Investigation of the Effect of Al2O3 Nanoparticle-Added MQL Lubricant on Sustainable and Clean Manufacturing


Abstract
1. Introduction
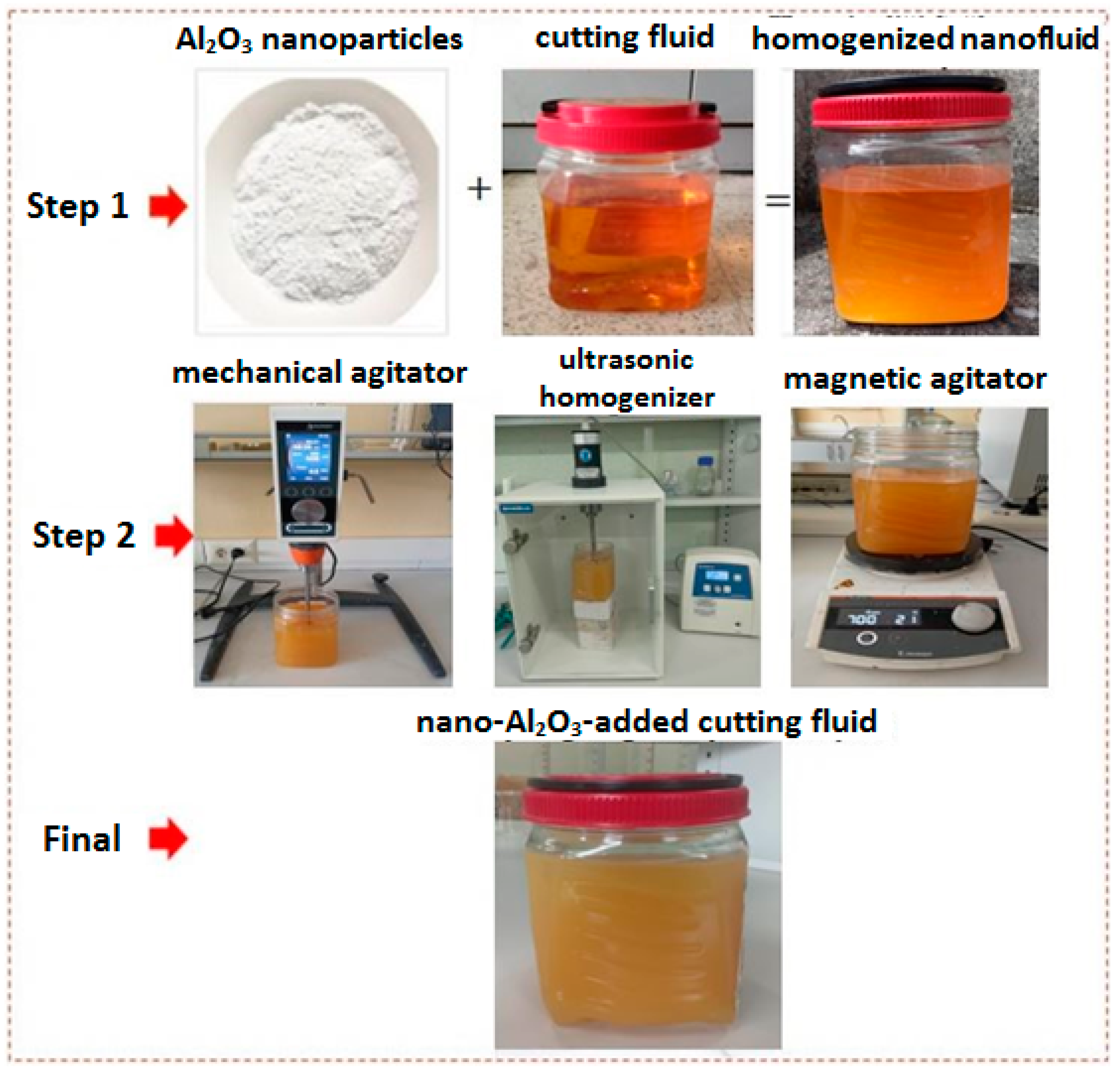
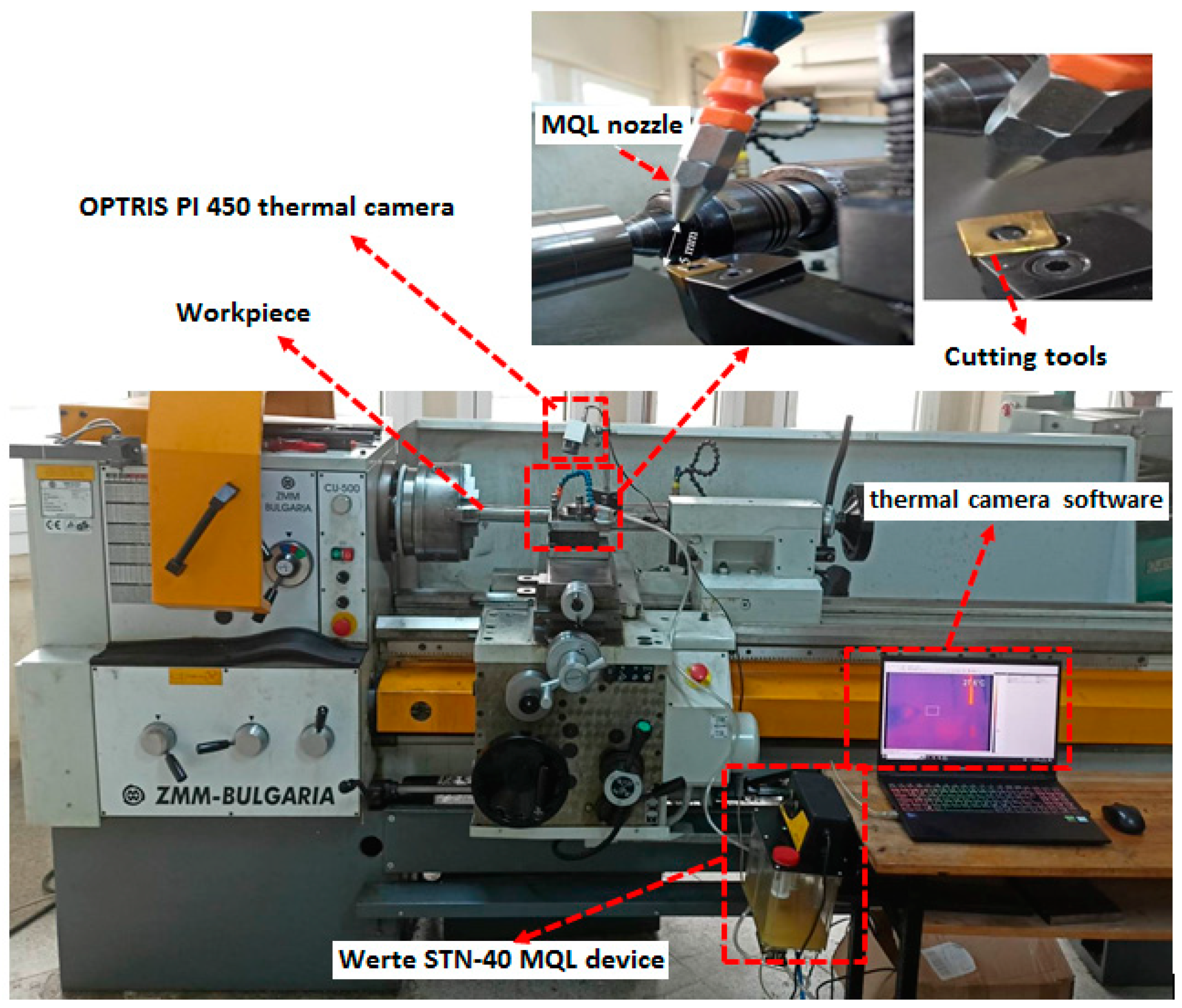
2. Material and Methods
3. Discussion and Results
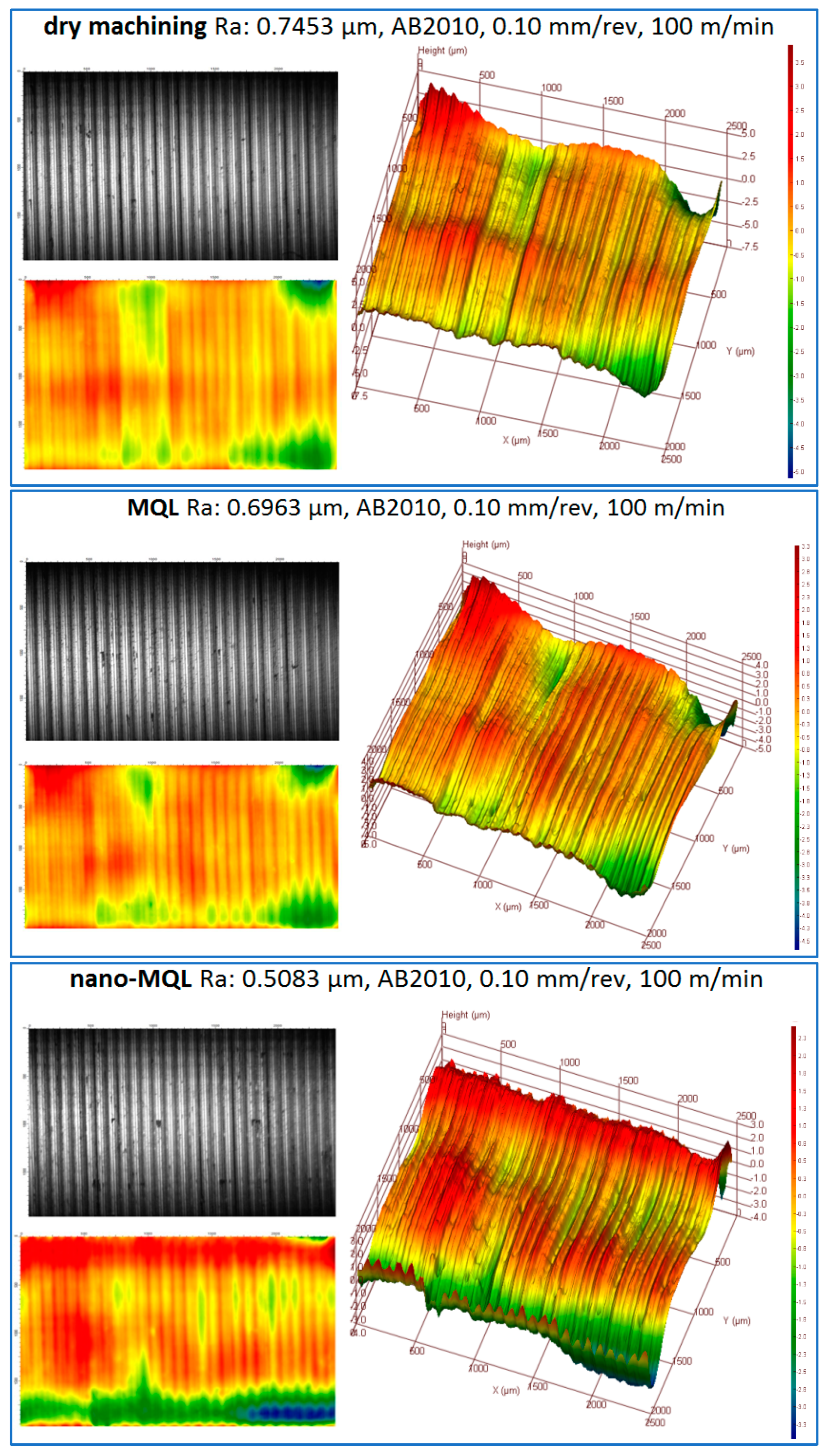
