3.1. Wear Test Analysis
According to the experimental steps of friction coefficient testing, conduct friction coefficient testing experiments.
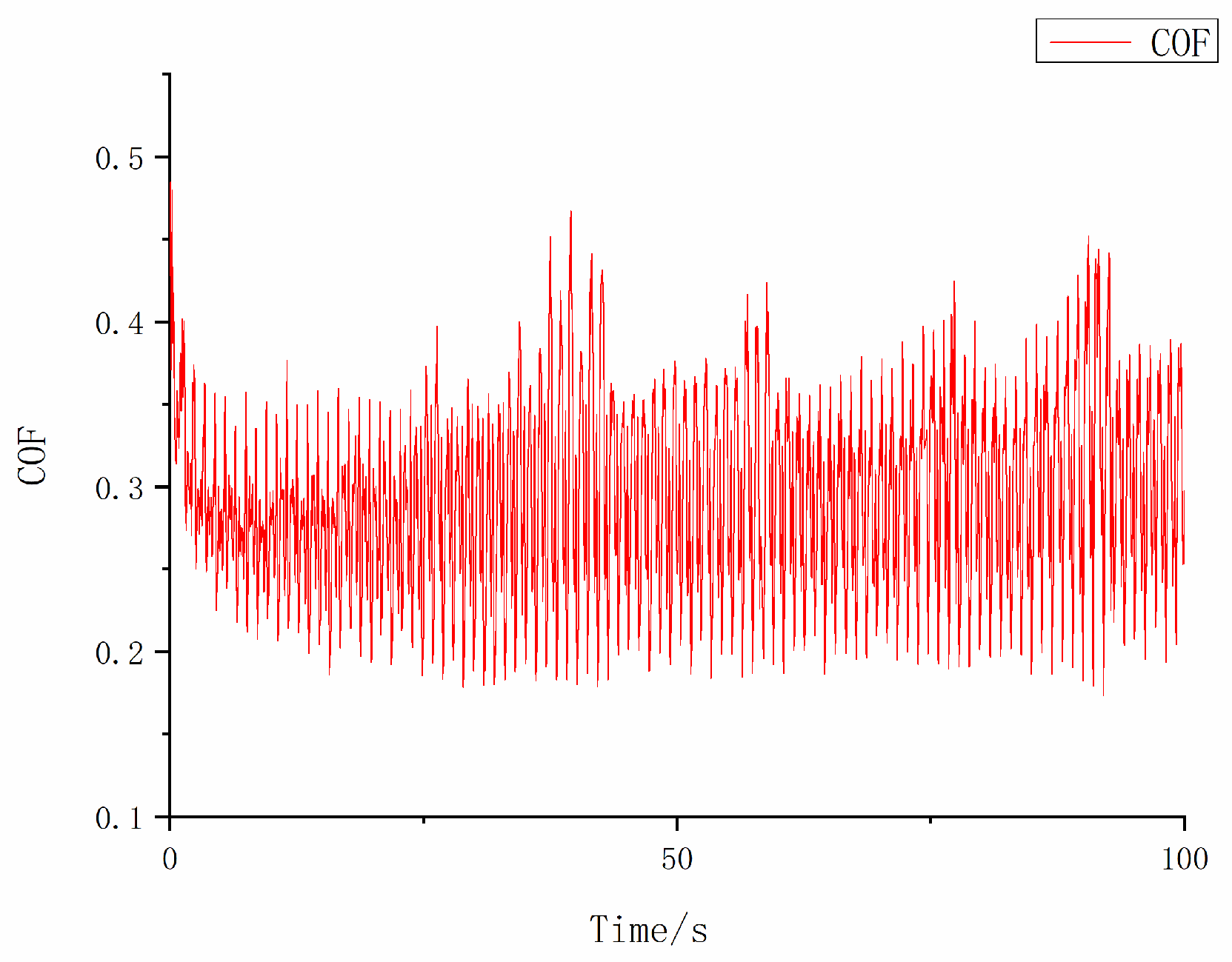
The friction coefficient between the G61500 leaf spring specimen and the X80 pipeline steel specimen is tested using a friction meter, and the result is shown in
Figure 4.
A load of 5 N and a speed of 1 r/s were used in this experiment because the manual for the Ducom POD 4.0 tribometer, the instrument we used to test the coefficient of friction, specifies that for most of the measurements, a load of 5 N and a speed of 1 r/s should be used as the standard parameters of the test in order to ensure the accuracy of the data measurements. At the same time, using 5 N load and 1 r/s speed is close to the actual working conditions of leaf spring calipers so that the parameters can be set more closely to the actual working conditions.
When the tribometer tests 100 laps, we obtain enough and tend to stabilize the COF value; 100 laps of the COF value are sufficient for the needs of the analysis of this experiment. For the experiment of detecting COF values of different media, we set the test time to 100 laps at the same time in order to ensure the consistency and comparability of the test.
Based on the results, calculations can be obtained that the coefficient of friction between the leaf spring specimen and the pipe specimen under the condition of no lubricating medium is about 0.292, with a standard deviation of 0.057.
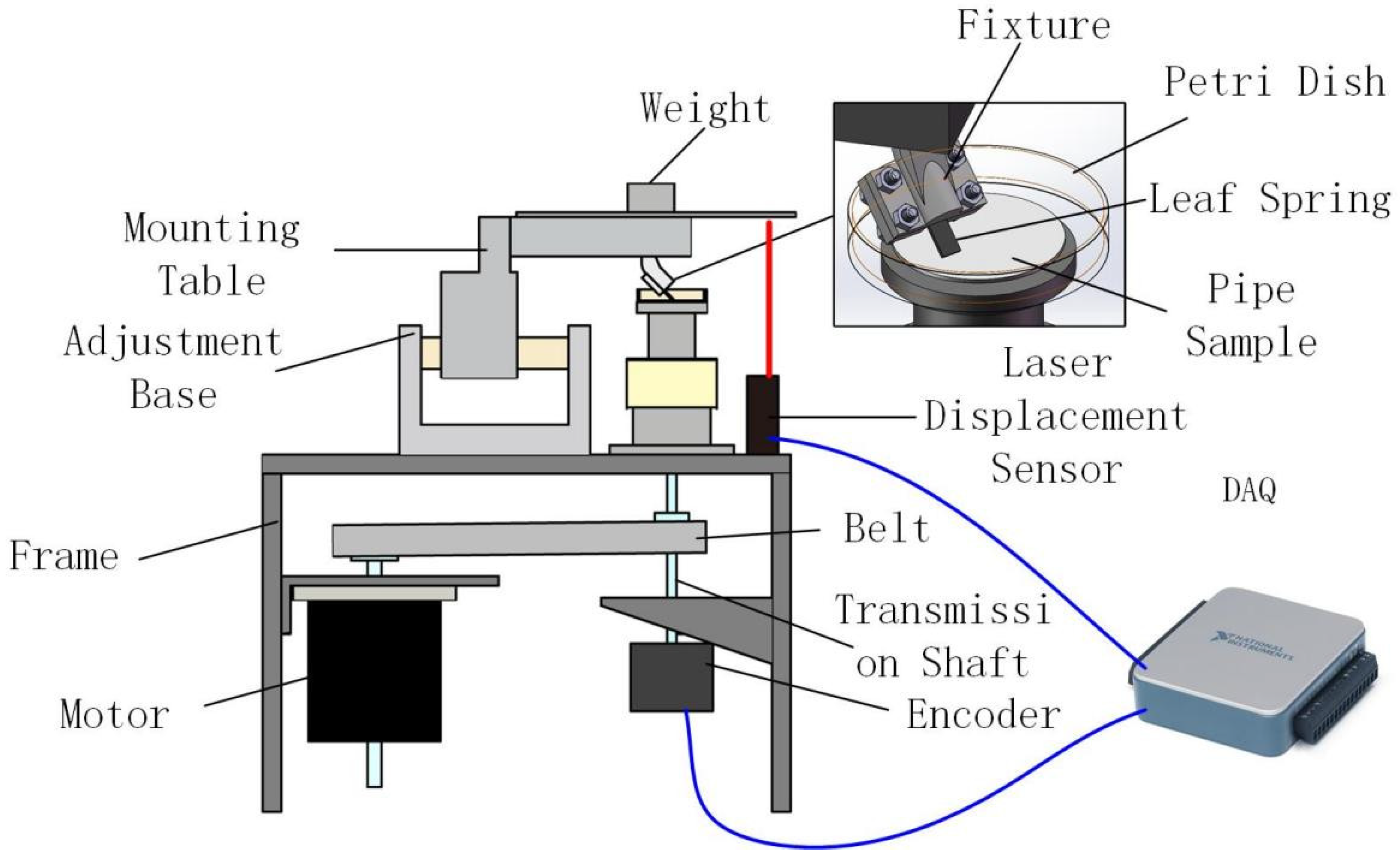
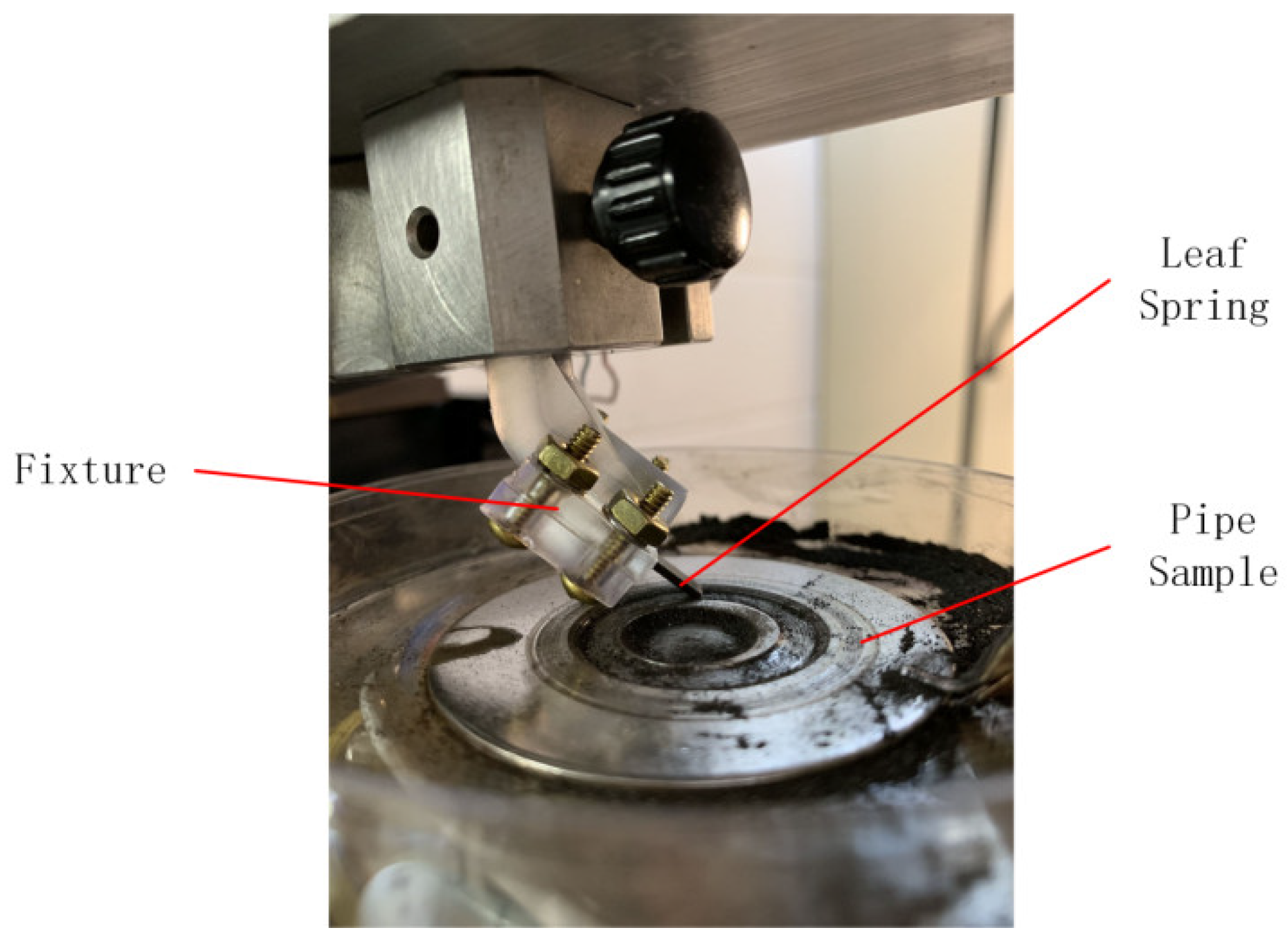
After measuring the coefficient of friction, a wear test was carried out, and the physical diagram of the experiment is shown in
Figure 5.
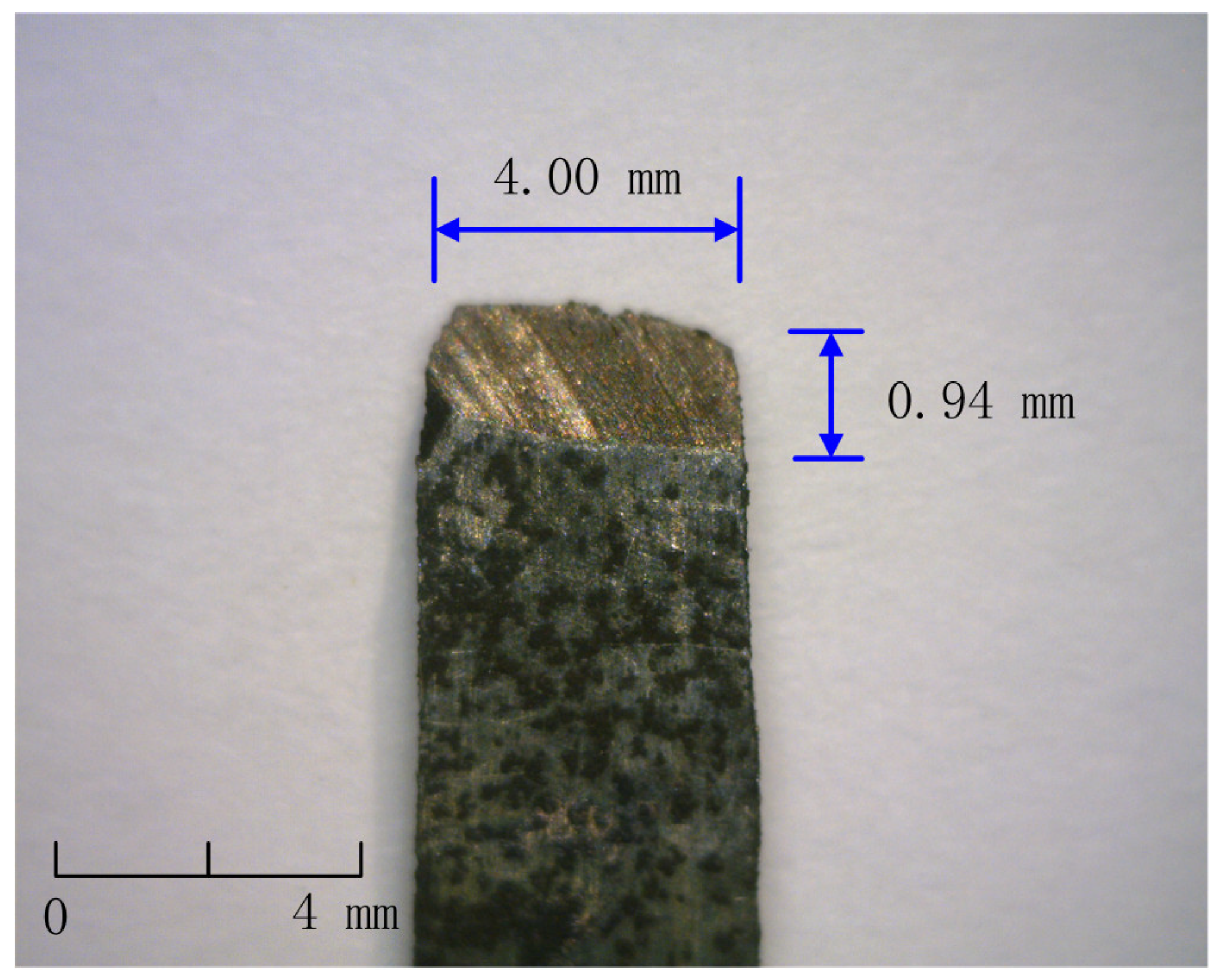
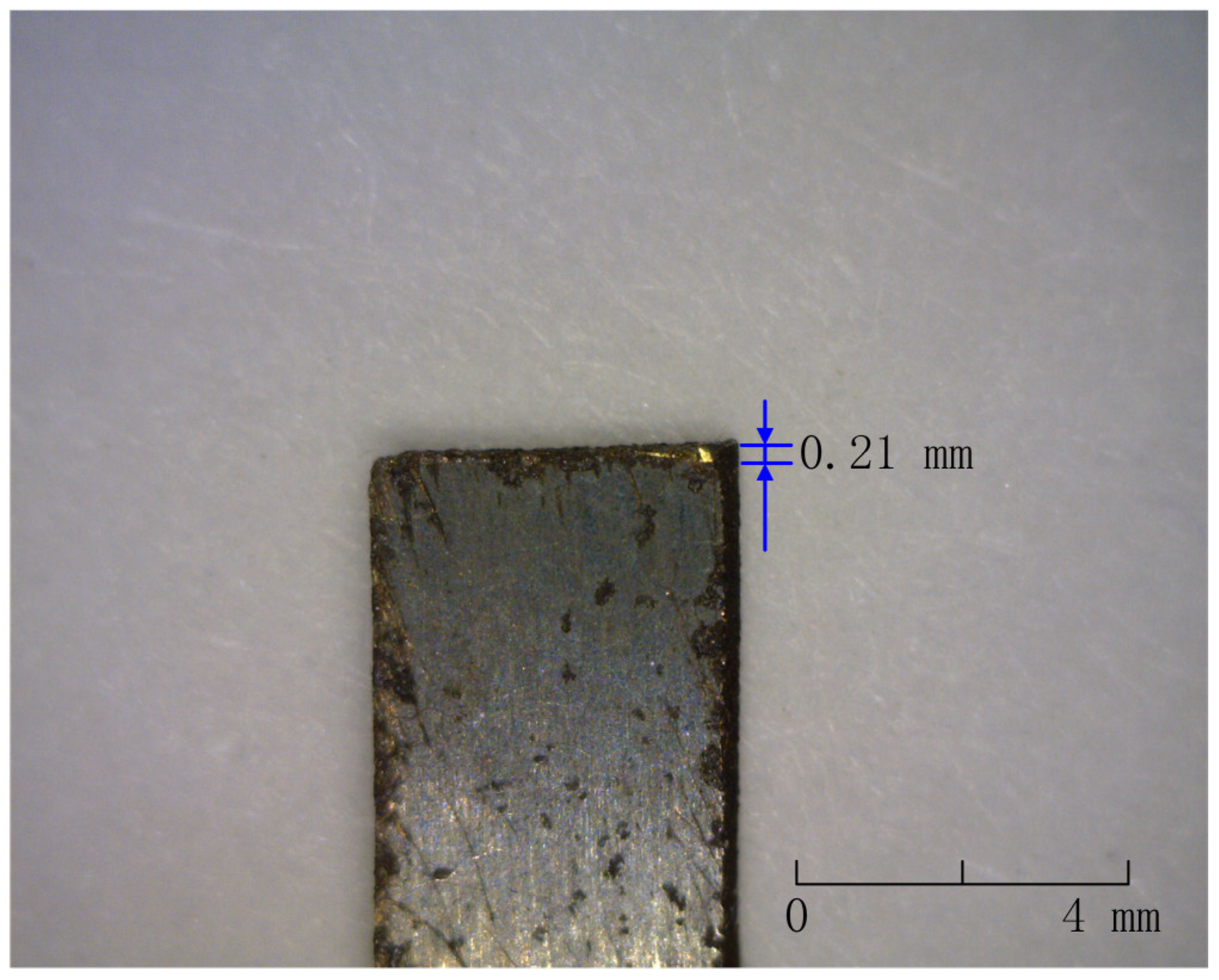
After 50 h of operation at 1 r/s under 10 N load, the leaf spring specimen was removed, and obvious wear marks were visible, as shown in
Figure 6.
