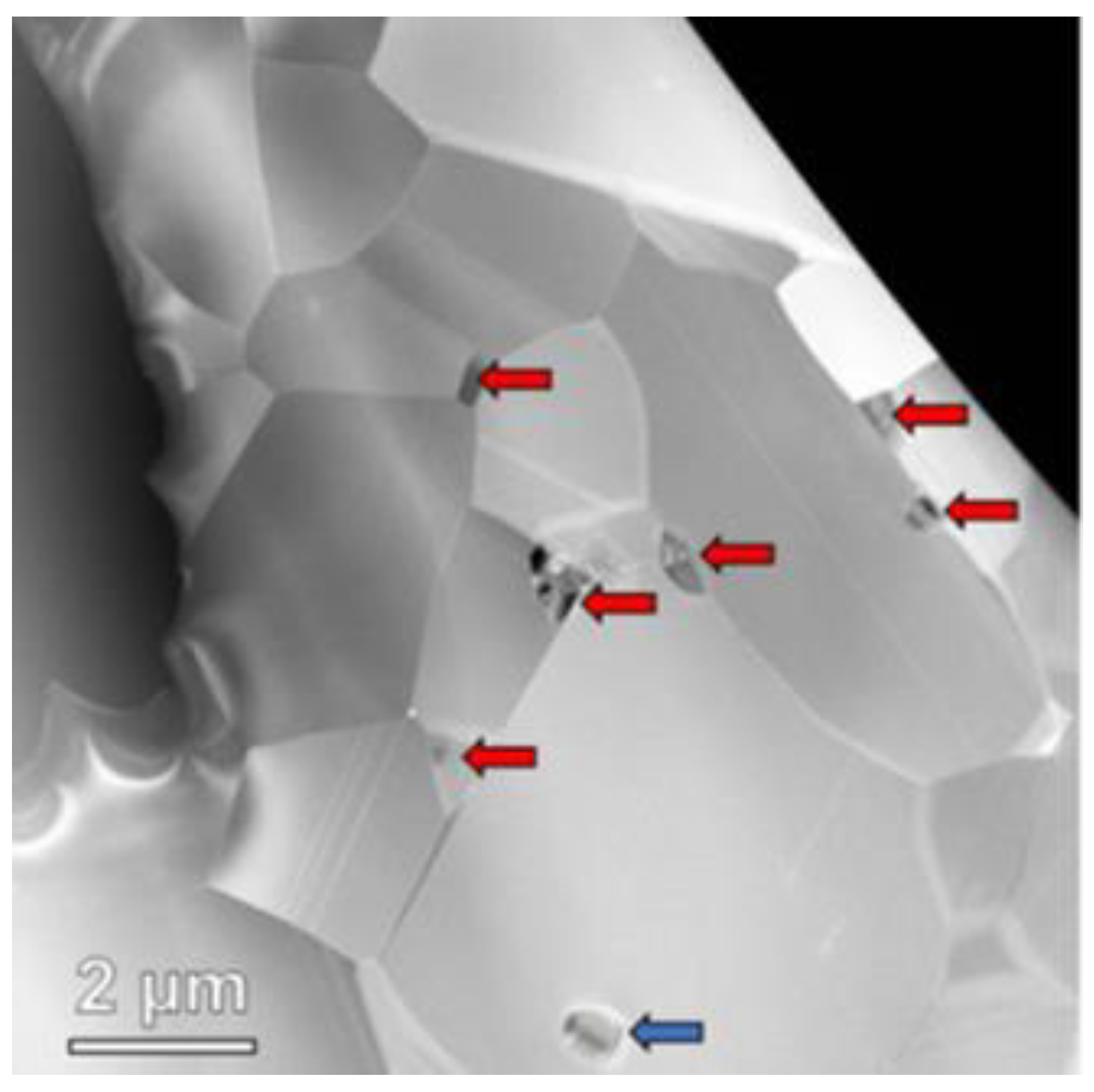
3.3. Formation of Carbon-Rich Clusters in MCSed SiC Die
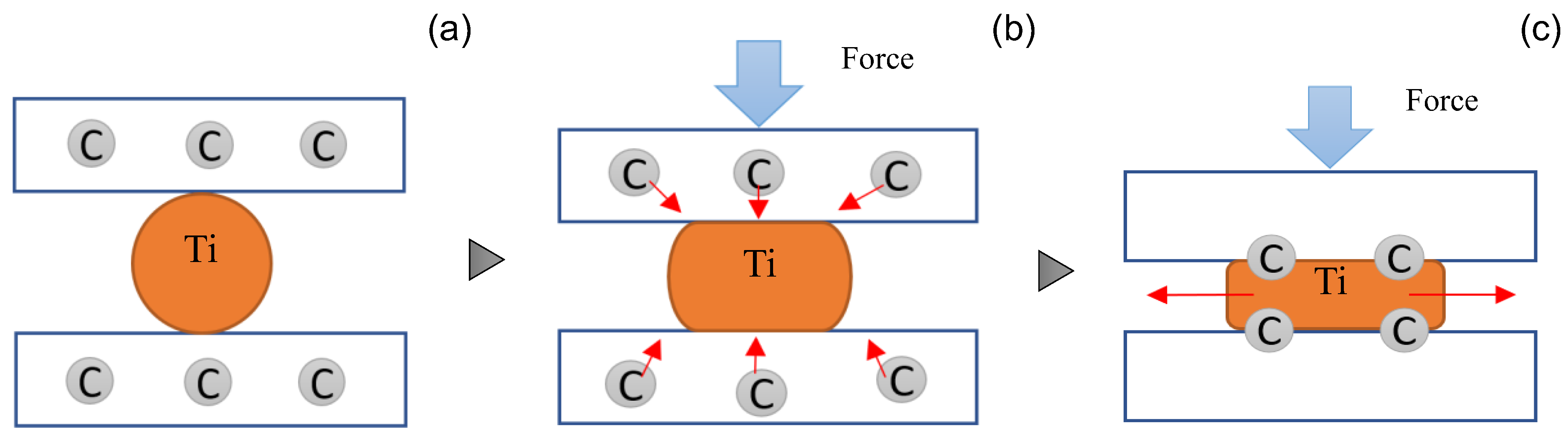
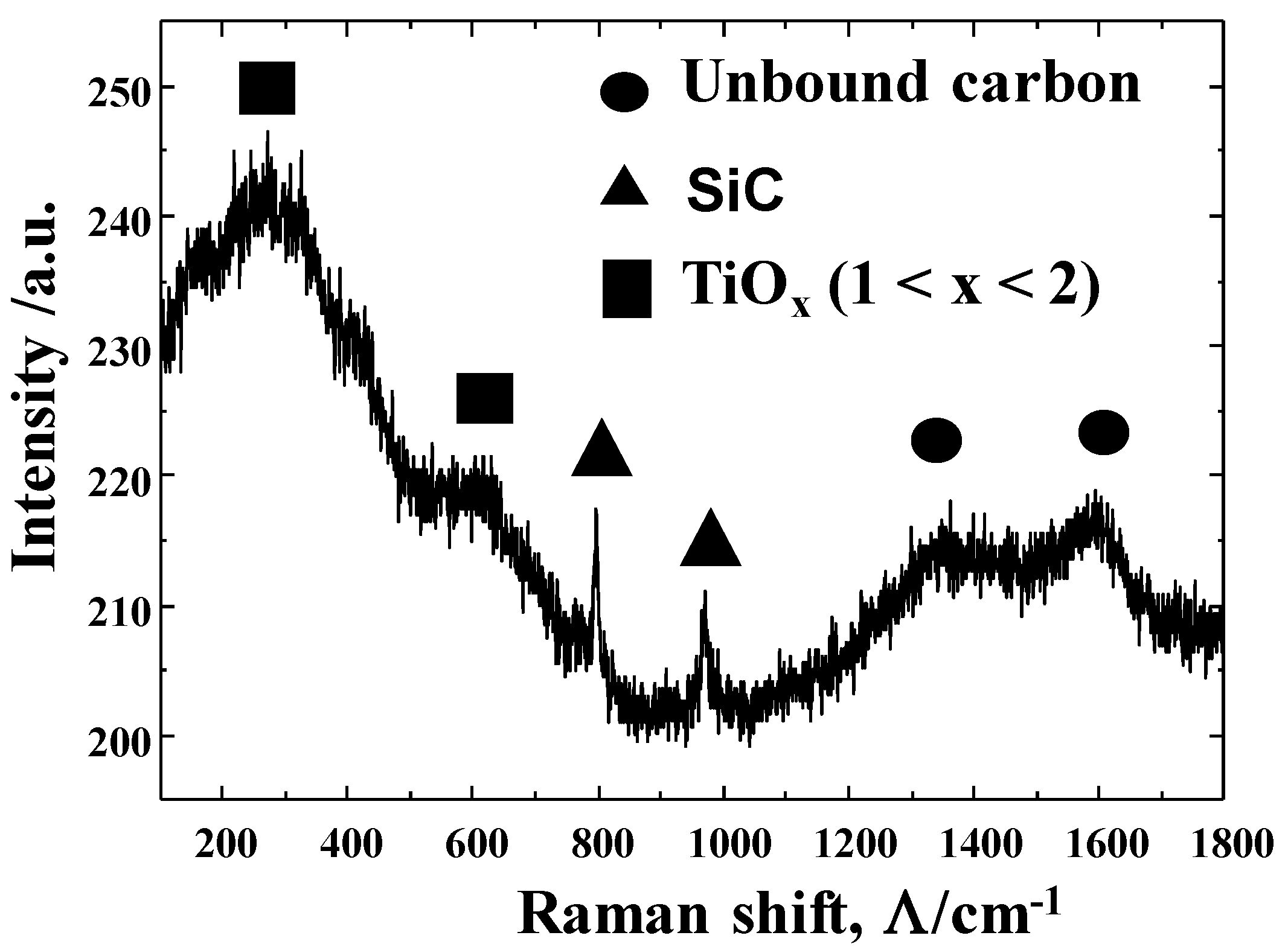
3.4. Transportation of Free Carbons to Contact Interface
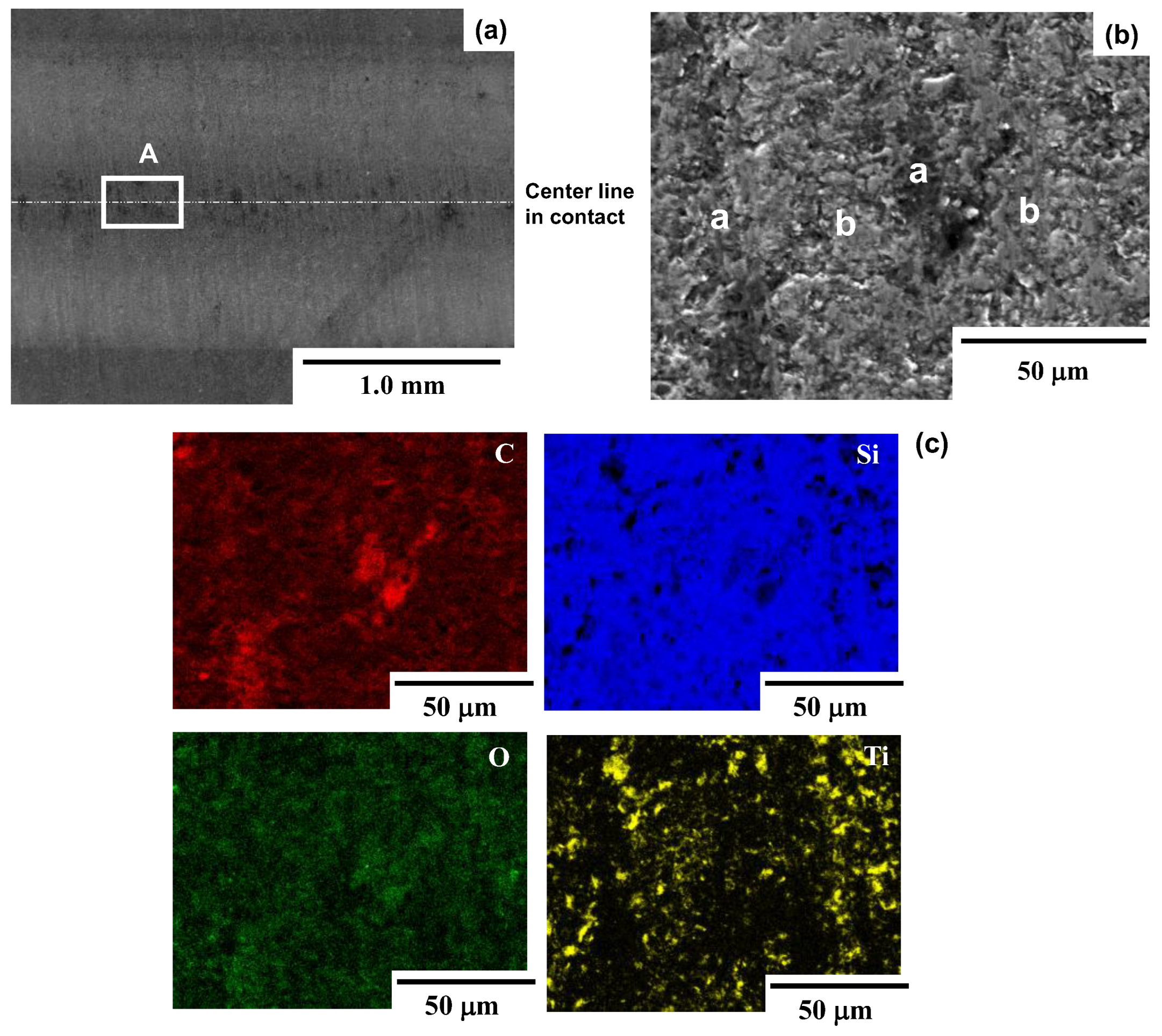
3.5. Formation of Carbon Agglomerates at Hot Spots on the Contact Interface
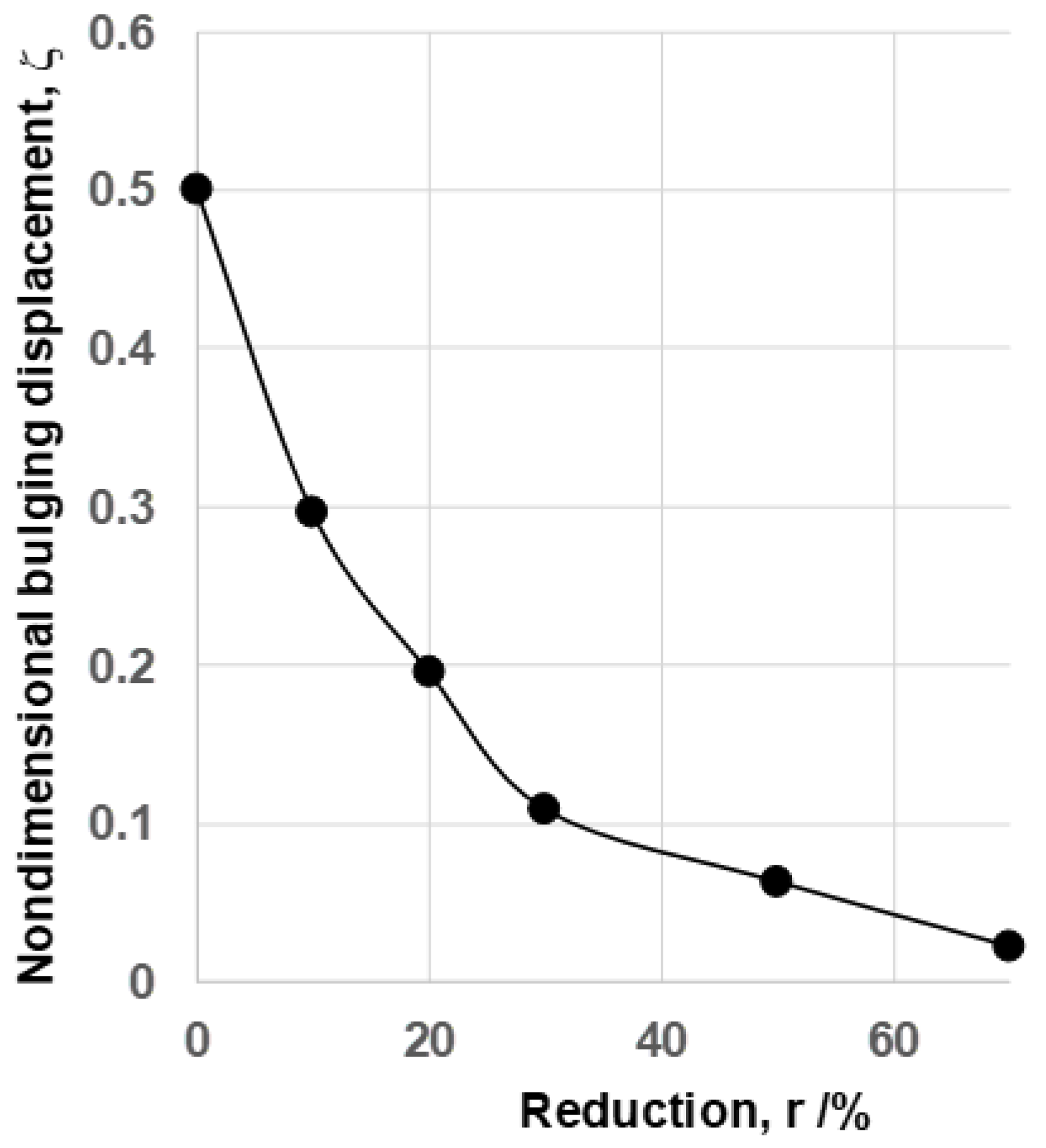
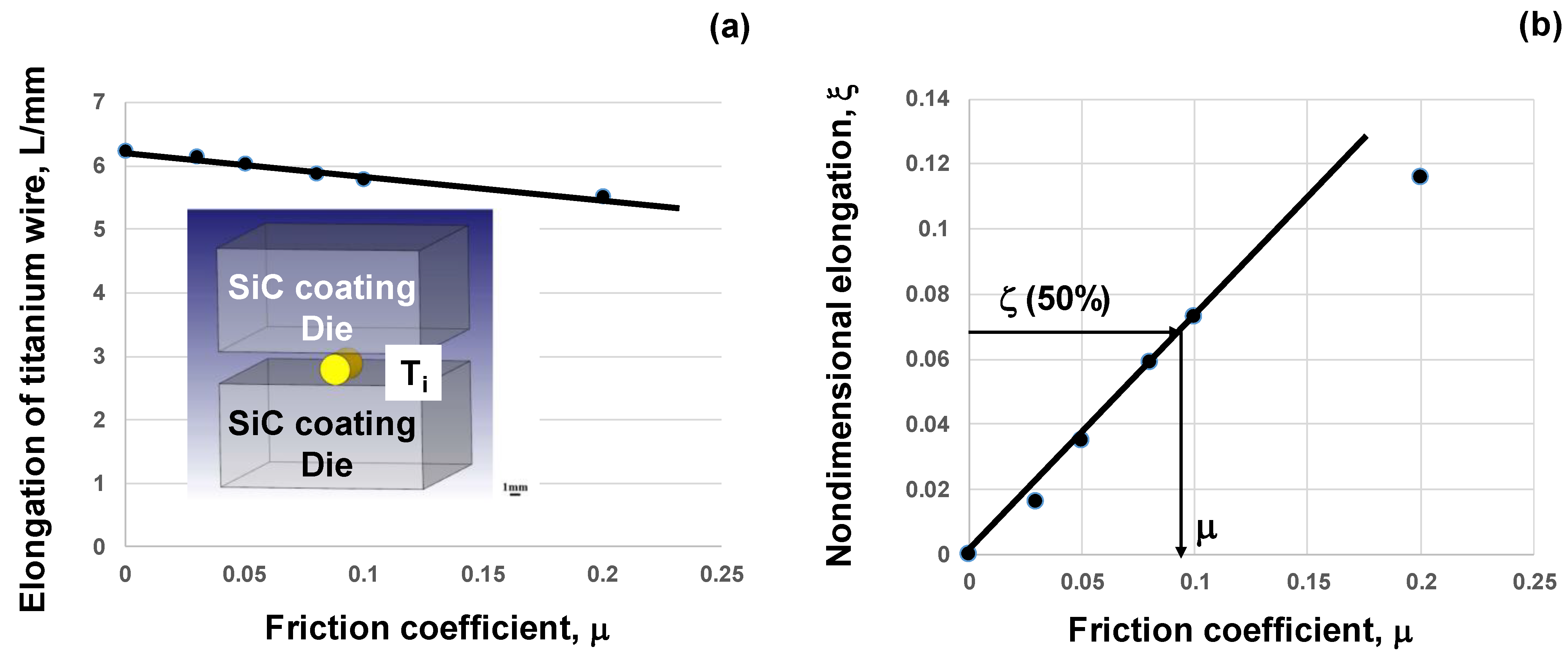
3.6. Frictional Behavior in Upsetting of Pure Titanium Wires Using MCSed SiC Dies
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, M.; Girish, Y.R.; Rakesh, K.P.; Wu, P.; Manukumar, H.M.; Byrappa, S.M.; Udayabhanu Byrappa, K. Recent advances and challenges in silicon carbide (SiC) ceramic nanoarchitectures and their applications. Mater. Today 2021, 28, 102533. [Google Scholar] [CrossRef]
