Improvement of Frictional Property of AISI D2 Tool Steel Surface against JIS SPFC 980Y Advanced High-Strength Steel by Using Laser Texturing Process



Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials
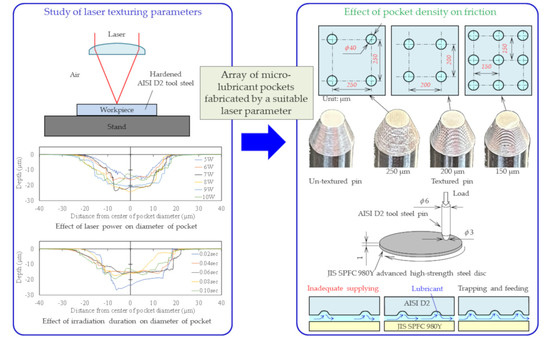
2.2. Laser Surface Texturing Process
2.3. Friction Test
2.4. Contact Angle Measurement
3. Results and Discussion
3.1. Laser-Fabricated Micro-Lubricant Pockets
3.2. Effect of Pocket Density on Friction
3.3. Effect of Pocket Density on Surface Wettability
4. Conclusions
- The pocket diameter increased with the increase in average laser power and irradiation duration. The largest pocket diameter was 40 µm which was a result of using 10 W laser power together with 0.10 s irradiation time. The pocket depth and volume obtained were about 20 μm and 14,493 μm3, respectively.
- The laser energy of 0.2 J was a threshold for ablating the micro-lubricant pocket whose diameter corresponded to the laser beam diameter. By using energy greater than this level, the pocket diameter was slightly enlarged.
- The friction coefficient of the textured surface with the pocket density of 5.6% was 0.097 on average, which was lower than that of the surface with a lower pocket density as well as the untextured surface. In addition, the wettability of textured surfaces remained unchanged after the laser texturing process. This implies a significant contribution of the laser-fabricated micro-lubricant pockets toward the friction reduction of AISI D2 surface and plausibly of other tool steels employed in metal-forming applications.
- Using the suitable laser parameters, which were 10 W laser power with 0.10 s irradiation duration and 150 µm spacing distance, successfully reduced the sliding friction of contacting couples between the laser-textured tool steel and advanced high-strength steel surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kleiner, M.; Geiger, M.; Klaus, A. Manufacturing of lightweight components by metal forming. CIRP Ann. Manuf. Technol. 2003, 52, 521–542. [Google Scholar] [CrossRef]
- Kim, H.; Sung, J.; Goodwin, F.E.; Altan, T. Investigation of galling in forming galvanized advanced high strength steels (AHSSs) using the twist compression test (TCT). J. Mater. Process. Technol. 2008, 205, 459–468. [Google Scholar] [CrossRef]
- Kataoka, S.; Murakawa, M.; Aizawa, T.; Ike, H. Tribology of dry deep-drawing of various metal sheets with use of ceramics tools. Surf. Coat. Technol. 2004, 177–178, 582–590. [Google Scholar] [CrossRef]
- Tamaoki, K.; Manabe, K.; Kataoka, S.; Aizawa, T. Electroconductive ceramic tooling for dry deep drawing. J. Mater. Process. Technol. 2010, 210, 48–53. [Google Scholar] [CrossRef]
- Abe, Y.; Fujita, T.; Mori, K.; Osakada, K.; Shiba, T.; Daodon, W. Improvement of formability in ironing of stainless steel drawn cups using low friction cermet dies. Procedia Eng. 2014, 81, 1896–1901. [Google Scholar] [CrossRef]
- Zhou, L.M.; Xiong, J.; Guo, Z.X.; Ye, J.L.; Liu, J.B. Tribological performances of Ti(C,N)-based cermets with different graphite contents in dry sliding condition. Int. J. Refract. Met. Hard Mater. 2017, 68, 113–120. [Google Scholar] [CrossRef]
- Podgornik, B.; Hogmark, S.; Sandberg, O. Proper coating selection for improved galling performance of forming tool steel. Wear 2006, 261, 15–21. [Google Scholar] [CrossRef]
- Daodon, W.; Premanond, V.; Wongpisarn, W.; Niranatlumpong, P. Vanadium nitride and titanium nitride coatings for anti-galling behavior in ironing of aluminum alloy cups. Wear 2015, 342–343, 279–287. [Google Scholar] [CrossRef]
