A Review of Aviation Spline Research

Abstract
1. Introduction
2. Spline Type and Characteristics
2.1. Classification from Spline Shape
2.2. Spline Classification from Function and Positioning Mode
2.3. Spline Classification from Modification
3. Failure Form and Fatigue Strength of Spline
3.1. Main Failure Forms of Spline
3.2. Spline Fatigue Failure
3.3. Spline Strength and Bearing Capacity
3.4. Contact Stress Distribution on Spline Surface
4. Aviation Spline Wear
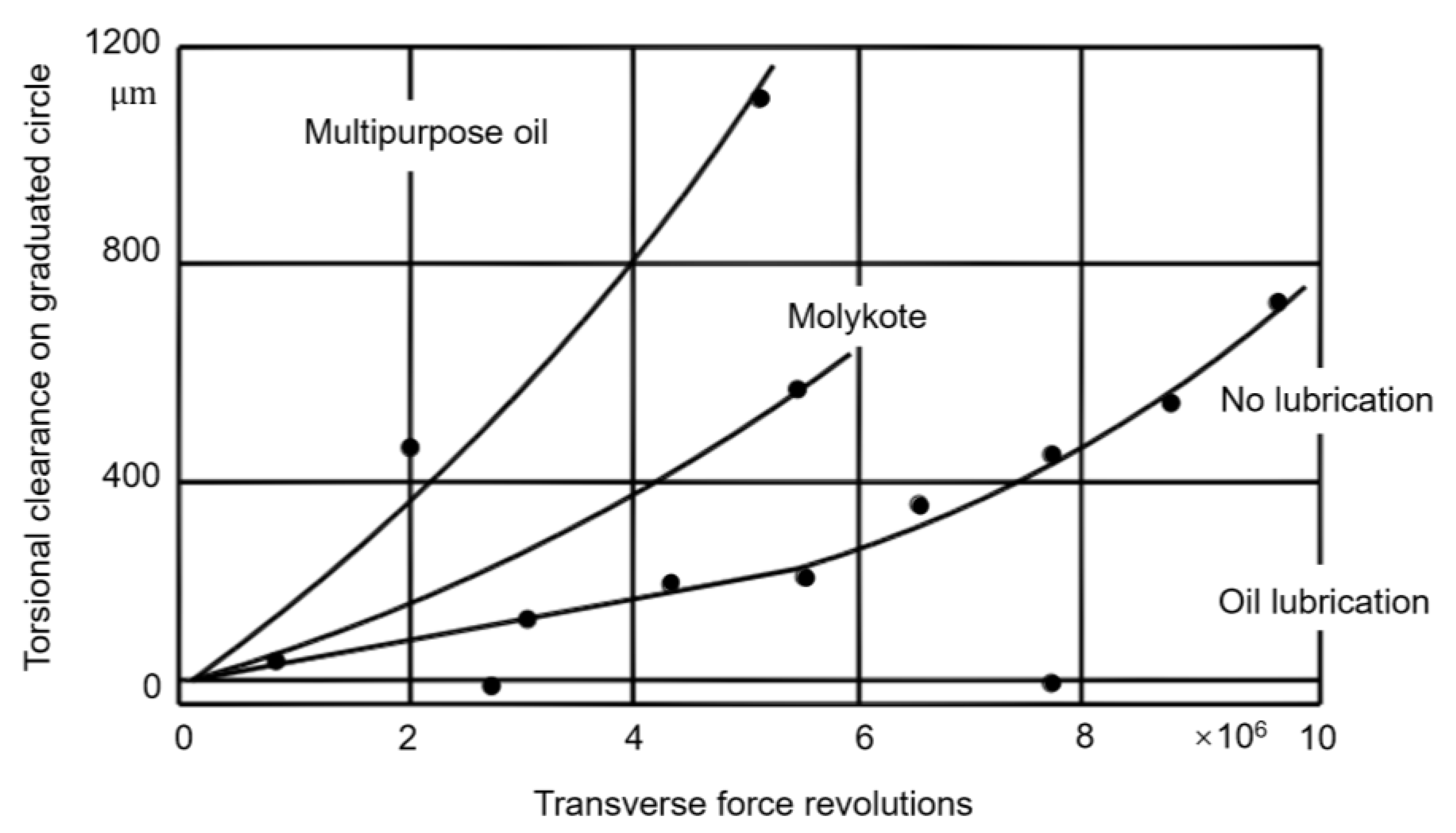
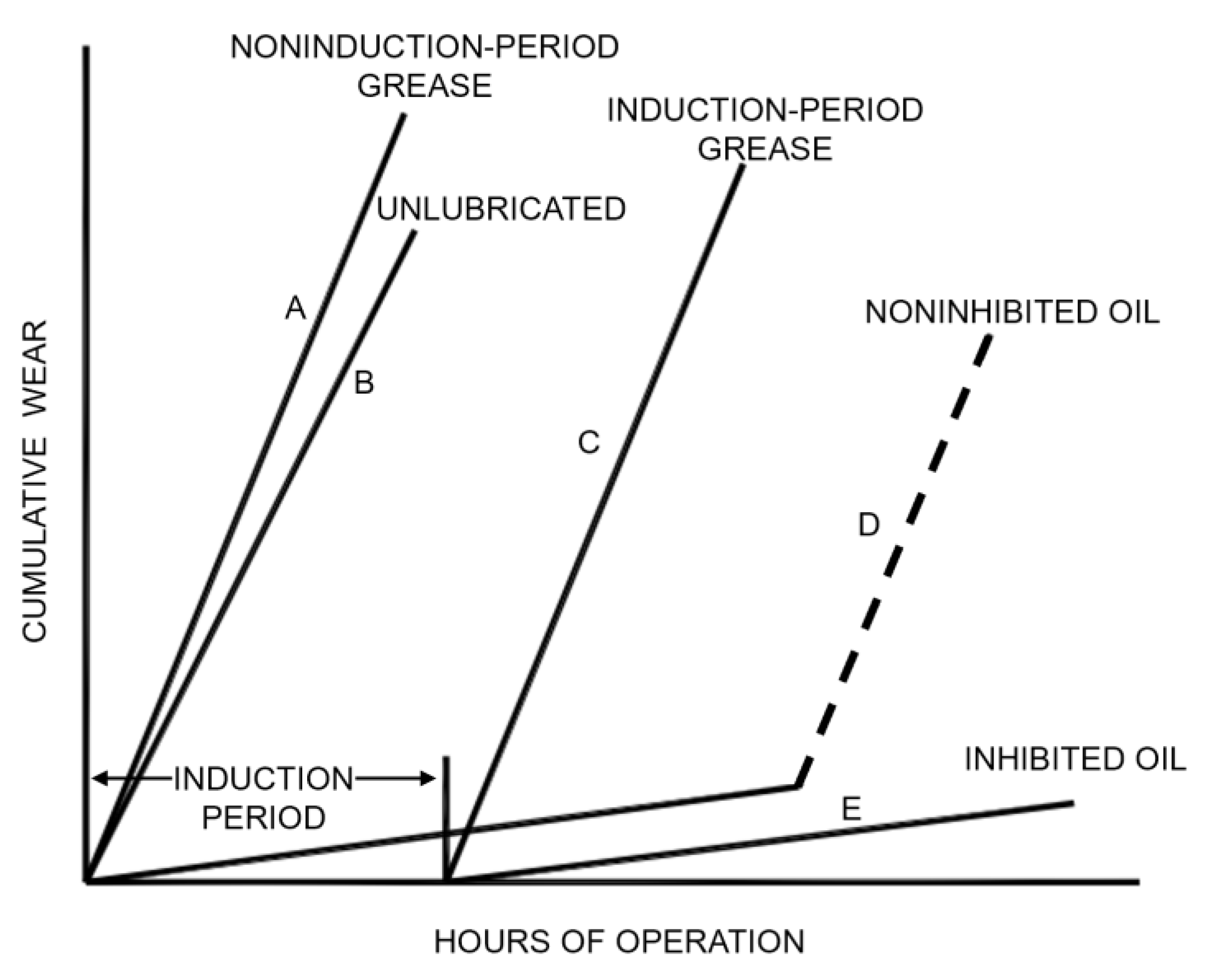
4.1. Influence of Lubrication on Spline Wear
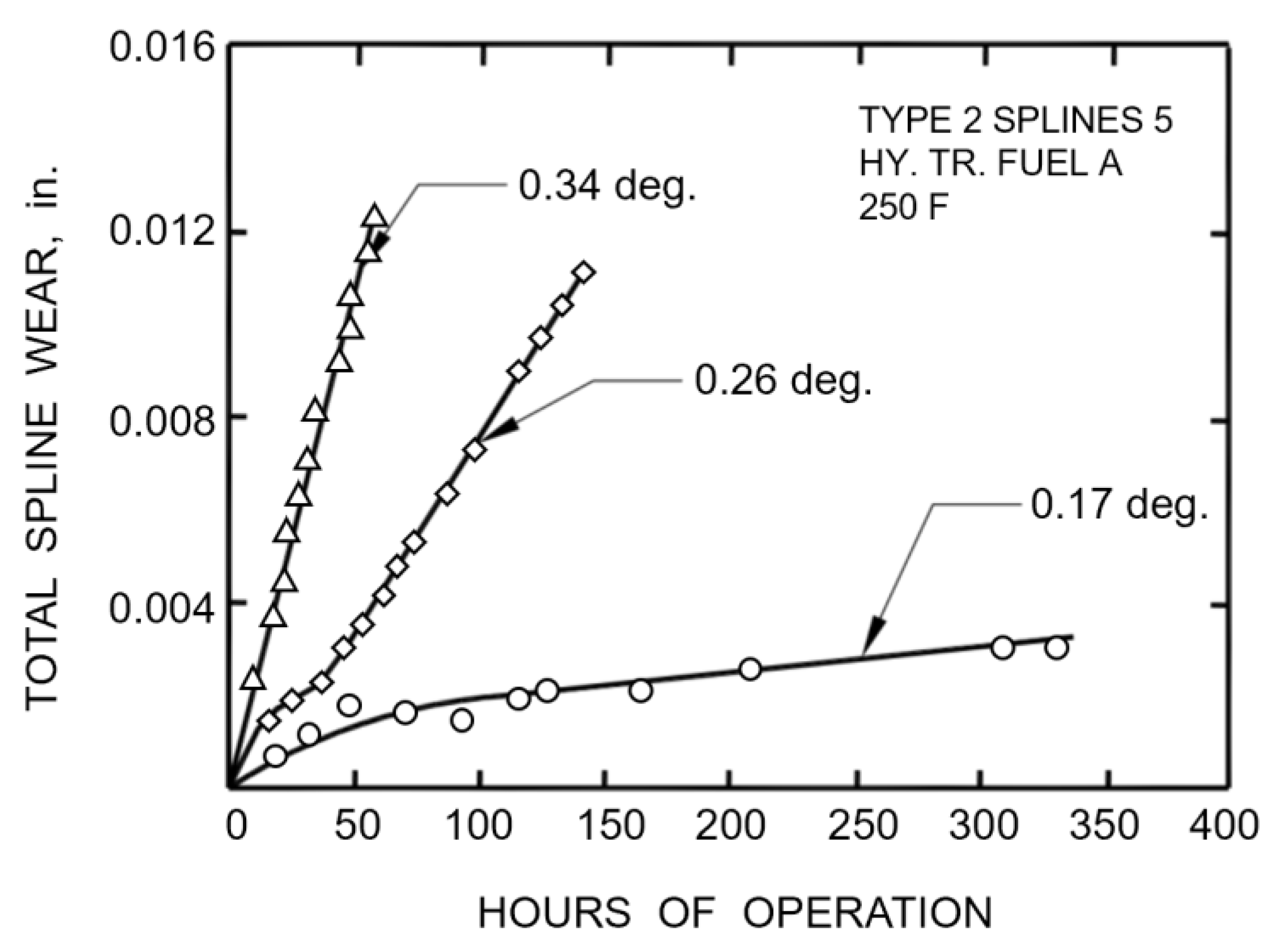
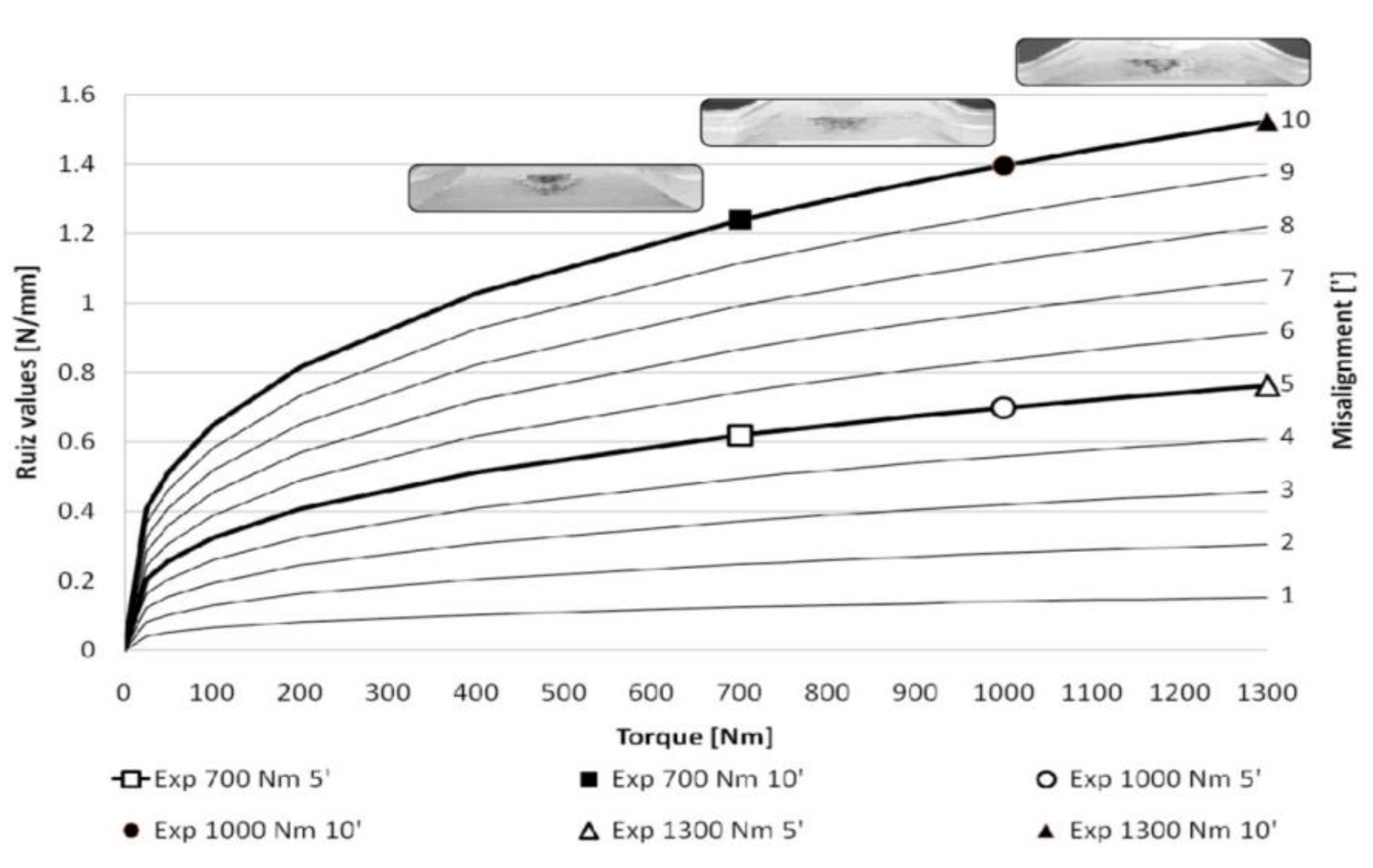
4.2. Effect of Misalignment on Spline Wear
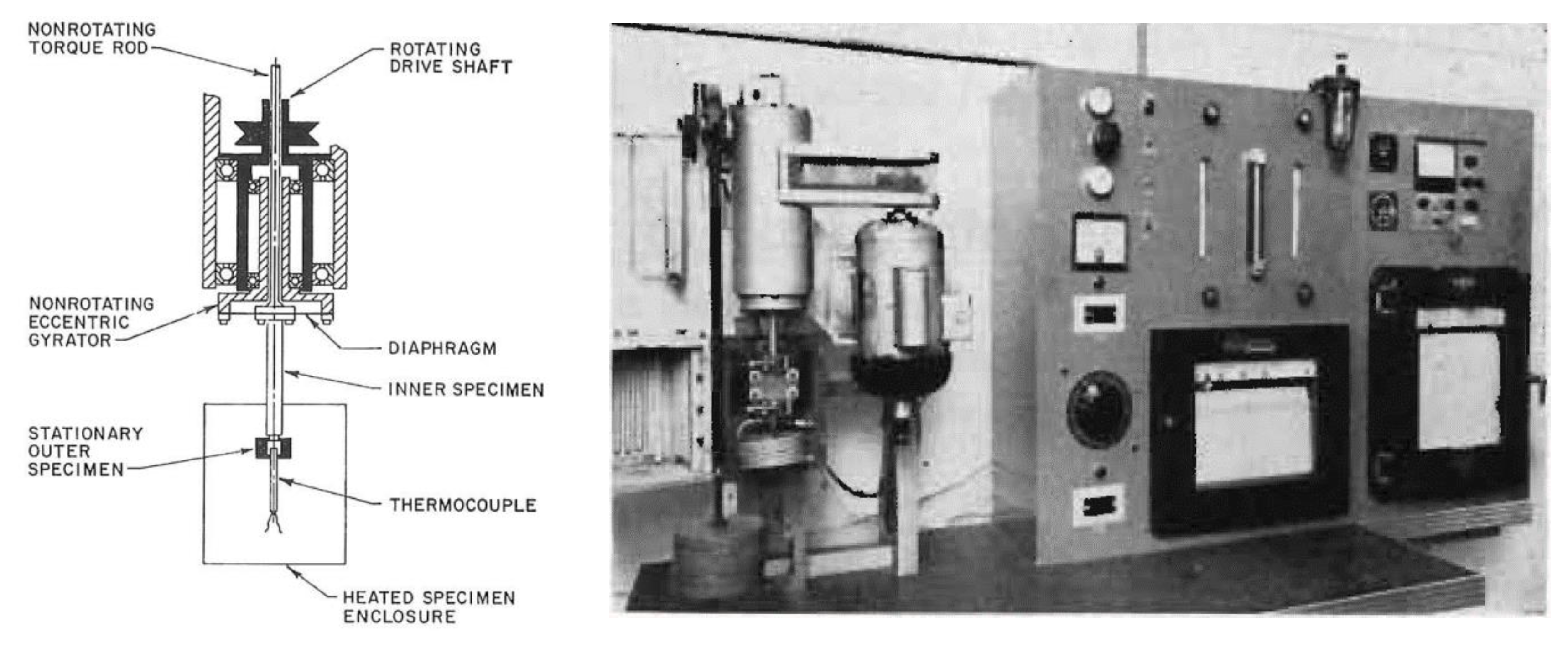
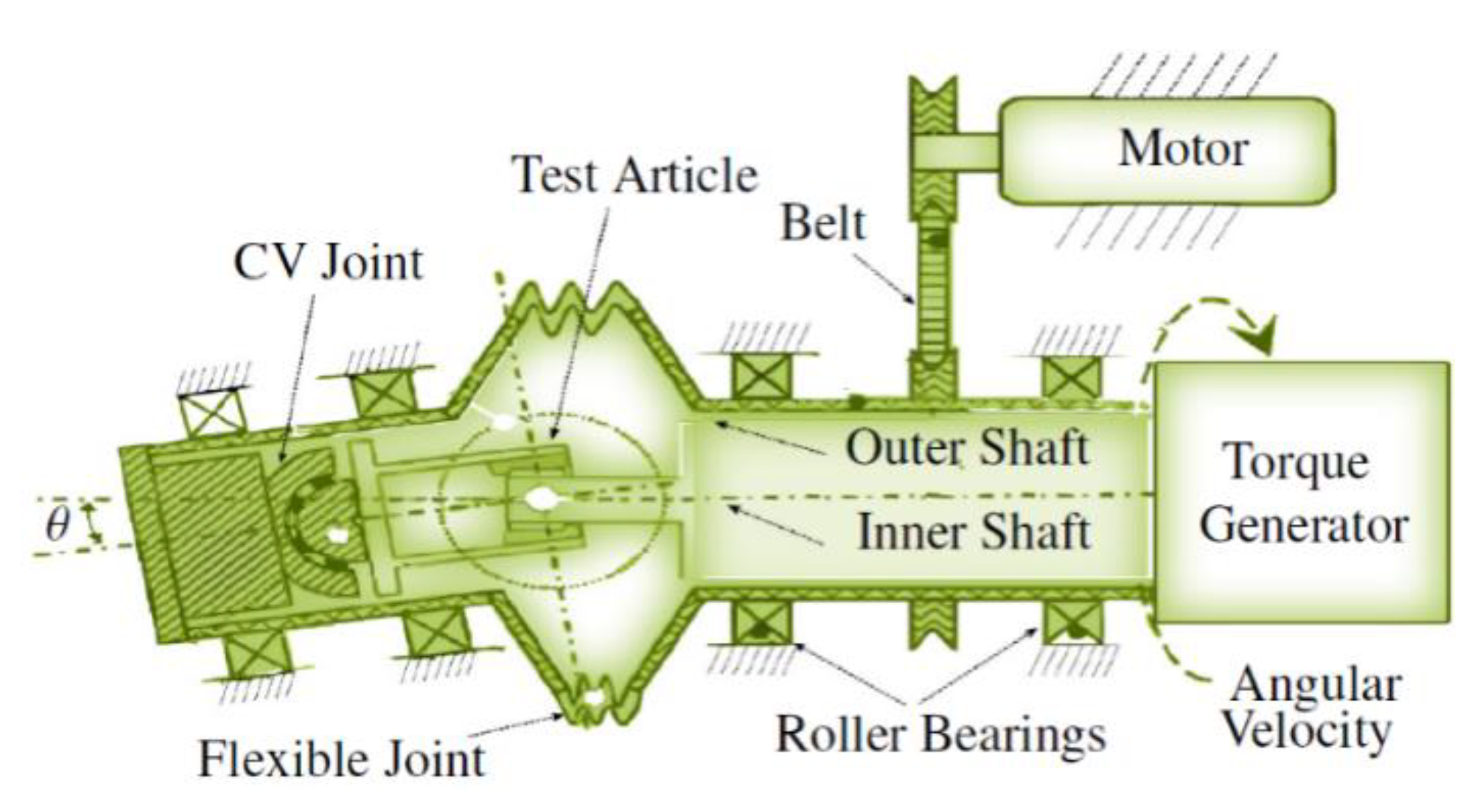
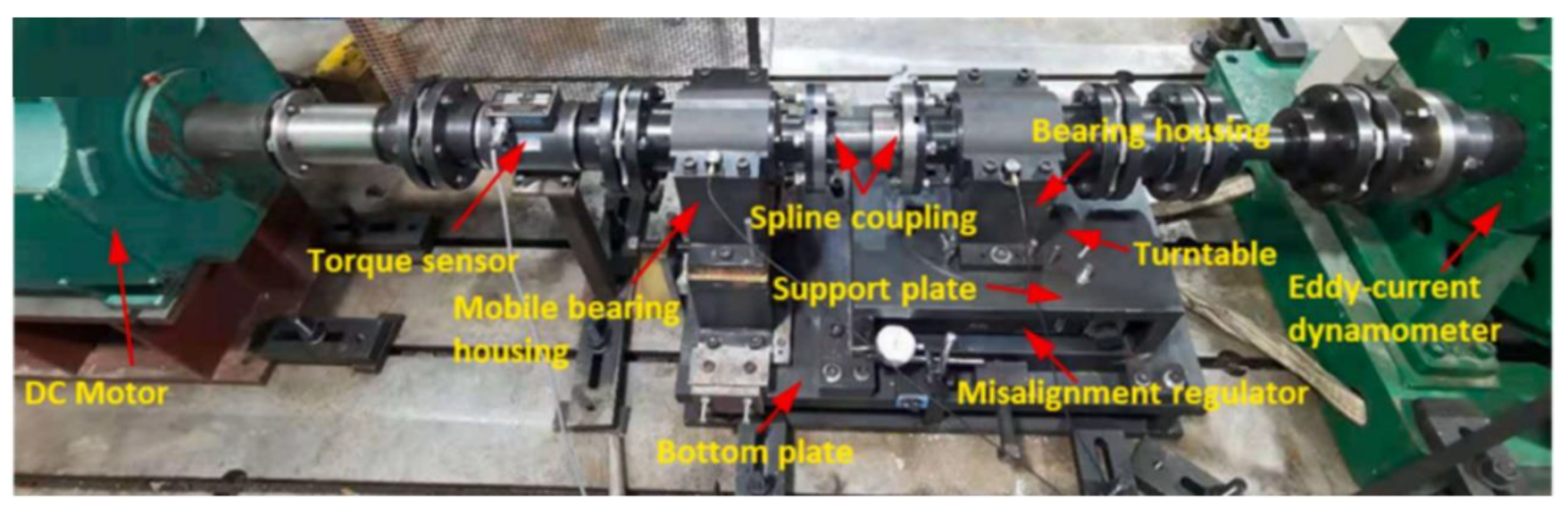
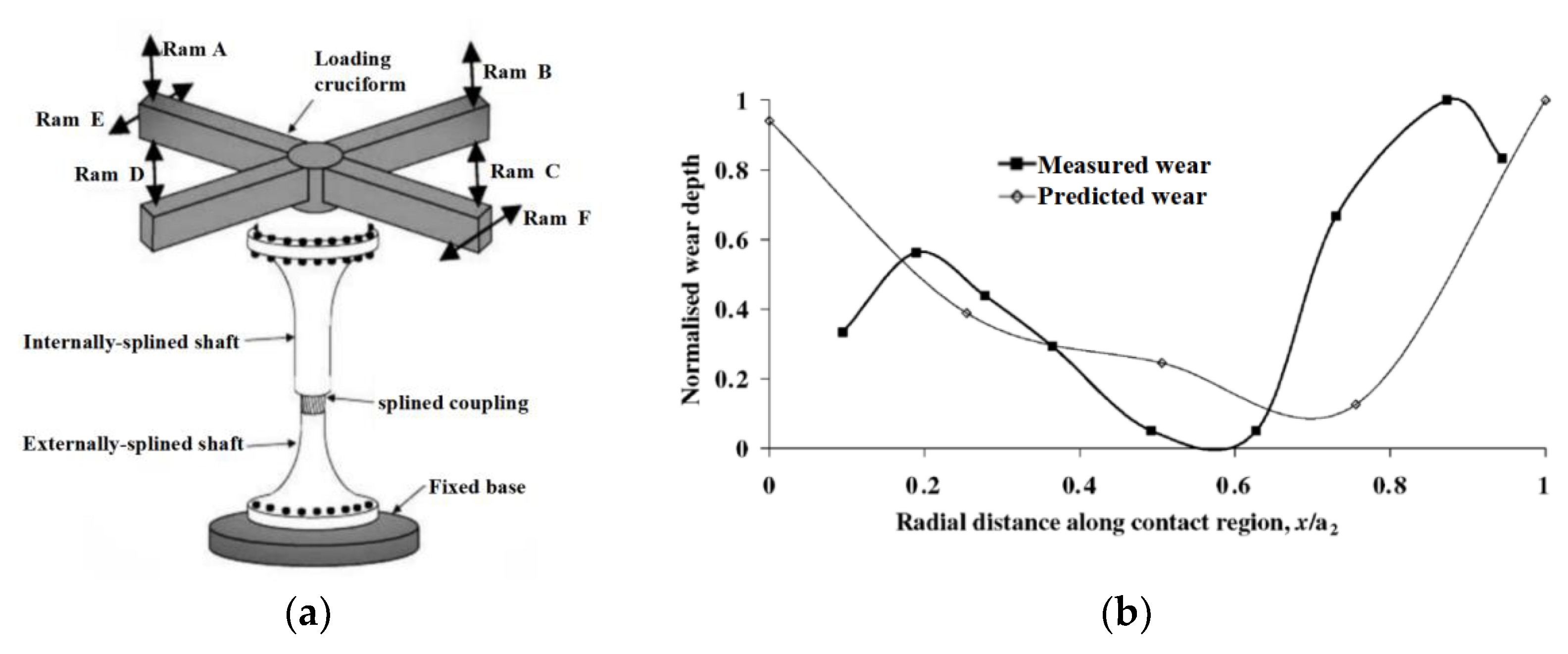
4.3. Experimental Study on Spline Wear
5. Future Development Direction of Aviation Splines
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.L.; Zhao, G.; Sun, X.C.; Shengxiang, L.I. Review on Research of Aviation Spline. Aeronaut. Manuf. Technol. 2017, 60, 91–100. [Google Scholar]
- Coss, R.A.; Gantschnigg, G.K. Aircraft Electric System and System Component Study (F-4 Type Aircraft); Interim Report; ARINC Research Corporation: Annapolis, MD, USA, 1967. [Google Scholar]
- Endoy, R. Gear Hobbing, Shaping, and Shaving: A Guide to Cycle Time Estimating and Process Planning; Society of Manufacturing Engineers: Dearborn, MI, USA, 1990; pp. 63–74. [Google Scholar]
- Ku, P.M.; Valtierra, M.L. Spline wear-effects of design and lubrication. J. Eng. Ind. 1975, 97, 1257–1263. [Google Scholar] [CrossRef]
