ZDDP Tribofilm Formation from a Formulated Oil on Textured Cylinder Liners


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
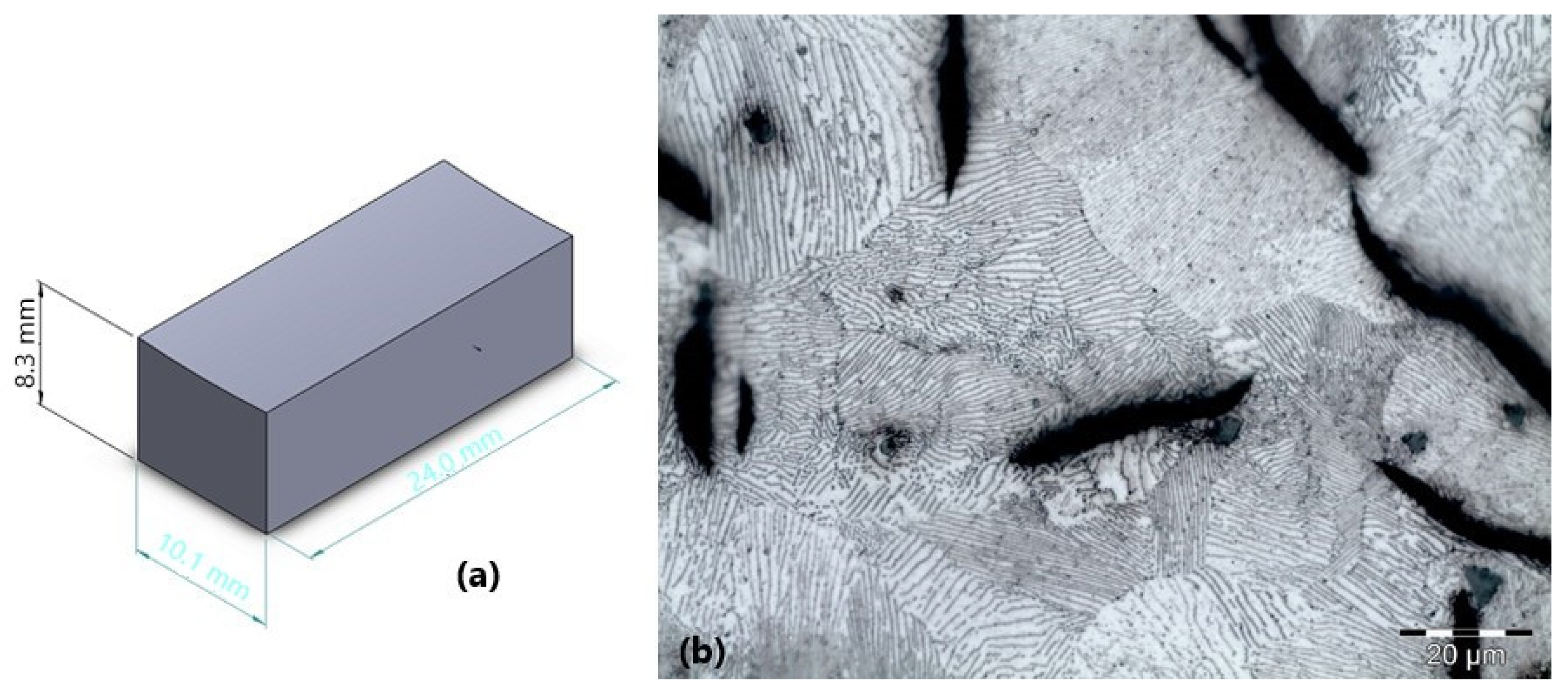
2.1. Materials
2.2. Methods
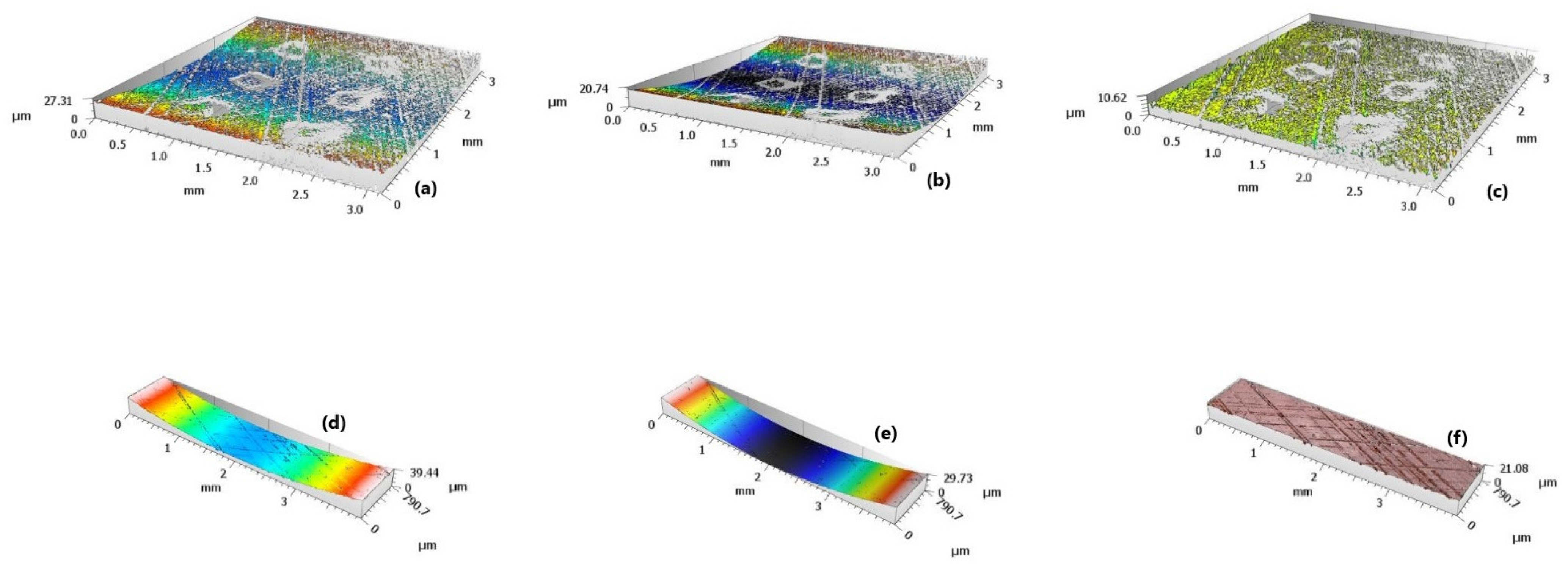
2.2.1. Surface Characterization
2.2.2. Surface Texturing of the Liners
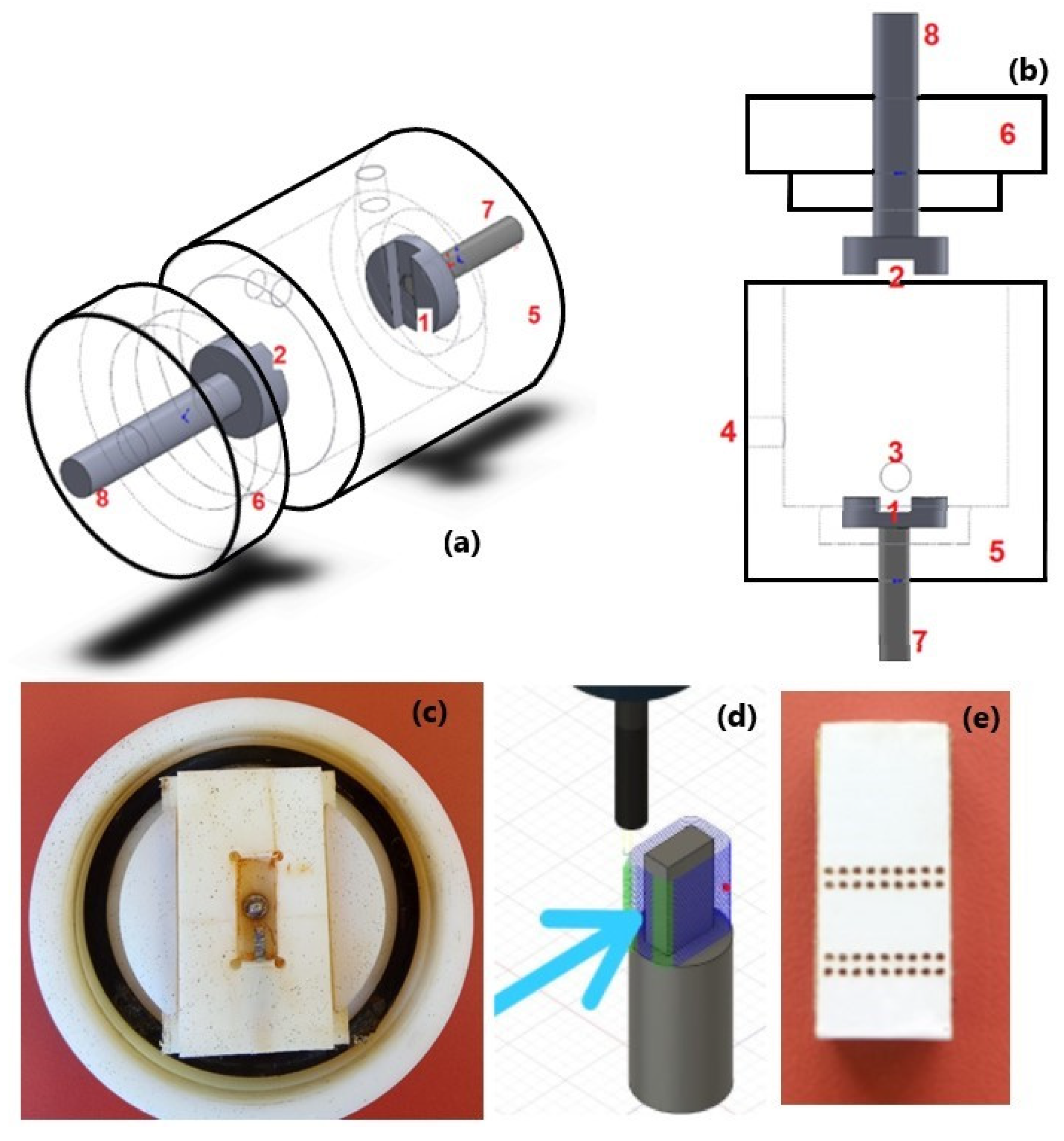
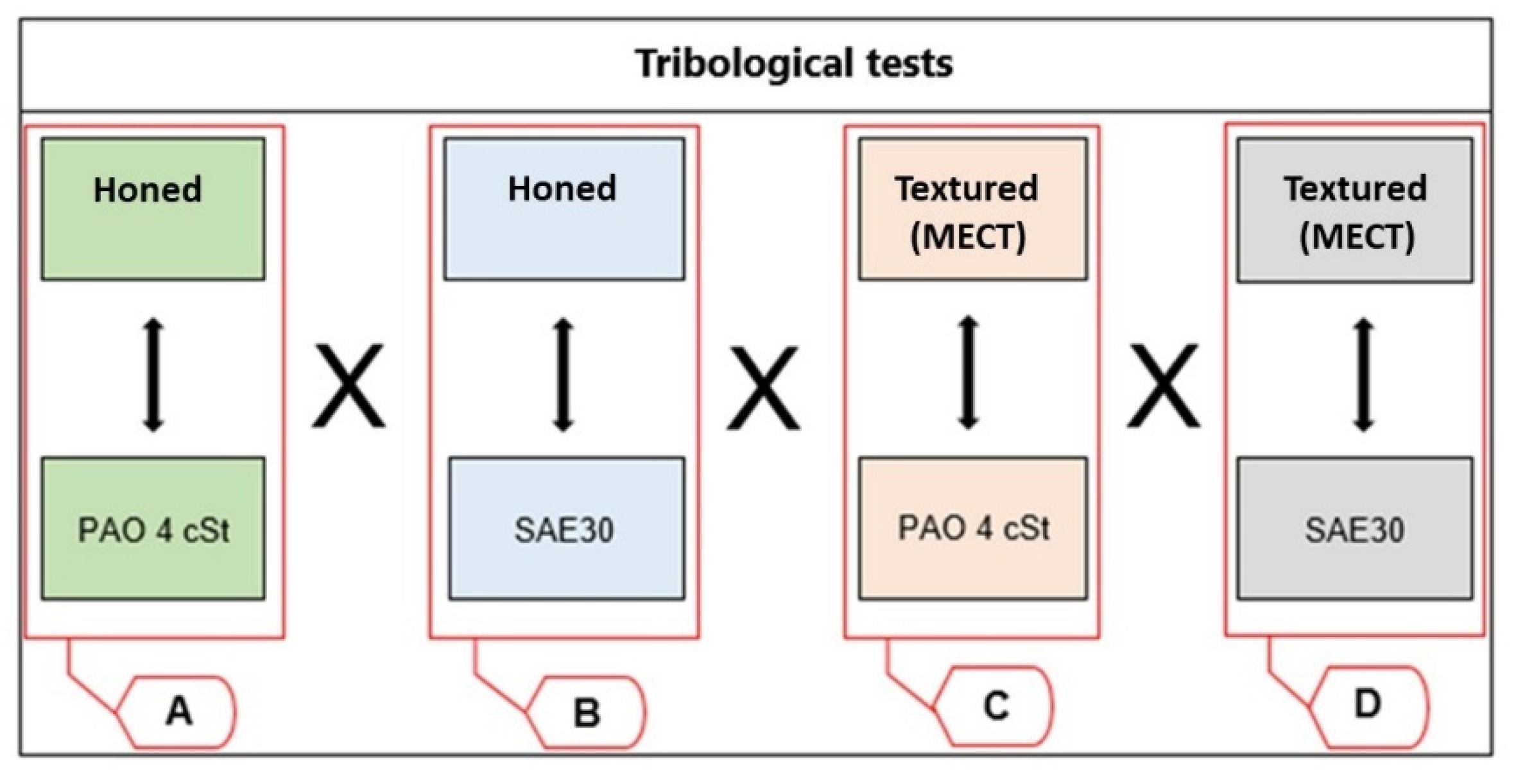
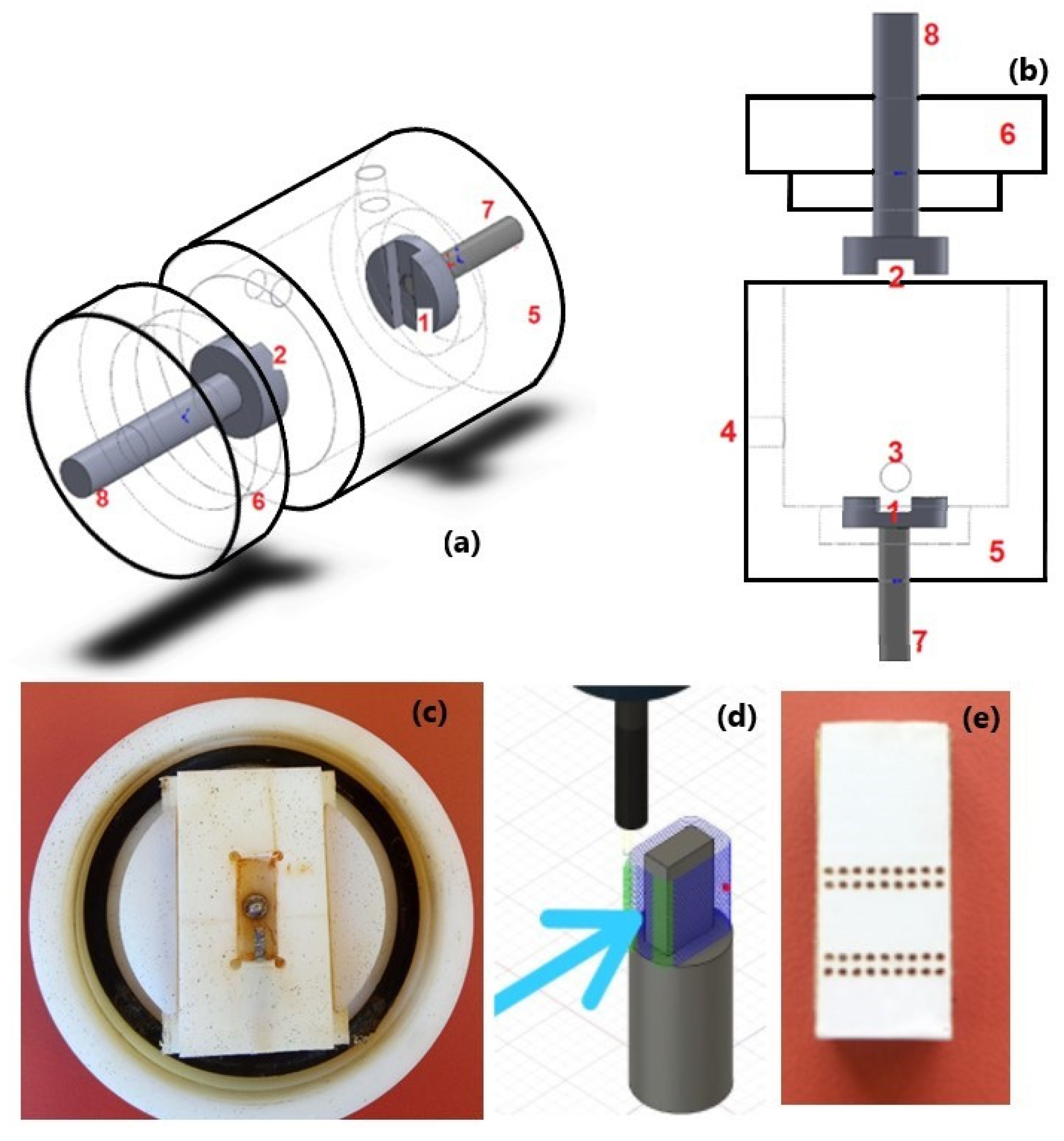
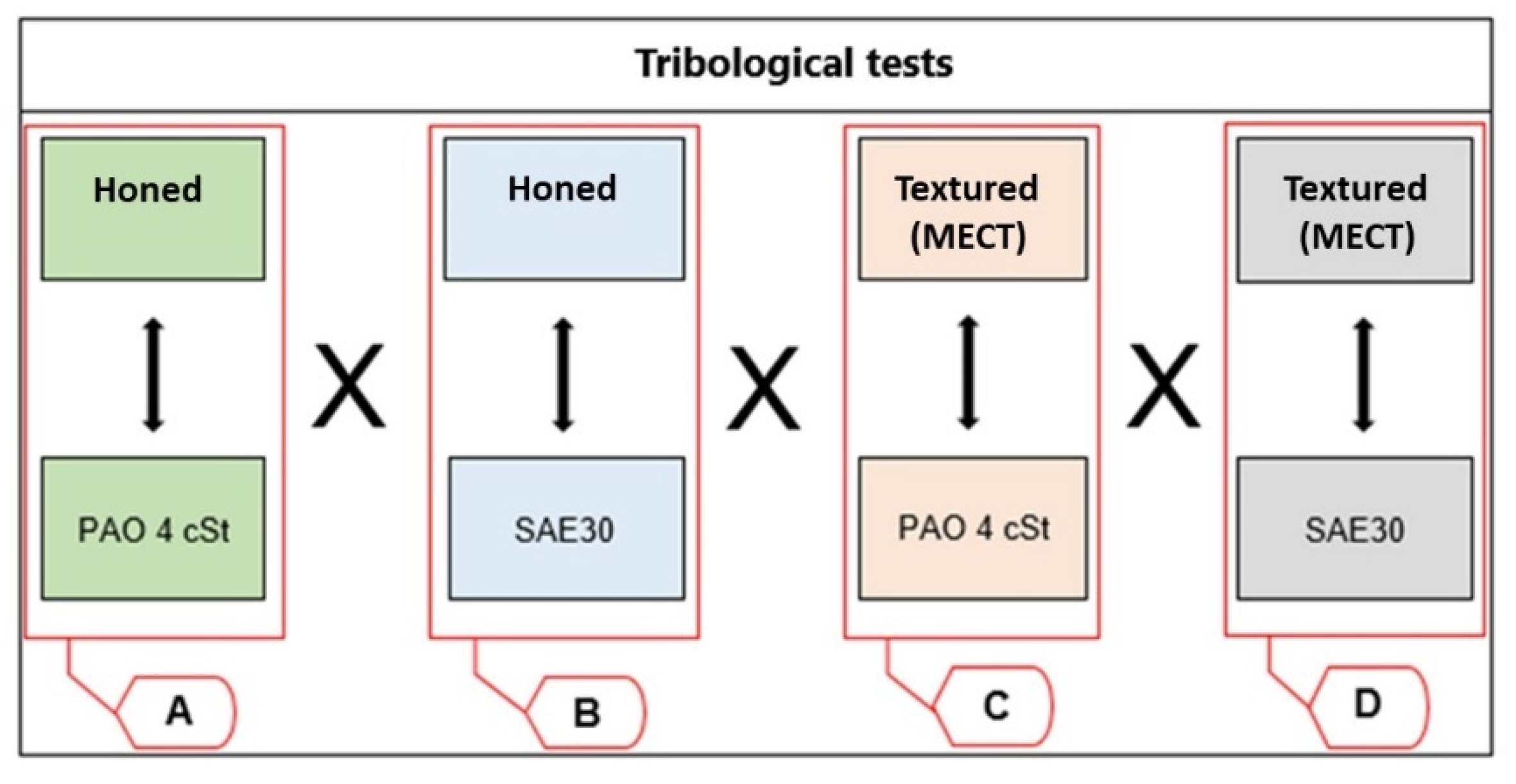
2.2.3. Tribological Tests
3. Results
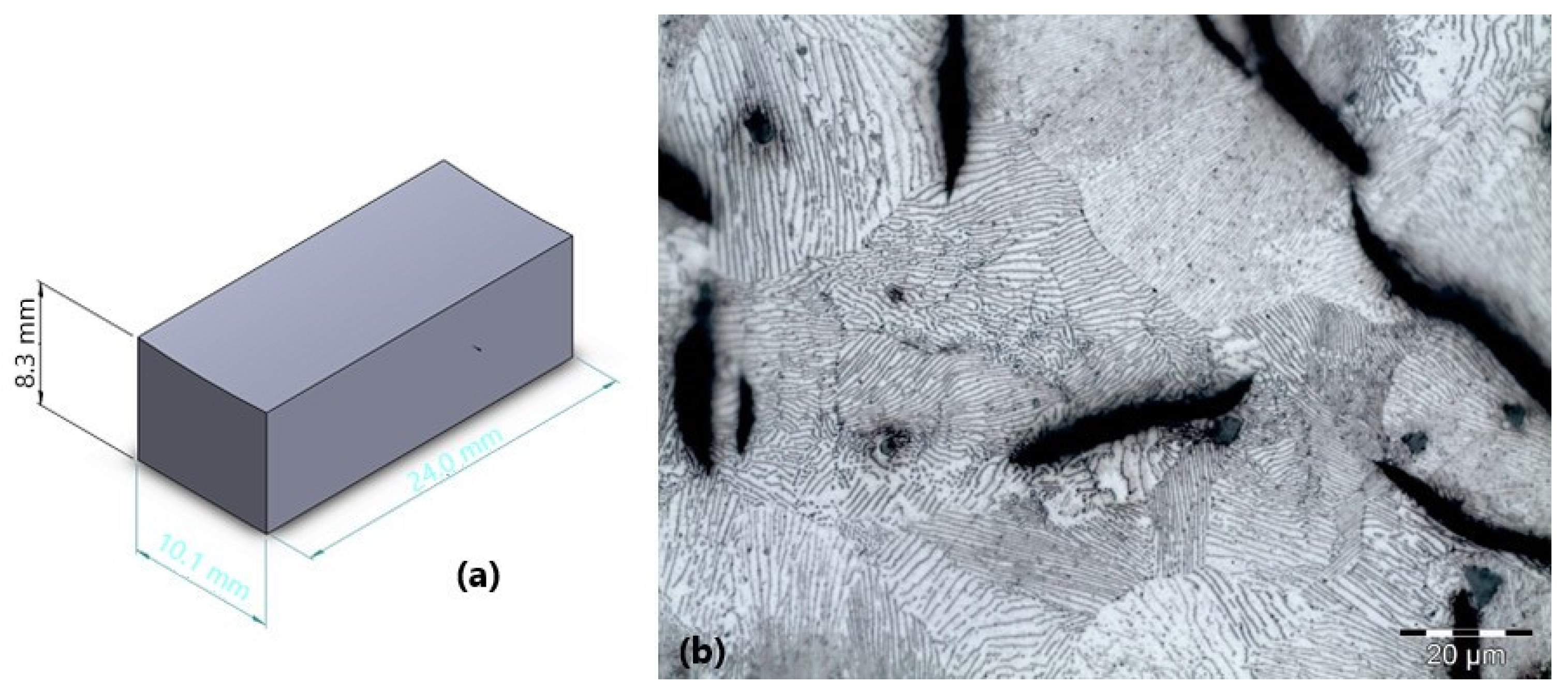
3.1. Characterization of the Liners and Rings
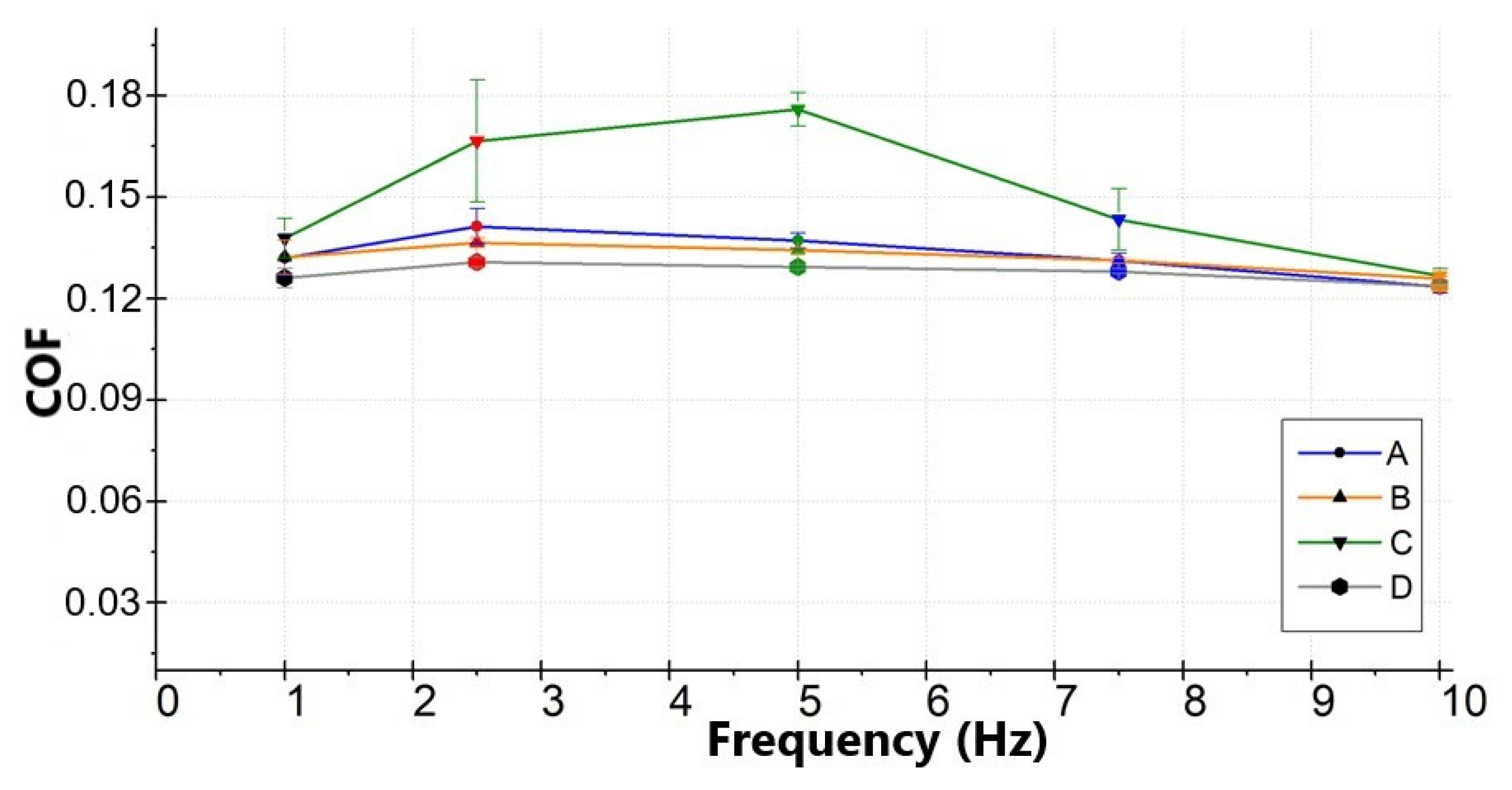
3.2. Short Duration Tribological Tests
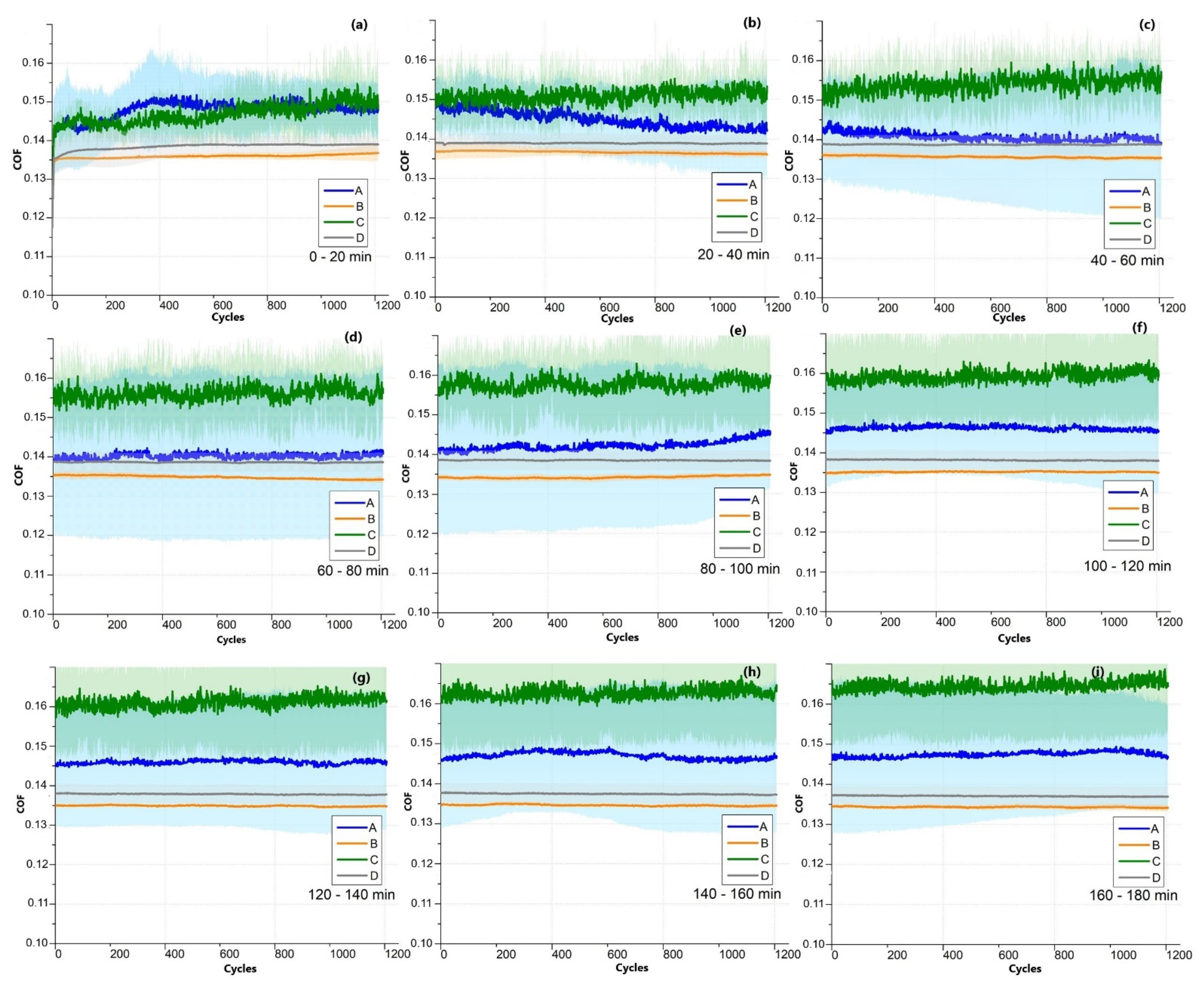
3.3. Long Duration Tribological Tests
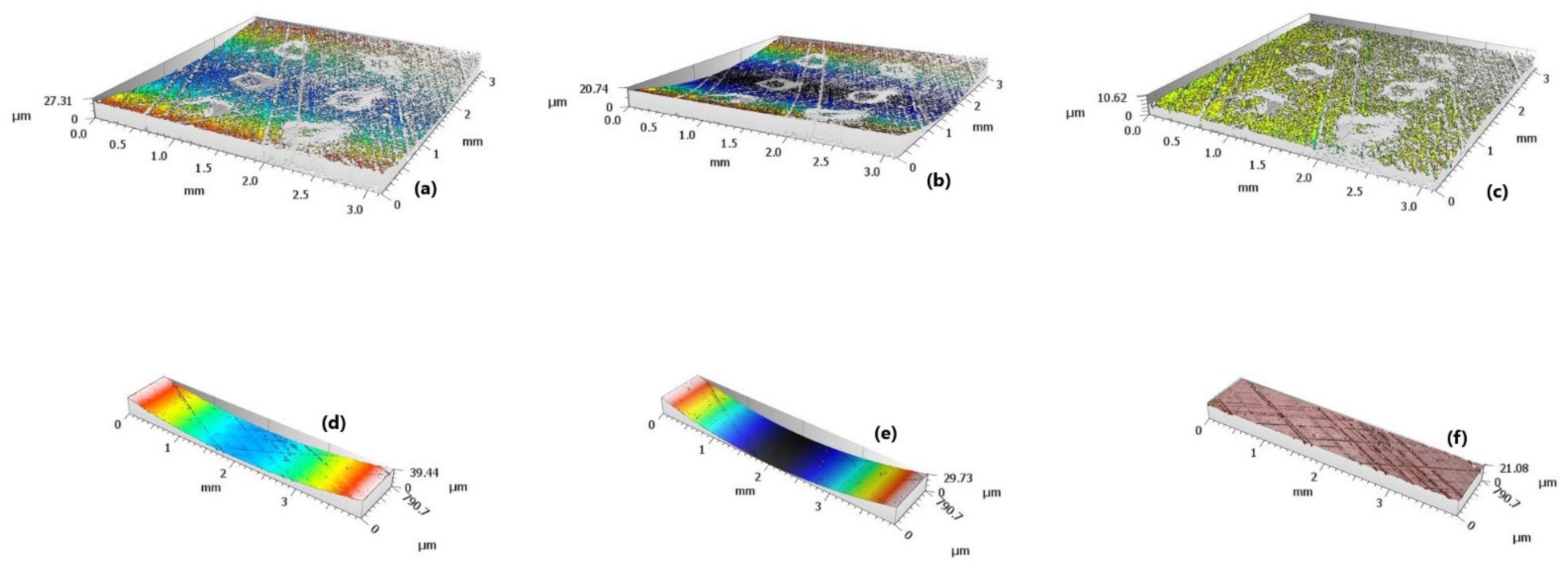
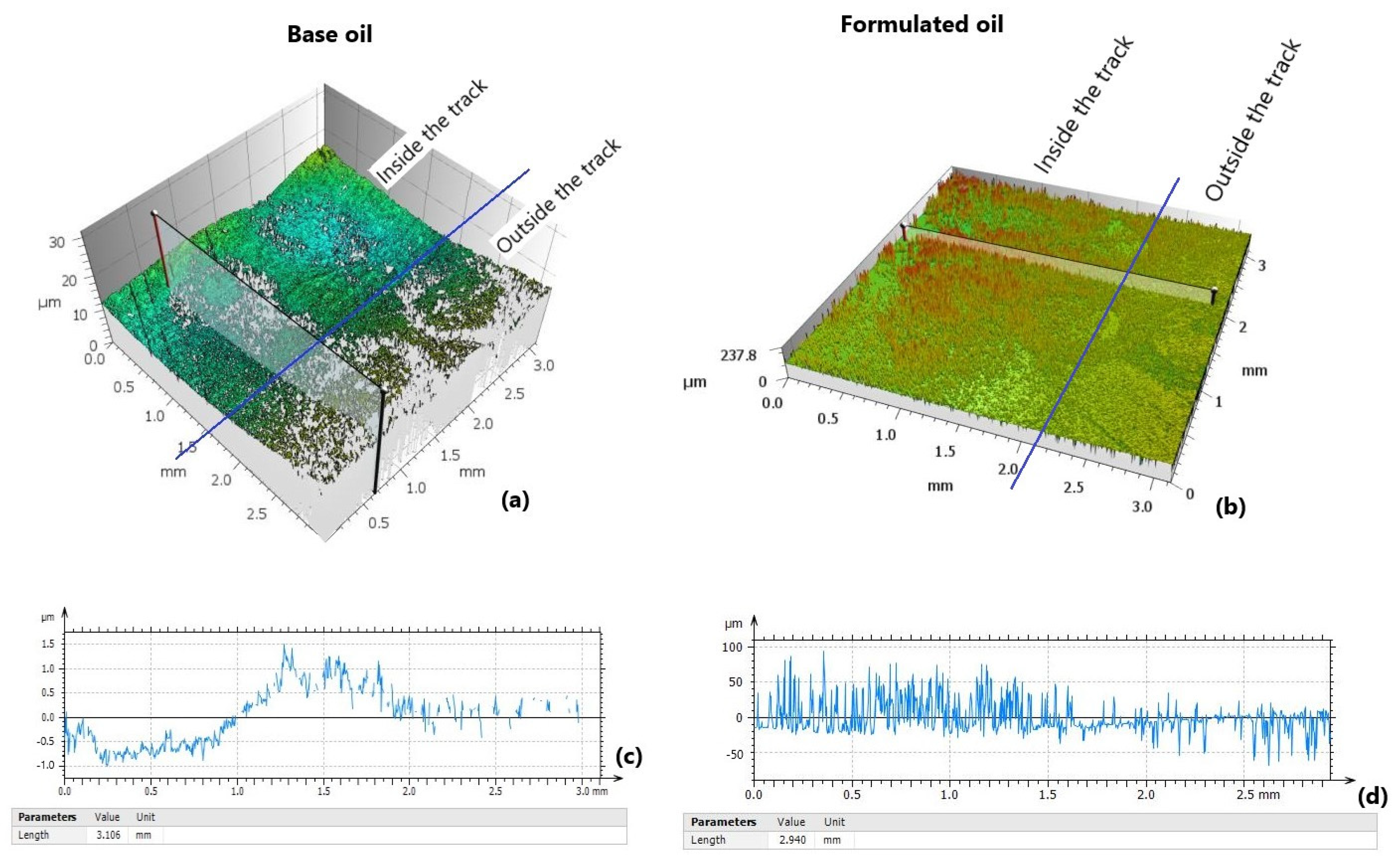
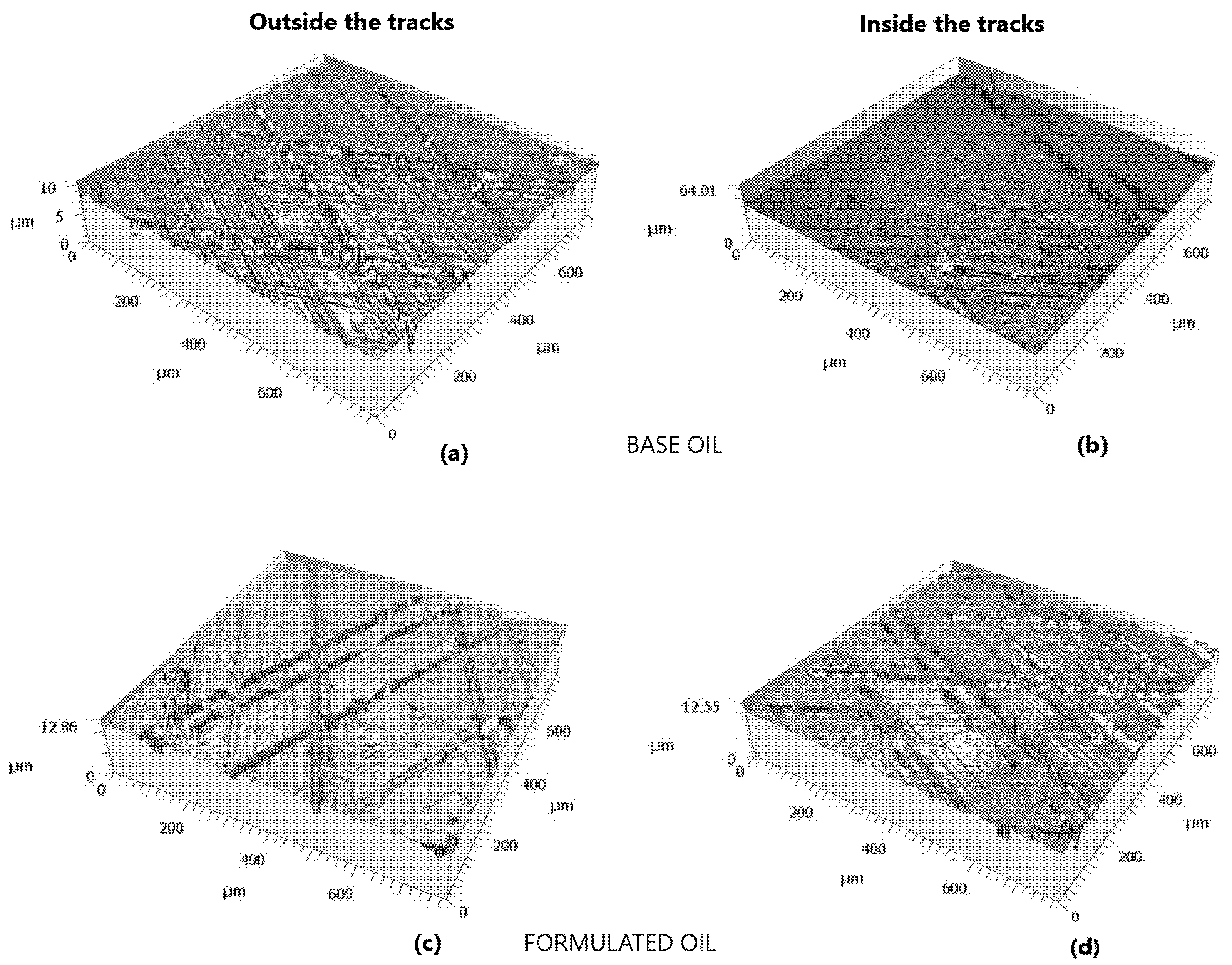
3.4. Wear Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tomanik, E. Friction and wear bench tests of different engine liner surface finishes. Tribol. Int. 2008, 41, 1032–1038. [Google Scholar] [CrossRef]
- Martz, L. Preliminary report of developments in interrupted surface finishes. Proc. Inst. Mech. Eng. 1949, 161, 1–9. [Google Scholar] [CrossRef]
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R. Functional importance of honed cylinder liner surface texture: A review. Tribol. Int. 2022, 167, 107409. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Grützmacher, P.G.; Gachot, C.; Costa, H.L. Surface Texturing in Machine Elements—A Critical Discussion for Rolling and Sliding Contacts. Adv. Eng. Mater. 2019, 21, 1900194. [Google Scholar] [CrossRef]
- Wood, R.J.K.; Costa, H. Editorial: Surface Texturing by Design. Surf. Topogr. Metrol. Prop. 2021, 9, 040201. [Google Scholar] [CrossRef]
- Lu, P.; Wood, R.J.K. Tribological performance of surface texturing in mechanical applications—A review. Surf. Topogr.-Metrol. Prop. 2020, 8, 043001. [Google Scholar] [CrossRef]