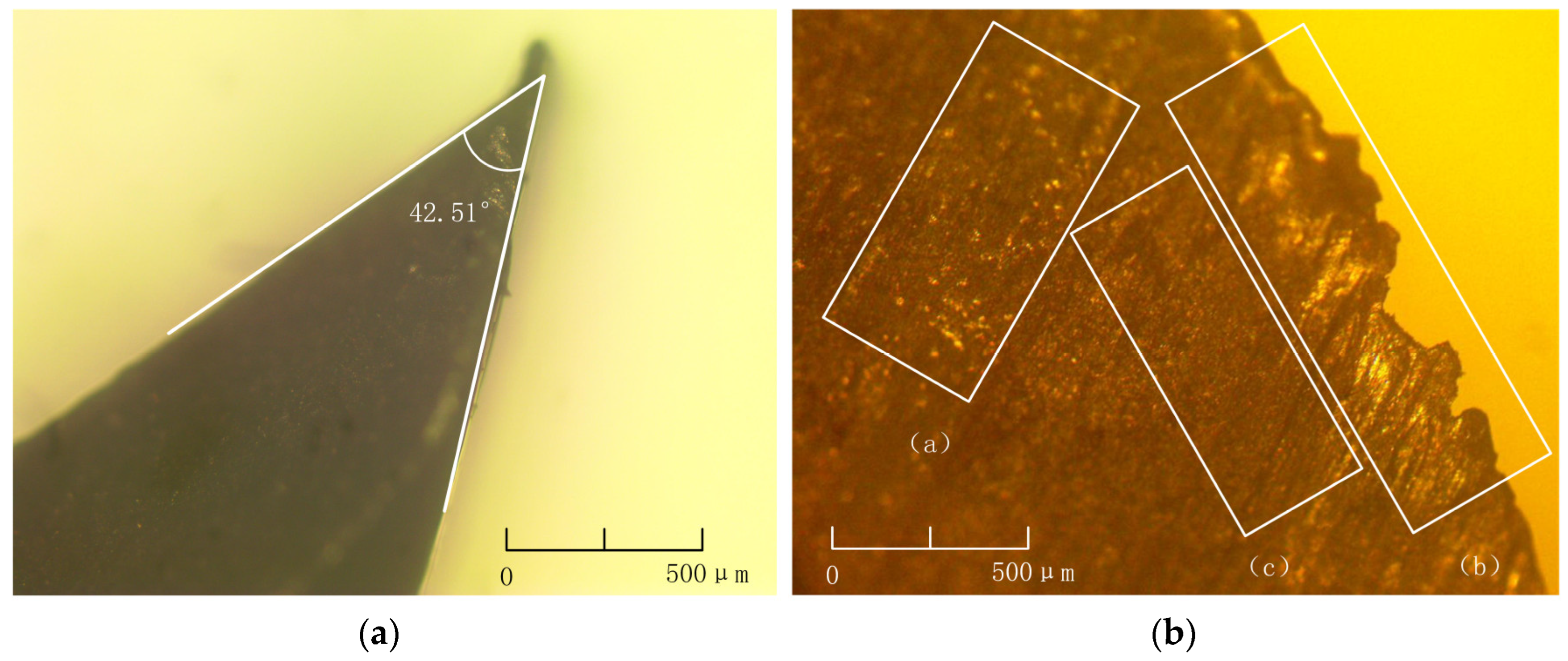
Observation of the worn area of the leaf spring through an optical microscope is in
Figure 7.
According to
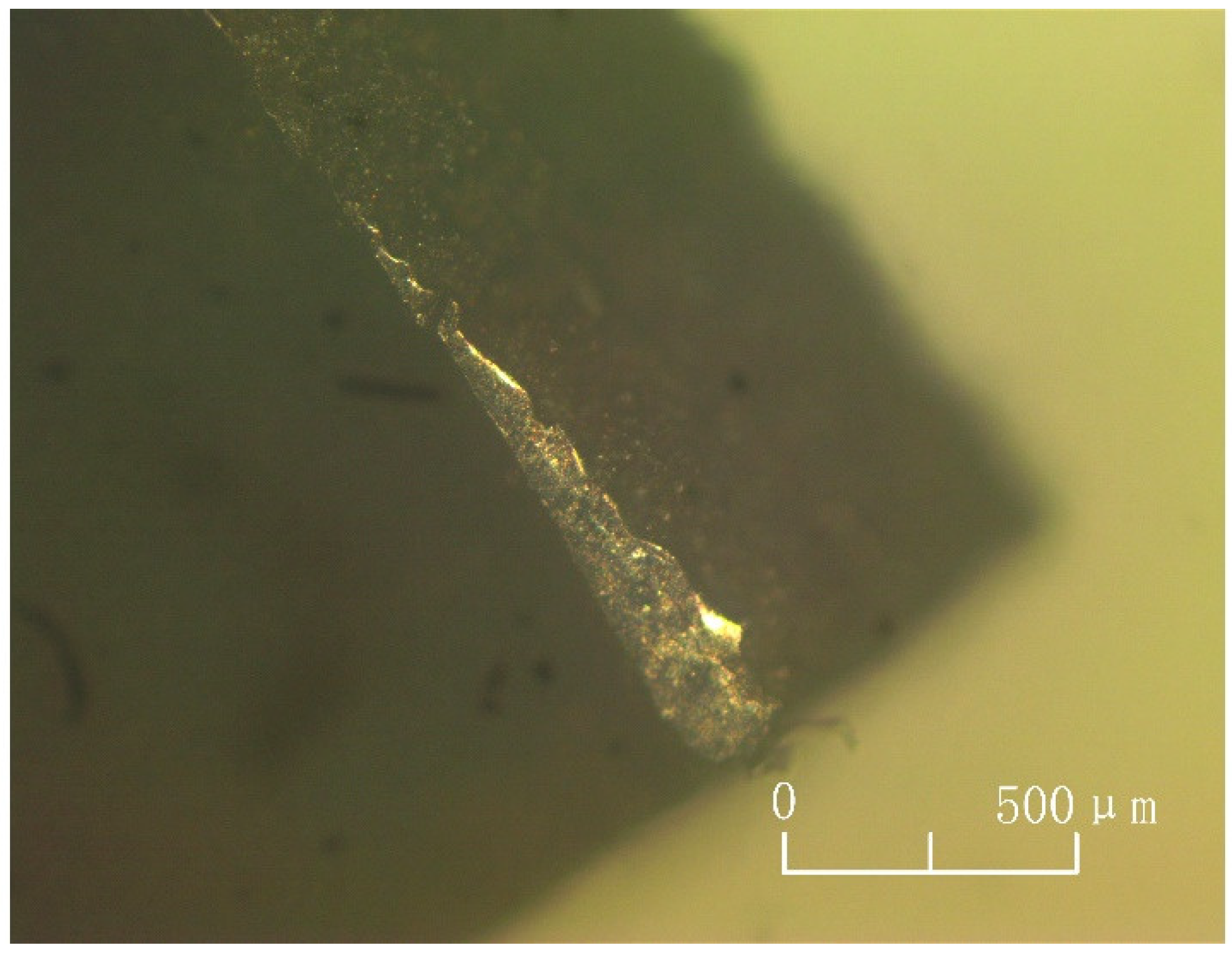
Figure 7a, the wear angle of the leaf spring specimen is 42.51 degrees. After the wear test of the leaf spring was observed by optical microscope, as shown in
Figure 7b, we found that three distinct surface morphologies appeared in the wear section. First, we name the surface morphology in
Figure 7, which consists of many very small pits as area (a). The reason for the formation of small pits during the wear process is that the actual contact area of the two metals in the experiment only accounts for 0.1~0.01% of the total area, which results in the high metal contact pressure, the maximum of which can be up to 5000 Mpa, and the transient high temperatures of more than 1000 degrees will be generated under the high-speed movement. The contact pressure of the metal is large, and the maximum place can reach 5000 Mpa; the high-speed movement will produce more than 1000 degrees of instantaneous high temperature. This localized high temperature lasts only a few milliseconds. The high temperatures and pressures rupture the lubricant film, adsorption film, or other surface film, resulting in the adhesion of the metal in direct contact. In the ensuing motion, the adhering metal breaks down, and the metal peels away from the surface to form a crater. This wear condition of adhesion, destruction, and re-adhesion is known as adhesive wear [
27,
28]. Secondly, we name the area (b) in
Figure 7, where scratches appear after wear, and the wear section is relatively smooth. The reason for this surface morphology after wear is that when the bond strength is higher than the strength of the two metals, the shear damage occurs mainly within the surface layer of the soft metal and sometimes within the surface layer of the hard metal as well. The metallic material adhering to the hard metal scratches the soft metal, so the abrasion mainly occurs on the surface of the soft metal, and this kind of wear is called abrasion wear [
29]. Finally, we will name the long and deep groove in
Figure 7 as region (c). This is due to finer and harder abrasive particles between the two friction surfaces, which cut and wear the surface material. In the friction process between the leaf spring specimen and the pipe specimen, the abrasive particles after the leaf spring wear are mixed into the two friction parts, forming the secondary abrasive wear, which increases the degree of wear, and this kind of wear is called abrasive wear [
30].
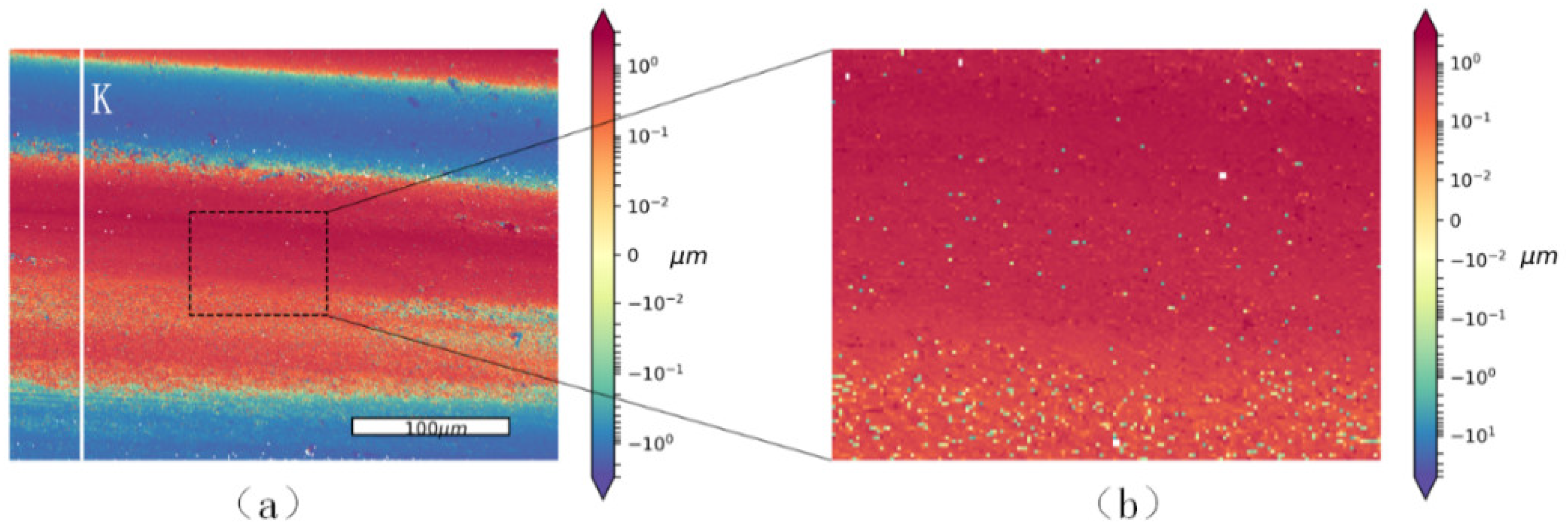
The roughness of the worn surface was examined using an optical interferometer to obtain
Figure 8.
Using optical interferometry, the surface morphology of the wear section of a leaf spring specimen was mapped. The detection principle is that the optical interferometer converts the shape of the wear section into a set of three-dimensional data consisting of horizontal coordinates, vertical coordinates, and surface height values, and we visualized the data output from the optical interferometer, as shown in
Figure 8. Through
Figure 8, we can observe the concave and convex morphology of the wear surface; for example, the pitting pits in
Figure 8b are pitting caused by adhesive wear, and the combined effect of abrasion wear and abrasive grain wear forms the long striped grooves.
The wear surface morphology has obvious directionality, i.e., the wear marks are parallel to the running direction of the leaf spring. It can be seen that during the running of the leaf spring, the abrasive particles move between the leaf spring specimen and the pipe specimen due to the stress, forming wear marks parallel to the running direction. Between each wear band, the wear height is similar.
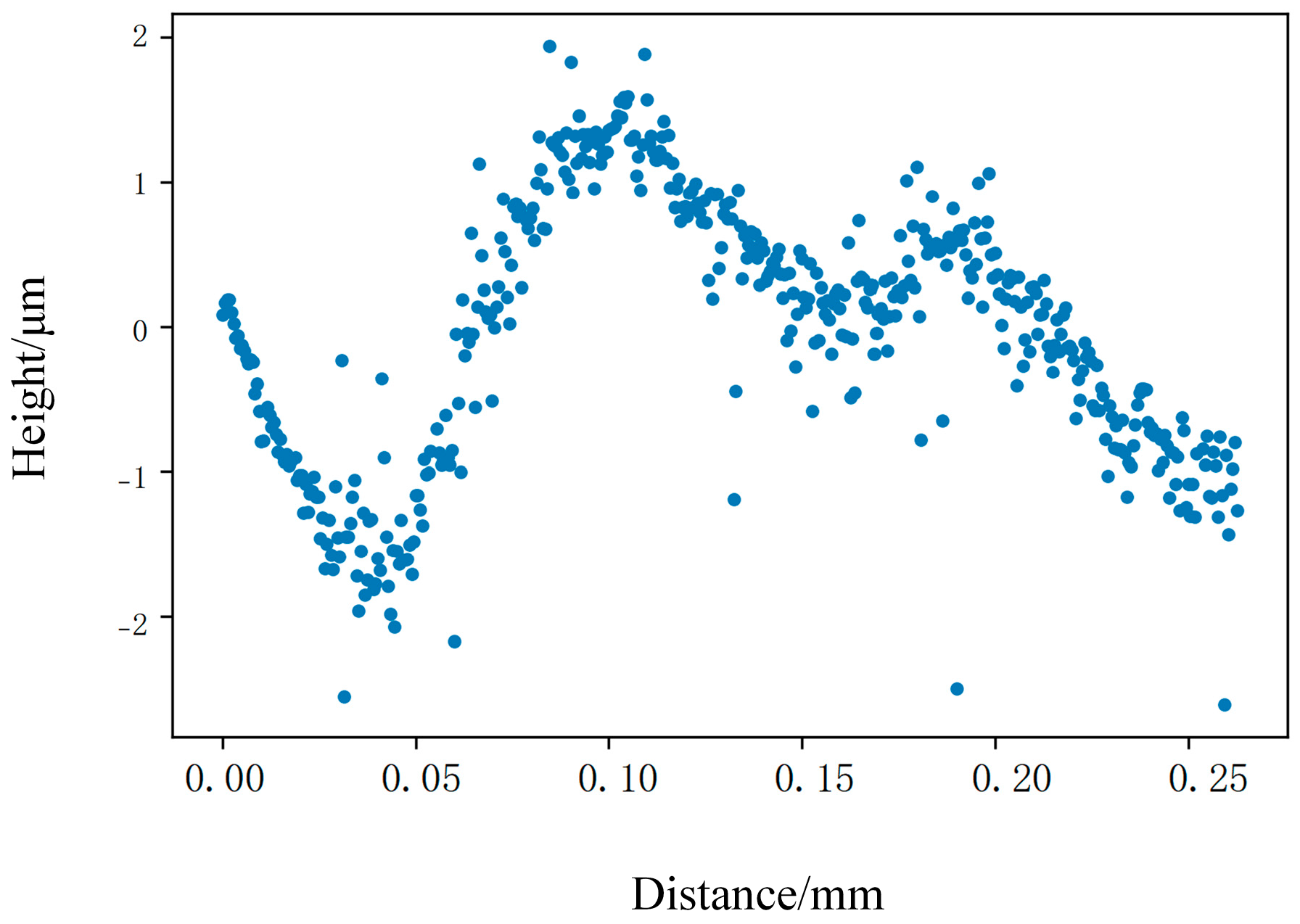
Figure 8 is a set of three-dimensional data plots consisting of horizontal and vertical coordinates and surface height values, where part k is a straight line taken from
Figure 8 with a fixed horizontal coordinate value and a different vertical coordinate value. The variation of the longitudinal coordinates of the k-straight line in
Figure 8 corresponding to the height values is very informative. Therefore, we plot the height value of the vertical coordinate of line k in
Figure 8 as the vertical coordinate and the vertical coordinate of line k in
Figure 8 as the horizontal coordinate in
Figure 9.