- Chase, K.W.; Sorensen, C.D.; De Caires, B. Variation Analysis of Tooth Engagement and Load Sharing in Involute Splines. Gear Technol. 2010, 7, 54–62. [Google Scholar]
- Brown, H.W. A Reliable Spline Coupling. J. Eng. Ind. 1979, 101, 421. [Google Scholar] [CrossRef]
- Dudley, D.W. When Splines Need Stress Control. Prod. Eng. 1957, 28, 56–61. [Google Scholar]
- Kang, L.X.; Cao, Y.H.; Mei, Q. Dynamic Instability of Helicopter Transmission Rotating Shafts with Spline Coupling. J. Beijing Univ. Aeronaut. Astronaut. 2010, 36, 645–649. [Google Scholar]
- Fu, C.G.; Zheng, D.P.; Ou, Y.X.; Zhou, S.J.; Zhao, X.M. Aeroengine Design Manual (Volume 19); Aviation Industry Press: Beijing, China, 2000; pp. 34–78. [Google Scholar]
- Zhao, G.; Wang, M.R.; Feng, Z.F.; Wang, Y.Q.; Guo, M.; Su, C.Q. Design method and its misaligned contact characteristic of aviation crowned spline. J. Aerosp. Power 2022, 37, 694–703. [Google Scholar]
- Valtierra, M.L.; Brown, R.D.; Ku, P.M. A Critical Survey and Analysis of Aircraft Spline Failures; Southwest Research Institute: San Antonio, TX, USA, 1971. [Google Scholar]
- Boyce, M.P. Subsynchronous Vibration Analysis Using RTA in The Gas Turbine Engineering Handbook, 3rd ed.; Gulf Professional Publishing: Boston, MA, USA, 2006; pp. 605–625. [Google Scholar]
- Chen, Z. Research of Fatigue Life Assessment of Transmission Part of Aeroengine Accessory Transmission System. Master’s thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2009. [Google Scholar]
- Cuffaro, V.; Curà, F.; Mura, A. Experimental investigation about surface damage in straight and crowned misaligned splined couplings. Key Eng. Mater. 2013, 577, 353–356. [Google Scholar] [CrossRef]