- Ryk, G.; Etsion, I. Testing piston rings with partial laser surface texturing for friction reduction. Wear 2006, 261, 792–796. [Google Scholar] [CrossRef]
- Etsion, I.; Sher, E. Improving fuel efficiency with laser surface textured piston rings. Tribol. Int. 2009, 42, 542–547. [Google Scholar] [CrossRef]
- García, C.P.; Rojas, J.P.; Abril, S.O. Analysis of the Influence of Textured Surfaces and Lubrication Conditions on the Tribological Performance between the Compression Ring and Cylinder Liner. Lubricants 2021, 9, 51. [Google Scholar] [CrossRef]
- Profito, F.J.; Tomanik, E.; Zachariadis, D.C. Effect of cylinder liner wear on the mixed lubrication regime of TLOCRs. Tribol. Int. 2016, 93, 723–732. [Google Scholar] [CrossRef]
- Vlădescu, S.-C.; Medina, S.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. Lubricant film thickness and friction force measurements in a laser surface textured reciprocating line contact simulating the piston ring–liner pairing. Tribol. Int. 2016, 98, 317–329. [Google Scholar] [CrossRef] [Green Version]
- Vlădescu, S.-C.; Ciniero, A.; Tufail, K.; Gangopadhyay, A.; Reddyhoff, T. Looking into a laser textured piston ring-liner contact. Tribol. Int. 2017, 115, 140–153. [Google Scholar] [CrossRef]
- Zimmer, M.; Vladescu, S.C.; Mattsson, L.; Fowell, M.; Reddyhoff, T. Shear-area variation: A mechanism that reduces hydrodynamic friction in macro-textured piston ring liner contacts. Tribol. Int. 2021, 161, 107067. [Google Scholar] [CrossRef]
- Atulkar, A.; Pandey, R.K.; Subbarao, P.M.V. Synergistic effect of textured piston ring and nano-lubricant on performance parameters and emissions of IC engine. Surf. Topogr.-Metrol. Prop. 2021, 9, 035009. [Google Scholar] [CrossRef]