Figure 9 shows that there is a change in the height of the surface approximately parallel to the direction of advancement, and the height of the surface decreases continuously when the distance value is from 0.00 to 0.04 and reaches the lowest value at 0.04. This localized depth of the wear grooves is due to the abrasive wear caused by the presence of fine, hard abrasive particles cutting the material between the two friction partners. The scattered dots in the Figure indicate the presence of fine pits and adhesive wear in the wear section. However,
Figure 9 has fluctuating heights, but the average height is stable, so there is abrasive wear.
The heights of points in a given area are counted using an optical interferometer, and the average value of the height deviation is calculated to obtain the roughness value for that cross-section.
According to
Figure 9, the wear surface height difference is about 4 μm at the K section.
Based on the surface roughness equation
The wear surface roughness Ra is 0.77 μm, and the standard deviation is 0.96 μm. The standard deviation is larger than the roughness, so it can be seen that the wear surface has a large height difference and is greatly affected by abrasive particles.
The signals collected by the laser range sensor are processed to obtain
Figure 10.
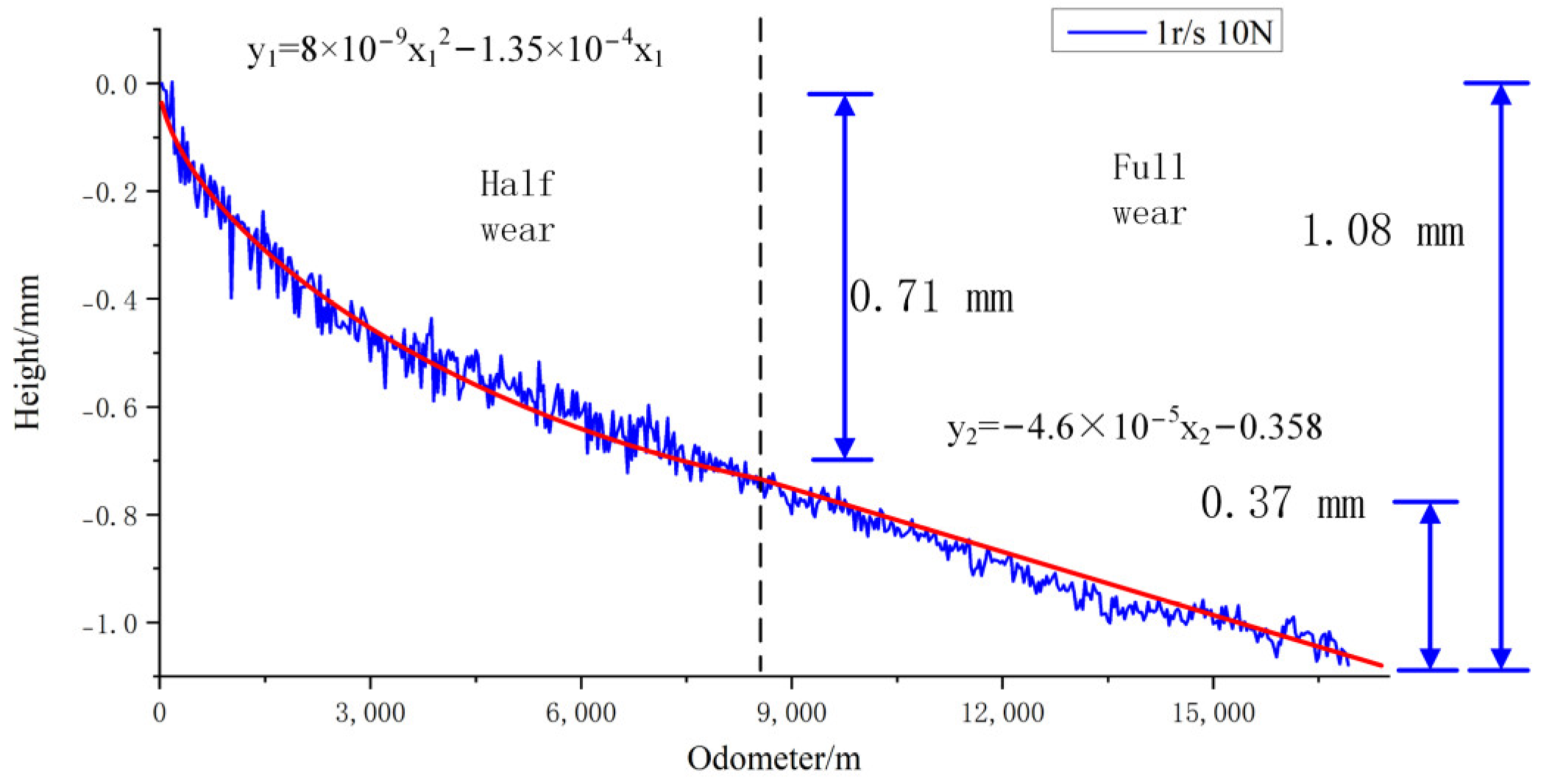
According to
Figure 10, it can be seen that there is a clear stage difference in the height change of the leaf spring specimen. In the half-wear state, the contact area is smaller due to the smaller contact area under the same preload, resulting in larger contact pressure and a larger wear rate. The height can be based on the following equation:
The drop height to enter the full wear height was calculated, and based on this experiment, it is known that a drop of at least 0.707 mm is required to enter the full wear condition.
In the half-wear state, the height of the leaf spring specimen decreased from 0 mm to −0.71 mm, with a total decrease of 0.71 mm. After 8000 m of operation, the leaf spring specimen entered the full-wear state with a reduced wear rate. The half-wear state mileage is 47.1% of the full mileage. The leaf spring specimen decreases from −0.71 mm to −1.08 mm with a total drop height of 0.37 mm. Based on the curve fitting, the function of the two stages is as follows:
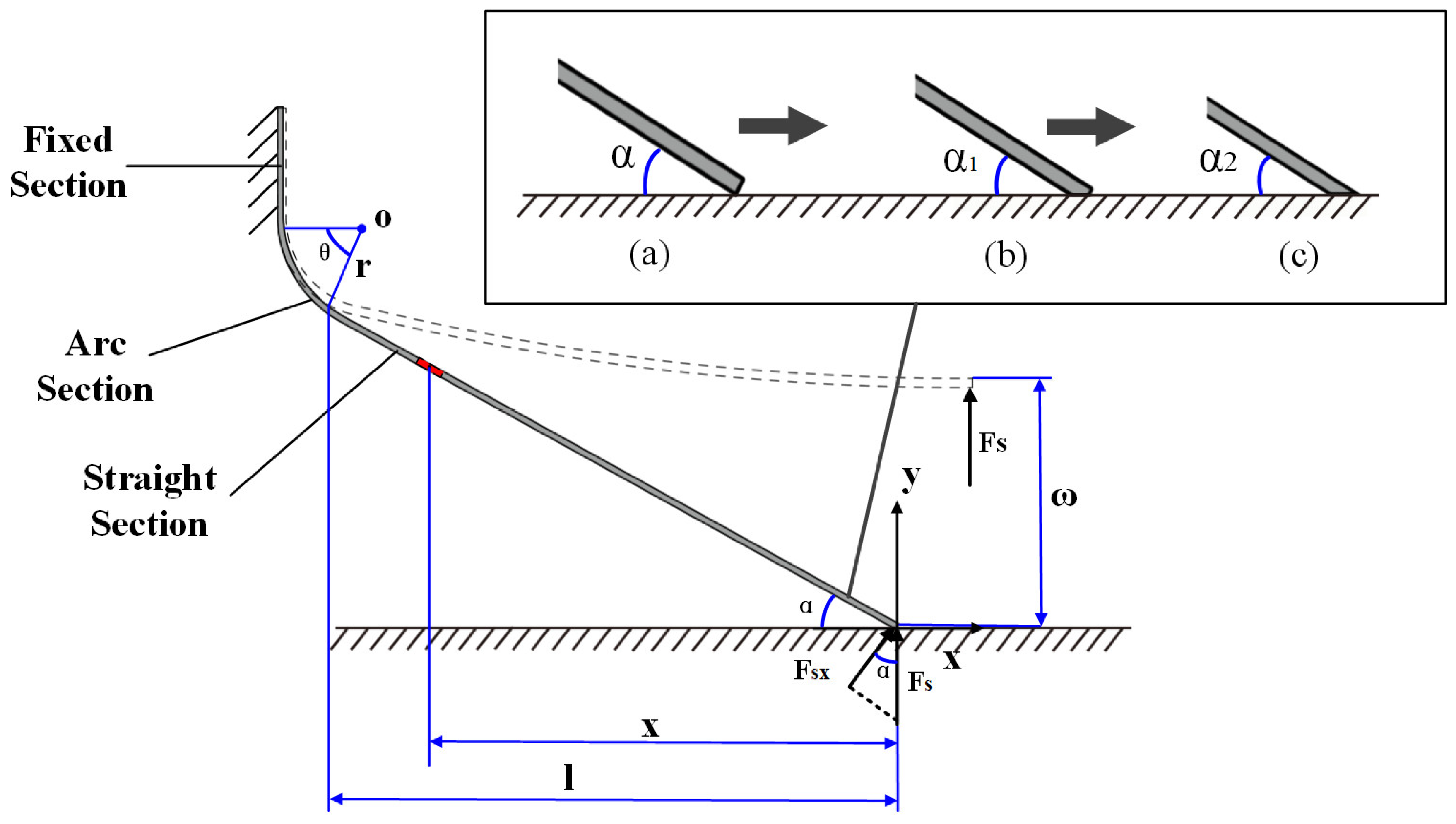
Because the fixture angle is fixed, the experimental test process leaf spring specimen and pipe specimen angle are unchanged. Still, in the actual working conditions of the leaf spring caliper, the leaf spring and the pipe between the angle will be due to the leaf spring wear and tear of the shorter angle change, so according to the experimental height change of the leaf spring specimen to calculate the angle of the change in the actual working conditions of the same height after wear. Based on
Figure 2,
where h is the height from the fixed end to the surface of the pipe, and L is the length of the straight section of the leaf spring. When the leaf spring wears out,
where α
m is the angle of entrapment after wear, and
Lm is the length of the leaf spring after wear,
ht is the height of wear in the wear test, and αt is the angle between the leaf spring specimen and the pipe specimen in the wear test.
3.2. Analysis of the Influence of Operating Medium on Wear Accuracy
Oil film lubrication mechanism:
When we add lubricant between the friction interfaces, the molecules in the lubricant adsorb near the metal surfaces, and due to the viscosity of the lubricant, the lubricant forms a continuous film, which we call the lubricant film. As we apply pressure and relative motion between the two metals, the lubricant fills the wear interface, which includes microscopic grooves on uneven surfaces. When the two surfaces come close, repulsive forces between the film molecules prevent the surfaces from staying close together and spreading the pressure. The formation of a stable lubricant film in this environment isolates the metal surfaces and reduces contact between them, thereby reducing friction and wear [
31].
Boundary lubrication mechanism:
Boundary lubrication is a critical state when the lubricant is unable to form a sufficient lubricant film on the surface of a mechanical component, and the contact surface is about to transition from liquid lubrication to dry friction (direct contact between the surfaces of the friction pair) process. Boundary lubrication usually occurs in localized areas of the friction pair, especially in areas of high loads and pressures where the metal microstructure is spiky. Under boundary lubrication conditions, the lubricant cannot form a continuous lubricant film; therefore, the lubricant film formed on the metal surface is relatively thin. Boundary lubrication is usually an unstable lubrication condition, and when the lubrication conditions improve, boundary lubrication is transformed into liquid lubrication (oil film lubrication) or mixed lubrication. Although boundary lubrication reduces direct metal contact, it has very high friction and wear compared to mixed lubrication and oil film lubrication [
32].
Mixed lubrication mechanism:
Mixed lubrication is a type of lubrication in which there are many different types, including oil film lubrication, dry friction (direct contact between the two metals), and so on. Mixed lubrication occurs when the lubrication interface fails to form a continuous and uniform lubricant film when the speed is reduced or when the friction partner is subjected to an uneven force at a certain location where the local high pressure squeezes the lubricant out of the oil film that cannot be formed, or due to the effect of the roughness of the surface of the friction partner, which leads to direct contact between the two metals. Oil film lubrication and dry friction (direct contact between the two metals) characterize mixed lubrication. At the same time, mixed lubrication is an unstable lubrication state, reducing lubrication performance [
33].
- (1)
Effect of light mineral oils on wear accuracy
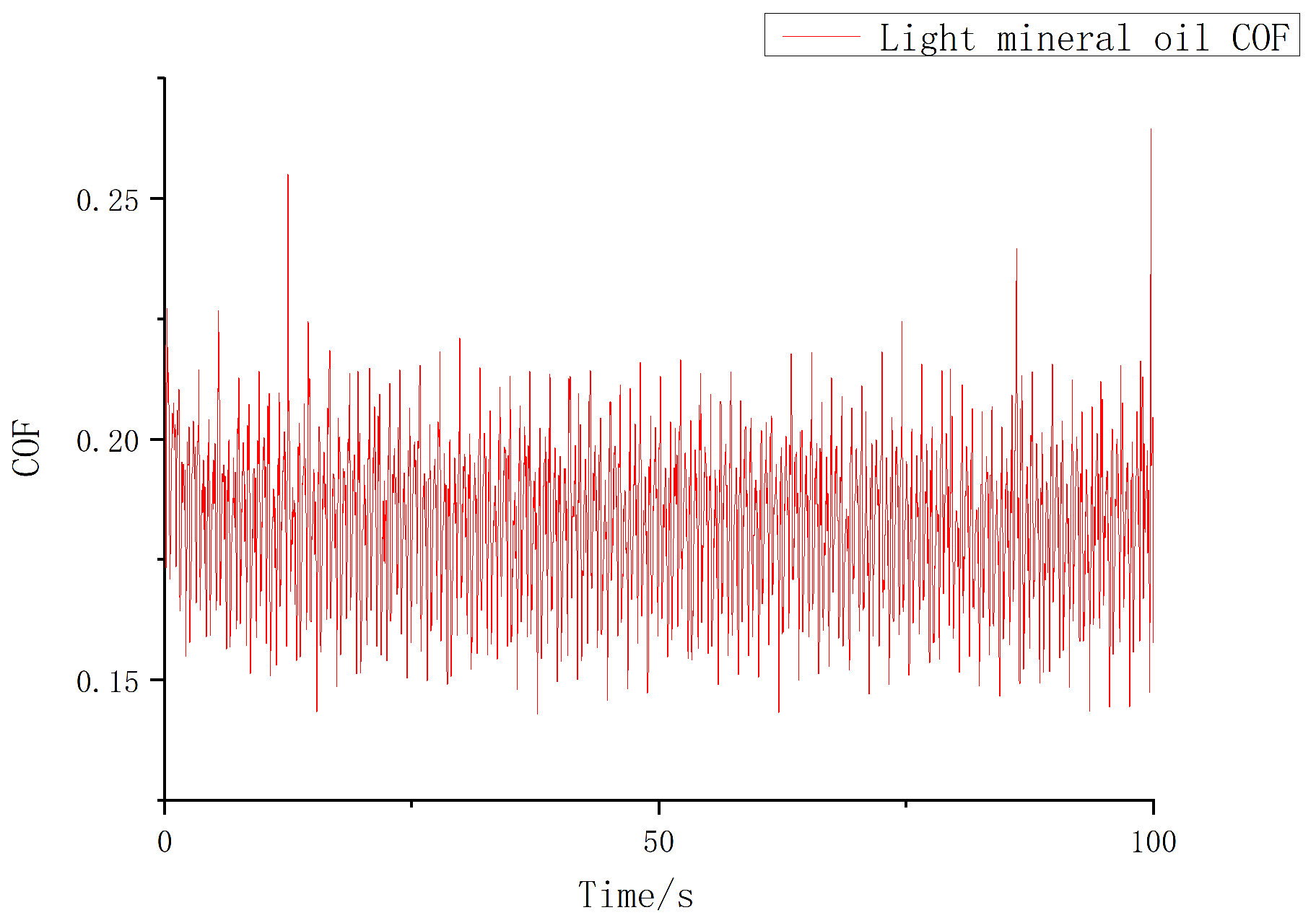
The coefficient of friction between a G61500 leaf spring specimen and an X80 pipeline steel specimen under light mineral oil lubrication conditions was tested using a tribometer. The testing method is similar to the wear experiment: the leaf spring specimen and the fixture are fixed on the tribometer, the pipe specimen is fixed on the rotating chassis, 5 N of pressure is applied, and the test is carried out at a speed of 1 r/s with the results obtained after 100 turns of the test. The results are shown in
Figure 11.
Based on the results, calculations can be made that the coefficient of friction between the leaf spring specimen and the pipe specimen under the condition of no lubricating medium is approximately 0.182, with a standard deviation of 0.015.
After measuring the coefficient of friction, wear tests were carried out.
After 50 h of operation at 1 r/s under a 10 N load, the leaf spring specimen was removed and wear marks were visible, as shown in
Figure 12.
