Resistance to Wear during Friction without Lubrication of Steel-Cast Iron Pairing with Nanocrystalline Structure-Reinforced Surface Layers

 ,
,  ,
, 
 ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
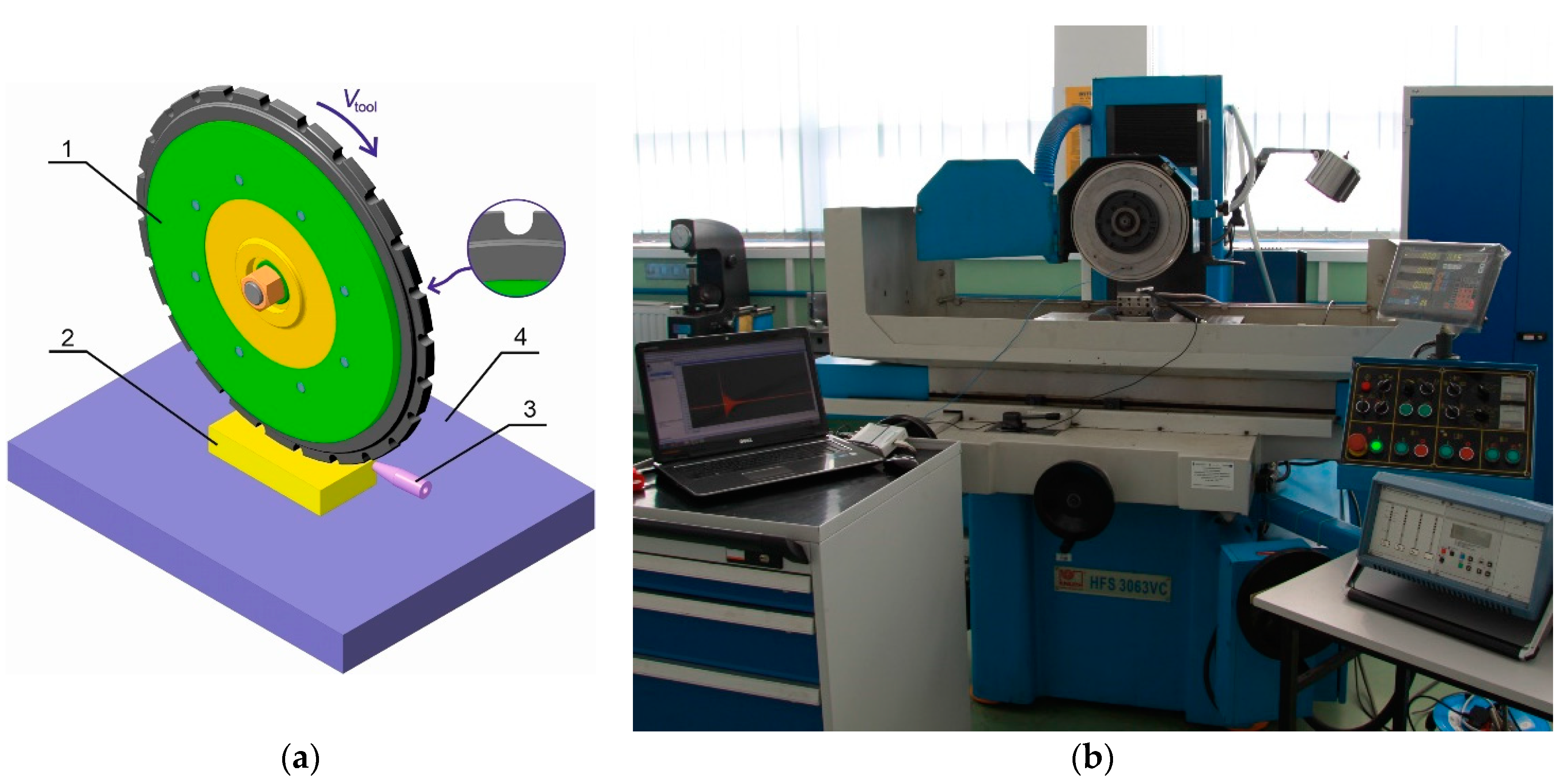
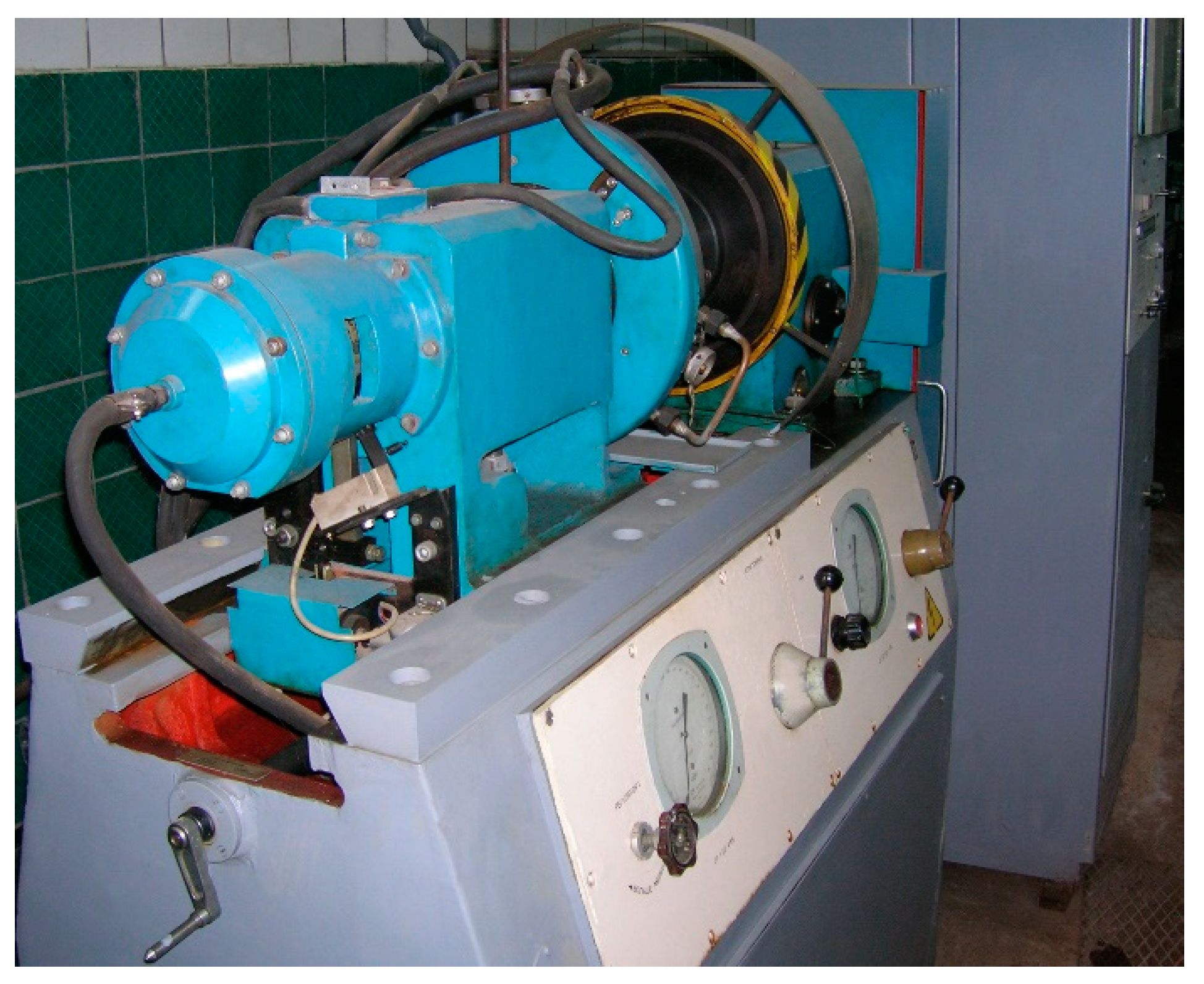
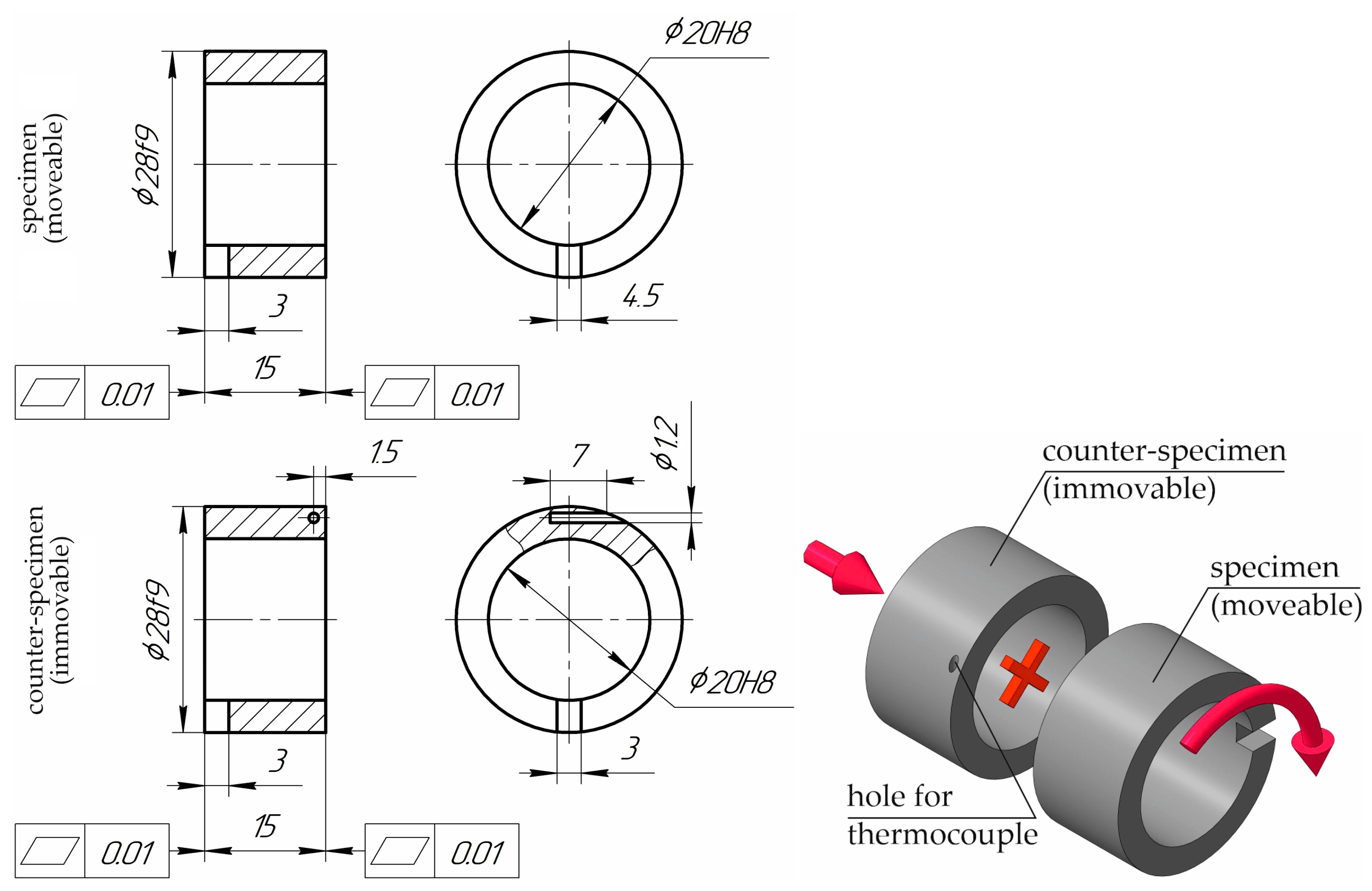
2. Materials and Methods
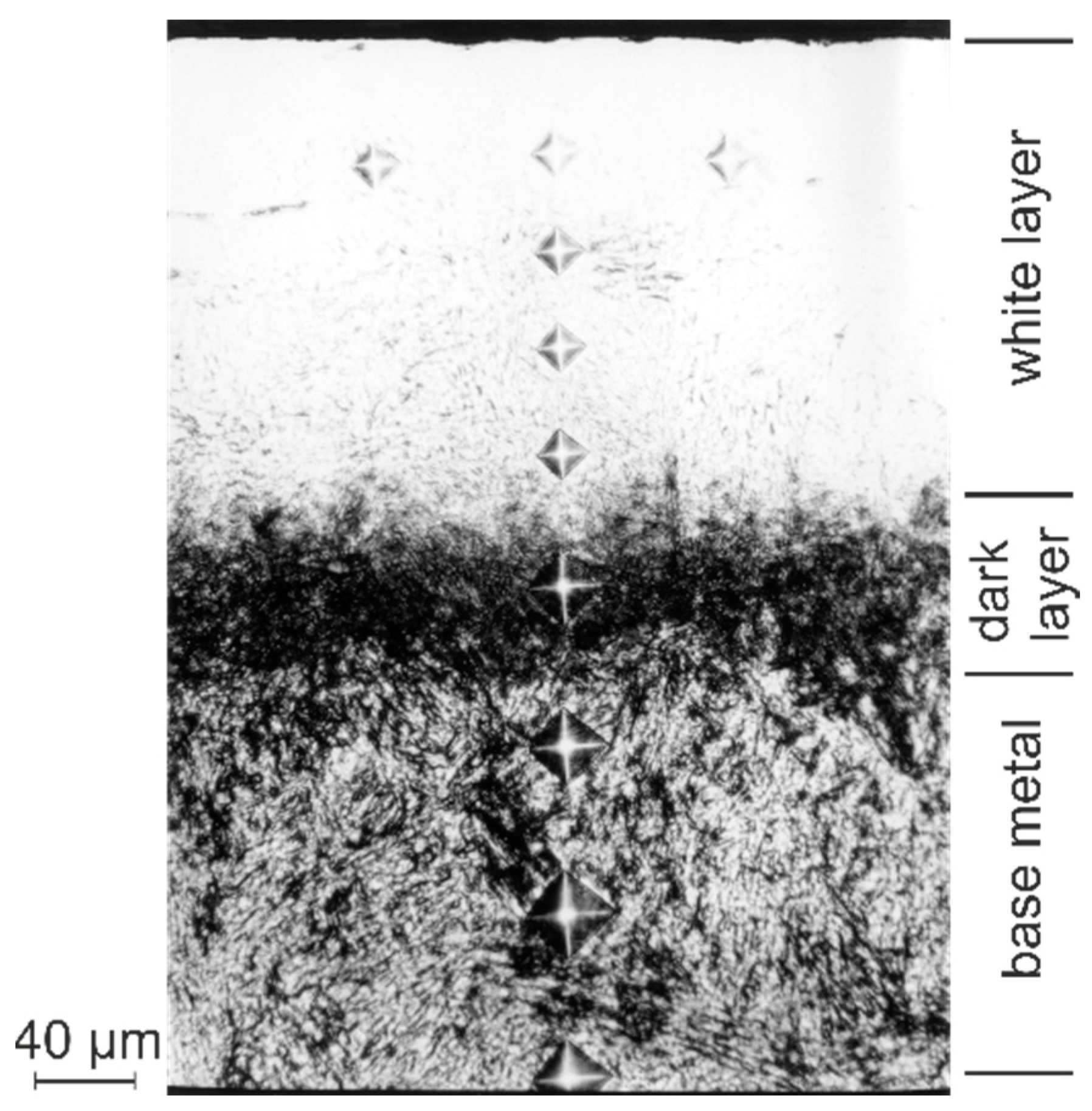
3. Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dwivedi, D.K. Surface Engineering. In Enhancing Life of Tribological Components; Springer: New Delhi, India, 2018; ISBN 978-81-322-3777-8. [Google Scholar]
- Totten, G.E. Encyclopedia of Iron, Steel, and Their Alloys (Online Version); Totten, G.E., Colas, R., Eds.; CRC Press: Boca Raton, FL, USA, 2016; ISBN 9781000031676. [Google Scholar]
- Santecchia, E.; Hamouda, A.M.S.; Musharavati, F.; Zalnezhad, E.; Cabibbo, M.; El Mehtedi, M.; Spigarelli, S. A Review on Fatigue Life Prediction Methods for Metals. Adv. Mater. Sci. Eng. 2016, 2016, 9573524. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2017; ISBN 9780081009109. [Google Scholar]
- Sethuramiah, A.; Kumar, R. Modeling of Chemical Wear; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 9780128045336. [Google Scholar]
- Hirani, H. Fundamentals of Engineering Tribology with Applications; Cambridge University Press: Cambridge, UK, 2016; ISBN 9781107063877. [Google Scholar]
- Davis, J.R. Surface Engineering for Corrosion and Wear Resistance; Davis, J.R., Ed.; ASM International: Detroit, MI, USA, 2001; ISBN 978-1-62708-315-7. [Google Scholar]