- Schöne, J.; Beckert, W.; Matthey, B.; Herrmann, M. Modelling of the microstructure and thermal conductivity of SiC-bonded diamond materials. Open Ceram. 2024, 18, 100594. [Google Scholar] [CrossRef]
- Nakamura, D.; Gunjishima, I.; Yamaguchi, S.; Ito, T.; Okamoto, A.; Kondo, H.; Onda, S.; Takatori, K. Ultrahigh-quality silicon carbide single crystals. Nature 2004, 430, 1009–1012. [Google Scholar] [CrossRef] [PubMed]
- Raju, K.; Yoon, D.-H. Sintering additives for SiC based on the reactivity: A review. Ceram. Int. 2016, 42, 17947–17962. [Google Scholar] [CrossRef]
- Kaloyeros, A.E.; Arkles, B. Review—Silicon Carbide Thin Film Technologies: Recent Advances in Processing, Properties, and Applications: Part II. PVD and Alternative (Non-PVD and Non-CVD) Deposition Techniques. 2024 ECS J. Solid State Sci. Technol. 2024, 13, 043001. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, J.; Sheng, B.; Cheng, H. Deposition mechanism and Thickness Control of CVD SiC Coatings on NextelTM440 Fibers. Coating 2024, 10, 480. [Google Scholar] [CrossRef]
- Cheng, Z.; Liang, J.; Kawamura, K.; Zhou, H.; Asamura, H.; Uratani, H.; Tiwari, J.; Graham, S.; Ohno, Y.; Nagai, Y.; et al. High thermal conductivity in wafer-scale cubic silicon carbide crystals. Nat. Commun. 2020, 13, 7201. [Google Scholar] [CrossRef]