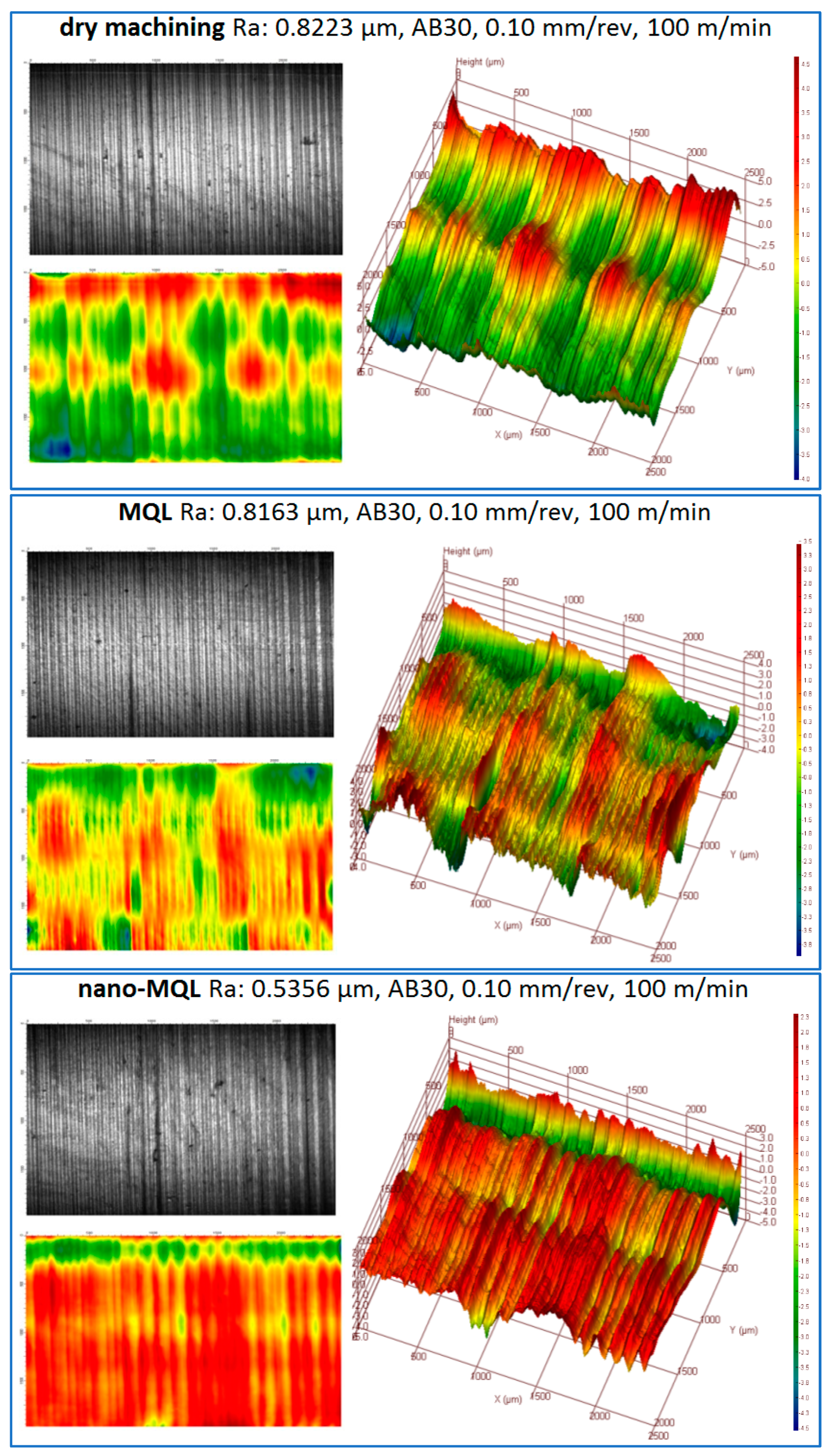
3.1. Evaluation of Surface Roughness Results
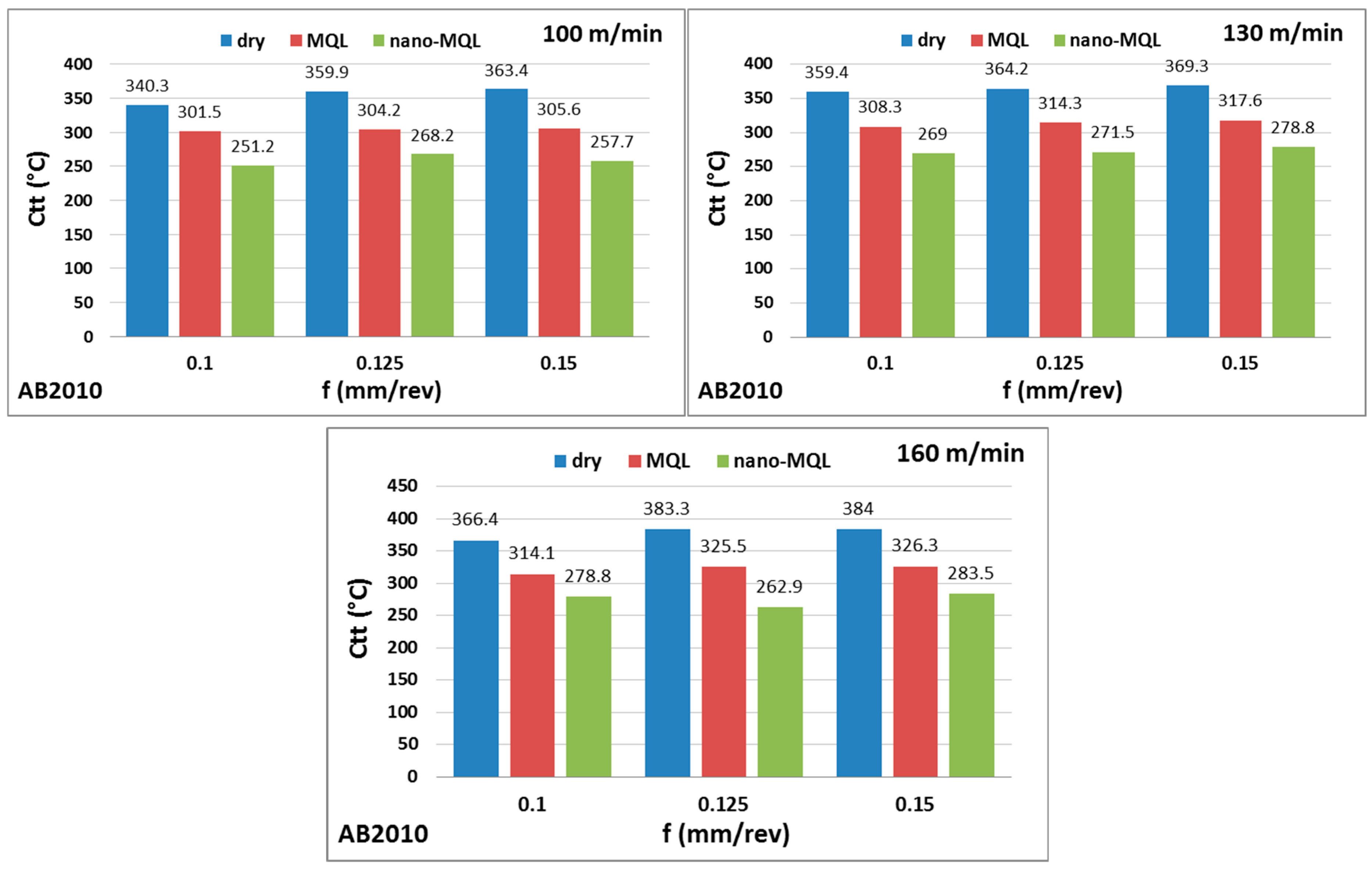
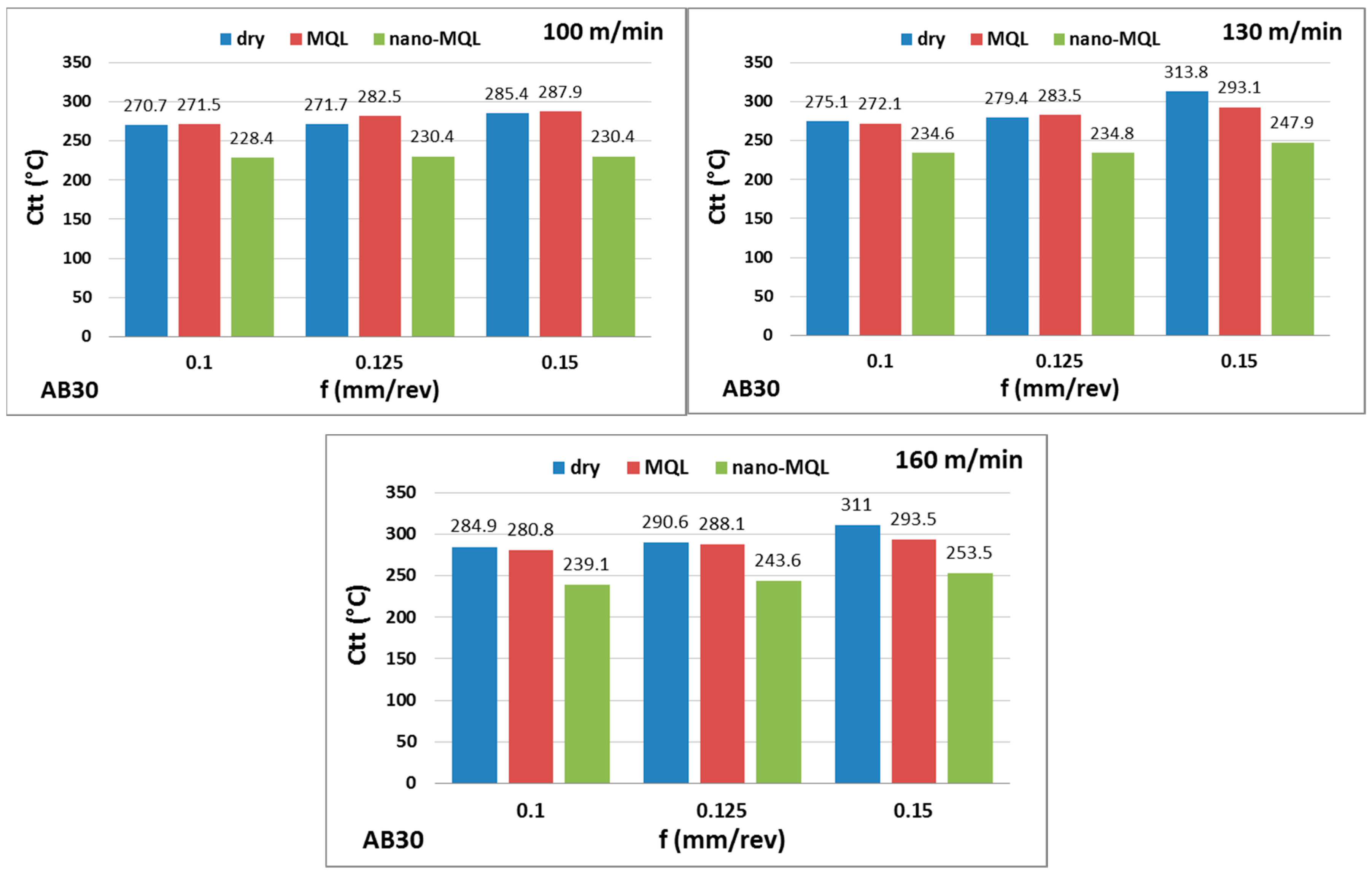
3.2. Evaluation of Cutting Temperature Results
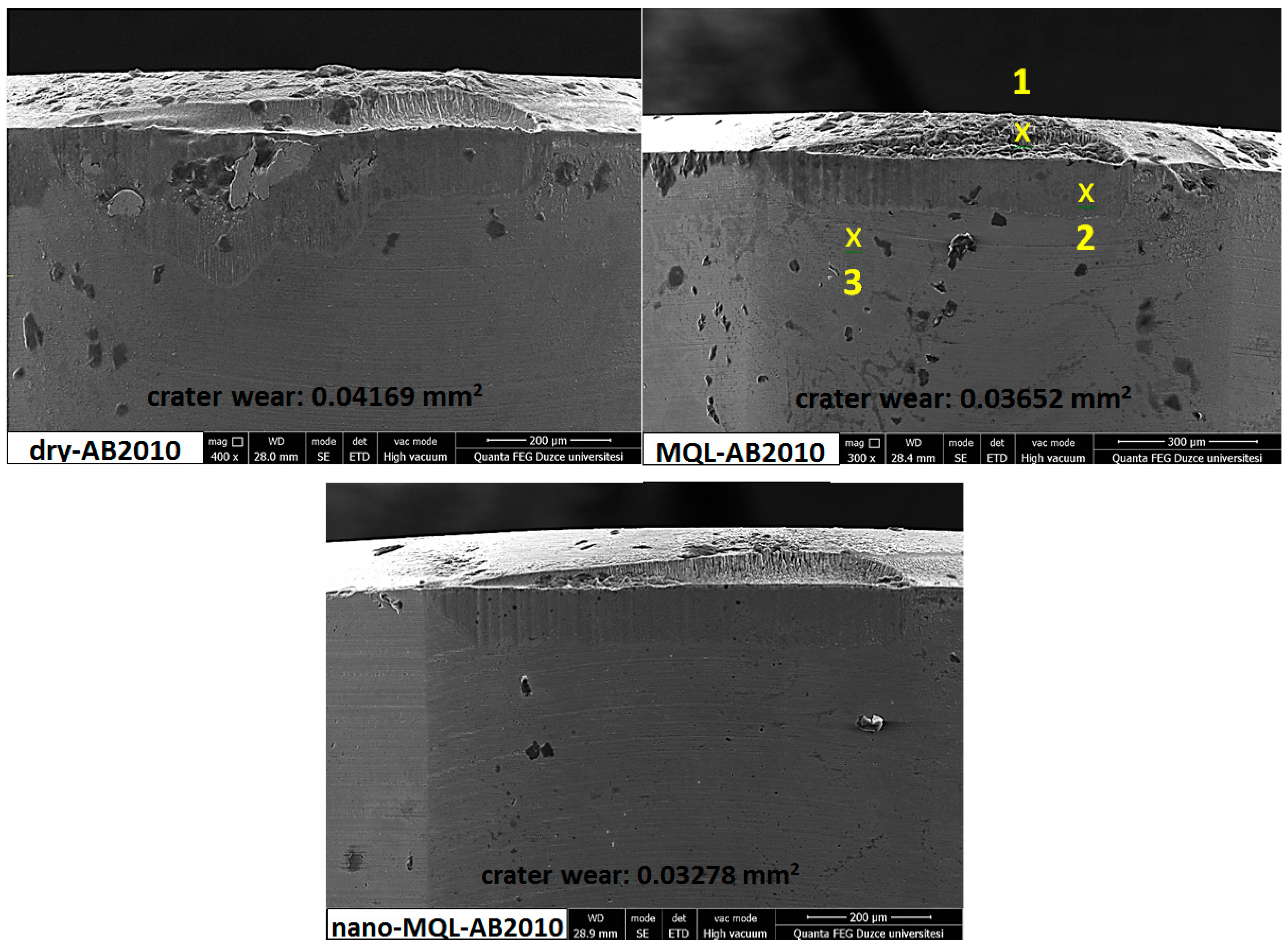
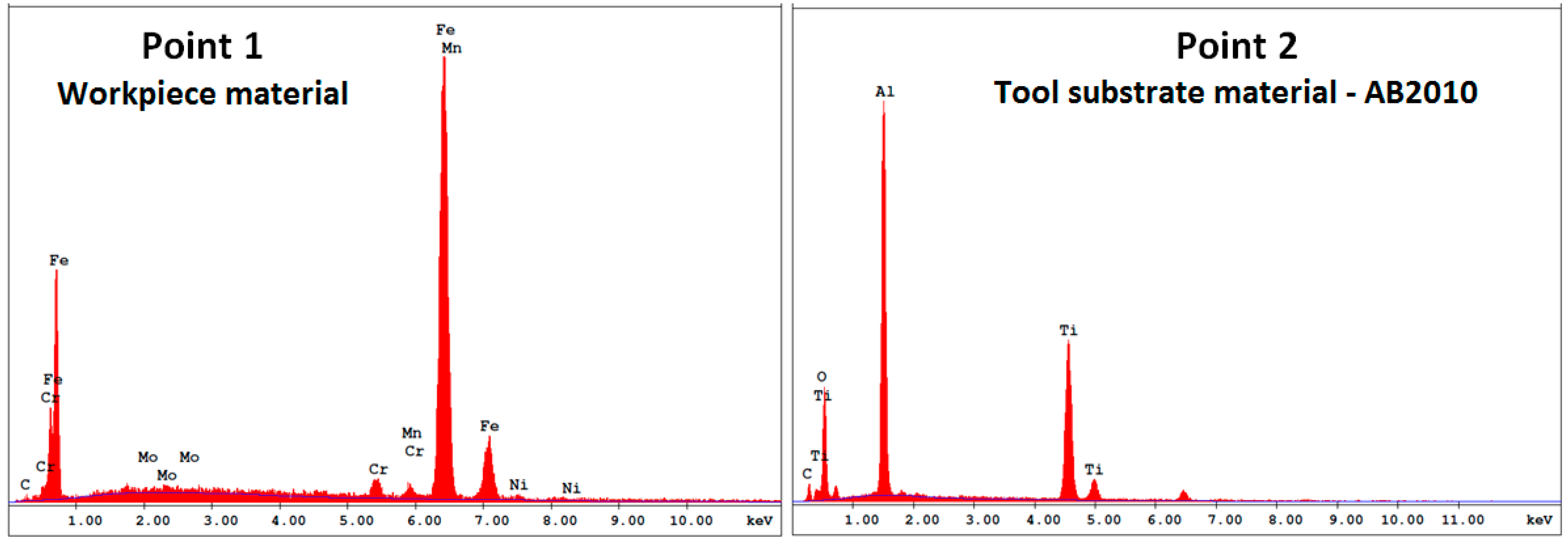