- Miao, C.; Guo, Z.; Yuan, C. An experimental study on tribological properties and air tightness of co-textured cylinder liner-piston ring on an engine tester. Surf. Topogr.-Metrol. Prop. 2021, 9, 015005. [Google Scholar] [CrossRef]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef] [Green Version]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Atulkar, A.; Pandey, R.K.; Subbarao, P.M.V. Role of textured piston rings/liners in improving the performance behaviours of IC engines: A review with vital findings. Surf. Topogr.-Metrol. Prop. 2021, 9, 023002. [Google Scholar] [CrossRef]
- Xu, B.; Yin, B.F.; Jia, H.K.; Hua, X.J.; Wei, M.L. Effects of liner surface textures on the tribological performance of different production piston rings. Lubr. Sci. 2022. accepted (available online). [Google Scholar] [CrossRef]
- Shen, C.; Khonsari, M.M. The effect of laser machined pockets on the lubrication of piston ring prototypes. Tribol. Int. 2016, 101, 273–283. [Google Scholar] [CrossRef]
- Miao, C.; Guo, Z.; Yuan, C. Tribological behavior of co-textured cylinder liner-piston ring during running-in. Friction 2021, 10, 878–890. [Google Scholar] [CrossRef]
- Atulkar, A.; Pandey, R.K.; Subbarao, P.M.V. Performance analysis of two-dimensional section of partially textured piston ring with cavitation boundary conditions. Surf. Topogr.-Metrol. Prop. 2021, 9, 025025. [Google Scholar] [CrossRef]
- Morris, N.; Rahmani, R.; Rahnejat, H.; King, P.D.; Fitzsimons, B. Tribology of piston compression ring conjunction under transient thermal mixed regime of lubrication. Tribol. Int. 2013, 59, 248–258. [Google Scholar] [CrossRef] [Green Version]
- Morris, N.; Rahmani, R.; Rahnejat, H.; King, P.D.; Howell-Smith, S. A Numerical Model to Study the Role of Surface Textures at Top Dead Center Reversal in the Piston Ring to Cylinder Liner Contact. J. Tribol. 2015, 138, 703–711. [Google Scholar] [CrossRef] [Green Version]
- Rao, X.; Sheng, C.X.; Guo, Z.W. The influence of different surface textures on wears in cylinder liner piston rings. Surf. Topogr.-Metrol. Prop. 2019, 7, 045011. [Google Scholar] [CrossRef]