- Zhou, T.; He, Y.; Wang, T.; Zhu, Z.; Xu, R.; Yu, Q.; Zhao, B.; Zhao, W.; Liu, P.; Wang, X. A review of the techniques for the mold manufacturing of micro/nanostructures for precision glass molding. Int. J. Extrem. Manuf. 2021, 3, 042002. [Google Scholar] [CrossRef]
- Li, Y.; Nie, Y.; Xue, S.; Hu, C.; Xiang, C.; Su, X.; Luo, J.; Li, S.; Yu, Z. Abnormal grain growth in iron-containing SiC fibers. J. Euro. Ceram. Soc. 2021, 41, 2306–2311. [Google Scholar] [CrossRef]
- Wang, X.; Li, H.; Liu, H.; Cao, K.; Xia, S.; Zhong, Y.; Yang, T. Growth and defect formation mechanism of CVD-prepared SiC coatings based on cross-scale simulation. Chem. Eng. J. 2024, 479, 147652. [Google Scholar] [CrossRef]
- Aizawa, T.; Koh-Ichi Itoh, K.-I.; Fukuda, T. SiC-coated SiC die for galling-free forging of pure titanium. Mater. Trans. 2020, 61, 282–288. [Google Scholar] [CrossRef]
- Aizawa, T.; Ito, K.-I.; Fukuda, T. Galling-free micro-forging of titanium wire with high reduction in thickness by β-SiC dies. In Forming the Future; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2021; pp. 1065–1075. [Google Scholar]
- Aizawa, T.; Yoshino, T.; Fukuda, T.; Shiratori, T. Dry cold forging of pure titanium wire to thin plate with used of β-SiC coating dies. J. Mater. 2020, 13, 3780. [Google Scholar] [CrossRef] [PubMed]
- JEOL. New Preparation of Samples for STEM Analysis with Low Strains and Damages by Ion-Slicing Technique with the Use of Masking Belt. Available online: https://www.jeol.co.jp/solutions/applications/details/1103.html (accessed on 2 July 2024).