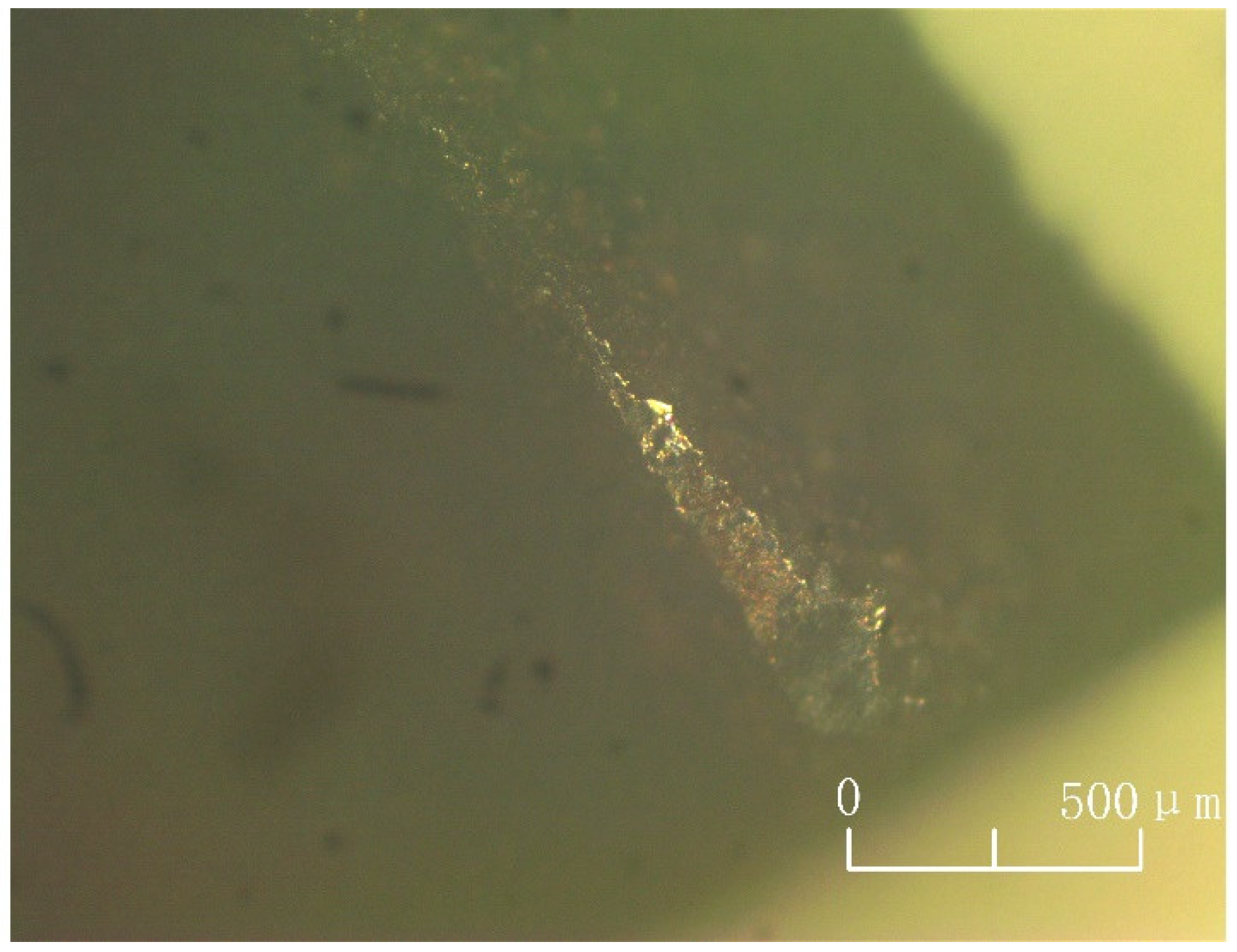
Observation of the leaf spring wear area through an optical microscope yielded
Figure 13.
According to
Figure 13, the wear part is greatly reduced compared to dry friction adhesive wear and abrasive wear in the case of lubricating oil. However, abrasive wear still exists.
Lubrication stages can be classified into oil film, boundary, and mixed lubrication. In the wear test with light mineral oil as the lubricant, oil film lubrication, boundary lubrication, and mixed lubrication occur simultaneously on the surface of the friction partner.
When pressure exists on the surface of the friction pair and relative motion occurs, light mineral oil forms a continuous stable lubricant film on the surface of the friction pair, which we call the oil film lubrication stage. Oil film lubrication is the main lubrication stage of the friction surface. The formation of a stable lubricant film in this environment isolates the metal surfaces and reduces the contact between them, thus reducing friction and wear.
When two metal spikes are about to contact the high-load and high-pressure area, the contact surface from the liquid lubrication transition to the critical state of direct metal contact is called boundary lubrication. If the lubrication interface locally fails to form a continuous and uniform lubricant film, oil film lubrication and direct contact between the two metals coexist, and this stage is called mixed lubrication. The lubricant film formed by light mineral oils is thinner and more easily damaged due to the poor adhesion between the oil film and the metal caused by the lower viscosity of the light mineral oil. The light mineral oil in the boundary lubrication stage and mixed lubrication stage accounted for a high proportion, and the boundary lubrication stage is higher than the mixed lubrication stage, so the lubrication effect is not good. The direct contact of metal causes the surface of the friction partner to have abrasion wear.
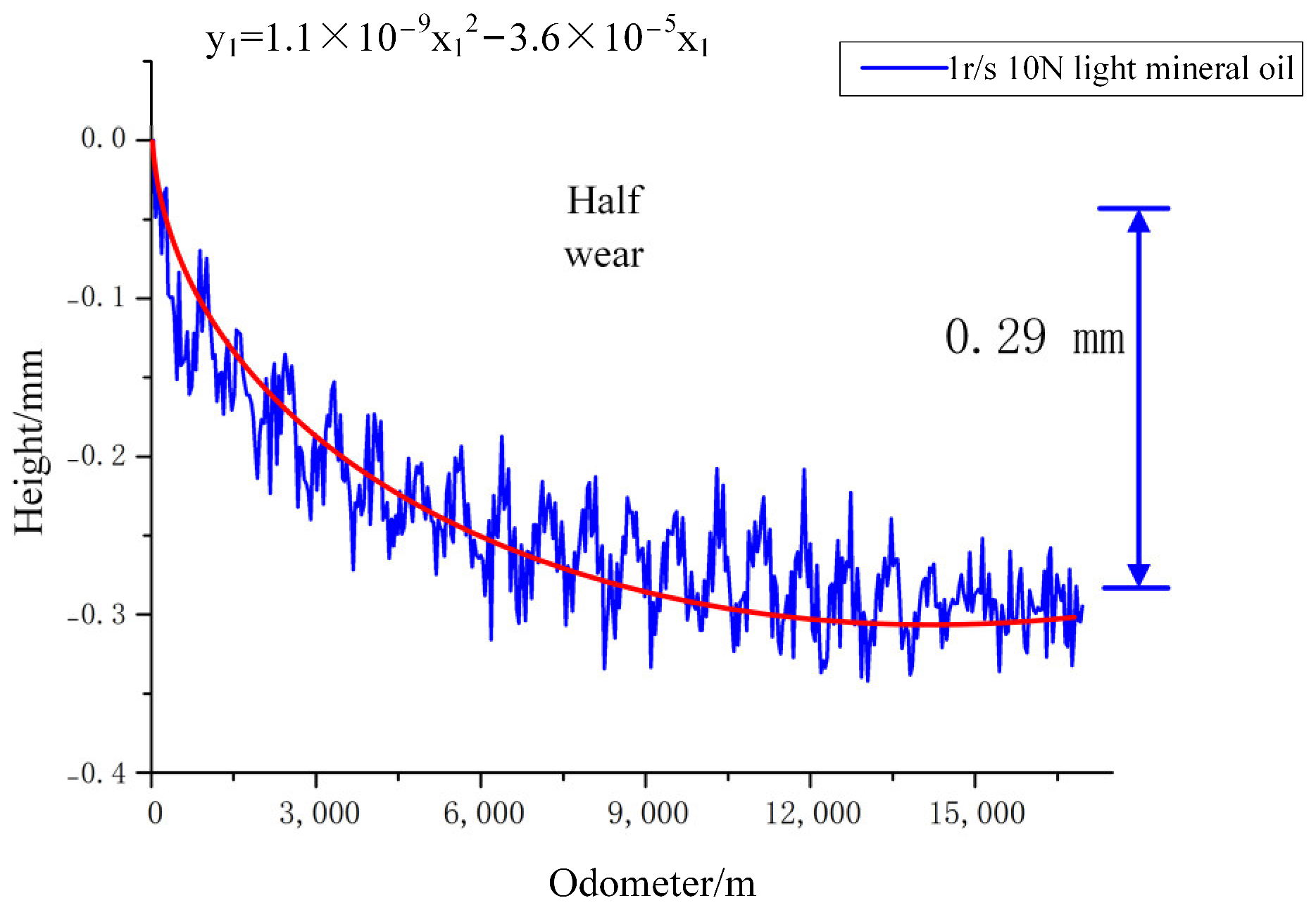
The signal collected by the laser range sensor is processed to obtain
Figure 14.
As shown in
Figure 14, the leaf spring specimens are in a half-wear state for 50 h wear, and the final wear height is 0.29 mm.
The curve fitting function is as follows:
With light mineral oil lubrication, there is a significant reduction in wear, so leaf springs should wear less in oil pipelines than in gas pipelines.
- (2)
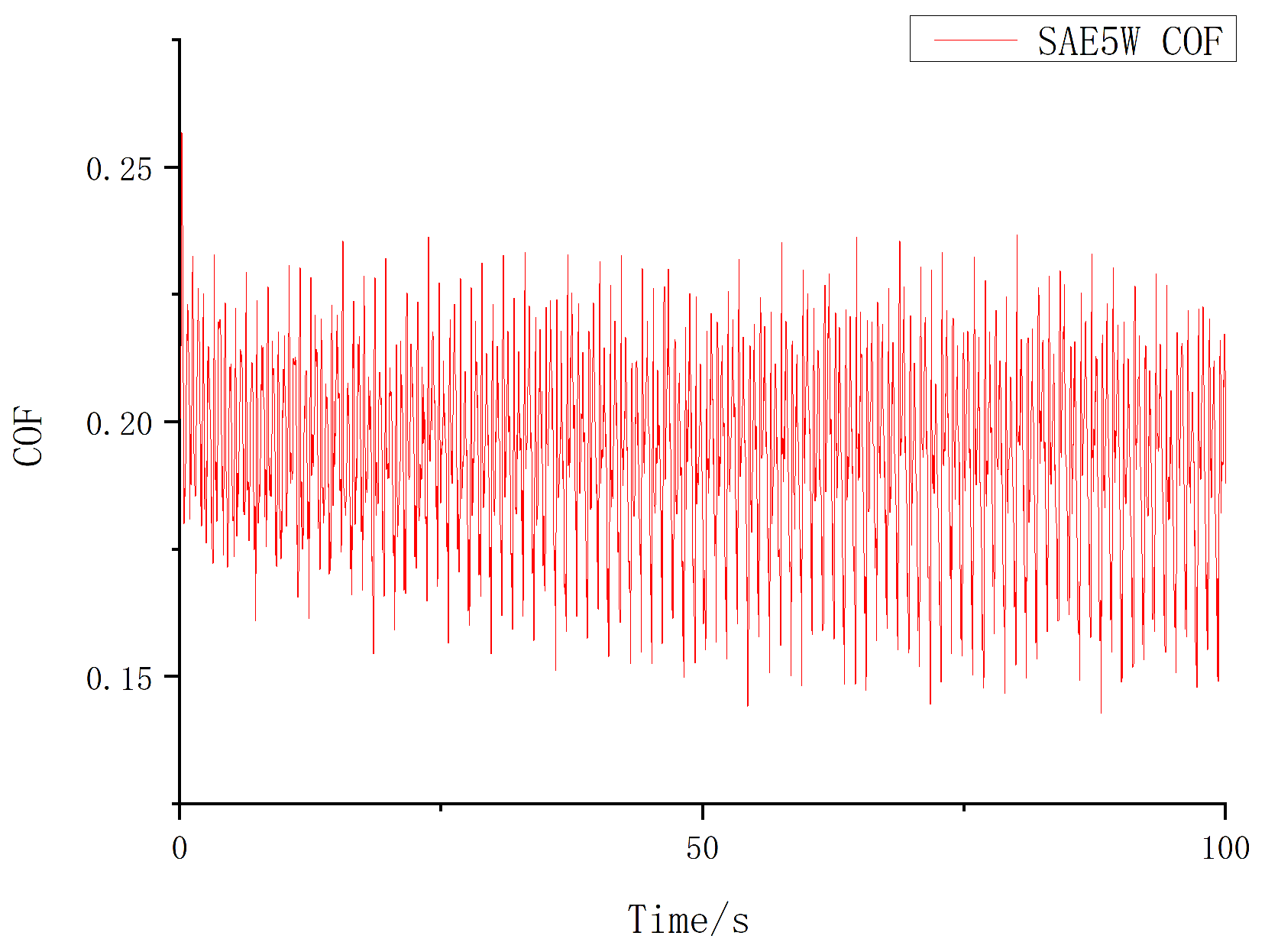
Effect of SAE5W-30 on wear accuracy
The coefficient of friction between a G61500 leaf spring specimen and an X80 pipeline steel specimen under SAE5W-30 lubricant lubrication conditions was tested using a tribometer. The testing method is similar to the wear experiment: the leaf spring specimen and the fixture are fixed on the tribometer, and the pipe specimen is fixed on the rotating chassis; 5 N of pressure is applied, and the test is carried out at a speed of 1 r/s with the results obtained after 100 turns of the test. The results are shown in
Figure 15.
Based on the results, calculations can be made that the coefficient of friction between the leaf spring specimen and the pipe specimen under the condition of no lubricating medium is approximately 0.193, with a standard deviation of 0.018.
After measuring the coefficient of friction, a wear test was carried out.
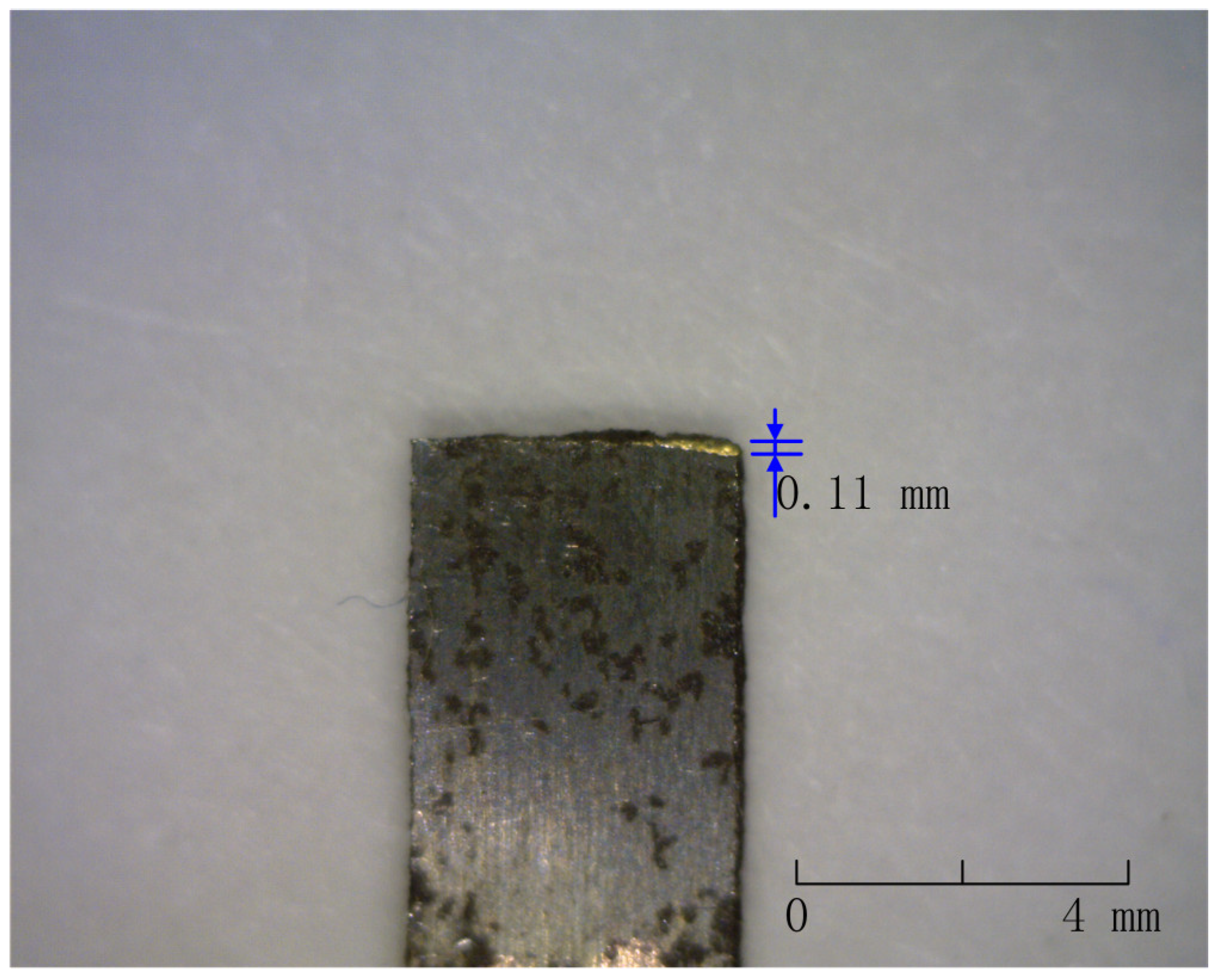
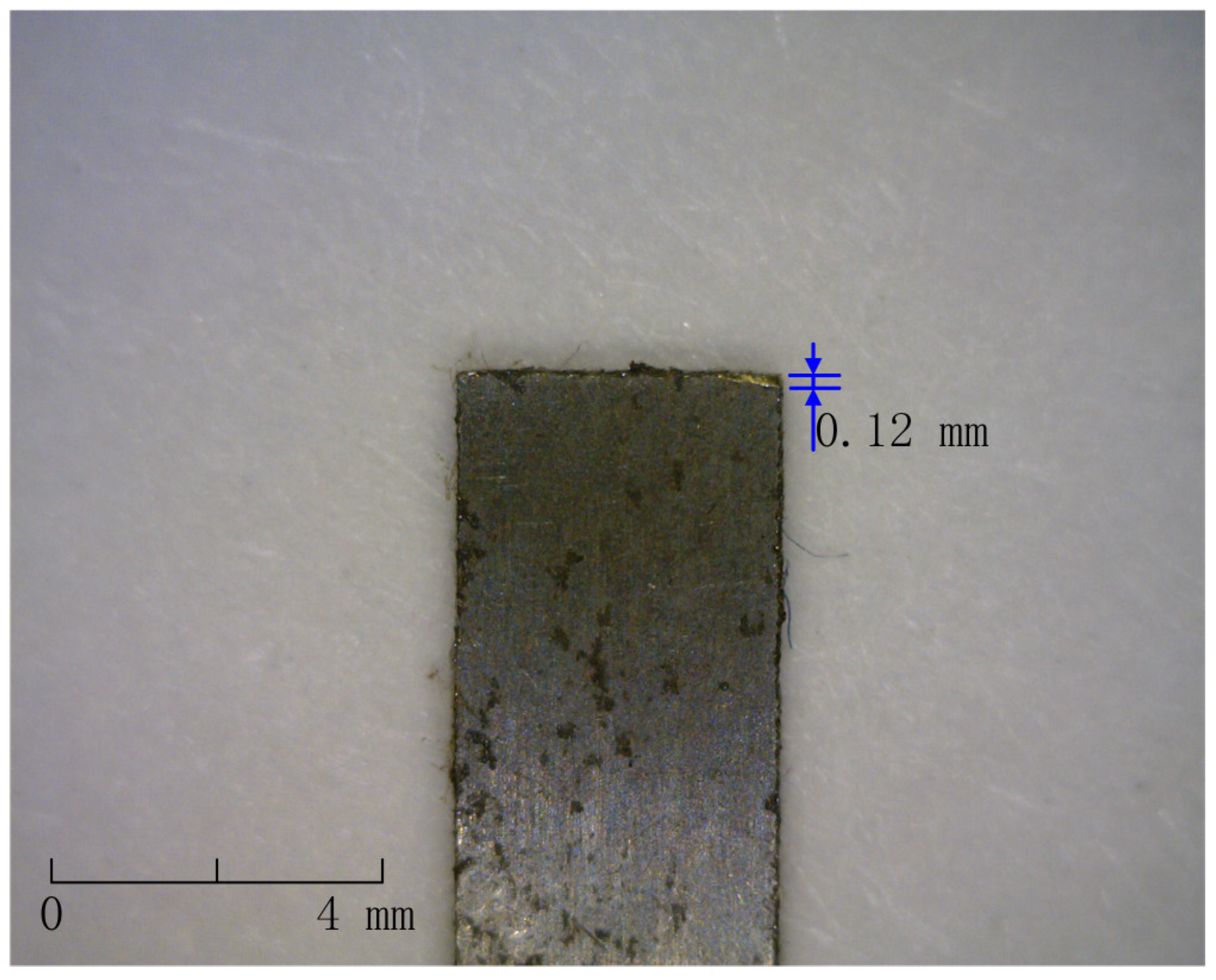
After 50 h of operation at 1 r/s under 10 N load, the leaf spring specimen was removed, and wear marks were visible, as shown in
Figure 16.