- Quintino, L. Overview of Coating Technologies. In Surface Modification by Solid State Processing; Elsevier: Amsterdam, The Netherlands, 2014; pp. 1–24. ISBN 9780857094681. [Google Scholar]
- Yushchenko, K.A.; Borysov, Y.S.; Kuznetsov, V.D.; Korzh, V.M. Surface Engineering; Naukova Dumka: Kyiv, Ukraine, 2007. [Google Scholar]
- Holmberg, K.; Matthews, A. Tribology of Engineered Surfaces. In Wear—Materials, Mechanisms and Practice; Wiley: Hoboken, NJ, USA, 2005; pp. 123–166. [Google Scholar]
- Wu, L.; Guo, X.; Zhang, J. Abrasive Resistant Coatings—A Review. Lubricants 2014, 2, 66–89. [Google Scholar] [CrossRef]
- Mang, T.; Bobzin, K.; Bartels, T. Industrial Tribology, 1st ed.; Wiley-VCH: Hoboken, NJ, USA, 2011; ISBN 9783527632596. [Google Scholar]
- Oborskyi, G.; Orgiyan, A.; Ivanov, V.; Balaniuk, A.; Pavlenko, I.; Trojanowska, J. Improvement of the Dynamic Quality of Cantilever Boring Bars for Fine Boring. Machines 2022, 11, 7. [Google Scholar] [CrossRef]
- Dzyura, V.; Maruschak, P. Optimizing the Formation of Hydraulic Cylinder Surfaces, Taking into Account Their Microrelief Topography Analyzed during Different Operations. Machines 2021, 9, 116. [Google Scholar] [CrossRef]
- Kalchenko, V.; Yeroshenko, A.; Boyko, S. Crossing Axes of Workpiece and Tool at Grinding of the Circular Trough with Variable Profile. Acta Mech. Autom. 2018, 12, 281–285. [Google Scholar] [CrossRef]
- Kalchenko, V.V.; Yeroshenko, A.M.; Boyko, S.V.; Ignatenko, P.L. Development and Research of Thermoplastic Methods for Hardening Details. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2020, 2, 53–60. [Google Scholar] [CrossRef]