- Leen, S.B.; Hyde, T.H.; Ratsimba, C.H.; Williams, E.J.; McColl, I.R. An investigation of the fatigue and fretting performance of a representative aeroengine splined coupling. J. Strain Anal. Eng. Des. 2002, 37, 565–583. [Google Scholar] [CrossRef]
- Wavish, P.M.; Houghton, D.; Ding, J.; Leen, S.B.; Williams, E.J.; McColl, I.R. A multiaxial fretting fatigue test for spline coupling contact. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 325–345. [Google Scholar] [CrossRef]
- Ding, J.; Sum, W.S.; Sabesan, R.; Leen, S.B.; McColl, I.R.; Williams, E.J. Fretting fatigue predictions in a complex coupling. Int. J. Fatigue 2007, 29, 1229–1244. [Google Scholar] [CrossRef]
- Tjernberg, A. Load distribution and pitch errors in a spline coupling. Mater. Des. 2002, 22, 259–266. [Google Scholar] [CrossRef]
- Xue, X.Z.; Wang, S.M.; Yuan, R. Fretting wear-fatigue predictions in a spline couplings. J. Harbin Inst. Technol. 2016, 48, 147–151. [Google Scholar]
- Hu, C.Y.; Liu, D.L.; Wan, F.; Tao, C.H. Fracture Analysis of Spline Shaft. J. Mater. Eng. 2009, 5, 57–59, 64. [Google Scholar]
- Liu, S. Fracture Analysis of Spline Shaft. Fail. Anal. Prev. 2013, 8, 35–39. [Google Scholar]
- Kang, Y.Q.; Wang, M.G.; Huang, J. Analysis on the Fracture of a UAV Generator Elastic Shaft. Aviat. Maint. Eng. 2017, 10, 67–70. [Google Scholar]
- Zhao, L.H.; Xing, Q.K.; Wang, J.Y.; Li, S.L.; Zheng, S.L. Failure and Root Cause Analysis of Vehicle Drive Shaft. Eng. Fail. Anal. 2019, 99, 225–234. [Google Scholar] [CrossRef]
- Wang, Q.G.; Chen, D.B.; Wei, J.; Sun, W. Contact Analysis of Involute Spline Joint based on FEM. J. Mech. Transm. 2014, 38, 134–137. [Google Scholar]
- Chen, Z.; Zhu, R.P. Strength Analysis of Involute Spline of Aeroengine. Mech. Eng. Autom. 2009, 4, 90–92. [Google Scholar]