Observation of the leaf spring wear area through an optical microscope yielded
Figure 17.
According to
Figure 17, the wear portion is similar in shape and size to lighter mineral oils, indicating that the lubricating medium acts similarly, and both can significantly improve wear problems. Higher viscosity lubricant film has better adhesion between the two metals, forming a thicker lubricant film that is less likely to be broken [
34]. Compared to light mineral oils, SAE5W-30 lubricants have fewer areas of high loads and high pressures, smaller areas of direct contact between the two metals, and a lower percentage of boundary lubrication and mixing lubrication phases for better lubrication.
The signal collected by the laser range sensor was processed to obtain
Figure 18.
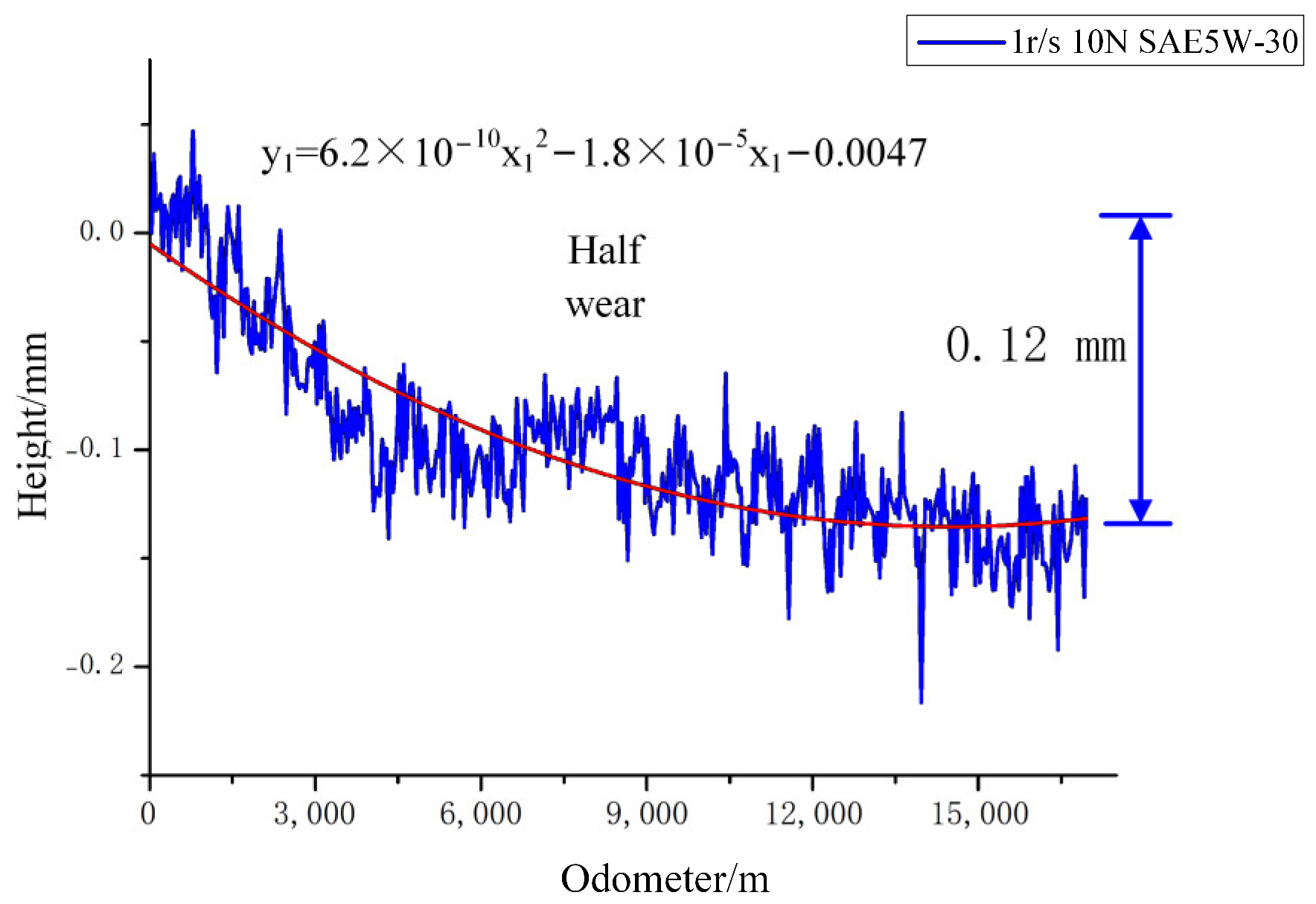
As can be seen from
Figure 18, the 50 h wear of leaf spring specimens are all in a half-wear state, and the final wear height is 0.12 mm, which is approximated to be half of the wear of light mineral oil, indicating that the wear reduction effect of SAE5W-30 is better due to its added wear reduction components.
According to the curve fitting function,
- (3)
Impact of 600 XP 680 on wear accuracy
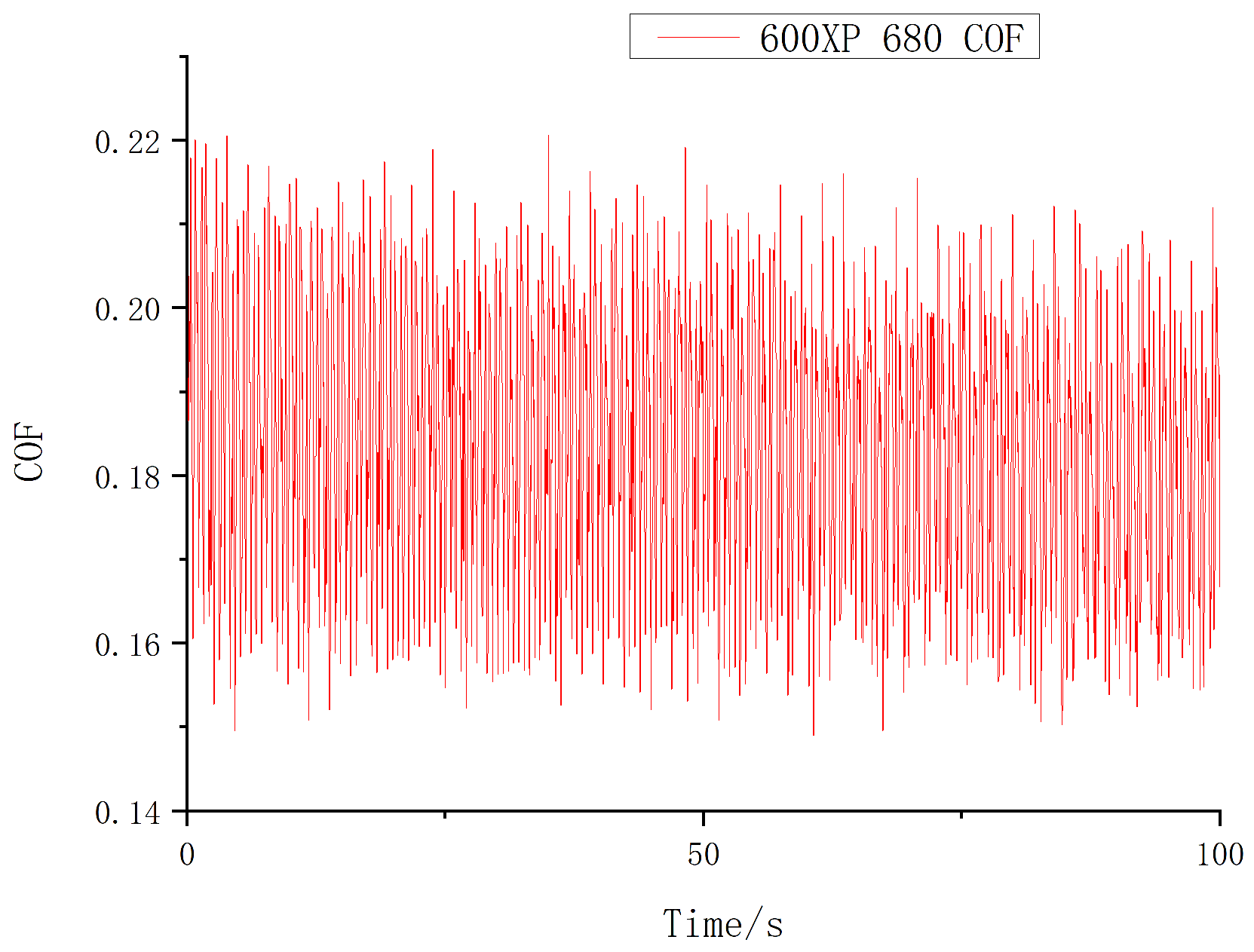
The coefficient of friction between a G61500 leaf spring specimen and an X80 pipeline steel specimen under 600 XP 680 lubricant lubrication conditions was tested using a tribometer. The test was carried out in a similar manner to the wear test, where the leaf spring specimen and fixture were fixed on the tribometer, and the pipe specimen was fixed on a rotating chassis, with an applied pressure of 5 N at a speed of 1 r/s, and the results were obtained after 100 revolutions of the test. The results are shown in
Figure 19.
Based on the results, calculations can be made that the coefficient of friction between the leaf spring specimen and the pipe specimen under the condition of no lubricating medium is approximately 0.183, with a standard deviation of 0.016.
After measuring the coefficient of friction, a wear test was carried out.
After 50 h of operation at 1 r/s under 10 N load, the leaf spring specimen was removed, and wear marks were visible, as shown in
Figure 20.
Observation of the leaf spring wear area through an optical microscope yielded
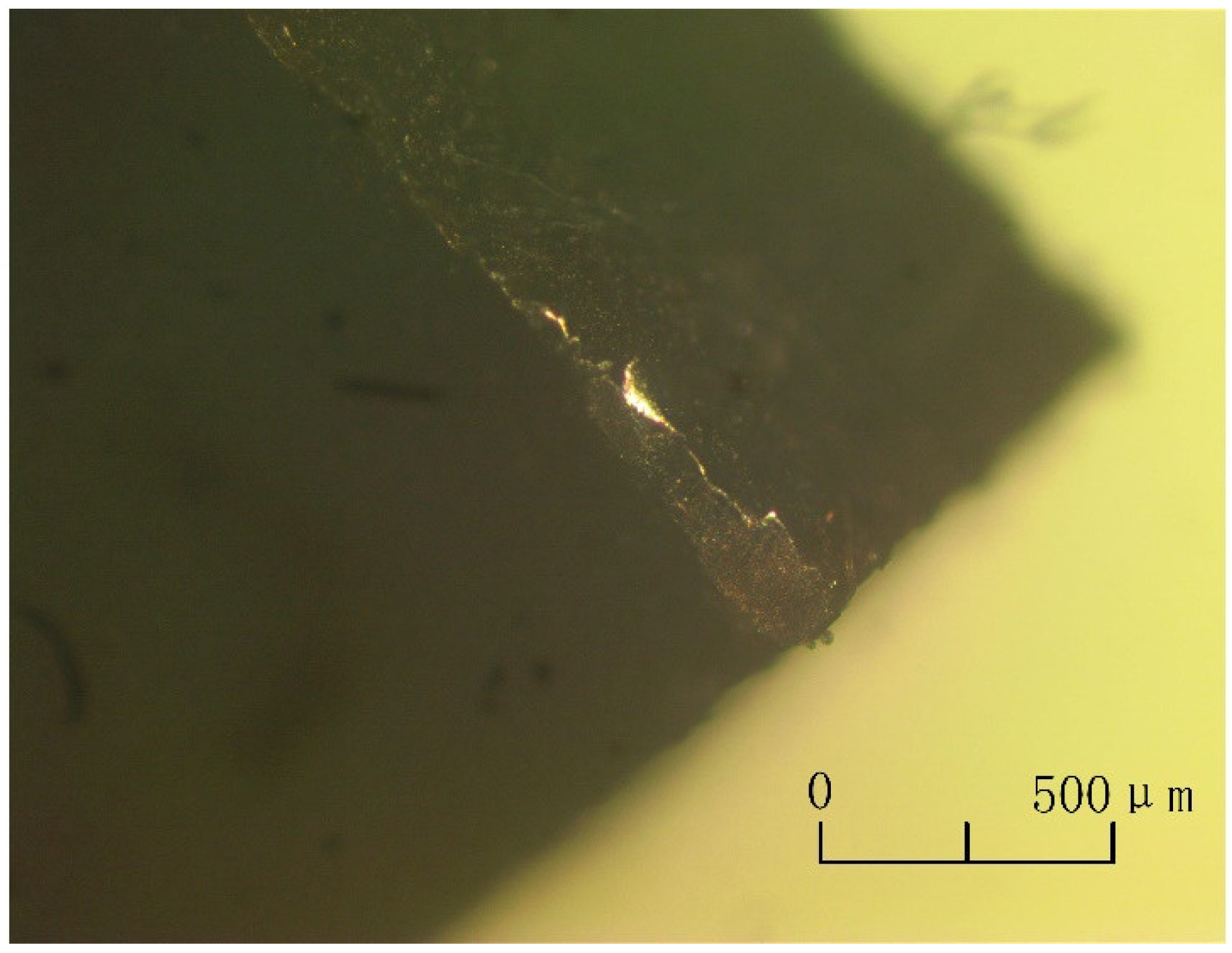
Figure 21.
According to
Figure 21, it can be seen that the wear part is similar to SAE5W-30, the friction coefficient of the two lubricating media is similar, and the friction coefficient has a correlation with the wear condition. Compared to the other two lubricating media, 600XP 680 lubricant has the highest viscosity, and lubricant film formation is difficult, so the mixed lubrication stage, where oil film lubrication and direct contact between the two metals exists at the same time, is higher than the boundary lubrication stage. Since the lubrication effect of the mixed lubrication stage is higher than that of the boundary lubrication stage, the lubrication effect of 600XP 680 lubricant is higher than that of light mineral oil.
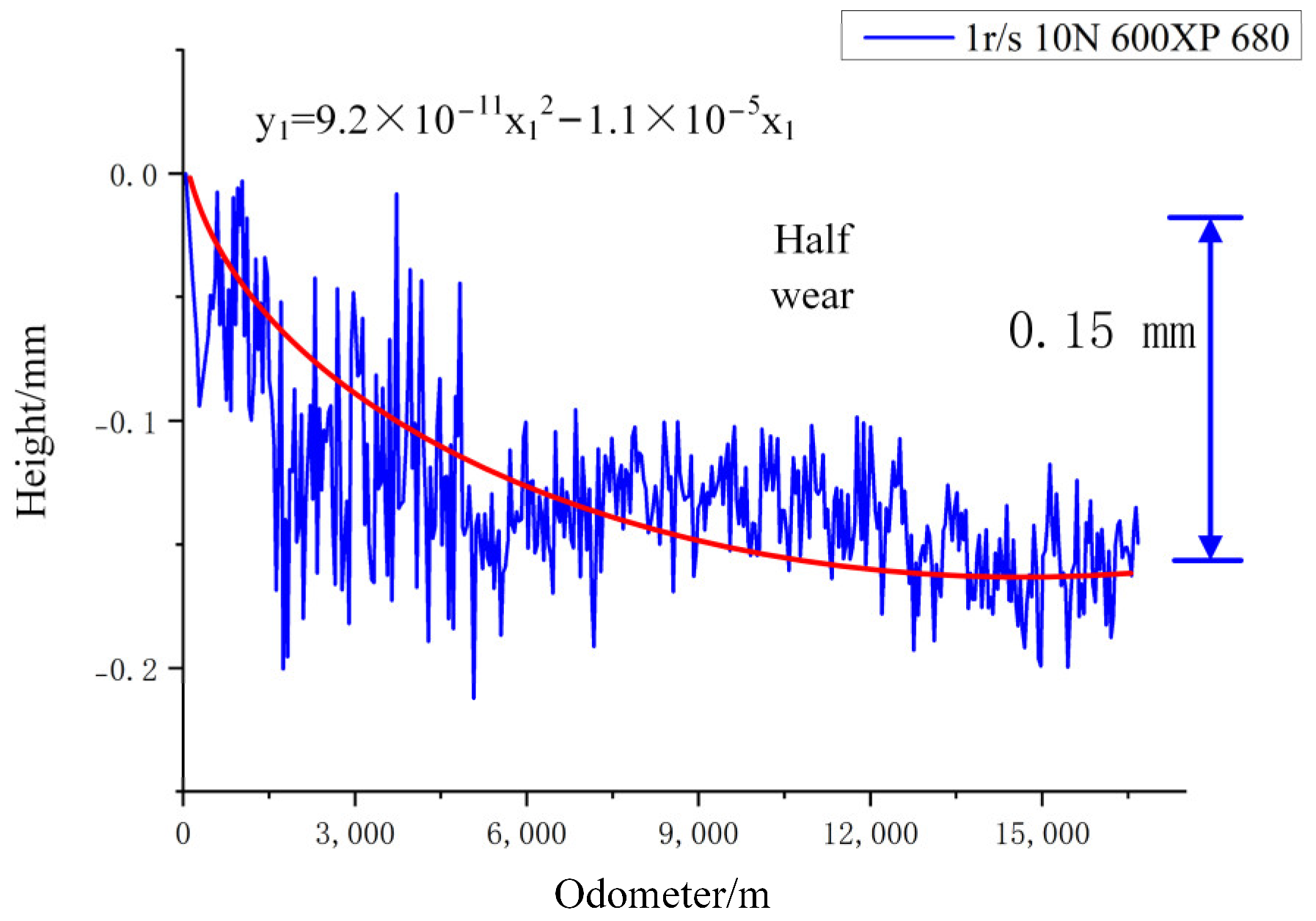
The laser range sensor acquisition signal is processed to obtain
Figure 22.