- Mura, T.; Mori, T. Introduction to Micromechanics; Baifu-Kan Press: Tokyo, Japan, 1985. [Google Scholar]
- Ortiz, A.L.; Sánchez-Bajo, F.; Cumbrera, F.L.; Guiberteau, F. X-ray powder diffraction analysis of a silicon carbide-based ceramic. Mater. Lett. 2001, 49, 137–145. [Google Scholar] [CrossRef]
- Moelans, N.; Blanpain, B.; Wollants, P. Pinning effect of second-phase particles on grain growth in polycrystalline films studied by 3-D phase field simulations. Acta Mater. 2007, 55, 2173–2182. [Google Scholar] [CrossRef]
- Arzig, M.; Salamon, M.; Uhlmann, N.; Wellmann, P.J. Investigation of the growth kinetics of SiC crystals during physical vapor transport growth by the application of in situ 3D computed tomography visualization. Advan. Eng. Mater. 2020, 22, 1900778. [Google Scholar] [CrossRef]
- Peng, Y.; Gong, J.; Jiang, Y.; Rong, D.; Fu, M. Numerical analysis of stress-induced concentration-dependent carbon diffusion in low-temperature surface carburisation of 316L stainless steel. Int. J. Comp. Mater. Sci. Surf. Eng. 2019, 8, 101663. [Google Scholar] [CrossRef]
- Wang, Y.; Alsmeyer, D.C.; McCreery, R.L. Raman spectroscopy of carbon materials: Structural basis of observed spectra. Chem. Mater. 1999, 2, 557–563. [Google Scholar] [CrossRef]
- Data Were Retrieved. Available online: https://www.researchgate.net/figure/Micro-Raman-spectra-of-TiO-2-and-TiO-2-SiC-composites_fig3_260938953 (accessed on 3 June 2024).