- Hu, Z.G.; Zhu, R.P.; Jin, G.H.; Ni, D. Analysis of Fretting Frictional Contact Parameters of Aviation Involute Spline Couplings. J. Cent. South Univ. 2013, 44, 81–87. [Google Scholar]
- Chen, Y.; Zhu, R.P.; Jin, G.H. Analysis of Tooth Surface Friction Work of Aviation Involute Spline Pair. J. Mech. Transm. 2015, 39, 119–121. [Google Scholar]
- Hong, J.; Talbot, D.; Kahraman, A. A Semi-Analytical Load Distribution Model for Side-Fit Involute Splines. Mech. Mach. Theory 2014, 76, 39–55. [Google Scholar] [CrossRef]
- Hong, J.; Talbot, D.; Kahraman, A. Load distribution analysis of spline joints. Gear Technol. 2014, 31, 44–48. [Google Scholar]
- Hong, J.; Talbot, D.; Kahraman, A. Effects of Tooth Indexing Errors on Load Distribution and Tooth Load Sharing of Splines Under Combined Loading Conditions. J. Mech. Des. 2015, 137, 032601. [Google Scholar] [CrossRef]
- Cuffaro, V.; Cura, F.; Mura, A. Analysis of the pressure distribution in spline couplings. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2012, 226, 2852–2859. [Google Scholar] [CrossRef]
- Cuffaro, V. Prediction Method for the Surface Damage in Splined Couplings. Ph.D. thesis, Polytechnic University of Turin, Turin, Italy, 2013. [Google Scholar]
- Chen, C.H. The Common Failures of Aero-engine Mechanical System; Aviation industry Press: Beijing, China, 2013; pp. 72–78. [Google Scholar]
- Dietz, P.; Schafer, G.; Wesolowski, K. Strength and Abrasion Wear of Involute Splines. Chin. J. Eng. Des. 1996, 1, 31–38+46. [Google Scholar]
- Liu, W.M.; Xia, Y.Q.; Fu, X.G. Gear Drive Lubricating Materials; Chemical Industry Press: Beijing, China, 2005; pp. 14–73. [Google Scholar]