- Bazaluk, O.; Dubei, O.; Ropyak, L.; Shovkoplias, M.; Pryhorovska, T.; Lozynskyi, V. Strategy of Compatible Use of Jet and Plunger Pump with Chrome Parts in Oil Well. Energies 2021, 15, 83. [Google Scholar] [CrossRef]
- Protsenko, V.S.; Bobrova, L.S.; Danilov, F.I. Effects of Water and Sodium Dodecyl Sulfate Additives on Cr(III) Ions Electroreduction in a Deep Eutectic Solvent. Vopr. Khimii I Khimicheskoi Tekhnologii 2021, 2, 110–116. [Google Scholar] [CrossRef]
- Dutkiewicz, M.; Velychkovych, A.; Shatskyi, I.; Shopa, V. Efficient Model of the Interaction of Elastomeric Filler with an Open Shell and a Chrome-Plated Shaft in a Dry Friction Damper. Materials 2022, 15, 4671. [Google Scholar] [CrossRef]
- Bembenek, M.; Prysyazhnyuk, P.; Shihab, T.; Machnik, R.; Ivanov, O.; Ropyak, L. Microstructure and Wear Characterization of the Fe-Mo-B-C—Based Hardfacing Alloys Deposited by Flux-Cored Arc Welding. Materials 2022, 15, 5074. [Google Scholar] [CrossRef]
- Ropyak, L.; Shihab, T.; Velychkovych, A.; Dubei, O.; Tutko, T.; Bilinskyi, V. Design of a Two-Layer Al–Al2O3 Coating with an Oxide Layer Formed by the Plasma Electrolytic Oxidation of Al for the Corrosion and Wear Protections of Steel. Prog. Phys. Met. 2023, 24, 319–365. [Google Scholar] [CrossRef]
- Lukaszkowicz, K. Review of Nanocomposite Thin Films and Coatings Deposited by PVD and CVD Technology. In Nanomaterials; Rahman, M.M., Ed.; InTech: London, UK, 2011. [Google Scholar]