- Wills, R.G.A.; Walsh, F.C. A review of the continued development of Magneli phase titanium oxides and Ebonex® for electrochemical applications. Electrochim. Acta 2010, 55, 6342–6351. [Google Scholar]
- Hong, J.-J.; Yeh, W.-C. Application of response surface methodology to establish friction model of upset forging. Adv. Mech. Eng. 2018, 10, 1687814018766744. [Google Scholar] [CrossRef]
- Franchi, R.; Prete, A.D.; Umbrello, D. Inverse analysis procedure to determine flow stress friction data for finite element modeling of machining. Int. J. Mater. Forming 2017, 10, 685–695. [Google Scholar] [CrossRef]
- Ishiguro, S.; Aizawa, T.; Funazuka, T.; Shiratori, T. Green forging of titanium titanium alloys by using the carbon supersaturated SKD11 dies. J. Appl. Mech. 2022, 3, 724–739. [Google Scholar] [CrossRef]
- Moskalioviene, T.; Galdikas, A. Stress induced and concentration dependent diffusion of nitrogen in nitrided austenitic stainless steel. Comp. Mater. Sci. 2012, 86, 1552–1557. [Google Scholar] [CrossRef]
- Dohda, K.; Boher, C.; Rezai-Aria, F.; Mahayotsanun, N. Tribology in metal forming at elevated temperatures. Friction 2015, 3, 1–27. [Google Scholar] [CrossRef]
- Dohda, K.; Aizawa, T. Tribo-characterization of silicon doped and nano-structured DLC coatings by metal forming simulators. Manuf. Lett. 2014, 2, 82–85. [Google Scholar] [CrossRef]
- Nunthavarawong, P.; Rangappa, S.M.; Siengchin, S.; Dohda, K. Diamond-Like Carbon Coatings -Technologies and Applications; CRC-Press: Boca Raton, FL, USA, 2023. [Google Scholar]
- Tasdemir, H.A.; Wakayama, M.; Tokoroyama, T.; Kousaka, H.; Umehara, N.; Mabuchi, Y.; Higuchi, T. Ultra-low friction of tetrahedral amorphous diamond-like carbon (ta-C DLC) under boundary lubrication in poly alpha-olefin (PAO) with additives. Tribol. Int. 2013, 65, 286–294. [Google Scholar] [CrossRef]
- Beal, J.D.; Boyer, R.; Sandes, D. Forming of titanium and titanium alloys. In ASM Handbook 14B: Metal Working/Sheet Forming; ASM International: Materials Park, OH, USA, 2006; pp. 656–669. [Google Scholar]
- Zhao, H.; Gain, A.K.; Li, Z.; Zhang, L. Wear of mold surfaces: Interfacial adhesion in precision glass molding. Wear 2023, 524–525, 204847. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aizawa, T.; Fukuda, T. Galling-Free Forging of Titanium Using Carbon-Supersaturated SiC Coating Dies. Lubricants 2024, 12, 309. https://doi.org/10.3390/lubricants12090309
Aizawa T, Fukuda T. Galling-Free Forging of Titanium Using Carbon-Supersaturated SiC Coating Dies. Lubricants. 2024; 12(9):309. https://doi.org/10.3390/lubricants12090309
Chicago/Turabian StyleAizawa, Tatsuhiko, and Tatsuya Fukuda. 2024. "Galling-Free Forging of Titanium Using Carbon-Supersaturated SiC Coating Dies" Lubricants 12, no. 9: 309. https://doi.org/10.3390/lubricants12090309
APA StyleAizawa, T., & Fukuda, T. (2024). Galling-Free Forging of Titanium Using Carbon-Supersaturated SiC Coating Dies. Lubricants, 12(9), 309. https://doi.org/10.3390/lubricants12090309