- Calistrat, M.M. Gear Coupling Lubrication; American Society of Lubrication Engineers: Chicago, IL, USA, 1974. [Google Scholar]
- Waterhouse, R.B. Fretting Fatigue; Applied Science Publishers: London, UK, 1981. [Google Scholar]
- Weatherford, W.D.; Valtierra, J.R.M.L. Mechanisms of Wear in Misaligned Splines. J. Lubr. Technol. 1968, 90, 42–48. [Google Scholar] [CrossRef]
- Mura, A.; Curà, F.; Adamo, F. Evaluation of graphene grease compound as lubricant for spline couplings. Tribol. Int. 2018, 117, 162–167. [Google Scholar] [CrossRef]
- Zhao, G.; Guo, J.N.; Wang, X.F.; Liu, Z.S. Dynamics of Rotor-Gear Coupling-Bearing System with Misalignment. J. Dalian Univ. Technol. 2011, 51, 338–345. [Google Scholar]
- Curà, F.; Mura, A.; Gravina, M. Load Distribution in Spline Coupling Teeth with Parallel Offset Misalignment. J. Mech. Eng. Sci. 2012, 227, 1–11. [Google Scholar] [CrossRef]
- Elkholy, A.H.; Alfares, M.A. Misalignment Loads in Splined Gear Coupling. Int. J. Comput. Appl. Technol. 2002, 15, 128–137. [Google Scholar] [CrossRef]
- Boyce, M.P. Shaft Alignment in The Gas Turbine Engineering Handbook, 3rd ed.; Gulf Professional Publishing: Boston, MA, USA, 2006; pp. 654–663. [Google Scholar]
- Leen, S.B.; McColl, I.R.; Ratsimba, C.H.H.; Williams, E.J. Fatigue Life Prediction for A Barrelled Spline Coupling Under Torque Overload. J. Aerosp. Eng. 2003, 217, 123–142. [Google Scholar] [CrossRef]
- Waterhouse, R.B. Fretting Wear, in ASM Handbook, Friction, Lubrication and Wear Technology. Am. Soc. Met. 1992, 18, 242–256. [Google Scholar]
- Jason, J.M. Numerical Modelling of the Effect of Fretting Wear on Fretting Fatigue. Ph.D. thesis, University of Nottingham, Nottingham, UK, 2009. [Google Scholar]