- Noutary, M.P.; Biboulet, N.; Lubrecht, A.A. Mean pressure of a finite width oil control ring with randomly spaced grooves. Tribol. Int. 2021, 160, 107005. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Some innovative surface texturing techniques for tribological purposes. Proc. Inst. Mech. Eng. Part J-J. Eng. Tribol. 2015, 229, 429–448. [Google Scholar] [CrossRef] [Green Version]
- Hsu, S.M.; Yang, J.; Fei, Z. Self-adaptive surface texture design for friction reduction across the lubrication regimes. Surf. Topogr. Metrol. Prop. 2016, 4, 014004. [Google Scholar] [CrossRef] [Green Version]
- Costa, H.L.; Schille, J.; Rosenkranz, A. Tailored Surface Textures to Increase Friction—A Review. Friction 2022, 10, 1285–1304. [Google Scholar] [CrossRef]
- Ferri, G.G.B.; Dias, L.C.; Costa, H.L. Sliding energy of textured surfaces via pendular tests. Ind. Lubr. Tribol. 2020, 72, 1051–1057. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Arencibia, R.V.; Costa, H.L.; da Silva, W.M. Roughness analysis of electrochemically textured surfaces: Effects on friction and wear of lubricated contacts. Surf. Topogr. Metrol. Prop. 2020, 8, 024011. [Google Scholar] [CrossRef]
- Qian, S.; Ji, F.; Qu, N.; Li, H. Improving the localization of surface texture by electrochemical machining with auxiliary anode. Mater. Manuf. Process. 2014, 29, 1488–1493. [Google Scholar] [CrossRef]
- Hao, X.; Wang, L.; Wang, Q.; Guo, F.; Tang, Y.; Ding, Y.; Lu, B. Surface micro-texturing of metallic cylindrical surface with proximity rolling-exposure lithography and electrochemical micromachining. Appl. Surf. Sci. 2011, 257, 8906–8911. [Google Scholar] [CrossRef]
- Zhu, D.; Qu, N.; Li, H.; Zeng, Y.; Li, D.; Qian, S. Electrochemical micromachining of microstructures of micro hole and dimple array. CIRP Ann. 2009, 58, 177–180. [Google Scholar] [CrossRef]
- Kumar, A.; Alok, A.; Das, M. Surface Texturing by Electrochemical Micromachining: A Review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, New Delhi, India, 6–10 January 2020; Volume 804, p. 012011. [Google Scholar] [CrossRef]