As shown in
Figure 22, the leaf spring specimens are in a half-wear state for 50 h wear, and the final wear height is 0.15 mm.
The curve fitting function is as follows:
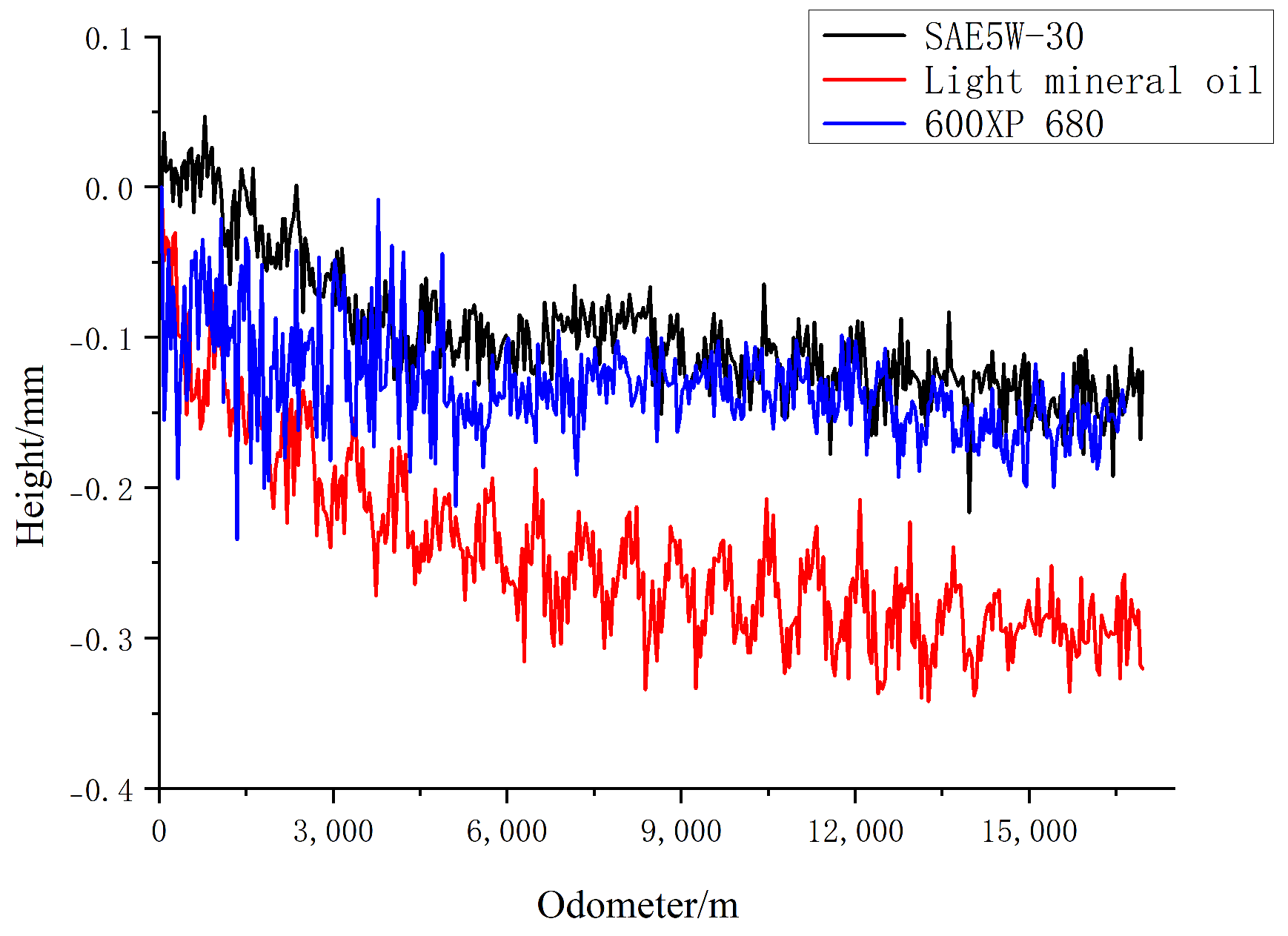
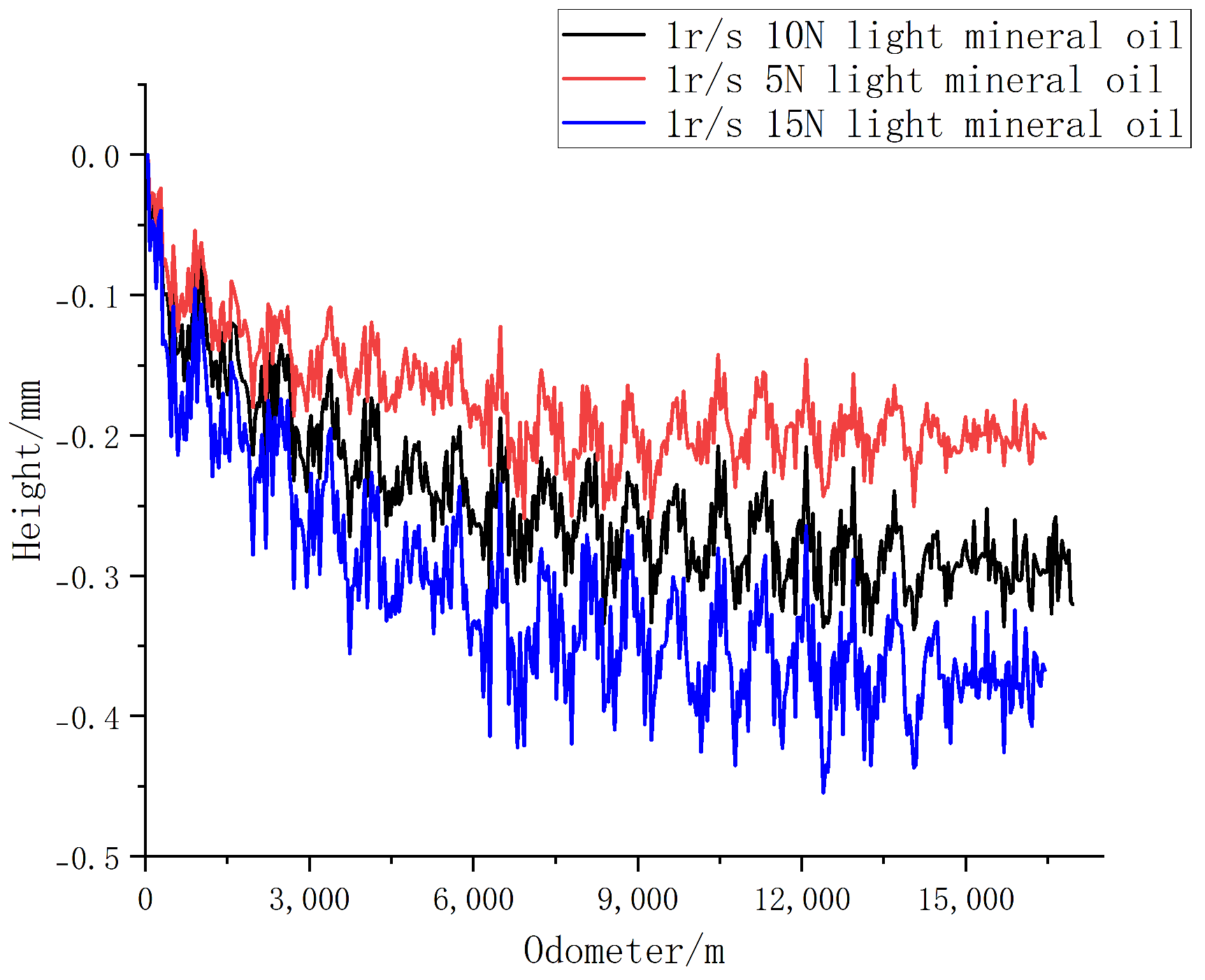
The comparison curves of the three lubricating media are shown in
Figure 23.
The comparison shows that SAE 5W-30 lubricant and 600XP 680 have similar friction coefficients, so the wear is generally similar; both are less than light mineral oils, and the wear is proportional to the coefficient of friction. As shown in
Figure 23, SAE 5W-30 lubricant (kinematic viscosity of 62.64 mm
2/s) provides better lubrication than light mineral oil (kinematic viscosity of 30.4 mm
2/s). The lubrication principle of lubricating oils forms a lubricating film between moving parts to minimize direct metal-to-metal contact. Compared with light mineral oil, SAE5W-30 lubricant has a higher viscosity, forms a thicker lubricating oil film, and has better adhesion between the oil film and the metal, making the oil film less susceptible to damage. Light mineral oil, due to its lower viscosity, leads to poor adhesion between the oil film and the metal, and the positive pressure between the two friction parts of the experiment will lead to the increased loss of low-viscosity lubricant, so the lubricant film formed by light mineral oil is thinner and more easily destroyed. In conclusion, the lower viscosity lubricant cannot effectively reduce the direct contact between metal surfaces, leading to increased friction and wear.
As shown in
Figure 23, although Mobil 600XP 680 lubricants (with a kinematic viscosity of 680 mm
2/s) have a higher viscosity than SAE 5W-30 lubricants (with a kinematic viscosity of 62.64 mm
2/s), Mobil 600XP 680 lubricants are less lubricious than SAE 5W-30 lubricants. Higher viscosity oils have poor fluidity, resulting in a more viscous lubricant film between the friction pairs rather than a uniform and effective lubricant film. A lubricant with the right viscosity will carry away the heat generated by friction and reduce the likelihood of adhesive wear between the metals, but if the viscosity is too high, the heat dissipation effect will be poor, which will exacerbate the problem of poor lubrication. High viscosity lubricant for the friction between the metal particles of the package better reduces abrasive wear and has a better effect.
In summary, too high viscosity lubricant and metal adhesion are good and not easy to destroy, but the formation of the film is not uniform, and the lubrication effect is not good. Too low viscosity lubricants formed by the film are thin and easy to destroy, resulting in direct contact with the metal lubrication effect, which is not good.
- (4)
Effect of speed on wear accuracy
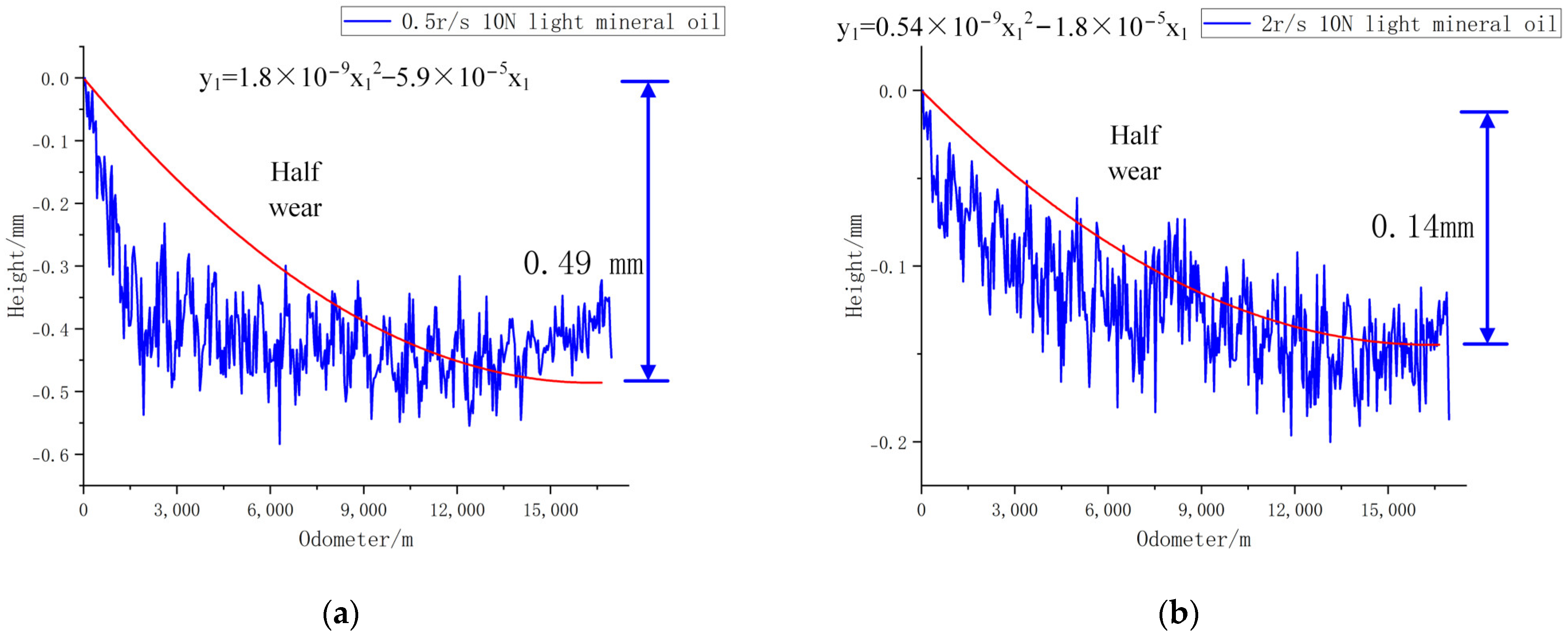
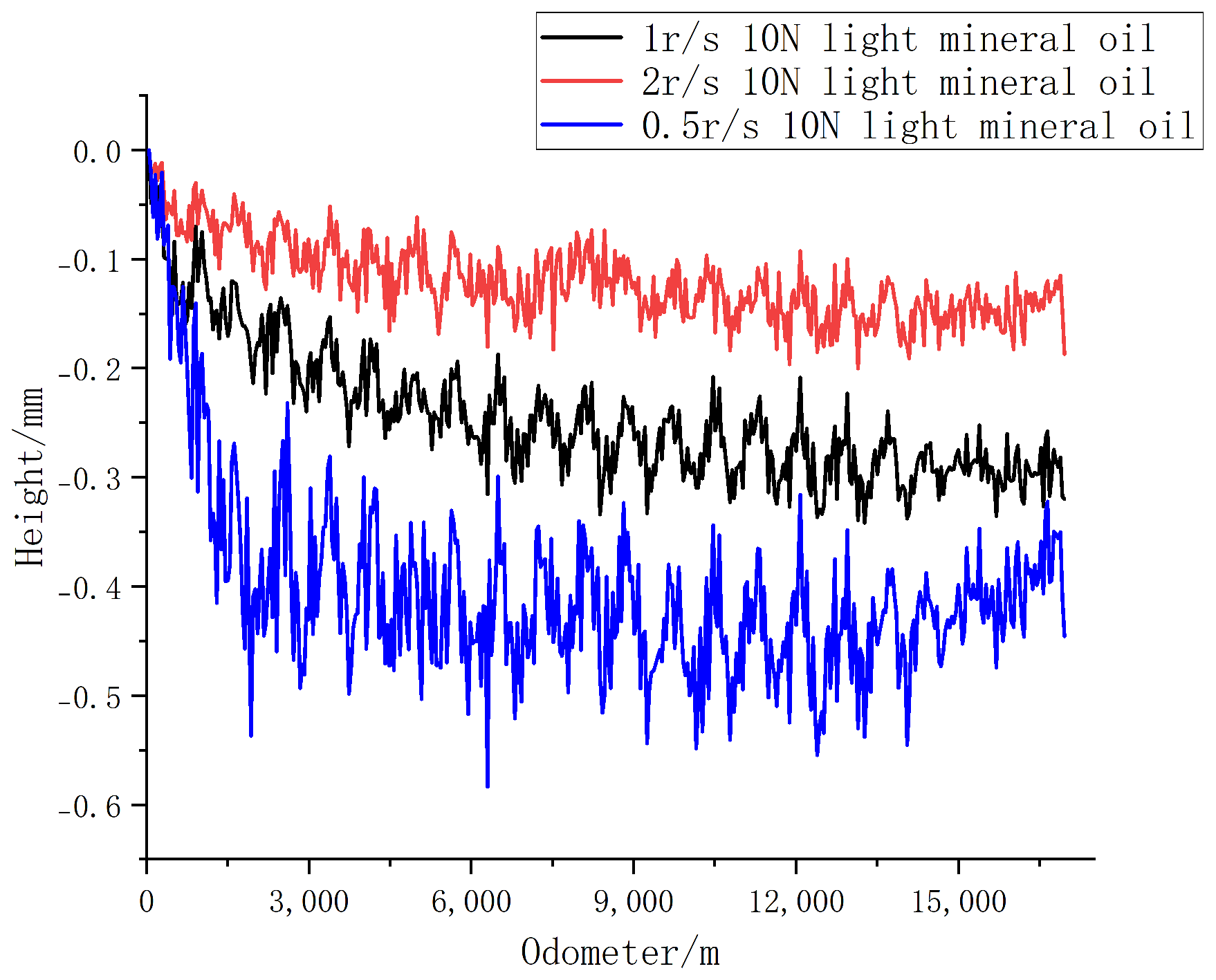
After 100 h of running at 0.5 r/s under a 10 N load with light mineral oil, the signals collected by the laser range sensor were processed to obtain
Figure 24a; after 25 h of running at 2 r/s under a 10 N load with light mineral oil, the signals collected by the laser range sensor were processed to obtain
Figure 24b.
At a running speed of 0.5 r/s, the leaf spring specimens were all in a half-worn state, with a final wear height of 0.49 mm. The fitting function is as follows:
At a running speed of 2 r/s, the leaf spring specimens were all in a half-worn state, with a final wear height of 0.14 mm. The fitting function is as follows:
A graph comparing the three speeds of wear is shown in
Figure 25.