- Abe, Y.; Ohmi, T.; Mori, K.; Masuda, T. Improvement of formability in deep drawing of ultra-high strength steel sheets by coating of die. J. Mater. Process. Technol. 2014, 214, 1838–1843. [Google Scholar] [CrossRef]
- Sresomroeng, B.; Premanond, V.; Kaewtatip, P.; Khantachawana, A.; Kurosawa, A.; Koga, N. Performance of CrN radical nitrided tools on deep drawing of advanced high strength steel. Surf. Coat. Technol. 2011, 205, 4198–4204. [Google Scholar] [CrossRef]
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. Manuf. Technol. 2010, 59, 760–780. [Google Scholar] [CrossRef]
- Mizuno, T.; Okamoto, M. Effects of lubricant viscosity at pressure and sliding velocity on lubricating conditions in the compression-friction test on sheet metals. Trans. ASME J. Lubr. Technol. 1982, 104, 53–59. [Google Scholar] [CrossRef]
- Steinhoff, K.; Rasp, W.; Pawelski, O. Development of deterministic- stochastic surface structures to improve the tribological conditions of sheet forming processes. J. Mater. Process. Technol. 1996, 60, 355–361. [Google Scholar] [CrossRef]
- Bech, J.; Bay, N.; Eriksen, M. Entrapment and escape of liquid lubricant in metal forming. Wear 1999, 232, 134–139. [Google Scholar] [CrossRef]
- Geiger, M.; Popp, U.; Engel, U. Excimer laser micro texturing of cold forging tool surfaces-influence on tool life. CIRP Ann. Manuf. Technol. 2002, 51, 231–234. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Sedlaček, M.; Podgornik, B.; Vižintin, J.; Babnik, A.; Možina, J. Surface texturing by pulsed Nd:YAG laser. Tribol. Int. 2009, 42, 1496–1504. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Podgornik, B.; Vižintin, J.; Možina, J. Influence of texturing parameters and contact conditions on tribological behaviour of laser textured surfaces. Meccanica 2011, 46, 567–575. [Google Scholar] [CrossRef]
- Basnyat, P.; Luster, B.; Muratore, C.; Voevodin, A.A.; Haasch, R.; Zakeri, R.; Kohli, P.; Aouadi, S.M. Surface texturing for adaptive solid lubrication. Surf. Coat. Technol. 2008, 203, 73–79. [Google Scholar] [CrossRef]
- Li, J.; Xiong, D.; Dai, J.; Huang, Z.; Tyagi, R. Effect of surface laser texture on friction properties of nickel-based composite. Tribol. Int. 2010, 43, 1193–1199. [Google Scholar] [CrossRef]
- Meng, F.; Zhou, R.; Davis, T.; Cao, J.; Wang, Q.J.; Hua, D.; Liu, J. Study on effect of dimples on friction of parallel surfaces under different sliding conditions. Appl. Surf. Sci. 2010, 256, 2863–2875. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Hatashita, F.; Shiba, T.; Daodon, W.; Osakada, K. Improvement of seizure resistance in ironing of stainless steel cup with cermet die having fine lubricant pockets. J. Mater. Process. Technol. 2016, 234, 195–207. [Google Scholar] [CrossRef]
- Schneider, J.; Braun, D.; Greiner, C. Laser Textured Surfaces for Mixed Lubrication: Influence of Aspect Ratio, Textured Area and Dimple Arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef]
- Shimizu, T.; Kobayashi, H.; Vorholt, J.; Yang, M. Lubrication analysis of micro-dimple textured die surface by direct observation of contact interface in sheet metal forming. Metals 2019, 9, 917. [Google Scholar] [CrossRef]
- Conradi, M.; Kocijan, A.; Klobčar, D.; Podgornik, B. Tribological response of laser-textured Ti6Al4V alloy under dry conditions and lubricated with Hank’s solution. Tribol. Int. 2021, 160, 107049. [Google Scholar] [CrossRef]
- Gaikwad, A.; Vázquez-Martínez, J.M.; Salguero, J.; Iglesias, P. Tribological properties of Ti6Al4V titanium textured surfaces created by laser: Effect of dimple density. Lubricants 2022, 10, 138. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Wang, C.; Ding, F.; Tang, D.; Zheng, L.; Li, S.; Xie, Y. Modeling and simulation of the high-speed milling of hardened steel SKD11 (62 HRC) based on SHPB technology. Int. J. Mach. Tools Manuf. 2016, 108, 13–26. [Google Scholar] [CrossRef]