- da Silva, L.R.R.; Costa, H.L. Tribological Behavior of Gray Cast IronTextured by Maskless Electrochemical Texturing. Wear 2017, 376–377, 1601–1610. [Google Scholar] [CrossRef]
- da Silva, L.R.R.; Costa, H.L. Maskless electrochemical texturing of automotive cylinders liners. Mater. Perform. Charact. 2017, 6, 96–111. [Google Scholar] [CrossRef]
- Tung, S.C.; McMillan, M.L. Automotive tribology overview of current advances and challenges for the future. Tribol. Int. 2004, 37, 517–536. [Google Scholar] [CrossRef]
- Huynh, K.K.; Tieu, K.A.; Pham, S.T. Synergistic and Competitive Effects between Zinc Dialkyldithiophosphates and Modern Generation of Additives in Engine Oil. Lubricants 2021, 9, 35. [Google Scholar] [CrossRef]
- Spikes, H. The history and mechanisms of ZDDP. Tribol. Lett. 2004, 17, 469–489. [Google Scholar] [CrossRef]
- Costa, H.L.; Evangelista, K.S.; Cousseau, T.; Acero, J.S.R.; Kessler, F. Use of XANES and XPS to investigate the effects of ethanol contamination on anti-wear ZDDP tribofilms. Tribol. Int. 2021, 159, 106997. [Google Scholar] [CrossRef]
- Martin, J.; Le Mogne, T.; Grossiord, C.; Palermo, T. Tribochemistry of ZDDP and MoDDP chemisorbed films. Tribol. Lett. 1996, 2, 313–326. [Google Scholar] [CrossRef]
- Zhang, J.; Spikes, H. On the mechanism of ZDDP antiwear film formation. Tribol. Lett. 2016, 63, 24. [Google Scholar] [CrossRef] [Green Version]
- Hsu, C.J.; Barrirero, J.; Merz, R.; Stratmann, A.; Aboulfadl, H.; Jacobs, G.; Kopnarski, M.; Mucklich, F.; Gachot, C. Revealing the interface nature of ZDDP tribofilm by X-ray photoelectron spectroscopy and atom probe tomography. Ind. Lubr. Tribol. 2020, 72, 923–930. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Baykara, M.Z.; Martini, A. Synergetic effects of surface texturing and solid lubricants to tailor friction and wear—A review. Tribol. Int. 2021, 155, 106792. [Google Scholar] [CrossRef]