- Leen, S.B.; Richardson, I.J.; McColl, I.R.; Williams, E.J.; Hyde, T.R. Macroscopic Fretting Variables in A Splined Coupling Under Combined Torque and Axial Load. J. Strain Anal. Eng. Des. 2001, 36, 481–497. [Google Scholar] [CrossRef]
- Sum, W.S.; Leen, S.B.; Williams, E.J.; Sabesan, R.; McColl, I.R. Efficient Finite Element Modelling for Complex Shaft Couplings Under Non-Symmetric Loading. J. Strain Anal. Eng. Des. 2005, 40, 655–675. [Google Scholar] [CrossRef]
- Liu, H.Y. Influence of Spline Matching Clearance on Spline Coupling Failure. Journal of Changchun University 2008, 18, 41–43. [Google Scholar]
- Houghton, D.; Wavish, P.M.; Williams, E.J. Multiaxial Fretting Fatigue Testing and Prediction for Splined Couplings. Int. J. Fatigue 2009, 31, 1805–1815. [Google Scholar] [CrossRef]
- Curà, F.; Mura, A. Evaluation of the Fretting Wear Damage on Crowned Splined Couplings. Procedia Struct. Integr. 2016, 5, 1393–1400. [Google Scholar] [CrossRef]
- Zhao, G.; Shengxiang, L.I.; Guo, M.; Sun, H.; Sun, X.; Han, Q. Prediction and Experiment of Vibration Wear of Aviation Spline. J. Aerosp. Power 2018, 33, 2958–2964. [Google Scholar]
- Sun, X.C. Simulation and Experiment Study on Vibration and Wear of Aircraft Spline. Master’s thesis, Dalian University of Technology, Dalian, China, 2016. [Google Scholar]
- Cuffaro, V.; Curà, F.; Mura, A. Surface characterization of spline coupling teeth subjected to fretting wear. Procedia Eng. 2014, 74, 135–142. [Google Scholar] [CrossRef]
- Xiao, L.; Xu, Y.; Sun, X.; Xu, H.; Zhang, L. Experimental Investigation on the Effect of Misalignment on The Wear Failure for Spline Couplings. Eng. Fail. Anal. 2022, 131, 105755. [Google Scholar] [CrossRef]