- Prabhu, S.; Vinayagam, B.K. Analysis of surface characteristics of AISI D2 tool steel material using electric discharge machining process with single-wall carbon nanotubes. Int. J. Mach. Mach. Mater. 2011, 10, 99–119. [Google Scholar] [CrossRef]
- JIS Handbook. Ferrous Materials & Metallurgy; Japanese Standards Association: Tokyo, Japan, 2018; p. 2672. [Google Scholar]
- Sun, S.; Brandt, M. Laser beam machining. In Nontraditional Machining Processes; Davim, J.P., Ed.; Springer: London, UK, 2013; pp. 35–96. [Google Scholar]
- Tang, W.; Zhou, Y.; Zhu, H.; Yang, H. The effect of surface texturing on reducing the friction and wear of steel under lubricated sliding contact. Appl. Surf. Sci. 2013, 273, 199–204. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batcgelor, A.W. Engineering Tribology; Elsevier Butterworth-Hienemann: Maryland Heights, MO, USA, 2005. [Google Scholar]
- Tangwarodomnukun, V.; Kringram, S.; Zhu, H.; Qi, H.; Rujisamphan, N. Fabrication of superhydrophobic surface on AISI316L stainless steel using a nanosecond pulse laser. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2022, 236, 680–693. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Kasem, H.; Stav, O.; Grützmacher, P.; Gachot, C. Effect of low depth surface texturing on friction reduction in lubricated sliding contact. Lubricants 2018, 6, 62. [Google Scholar] [CrossRef]
- Xie, Z.; Jiao, J.; Yang, K. Theoretical and experimental study on the fluid-structure-acoustic coupling dynamics of a new water lubricated bearing. Tribol. Int. 2023, 177, 107982. [Google Scholar] [CrossRef]
- Xie, Z.; Jiao, J.; Wrona, S. The fluid-structure interaction lubrication performances of a novel bearing: Experimental and numerical study. Tribol. Int. 2023, 179, 108151. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Average laser power (W) | 5, 6, 7, 8, 9 and 10 |
| Laser irradiation duration (sec) | 0.02, 0.04, 0.06, 0.08 and 0.10 |
| C | Si | Mn | P | S | Cr | Mo | V |
| 0.156 | 0.454 | 2.64 | 0.003 | 0.016 | 0.018 | 0.003 | 0.002 |
| Ni | W | Nb | Ti | Cu | Al | Co | |
| 0.015 | 0.012 | <0.004 | <0.001 | 0.009 | 0.024 | 0.009 |
| Pin material | AISI D2 |
| Disc material | JIS SPFC 980Y |
| Sliding speed (m/s) | 0.1 |
| Sliding distance (m) | 100 |
| Distance between pockets (µm) | 250, 200 and 150 |
| Pocket densities, Darea (%) | 2.0, 3.1 and 5.6 |
| Normal load (N) | 2, 5 and 8 |
| Contact pressure (MPa) | 0.283, 0.707 and 1.132 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daodon, W.; Saetang, V. Improvement of Frictional Property of AISI D2 Tool Steel Surface against JIS SPFC 980Y Advanced High-Strength Steel by Using Laser Texturing Process. Lubricants 2023, 11, 68. https://doi.org/10.3390/lubricants11020068
Daodon W, Saetang V. Improvement of Frictional Property of AISI D2 Tool Steel Surface against JIS SPFC 980Y Advanced High-Strength Steel by Using Laser Texturing Process. Lubricants. 2023; 11(2):68. https://doi.org/10.3390/lubricants11020068
Chicago/Turabian StyleDaodon, Witthaya, and Viboon Saetang. 2023. "Improvement of Frictional Property of AISI D2 Tool Steel Surface against JIS SPFC 980Y Advanced High-Strength Steel by Using Laser Texturing Process" Lubricants 11, no. 2: 68. https://doi.org/10.3390/lubricants11020068
APA StyleDaodon, W., & Saetang, V. (2023). Improvement of Frictional Property of AISI D2 Tool Steel Surface against JIS SPFC 980Y Advanced High-Strength Steel by Using Laser Texturing Process. Lubricants, 11(2), 68. https://doi.org/10.3390/lubricants11020068