3.3. Evaluation of Tool Wear (Crater Wear)
4. Conclusions
- Under the same experimental parameters using the cutting tool coded AB2010, an average of 8.51% and a maximum of 27% improvement was achieved for Ra in the nano-MQL method compared to the MQL method, and an average of 21.49% and a maximum of 31.8% improvement was achieved in contrast with dry machining. In the MQL approach, an average of 13.97% and a maximum of 19.48% improvement was achieved in surface roughness compared to dry machining.
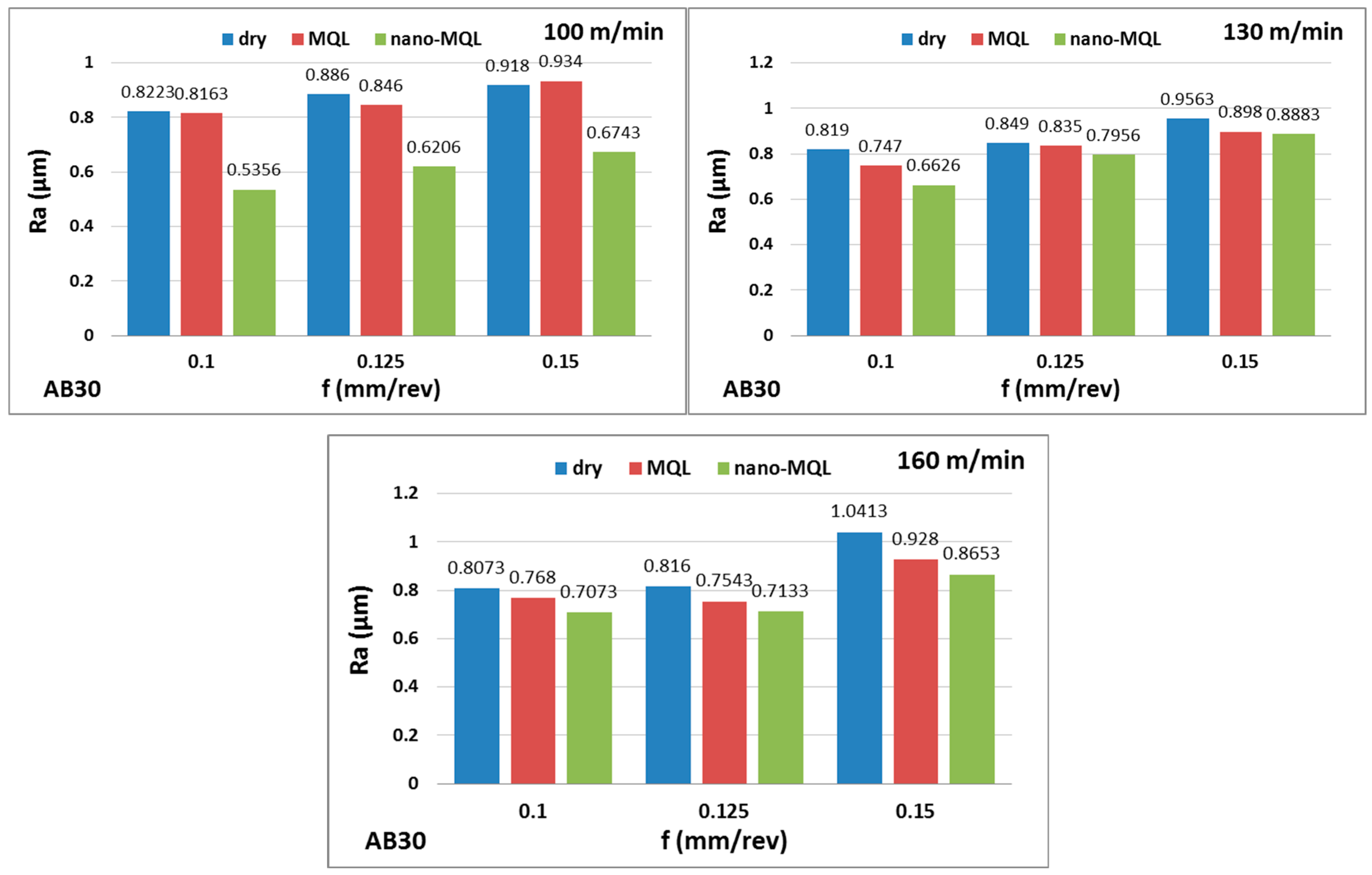
- For the cutting tool coded AB30, an average of 14% and a maximum of 34.39% improvement was achieved for Ra in the nano-MQL method compared to the MQL method, and an average of 18.42% and a maximum of 34.87% improvement was achieved compared to dry machining. The MQL method achieved an average of 4.82% and a maximum of 10.88% improvement in surface roughness compared to dry machining.