- Ratsimba, C.H.H.; McColl, I.R.; Williams, E.J.; Leen, S.B.; Soh, H.P. Measurement, Analysis and Prediction of Fretting Wear Damage in a Representative Aeroengine Spline Coupling. Wear 2004, 257, 1193–1206. [Google Scholar] [CrossRef]
- Hu, Z.G. Research on Fretting Damage of Aviation Involute Spline Couplings. Master’s thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2013. [Google Scholar]
- Xue, X.Z. Investigation on Mechanism and Prediction Method of Fretting Wear in Aero-Engine Involute Spline Coupling. Ph.D. Thesis, Northwestern Polytechnical University, Xian, China, 2017. [Google Scholar]
- Xue, X.Z.; Wang, S.M.; Li, B. Modification Methodology of Fretting Wear in Involute Spline. Wear 2016, 368, 435–444. [Google Scholar] [CrossRef]
- Li, B.; Wu, L.J.; Li, P.X.; Chen, G.H. Development of the Multi-functional Friction and Wear Tester. Manuf. Technol. Mach. Tool 2008, 1, 48–50. [Google Scholar]
- Cura, F.; Mura, A.; de Ugarte Sevilla, P.S. Recent advances in spline couplings reliability. Procedia Struct. Integr. 2019, 19, 328–335. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grease-Lubricated Splines | Continuous-Lubricated Splines | Extremely Misaligned Splines |
|---|---|---|
| Wear | Wear | Tooth breakage |
| Fretting corrosion | Corrosive wear | Scoring |
| Worm tracking | Coupling contamination | Cold flow |
| Cold flow | Scoring and welding | Wear |
| Lubrication separation | Worm tracking | Pitting |
| Failure Phenomena | Failure Causes |
|---|---|
| Deterioration of the tooth surface (high wear rate, nicking, worm tracking) | The viscosity of the lubricating oil is too low, or the misalignment is serious |
| Deterioration and overheating of the tooth surface | Misalignment, high slip rate |