- Khaemba, D.N.; Azam, A.; See, T.; Neville, A.; Salehi, F.M. Understanding the role of surface textures in improving the performance of boundary additives, part I: Experimental. Tribol. Int. 2020, 146, 106243. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Costa, H.L.; da Silva, W.M. Sliding wear behavior of electrochemically textured surfaces under different lubrication regimes: Effects of curvature radius. Wear 2021, 477, 203817. [Google Scholar] [CrossRef]
- Hsu, C.J.; Stratmann, A.; Rosenkranz, A.; Gachot, C. Enhanced Growth of ZDDP-Based Tribofilms on Laser-Interference Patterned Cylinder Roller Bearings. Lubricants 2017, 5, 39. [Google Scholar] [CrossRef] [Green Version]
- Ayerdi, J.J.; Slachciak, N.; Llavori, I.; Zabala, A.; Aginagalde, A.; Bonse, J.; Spaltmann, D. On the Role of a ZDDP in the Tribological Performance of Femtosecond Laser-Induced Periodic Surface Structures on Titanium Alloy against Different Counterbody Materials. Lubricants 2019, 7, 79. [Google Scholar] [CrossRef] [Green Version]
- Wollmann, D.; Pintaude, G.; Ghasemi, R. Effect of austempering treatment on lubricated sliding contact of compacted graphite iron. SN Appl. Sci. 2020, 2, 1947. [Google Scholar] [CrossRef]
- Moreira, H.; Cousseau, T.; Pintaude, G. Effect of Aged Oils on Ring-Liner Wear. SAE Int. J. Fuels Lubr. 2020, 13, 167–176. [Google Scholar] [CrossRef]
- Franco, L.A.; Sinatora, A. 3D surface parameters (ISO 25178-2): Actual meaning of Spk and its relationship to Vmp. Precis. Eng. 2015, 40, 106–111. [Google Scholar] [CrossRef]
- Dias, L.C.; Ferri, G.G.B.; Costa, H.L. Maskless Eletrochemical Surface Texturing for Cylindrical Components: New Developments. J. Braz. Soc. Mech. Sci. Eng. 2022. accepted. [Google Scholar]