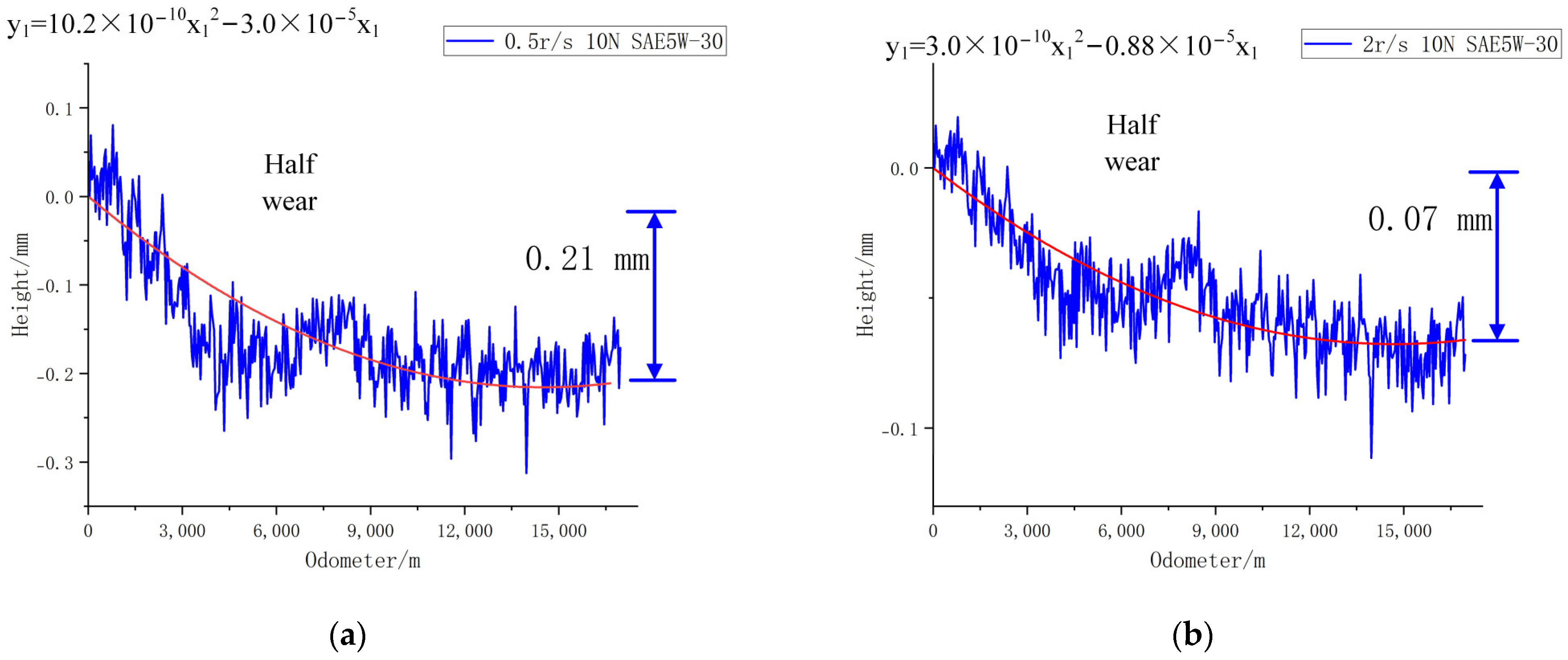
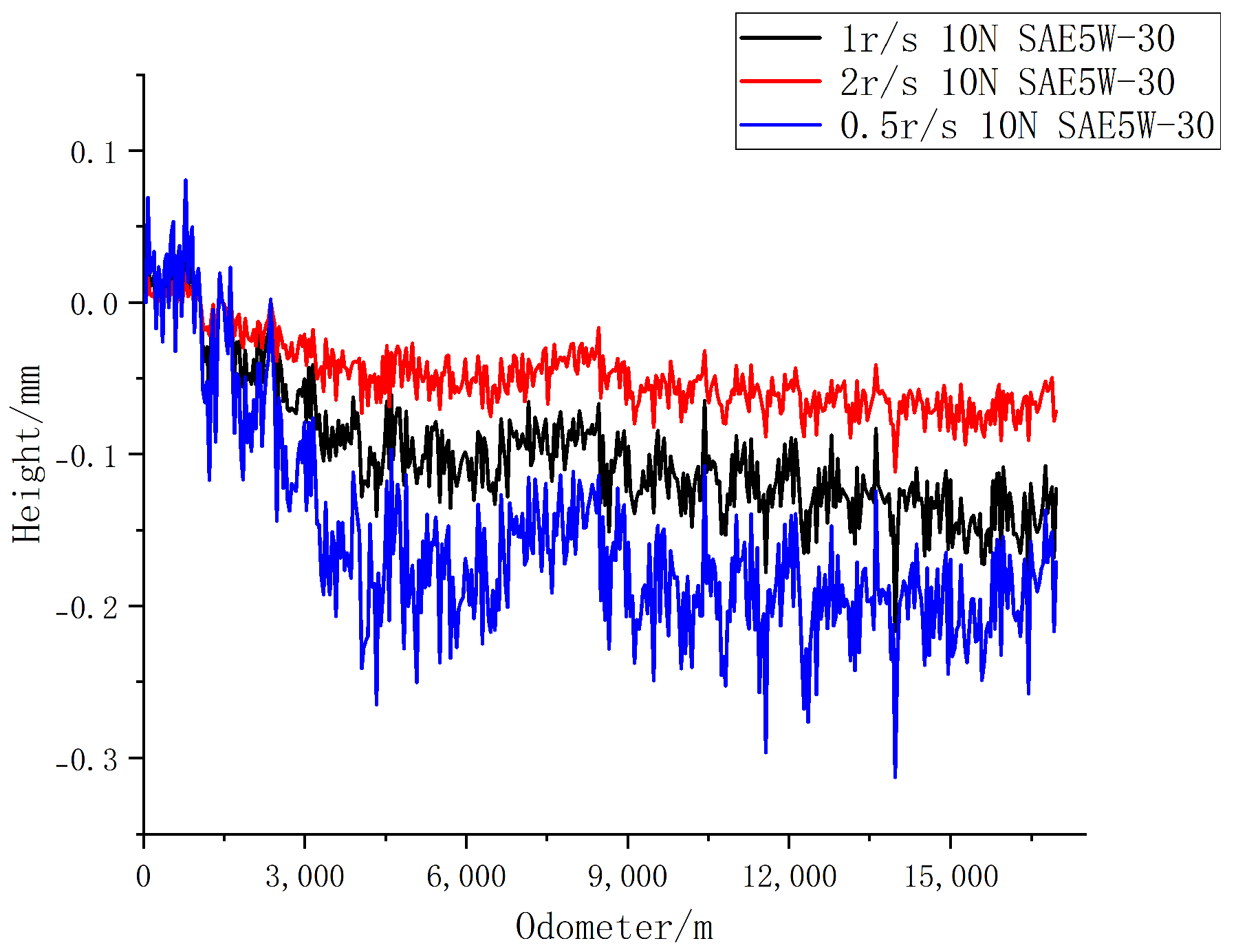
For SAE5W-30 lubricant under a 10 N load, after running at 0.5 r/s for 100 h, the signal collected by the laser distance sensor is processed to obtain
Figure 26a; for SAE5W-30 lubricant under a 10 N load, after running at 2 r/s for 25 h, the signal collected by the laser distance sensor is processed to obtain
Figure 26b.
At a running speed of 0.5 r/s, the leaf spring specimens were all in a half-worn state, with a final wear height of 0.21 mm. The fitting function is as follows:
At a running speed of 2 r/s, the leaf spring specimens were all in a half-worn state, with a final wear height of 0.07 mm. The fitting function is as follows:
A graph comparing the wear of the three speeds is shown in
Figure 27.
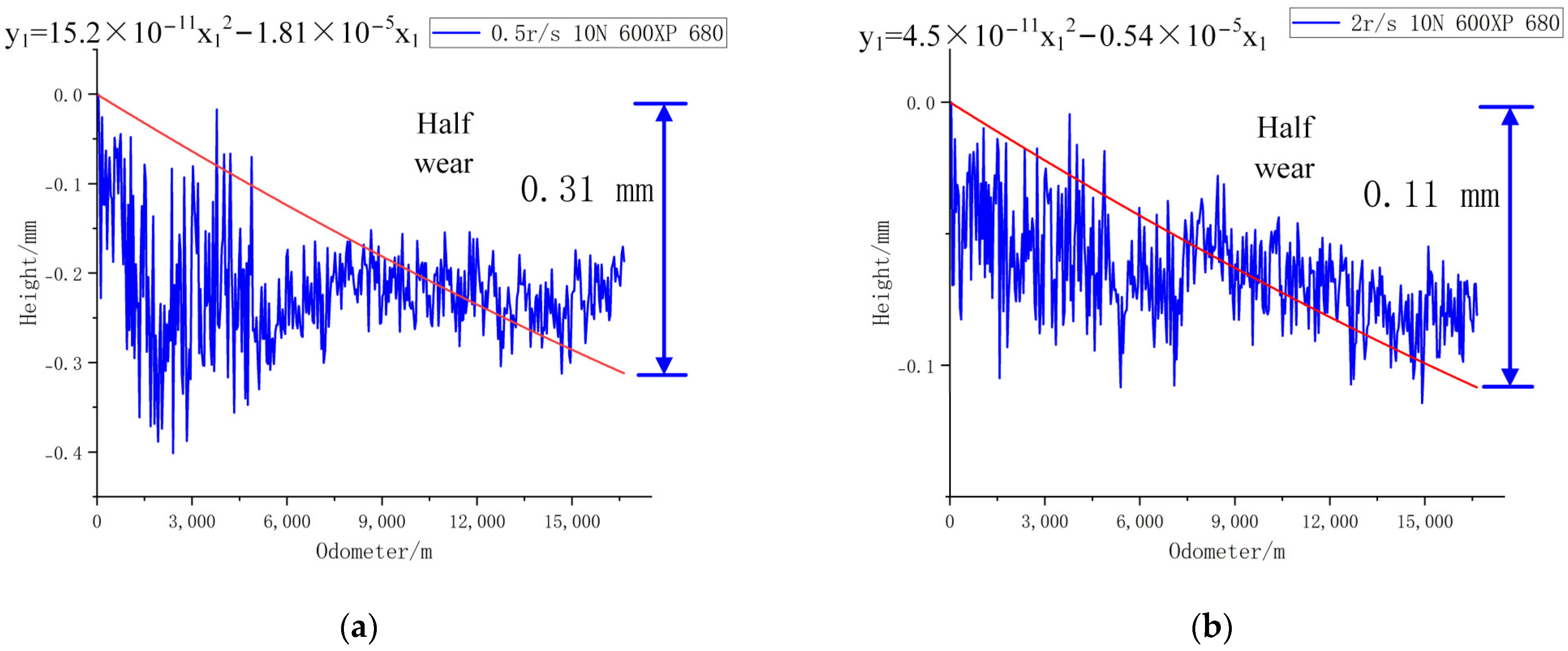
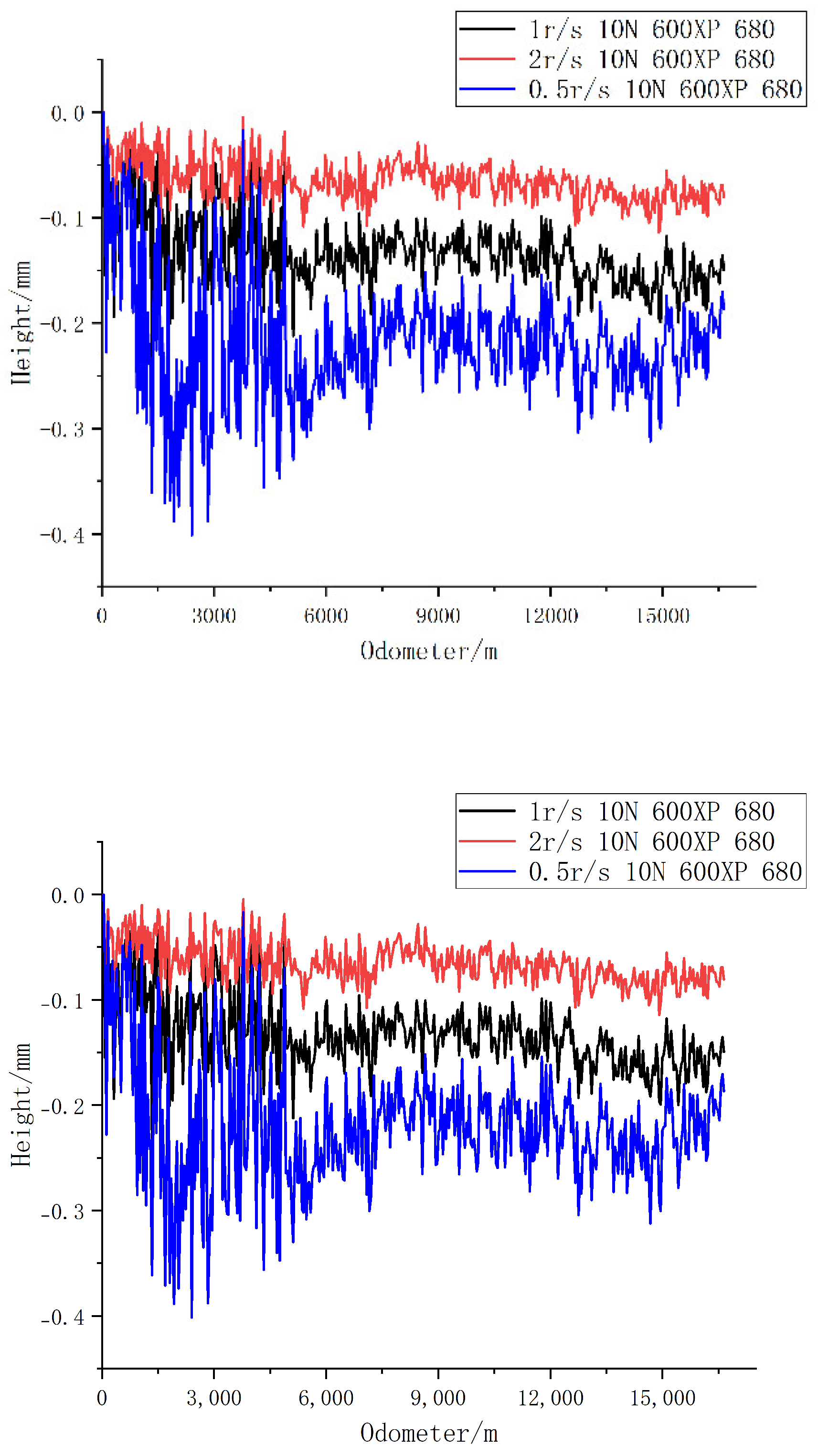
For 600XP-680 lubricant under a 10 N load, after running at 0.5 r/s for 100 h, the laser distance sensor acquisition signal is processed to obtain
Figure 28a; for 600XP-680 lubricant under a 10 N load, after running at 2 r/s for 25 h, the laser distance sensor acquisition signal is processed to obtain
Figure 28b.
At a running speed of 0.5 r/s, the leaf spring specimens were all in a half-worn state, with a final wear height of 0.31 mm. The fitting function is as follows:
At a running speed of 2 r/s, the leaf spring specimens were all in a half-worn state, with a final wear height of 0.11 mm. The fitting function is as follows:
A comparison of the three speeds of wear is shown in
Figure 29. The wear curves of three types of lubricating oils at different speeds are shown in
Table 2.
According to the comparison of different speed experiments, light mineral oil, SAE5W-30 lubricant, and 600XP-680 lubricant as a lubricant medium, different speeds run the same mileage; the lower the speed, the greater the wear.
When light mineral oil, SAE5W-30 lubricant, and 600XP-680 lubricant are used as lubricating media and the rest of the conditions remain unchanged, the wear rate of 2 r/s (0.1884 m/s) is 0.491328 times higher than that of 1 r/s (0.0942 m/s), and the wear rate of 0.5 r/s (0.0471 m/s) is 0.491328 times higher than that of 1 r/s (0.0942 m/s) wear velocity 1.649410 times when the working speed is not the rated speed (0.0942 m/s). If the working speed increases, the wear equation as a whole decreases exponentially. If the operating speed decreases, the wear equation as a whole increases exponentially. We call this multiplicative relationship the speed correction factor. Use the method of quadratic interpolation to obtain the formula for calculating the velocity correction coefficient, where k1 is the velocity correction coefficient, and v1 is the linear velocity (unit: m/s). The formula for calculating the velocity correction factor is as follows:
The wear functions of light mineral oil, SAE 5W-30 lubricant, and 600XP-680 lubricant as lubricating mediums at different speeds are shown in
Table 3.
- (5)
Effect of load on detection accuracy
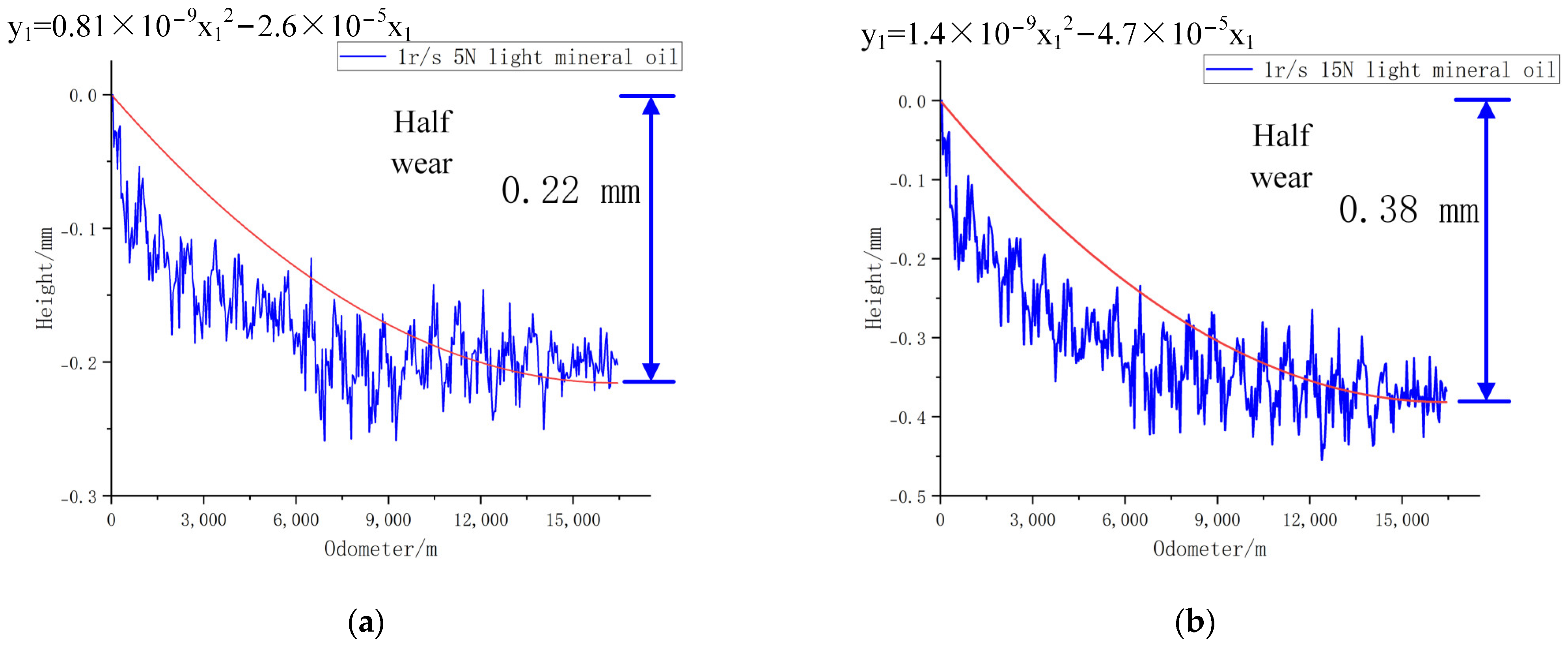
For light mineral oil under a 5 N load, after running at a speed of 1 r/s for 50 h, the signal collected by the laser distance sensor was processed to obtain
Figure 30a; for light mineral oil under a 15 N load, after running at a speed of 1 r/s for 50 h, the signal collected by the laser distance sensor was processed to obtain
Figure 30b.