| Damage or wear of spline teeth | Large inclination misalignment |
| Damage to the hub, shear of splines | Large interference of shaft |
| Lockout wear and teeth crack | Contamination of the lubrication system, large misalignment |
| Worm tracking | Misalignment, separation of lubricating oil components, and low lubricating oil viscosity |
| Breakage of end or seal ring | Too much shaft spacing and misalignment |
| Wear of hole | Improper cutting process, insufficient or incorrect heating, and excessive interference |
| Decolorization of holes | Improper hydraulic fit and the contamination between the shaft and hub |
| Breakage of component | Overload or fatigue, shock load |
| Cold flow, wear, fretting | Large vibration |
| Bolt shear, bolt hole elongation | Nut out of thread |
| Separation of lubricating oil components | Centrifugal force |
| Wet impurity residue | Centrifugal force |
| Lubricating oil failure | The environmental temperature is too high |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, G.; Zhao, X.; Qian, L.; Yuan, Y.; Ma, S.; Guo, M. A Review of Aviation Spline Research. Lubricants 2023, 11, 6. https://doi.org/10.3390/lubricants11010006
Zhao G, Zhao X, Qian L, Yuan Y, Ma S, Guo M. A Review of Aviation Spline Research. Lubricants. 2023; 11(1):6. https://doi.org/10.3390/lubricants11010006
Chicago/Turabian StyleZhao, Guang, Xiangyang Zhao, Liting Qian, Yunbo Yuan, Song Ma, and Mei Guo. 2023. "A Review of Aviation Spline Research" Lubricants 11, no. 1: 6. https://doi.org/10.3390/lubricants11010006
APA StyleZhao, G., Zhao, X., Qian, L., Yuan, Y., Ma, S., & Guo, M. (2023). A Review of Aviation Spline Research. Lubricants, 11(1), 6. https://doi.org/10.3390/lubricants11010006