- Huang, X.; Ren, Y.; Zhou, Z.; Xiao, H. Experimental Study on White Layers in High-Speed Grinding of AISI52100 Hardened Steel. J. Mech. Sci. Technol. 2015, 29, 1257–1263. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Lu, J. Literature Review on the Mechanical Properties of Materials after Surface Mechanical Attrition Treatment (SMAT). Nano Mater. Sci. 2020, 2, 3–31. [Google Scholar] [CrossRef]
- Klocke, F.; Hensgen, L.; Klink, A.; Ehle, L.; Schwedt, A. Structure and Composition of the White Layer in the Wire-EDM Process. Procedia CIRP 2016, 42, 673–678. [Google Scholar] [CrossRef]
- Bartkowska, A. Production and Properties of FeB-Fe2B-Fe3(B,C) Surface Layers Formed on Tool Steel Using Combination of Diffusion and Laser Processing. Coatings 2020, 10, 1130. [Google Scholar] [CrossRef]
- Korzhyk, V.; Tyurin, Y.; Kolisnichenko, O. Theory and Practice of Plasma-Detonation Technology of Surface Hardening Metal Products; Privat Company Technology Center: Kharkiv, Ukraine, 2021; ISBN 9786177319466. [Google Scholar]
- Vilaça, P. Friction Surfacing. In Surface Modification by Solid State Processing; Elsevier: Amsterdam, The Netherlands, 2014; pp. 25–72. [Google Scholar]
- Nykyforchyn, H.; Kyryliv, V.; Maksymiv, O. Wear Resistance of Steels with Surface Nanocrystalline Structure Generated by Mechanical-Pulse Treatment. Nanoscale Res. Lett. 2017, 12, 150. [Google Scholar] [CrossRef]
- Javaheri, V.; Sadeghpour, S.; Karjalainen, P.; Lindroos, M.; Haiko, O.; Sarmadi, N.; Pallaspuro, S.; Valtonen, K.; Pahlevani, F.; Laukkanen, A.; et al. Formation of Nanostructured Surface Layer, the White Layer, through Solid Particles Impingement during Slurry Erosion in a Martensitic Medium-Carbon Steel. Wear 2022, 496–497, 204301. [Google Scholar] [CrossRef]