- do Vale, J.L.; da Silva, C.H.; Pintaude, G. Tribological performance assessment of lamellar and compacted graphite irons in lubricated ring-on-cylinder test. Wear 2019, 426–427, 471–480. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Profito, F.; Gachot, C.; Medina, S.; Dini, D. Influence of surface texturing on hydrodynamic friction in plane converging bearings-An experimental and numerical approach. Tribol. Int. 2019, 134, 190–204. [Google Scholar] [CrossRef]
- Hamrock, B.; Dowson, D. Calculating minimum lubricant film thickness. Mach. Des. 1978, 50, 114–115. [Google Scholar]
- Lenard, J.G. 9—Tribology. In Primer on Flat Rolling, 2nd ed.; Lenard, J.G., Ed.; Elsevier: Oxford, UK, 2014; pp. 193–266. [Google Scholar] [CrossRef]
- Topolovec-Miklozic, K.; Forbus, T.R.; Spikes, H. Film thickness and roughness of ZDDP antiwear films. Tribol. Lett. 2007, 26, 161–171. [Google Scholar] [CrossRef]
- De Mello, J.D.B.; Durand-Charre, M.; Mathia, T. Abrasion mechanisms of white cast iron I: Influence of the metallurgical structure of molybdenum white cast irons. Mater. Sci. Eng. 1985, 73, 203–213. [Google Scholar] [CrossRef]
- Tavares, A.F.; Lopes, A.P.O.; Mesquita, E.A.; Almeida, D.T.; Souza, J.H.C.; Costa, H.L. Effect of transfer layers on friction and wear mechanisms in strip drawing tests of commercially coated forming tools. Wear 2021, 476, 203733. [Google Scholar] [CrossRef]
- Spikes, H. Stress-augmented thermal activation: Tribology feels the force. Friction 2018, 6, 1–31. [Google Scholar] [CrossRef] [Green Version]
- Costa, H.L.; Spikes, H.A. Impact of ethanol on the formation of antiwear tribofilms from engine lubricants. Tribol. Int. 2016, 93, 364–376. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lubricant | Density 15 °C | Kinematic Viscosity 40 °C | Kinematic Viscosity 100 °C |
|---|---|---|---|
| PAO 4 | 0.82 | 18 cSt | 4 cSt |
| SAE 30 | 0.881 | 92 cSt | 11 cSt |
| Gap (μm) | Voltage (V) | Electrolyte Flow (L.s−1) | Duty Cycle ton/(toff + ton) × 100% | Frequency (Hz) | Time (s) |
|---|---|---|---|---|---|
| 300 | 25 | 0.163 | 20% | 50 | 300 |
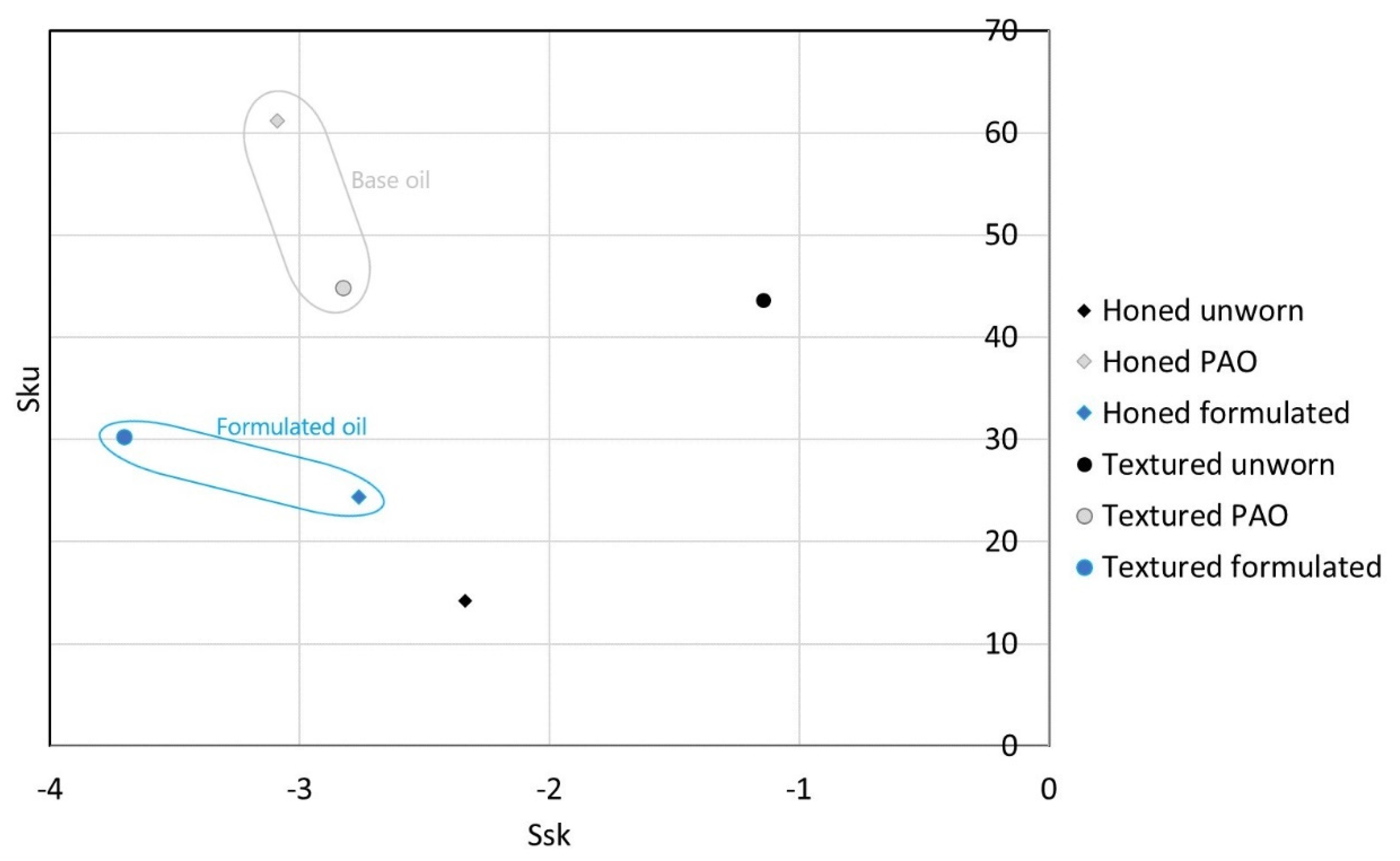