- Under the same experimental parameters using the cutting tool coded AB2010, an average of 14.04% and a maximum of 19.23% improvement was achieved for the cutting temperature in the nano-MQL method compared to the MQL method, and an average of 26.37% and a maximum of 31.41% improvement was achieved compared to dry machining. The MQL method achieved an average of 14.34% and a maximum of 15.91% temperature increase for cutting as opposed to dry machining.
- For the uncoated ceramic tool coded AB30, an average of 16.07% and a maximum of 19.97% improvement was achieved in the nano-MQL method for cutting temperature compared to the MQL method, and an average of 16.95% and a maximum of 21% improvement was achieved compared to dry machining. The MQL method achieved an average of 1% and a maximum of 6.6% improvement in cutting temperature compared to dry machining.
- Considering all cutting parameters, the lowest Ra values were achieved for both cutting tools when using the nano-MQL method, 0.10 mm/rev feed rate, and 100 m/min cutting speed parameters.
- According to the ANOVA results, the most essential factors for Ra were found to be the cooling/lubrication method, with an effect rate of 42.85%, the feed rate, with an effect rate of 21.01%, the cutting speed, with an effect rate of 10.08%, and the cutting tool type, with an effect rate of 1.58%. For Ctt, it was determined that the cooling/lubrication method had an effect rate of 53.51%, cutting tool type had an effect rate of 32.02%, cutting speed had an effect rate of 2.77%, and feed rate had an effect rate of 2.03%.
- At the end of 15 min of machining time, the Al2O3 + TiC matrix-based and TiN-coated ceramic tool (AB2010) with the PVD method provided 50% lower crater wear than the Al2O3+TiC matrix-based uncoated mixed alumina ceramic tool (AB30).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Junankar, A.A.; Parate, S.R.; Dethe, P.K.; Dhote, N.R.; Gadkar, D.G.; Gadkar, D.D.; Gajbhiye, S.A. A Review: Enhancement of turning process performance by effective utilization of hybrid nanofluid and MQL. Mater. Today Proc. 2021, 38, 44–47. [Google Scholar] [CrossRef]
- Sivaiah, P.; Ajay Kumar, G.V.; Singh, M.M.; Kumar, H. Effect of novel hybrid texture tool on turning process performance in MQL machining of Inconel 718 superalloy. Mater. Manuf. Process. 2020, 35, 61–71. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; De Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Davim, J.P.; Astakhov, V.P. Ecological machining: Near-dry machining. Mach. Fundam. Recent Adv. 2008, 195–223. [Google Scholar]
- Sultana, N.; Dhar, N.R. A critical review on the progress of MQL in machining hardened steels. Adv. Mater. Process. Technol. 2022, 8, 3834–3858. [Google Scholar] [CrossRef]
- Patole, P.B.; Kulkarni, V.V.; Bhatwadekar, S.G. MQL Machining with nano fluid: A review. Manuf. Rev. 2021, 8, 13. [Google Scholar] [CrossRef]
- Kim, H.J.; Seo, K.J.; Kang, K.H.; Kim, D.E. Nano-lubrication: A review. Int. J. Precis. Eng. Manuf. 2016, 17, 829–841. [Google Scholar] [CrossRef]
- Altan Özbek, N.; Özbek, O.; Kara, F.; Saruhan, H. Effect of eco-friendly minimum quantity lubrication in hard machining of vanadis 10: A high strength steel. Steel Res. Int. 2022, 93, 2100587. [Google Scholar] [CrossRef]
- Öndin, O.; Kıvak, T.; Sarıkaya, M.; Yıldırım, Ç.V. Investigation of the influence of MWCNTs mixed nanofluid on the machinability characteristics of PH 13-8 Mo stainless steel. Tribol. Int. 2020, 148, 106323. [Google Scholar] [CrossRef]
- De Lacalle, L.L.; Angulo, C.; Lamikiz, A.; Sánchez, J.A. Experimental and numerical investigation of the effect of spray cutting fluids in high speed milling. J. Mater. Process. Technol. 2006, 172, 11–15. [Google Scholar] [CrossRef]
- Vasu, V.; Pradeep Kumar Reddy, G. Effect of minimum quantity lubrication with Al2O3 nanoparticles on surface roughness, tool wear and temperature dissipation in machining Inconel 600 alloy. Proc. Inst. Mech. Eng. Part N J. Nanoeng. Nanosyst. 2011, 225, 3–16. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Akinlabi, E.T. Advances in the application of vegetable-oil-based cutting fluids to sustainable machining operations—A review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- TaeguTec-Cutting Tools Catalog. Available online: https://www.taegutec.com/pages/tr/publications/cutting-tools-catalogs/ (accessed on 8 November 2024).