- Cappellini, C.; Attanasio, A.; Rotella, G.; Umbrello, D. Formation of White and Dark Layers in Hard Cutting: Influence of Tool Wear. Int. J. Mater. Form. 2010, 3, 455–458. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Klement, U. A Descriptive Phenomenological Model for White Layer Formation in Hard Turning of AISI 52100 Bearing Steel. CIRP J. Manuf. Sci. Technol. 2021, 32, 299–310. [Google Scholar] [CrossRef]
- Gleiter, H. Nanostructured Materials: Basic Concepts and Microstructure. Acta Mater. 2000, 48, 1–29. [Google Scholar] [CrossRef]
- Zhang, F.; Duan, C.; Wang, M.; Sun, W. White and Dark Layer Formation Mechanism in Hard Cutting of AISI52100 Steel. J. Manuf. Process. 2018, 32, 878–887. [Google Scholar] [CrossRef]
- Pan, R.; Chen, Y.; Lan, H.; Shiju, E.; Ren, R. Investigation into the Evolution of Tribological White Etching Layers. Mater. Charact. 2022, 190, 112076. [Google Scholar] [CrossRef]
- Harsha, R.N.; Mithun Kulkarni, V.; Satish Babu, B. Severe Plastic Deformation—A Review. Mater. Today Proc. 2018, 5, 22340–22349. [Google Scholar] [CrossRef]
- Valiev, R.; Islamgaliev, R.; Alexandrov, I. Bulk Nanostructured Materials from Severe Plastic Deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Segal, V.M. Deformation Mode and Plastic Flow in Ultra Fine Grained Metals. Mater. Sci. Eng. A 2005, 406, 205–216. [Google Scholar] [CrossRef]
- Lowe, T.C.; Zhu, Y.T.; Semiatin, S.L.; Berg, D.R. Overview and Outlook for Materials Processed by Severe Plastic Deformation. In Investigations and Applications of Severe Plastic Deformation; Lowe, T.C., Valiev, R.Z., Eds.; Springer: Dordrecht, The Netherlands, 2000; pp. 347–356. ISBN 978-94-011-4062-1. [Google Scholar]