| Sq (µm) | Ssk | Sku | Spk (µm) | Sk (µm) | Svk (µm) |
|---|---|---|---|---|---|
| 1.035 | −0.003 | 7.406 | 1.451 | 0.7349 | 1.289 |
| Frequency | A (Honed PAO) | B (Honed Formulated) | C (Textured PAO) | D (Textured Formulated) |
|---|---|---|---|---|
| 1 Hz | 0.013 | 0.052 | 0.004 | 0.004 |
| 2.5 Hz | 0.025 | 0.102 | 0.009 | 0.007 |
| 5 Hz | 0.041 | 0.168 | 0.014 | 0.012 |
| 7.5 Hz | 0.054 | 0.226 | 0.019 | 0.016 |
| 10 Hz | 0.067 | 0.280 | 0.024 | 0.020 |
| Liner | Condition | Spk (μm) | Sk (μm) | Svk (μm) | Variation of the k Parameters (var) [(initial − final)/initial]∙100% | ||
|---|---|---|---|---|---|---|---|
| Spkvar | Skvar | Svkvar | |||||
| Honed | Unworn | 0.31 | 0.68 | 1.37 | |||
| PAO (A) | 0.30 | 0.60 | 1.93 | 2.5% | 11.4% | −40.7% | |
| Formulated (B) | 0.40 | 0.91 | 1.82 | −28.2% | −34.5% | −33.1% | |
| Textured | Unworn | 2.38 | 0.99 | 3.04 | |||
| PAO (C) | 0.82 | 1.14 | 2.48 | 65.4% | −15.0% | 18.7% | |
| Formulated (D) | 1.47 | 2.60 | 5.01 | 38.2% | −162.3% | −64.7% | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dias, L.C.; Pintaude, G.; Vittorino, A.A.O.F.; Costa, H.L. ZDDP Tribofilm Formation from a Formulated Oil on Textured Cylinder Liners. Lubricants 2022, 10, 118. https://doi.org/10.3390/lubricants10060118
Dias LC, Pintaude G, Vittorino AAOF, Costa HL. ZDDP Tribofilm Formation from a Formulated Oil on Textured Cylinder Liners. Lubricants. 2022; 10(6):118. https://doi.org/10.3390/lubricants10060118
Chicago/Turabian StyleDias, Leonardo C., Giuseppe Pintaude, Alessandro A. O. F. Vittorino, and Henara L. Costa. 2022. "ZDDP Tribofilm Formation from a Formulated Oil on Textured Cylinder Liners" Lubricants 10, no. 6: 118. https://doi.org/10.3390/lubricants10060118
APA StyleDias, L. C., Pintaude, G., Vittorino, A. A. O. F., & Costa, H. L. (2022). ZDDP Tribofilm Formation from a Formulated Oil on Textured Cylinder Liners. Lubricants, 10(6), 118. https://doi.org/10.3390/lubricants10060118