The leaf spring specimens were all in a half-worn condition with a final wear height of 0.22 mm under a load of 5 N. The fitting function is as follows:
At a load of 5 N, wear is significantly slower than at 10 N.
The leaf spring specimens were all in a half-worn condition with a final wear height of 0.38 mm under a load of 15 N. The fitting function is as follows:
At 15 N load, there is a significant increase in wear compared to the 10 N condition.
The three-speed wear comparison graphs are shown in
Figure 31.
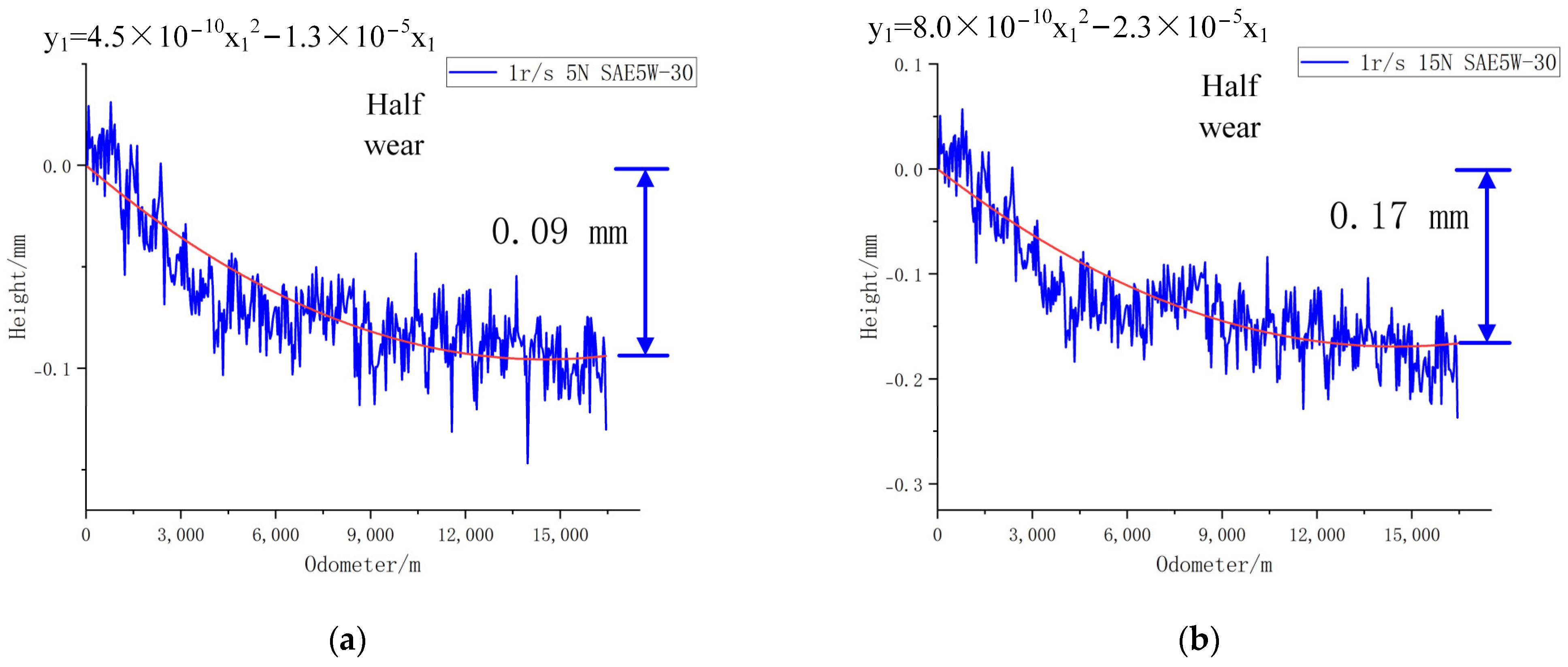
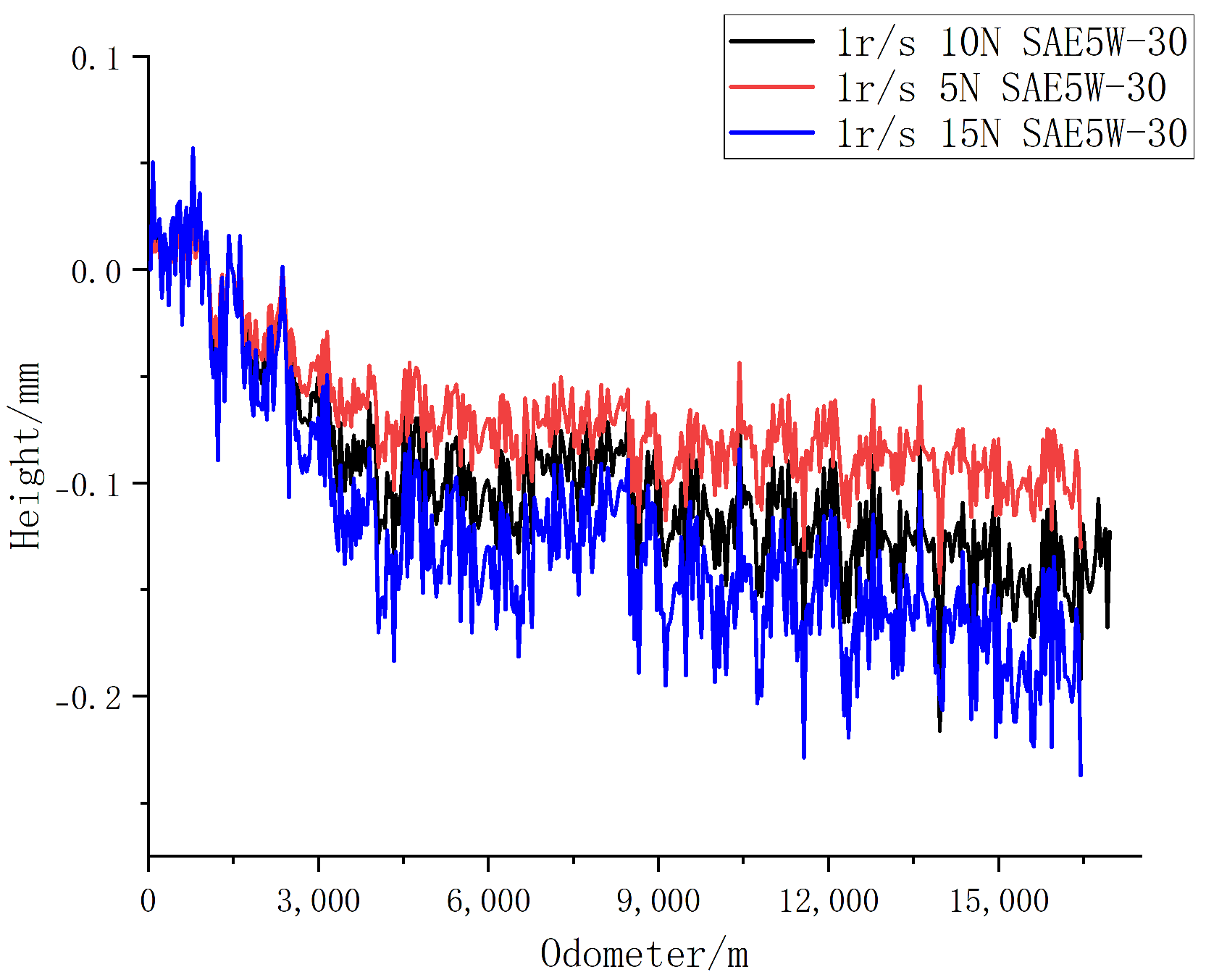
For SAE5W-30 lubricant under a 5 N load, after running at a speed of 1 r/s for 50 h, the laser ranging sensor collected signals were processed to obtain
Figure 32a; for SAE5W-30 lubricant under a 15 N load, after running at a speed of 1 r/s for 50 h, the laser ranging sensor collected signals were processed to obtain
Figure 32b.
At 5 N load, the leaf spring specimens were all in half-wear condition with a final wear height of 0.09 mm. The fitting function is as follows:
At 5 N load, the wear was significantly slowed down as compared to the 10 N condition.
At 15 N load, the leaf spring specimens were all in half-wear condition with a final wear height of 0.17 mm. The fitting function is as follows:
At 15 N load, there is a significant increase in wear compared to the 10 N condition.
The three-speed wear comparison graphs are shown in
Figure 33.
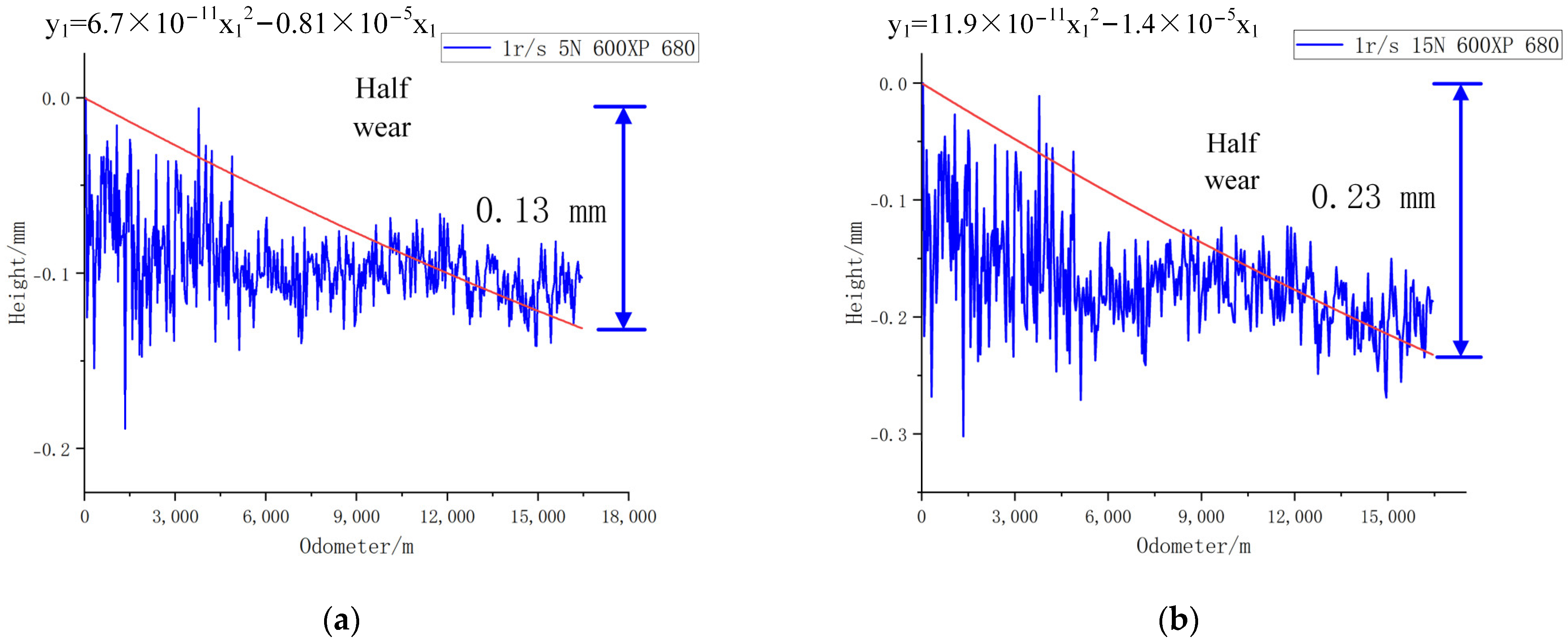
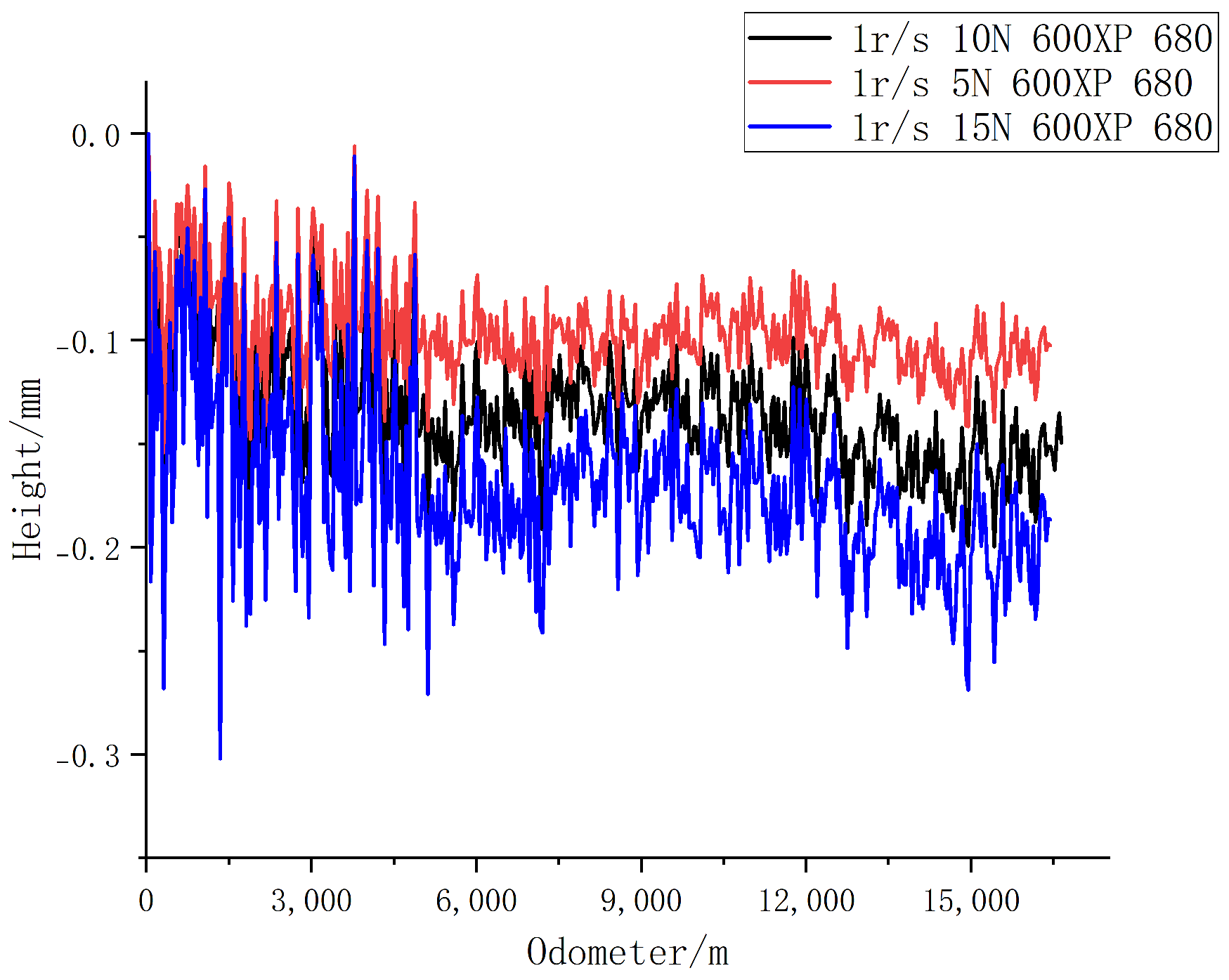
For 600XP-680 lubricant under a 5 N load, after running at a speed of 1 r/s for 50 h, the laser ranging sensor acquisition signal is processed to obtain
Figure 34a; 600XP-680 lubricant under a 15 N load, after running at a speed of 1 r/s for 50 h, the laser ranging sensor acquisition signal is processed to obtain
Figure 34b.
At a 5 N load, the leaf spring specimens were all in half-wear condition with a final wear height of 0.13 mm. The fitting function is as follows:
At a 5 N load, the wear was significantly slowed down compared to the 10 N condition.
At a 15 N load, the leaf spring specimens were all in half-wear condition with a final wear height of 0.23 mm. The fitting function is as follows:
At a 15 N load, there is a significant increase in wear compared to the 10 N condition.
The three-speed wear comparison graphs are shown in
Figure 35. The wear curves of three types of lubricating oils under different loads are shown in
Table 4.
According to the comparison of three different load experiments, it can be seen that when light mineral oil, SAE5W-30 lubricant, and 600XP-680 lubricant oil are used as a lubricating medium in the half-wear stage, different loads are operated for the same time, and the higher the load, the higher the wear. When different loads are run for the same mileage, the greater the load, the greater the wear.
When light mineral oil, SAE 5W-30 lubricant, and 600XP-680 lubricant are used as a lubricant, and the rest of the conditions remain the same, the wear rate of the 5 N load is 0.731872 times the wear rate of the 10 N load, and the wear rate of the 15 N load is 1.294220 times the wear rate of the 10 N load when the workload is not rated (10 N). If the working load increases, the wear equation as a whole increases exponentially. If the working speed decreases, the wear equation as a whole decreases exponentially. We call this multiplicative relationship the load correction factor. The formula for calculating the load correction factor is obtained using quadratic interpolation, where
k2 is the load correction factor and where
f1 is the load (in N). The formula for calculating the load correction factor is as follows:
The wear functions of light mineral oil, SAE 5W-30 lubricant, and 600XP-680 lubricant as lubricating media at different loads are shown in
Table 5.
In summary, if the working speed is not the rated speed (0.0942 m/s) and the working load is not the rated load (10 N). We only need to find the speed correction coefficient and load correction coefficient by using the above equations. Then, multiply the speed correction coefficient and load correction coefficient by the wear equation at the same time to find the exact wear equation suitable for this operating condition. The wear functions of light mineral oil, SAE 5W-30 lubricant, and 600XP-680 lubricant as lubricating media at non-rated speed (0.0942 m/s) and non-rated load (10 N) are shown in
Table 6.
Notes:
is the velocity correction factor, v1 is the linear velocity (unit: m/s)
is the load correction factor, f1 is the load (unit: N)
In the wear function in this section, is the distance traveled by the detector (in m), and , is the amount of wear on the detector arm (in mm).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}