- Hahn, H. Unique Features and Properties of Nanostructured Materials. In Nanomaterials by Severe Plastic Deformation; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2005; pp. 2–17. ISBN 9783527602469. [Google Scholar]
- Kyryliv, V.I.; Gurey, V.I.; Maksymiv, O.V.; Hurey, I.V.; Kulyk, Y.O. Influence of the Deformation Mode on the Force Conditions of Formation of the Surface Nanostructure of 40Kh Steel. Mater. Sci. 2021, 57, 422–427. [Google Scholar] [CrossRef]
- Gurey, V.; Hurey, I. The Effect of the Hardened Nanocrystalline Surface Layer on Durability of Guideways. In Proceedings of the Lecture Notes in Mechanical Engineering, Hammamet, Tunisia, 20–22 December 2021; Tonkonogyi, V., Ivanov, V., Trojanowska, J., Oborskyi, G., Edl, M., Kuric, I., Pavlenko, I., Dasic, P., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 63–72. [Google Scholar]
- Hurey, I.; Hurey, T.; Gurey, V. Wear Resistance of Hardened Nanocrystalline Structures in the Course of Friction of Steel-Grey Cast Iron Pair in Oil-Abrasive Medium. In Proceedings of the Lecture Notes in Mechanical Engineering, Hammamet, Tunisia, 20–22 December 2021; Ivanov, V., Trojanowska, J., Machado, J., Liaposhchenko, O., Zajac, J., Pavlenko, I., Edl, M., Perakovic, D., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 572–580. [Google Scholar]