- Selvaraj, D.P.; Chandrasekar, P. Experimental investigations of nitrogen alloyed duplex stainless steel in dry milling process. J. Eng. Sci. Technol. 2018, 13, 321–331. [Google Scholar]
- Li, Y.; Zheng, G.; Zhang, X.; Cheng, X.; Yang, X.; Xu, R. Cutting force, tool wear and surface roughness in high-speed milling of high-strength steel with coated tools. J. Mech. Sci. Technol. 2019, 33, 5393–5398. [Google Scholar] [CrossRef]
- Badiger, P.V.; Desai, V.; Ramesh, M.R.; Prajwala, B.K.; Raveendra, K.J.M.R.E. Effect of cutting parameters on tool wear, cutting force and surface roughness in machining of MDN431 alloy using Al and Fe coated tools. Mater. Res. Express 2018, 6, 016401. [Google Scholar] [CrossRef]
- Amigo, F.J.; Urbikain, G.; Pereira, O.; Fernández-Lucio, P.; Fernández-Valdivielso, A.; de Lacalle, L.L. Combination of high feed turning with cryogenic cooling on Haynes 263 and Inconel 718 superalloys. J. Manuf. Process. 2020, 58, 208–222. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Suryawanshi, S.R.; Pattiwar, J.T. Tribological performance of commercial Mobil grade lubricants operating with titanium dioxide nanoparticle additives. Ind. Lubr. Tribol. 2019, 71, 188–198. [Google Scholar] [CrossRef]
- Fauzi, N.F.; Jaya, A.S.M.; Jarrah, M.I.; Akbar, H. Thin film roughness optimization in the TiN coatings using genetic algorithms. J. Theor. Appl. Inf. Technol. 2017, 95, 6690–6698. [Google Scholar]
- Storchak, M.; Stehle, T.; Möhring, H.C. Determination of thermal material properties for the numerical simulation of cutting processes. Int. J. Adv. Manuf. Technol. 2021, 118, 1941–1956. [Google Scholar] [CrossRef]
- Hao, G.; Liu, Z. The heat partition into cutting tool at tool-chip contact interface during cutting process: A review. Int. J. Adv. Manuf. Technol. 2020, 108, 393–411. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Şirin, Ş.; Kıvak, T.; Sarıkaya, M. The effect of nanofluids reinforced with different surfactants on the machining and friction-wear properties of Waspaloy. Tribol. Int. 2023, 181, 108316. [Google Scholar] [CrossRef]
- Özbek, O.; Altan Özbek, N.; Kara, F.; Saruhan, H. Effect of vibration and cutting zone temperature on surface topography during hybrid cooling/lubrication assisted machining of Vanadis 10. Mater. Test. 2023, 65, 1437–1452. [Google Scholar] [CrossRef]
- Özbek, O. Evaluation of nano fluids with minimum quantity lubrication in turning of Ni-base superalloy UDIMET 720. Lubricants 2023, 11, 159. [Google Scholar] [CrossRef]
- Kara, F. Experimental and Statistical Investigation of the Effect of Nanoparticle Minimum Quantity Lubrication (nano-MQL) Method on Cutting Performance. Gazi J. Eng. Sci. 2024, 10, 102–113. [Google Scholar] [CrossRef]
- Arul, K.; Mohanavel, V.; Kumar, S.R.; Maridurai, T.; Kumar, K.M.; Ravichandran, M. Investigation of machining attributes on machining of alloys under nano fluid MQL environment: A review. Mater. Today Proc. 2022, 59, 1312–1318. [Google Scholar] [CrossRef]
- Narasimha, M.; Tewodros, D.; Rejikumar, R. Improving wear resistance of cutting tool by coating. IOSR J. Eng. 2014, 4, 06–14. [Google Scholar] [CrossRef]
- Gołombek, K.; Dobrzański, L.A. Hard and wear resistance coatings for cutting tools. J. Achiev. Mater. Manuf. Eng. 2007, 24, 107–110. [Google Scholar]
- Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z. Tool wear mechanisms in the machining of nickel based super-alloys: A review. Front. Mech. Eng. 2014, 9, 106–119. [Google Scholar] [CrossRef]
- Şirin, Ş.; Sarıkaya, M.; Yıldırım, Ç.V.; Kıvak, T. Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry, MQL and hBN mixed nanofluid-MQL. Tribol. Int. 2021, 153, 106673. [Google Scholar] [CrossRef]
- Özbek, N.A.; Çiçek, A.; Gülesin, M.; Özbek, O. Investigation of the effects of cryogenic treatment applied at different holding times to cemented carbide inserts on tool wear. Int. J. Mach. Tools Manuf. 2014, 86, 34–43. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Palanisamy, S.; Sun, S.; Dargusch, M.S. Tool wear mechanisms involved in crater formation on uncoated carbide tool when machining Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2016, 83, 1457–1465. [Google Scholar] [CrossRef]
- Gordon, S.; Phelan, P.; Lahiff, C. The effect of High Speed Machining on the Crater Wear Behaviour of PCBN Tools in Hard Turning. Procedia Manuf. 2019, 38, 1833–1848. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Soe, T.N.; Hamdy, K.; Pristinskiy, Y.; Malakhinsky, A.; Makhadilov, I.; Solís Pinargote, N.W. The Influence of Surface Texturing of Ceramic and Superhard Cutting Tools on the Machining Process—A Review. Materials 2022, 15, 6945. [Google Scholar] [CrossRef] [PubMed]
- Qadri, S.I.A.; Harmain, G.A.; Wani, M.F. Influence of tool tip temperature on crater wear of ceramic inserts during turning process of inconel-718 at varying hardness. Tribol. Ind. 2020, 42, 310. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal cutting operations and terminology. In Metal Cutting; Butterworth-Heinemann: Oxford, UK, 2000; pp. 9–20. [Google Scholar]
- Rizzo, A.; Goel, S.; Luisa Grilli, M.; Iglesias, R.; Jaworska, L.; Lapkovskis, V.; Valerini, D. The critical raw materials in cutting tools for machining applications: A review. Materials 2020, 13, 1377. [Google Scholar] [CrossRef]
- Gonzalez, H.; Pereira, O.; López de Lacalle, L.N.; Calleja, A.; Ayesta, I.; Muñoa, J. Flank-milling of integral blade rotors made in Ti6Al4V using Cryo CO2 and minimum quantity lubrication. J. Manuf. Sci. Eng. 2021, 143, 091011. [Google Scholar] [CrossRef]