- Gurey, V.; Hurey, I. Influence of Surface Hardened Nanocrystalline Layers on the Resistance of Contact Fatigue Destruction. In Proceedings of the Lecture Notes in Mechanical Engineering, Hammamet, Tunisia, 20–22 December 2021; Ivanov, V., Trojanowska, J., Pavlenko, I., Zajac, J., Peraković, D., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 483–491. [Google Scholar]
- Gurey, V.; Shynkarenko, H.; Kuzio, I. Mathematical Model of the Thermoelasticity of the Surface Layer of Parts During Discontinuous Friction Treatment. Lect. Notes Mech. Eng. 2021, 1, 12–22. [Google Scholar] [CrossRef]
- Gurey, V.; Maruschak, P.; Hurey, I.; Dzyura, V.; Hurey, T.; Wojtowicz, W. Dynamic Analysis of the Thermo-Deformation Treatment Process of Flat Surfaces of Machine Parts. J. Manuf. Mater. Process 2023, 7, 101. [Google Scholar] [CrossRef]
- Hurey, I.; Hurey, T.; Lanets, O.; Dmyterko, P. The Durability of the Nanocrystalline Hardened Layer during the Fretting Wear. In Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2021; pp. 23–32. [Google Scholar] [CrossRef]
- Kyryliv, V.; Maksymiv, O.; Gurey, V.; Hurey, I.; Kyryliv, Y.; Zvirko, O. The Mode Deformation Effect on Surface Nanocrystalline Structure Formation and Wear Resistance of Steel 41Cr4. Coatings 2023, 13, 249. [Google Scholar] [CrossRef]
- Hurei, I.V.; Hurei, T.A.; Tykhonovych, V.V. Redistribution of Chemical Elements in the Process of Pulse Strengthening. Mater. Sci. 1999, 35, 146–148. [Google Scholar] [CrossRef]
- Tao, F.F. A Study of Oxidation Phenomena in Corrosive Wear. ASLE Trans. 1969, 12, 97–105. [Google Scholar] [CrossRef]
- Yoshimoto, G.; Tsukizoe, T. On the Mechanism of Wear between Metal Surfaces. Wear 1958, 1, 472–490. [Google Scholar] [CrossRef]
- Khitouni, N.; Hammami, B.; Llorca-Isern, N.; Ben Mbarek, W.; Suñol, J.-J.; Khitouni, M. Microstructure and Magnetic Properties of Nanocrystalline Fe60−xCo25Ni15Six Alloy Elaborated by High-Energy Mechanical Milling. Materials 2022, 15, 6483. [Google Scholar] [CrossRef] [PubMed]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hurey, I.; Maruschak, P.; Augousti, A.; Flowers, A.; Gurey, V.; Dzyura, V.; Prentkovskis, O. Resistance to Wear during Friction without Lubrication of Steel-Cast Iron Pairing with Nanocrystalline Structure-Reinforced Surface Layers. Lubricants 2023, 11, 418. https://doi.org/10.3390/lubricants11100418
Hurey I, Maruschak P, Augousti A, Flowers A, Gurey V, Dzyura V, Prentkovskis O. Resistance to Wear during Friction without Lubrication of Steel-Cast Iron Pairing with Nanocrystalline Structure-Reinforced Surface Layers. Lubricants. 2023; 11(10):418. https://doi.org/10.3390/lubricants11100418
Chicago/Turabian StyleHurey, Ihor, Pavlo Maruschak, Andy Augousti, Alan Flowers, Volodymyr Gurey, Volodymyr Dzyura, and Olegas Prentkovskis. 2023. "Resistance to Wear during Friction without Lubrication of Steel-Cast Iron Pairing with Nanocrystalline Structure-Reinforced Surface Layers" Lubricants 11, no. 10: 418. https://doi.org/10.3390/lubricants11100418
APA StyleHurey, I., Maruschak, P., Augousti, A., Flowers, A., Gurey, V., Dzyura, V., & Prentkovskis, O. (2023). Resistance to Wear during Friction without Lubrication of Steel-Cast Iron Pairing with Nanocrystalline Structure-Reinforced Surface Layers. Lubricants, 11(10), 418. https://doi.org/10.3390/lubricants11100418