- Laghari, R.A.; Jamil, M.; Laghari, A.A.; Khan, A.M.; Akhtar, S.S.; Mekid, S. A critical review on tool wear mechanism and surface integrity aspects of SiCp/Al MMCs during turning: Prospects and challenges. Int. J. Adv. Manuf. Technol. 2023, 126, 2825–2862. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|
| 0.65–0.75 | 0.25–0.80 | 0.03 | 0.03 | 0.10–0.50 | 0.60–1.20 | 0.50 | 1.25–2.00 |
| Grade | AB2010 | AB30 |
|---|---|---|
| Composition | Al2O3-TiCN | Al2O3-TiCN |
| Hardness (HRa) | 94.5–95.0 | 94.5–95.0 |
| Toughness (KIC) | 3.0–3.5 | 3.2–3.7 |
| Coating Layer | TiN | Uncoated |
 | ||
 | ||
| Density + 15 °C (g/cm3) | 0.90 |
| Kinematic Viscosity + 40 °C (cSt) | 25.5 |
| Flash Point (°C) | >200 |
| Oil Type | Vegetable |
| Technical Specifications | Size | Chemical Composition (wt. %) | |
|---|---|---|---|
| Gamma, Purity (%) 99.5+ | 99.5+ | SiO2 | max. 0.015 |
| Color | White | Fe2O3 | max. 0.020 |
| Average Particle Size (nm) 18 | 18 | Na2O | max. 0.450 |
| Specific Surface Area (m2/gr) 140 | 140 | CaO | max. 0.050 |
| Specific Heat Capacity (J/kg.K) 890 | 890 | P2O5 | max. 0.0012 |
| Density (kg/m3) 3900 | 3900 | K2O | max. 0.018 |
| Morphology | Spherical | ZnO | max. 0.0015 |
| Particle shape | Hydrophilic | TiO2 | max. 0.0025 |
| Control Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| cooling/lubrication method | dry | MQL | Nano-MQL |
| cutting speed, V (m/min) | 100 | 130 | 160 |
| feed rate, f (mm/rev) | 0.10 | 0.125 | 0.15 |
| cutting tool type | AB2010 | AB30 | - |
| Cutting Tools | Feed Rate, f (mm/rev) | Cutting Speed, V (m/min) | Ra Improvement Rate of MQL Compared to dry | Ra Improvement Rate of Nano-MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to MQL |
|---|---|---|---|---|---|
| AB2010 | 0.1 | 100 | 6.57 | 31.80 | 27.00 |
| 130 | 10.99 | 17.75 | 7.59 | ||
| 160 | 16.20 | 22.40 | 7.41 | ||
| 0.125 | 100 | 12.27 | 29.22 | 19.32 | |
| 130 | 15.43 | 12.84 | −3.06 | ||
| 160 | 18.98 | 25.10 | 7.54 | ||
| 0.15 | 100 | 13.77 | 17.72 | 4.58 | |
| 130 | 12.07 | 12.85 | 0.90 | ||
| 160 | 19.48 | 23.72 | 5.27 | ||
| Average improvement (%) | 13.97 | 21.49 | 8.51 | ||
| Cutting Tools | Feed Rate, f (mm/rev) | Cutting Speed, V (m/min) | Ra Improvement Rate of MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to MQL |
|---|---|---|---|---|---|
| AB30 | 0.1 | 100 | 0.73 | 34.87 | 34.39 |
| 130 | 8.79 | 19.10 | 11.30 | ||
| 160 | 4.87 | 12.39 | 7.90 | ||
| 0.125 | 100 | 4.51 | 29.95 | 26.64 | |
| 130 | 1.65 | 6.29 | 4.72 | ||
| 160 | 7.56 | 12.59 | 5.44 | ||
| 0.15 | 100 | −1.74 | 26.55 | 27.81 | |
| 130 | 6.1 | 7.11 | 1.08 | ||
| 160 | 10.88 | 16.90 | 6.76 | ||
| Average improvement (%) | 4.82 | 18.42 | 14.00 | ||
| Control Factors | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution (%) |
|---|---|---|---|---|---|---|---|
| Cooling/ lubrication method | 2 | 0.27831 | 0.27831 | 0.139153 | 40.26 | 0.000 | 42.85 |
| Cutting speed, V (m/min) | 2 | 0.06548 | 0.06548 | 0.032740 | 9.47 | 0.091 | 10.08 |
| Feed rate, f (mm/rev) | 2 | 0.13647 | 0.13647 | 0.068234 | 19.74 | 0.000 | 21.01 |
| Cutting tool | 1 | 0.01027 | 0.01027 | 0.010273 | 2.97 | 0.000 | 1.58 |
| Error | 46 | 0.15898 | 0.01446 | 0.003456 | 24.48 | ||
| Total | 53 | 0.64951 | 100.00 |
| Cutting Tools | Feed Rate, f (mm/rev) | Cutting Speed, V (m/min) | Ra Improvement Rate of MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to MQL |
|---|---|---|---|---|---|
| AB2010 | 0.1 | 100 | 11.4 | 26.18 | 16.68 |
| 130 | 14.22 | 25.15 | 12.75 | ||
| 160 | 14.27 | 23.91 | 11.24 | ||
| 0.125 | 100 | 15.48 | 25.48 | 11.83 | |
| 130 | 13.7 | 25.45 | 13.62 | ||
| 160 | 15.08 | 31.41 | 19.23 | ||
| 0.15 | 100 | 15.91 | 29.09 | 15.67 | |
| 130 | 14 | 24.51 | 12.47 | ||
| 160 | 15.03 | 26.17 | 13.12 | ||
| Average improvement (%) | 14.34 | 26.37 | 14.34 | ||
| Cutting Tools | Feed Rate, f (mm/rev) | Cutting Speed, V (m/min) | Ra Improvement Rate of MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to Dry | Ra Improvement Rate of Nano-MQL Compared to MQL |
|---|---|---|---|---|---|
| AB30 | 0.1 | 100 | −0.30 | 15.63 | 15.87 |
| 130 | 1.09 | 14.72 | 13.78 | ||
| 160 | 1.44 | 16.08 | 14.85 | ||
| 0.125 | 100 | −3.97 | 15.20 | 18.44 | |
| 130 | −1.47 | 15.96 | 17.18 | ||
| 160 | 0.86 | 16.17 | 15.45 | ||
| 0.15 | 100 | −0.88 | 19.27 | 19.97 | |
| 130 | 6.60 | 21.00 | 15.42 | ||
| 160 | 5.63 | 18.49 | 13.63 | ||
| Average improvement (%) | 1.00 | 16.95 | 16.07 | ||
| Control Factors | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution (%) |
|---|---|---|---|---|---|---|---|
| Cooling/ lubrication method | 2 | 48,414 | 48,414 | 24,207.2 | 127.32 | 0.000 | 53.51 |
| Cutting speed, V (m/min) | 2 | 2509 | 2509 | 1254.5 | 6.60 | 0.003 | 2.77 |
| Feed rate, f (mm/rev) | 2 | 1837 | 1837 | 918.4 | 4.83 | 0.012 | 2.03 |
| Cutting tool | 1 | 28,977 | 28,977 | 28,976.9 | 152.41 | 0.000 | 32.02 |
| Error | 46 | 8746 | 8746 | 190.1 | 9.67 | ||
| Total | 53 | 90,483 | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kara, F. Investigation of the Effect of Al2O3 Nanoparticle-Added MQL Lubricant on Sustainable and Clean Manufacturing. Lubricants 2024, 12, 393. https://doi.org/10.3390/lubricants12110393
Kara F. Investigation of the Effect of Al2O3 Nanoparticle-Added MQL Lubricant on Sustainable and Clean Manufacturing. Lubricants. 2024; 12(11):393. https://doi.org/10.3390/lubricants12110393
Chicago/Turabian StyleKara, Fuat. 2024. "Investigation of the Effect of Al2O3 Nanoparticle-Added MQL Lubricant on Sustainable and Clean Manufacturing" Lubricants 12, no. 11: 393. https://doi.org/10.3390/lubricants12110393
APA StyleKara, F. (2024). Investigation of the Effect of Al2O3 Nanoparticle-Added MQL Lubricant on Sustainable and Clean Manufacturing. Lubricants, 12(11), 393. https://doi.org/10.3390/lubricants12110393